DIN 267-27带粘附层的钢制螺钉,螺栓和螺柱的技术规范
- 格式:doc
- 大小:131.50 KB
- 文档页数:11
din267-27标准中耐落胶的标准一、概述din267-27标准是德国工业标准中关于耐落胶的标准,该标准规定了耐落胶的材质、性能、粘接强度等方面要求,以确保产品在使用过程中能够有效地防止脱落。
耐落胶是一种广泛应用于工业生产中的粘接材料,其性能和质量直接影响着产品的质量和安全。
二、材质要求耐落胶的材质是影响其性能和质量的重要因素。
根据din267-27标准,耐落胶的材质应符合一定的要求,包括耐候性、耐腐蚀性、耐高温性等方面。
此外,耐落胶的粘度、固化速度等物理性能也应符合标准要求。
在实际应用中,应根据产品特点和使用环境选择合适的耐落胶材质。
三、性能要求耐落胶的性能是衡量其质量的重要指标,根据din267-27标准,耐落胶应具备以下性能:粘接强度高、耐冲击性强、耐老化性能好、耐化学腐蚀性强等。
此外,耐落胶还应具备一定的柔韧性,以适应不同形状和尺寸的粘接表面。
在实际应用中,应根据产品特点和环境条件选择合适的耐落胶型号和规格。
四、测试方法为了确保耐落胶的质量符合标准要求,需要进行一系列的测试。
根据din267-27标准,测试方法包括外观检查、粘度测试、固化时间测试、粘接强度测试、耐冲击性测试、耐老化性能测试等。
这些测试方法可以有效地评估耐落胶的性能和质量,为产品的质量和安全提供保障。
五、应用注意事项耐落胶是一种重要的粘接材料,在应用过程中需要注意以下几点:首先,应根据产品特点和环境条件选择合适的耐落胶型号和规格;其次,应严格按照说明书进行操作,确保涂胶均匀、粘接面清洁;最后,应定期检查耐落胶的使用情况,及时更换失效或质量不佳的胶粘剂。
六、总结din267-27标准是德国工业标准中关于耐落胶的重要规范,规定了耐落胶的材质、性能、粘接强度等方面要求。
在实际应用中,应根据产品特点和环境条件选择合适的耐落胶材质和型号,并严格按照说明书进行操作。
为了保证产品的质量和安全,还需要进行一系列的测试和检查,及时更换失效或质量不佳的胶粘剂。

1. 适用范围本技术条件适用于螺纹直径M6至M36、强度等级小于等于10.9级(螺钉)和小于等于10级(螺母)的热镀锌紧固件(主要是指螺钉和螺母)。
在此标准中规定的最小镀层厚度也适用于热镀锌紧固件(垫圈和环)。
2. 总论热镀锌紧固件一般以镀层厚度,而不以它的单位面积重量作为主要指标。
所以本标准主要对镀层厚度以及镀层厚度的标记和检验方法作了规定。
如某些个别情况需要以单位面积重量作为基础,则以100μm镀层厚度≈700g/m2为准。
ISO米制外形和6g公差的螺钉螺纹的基本偏差对于第四节中规定的最小镀层厚度的镀上是不够的。
为了使热镀锌后螺栓和螺母的螺纹配合达到要求,有以下两种情况:a)ISO米制螺钉螺纹的公差位置a必须按照DIN13,基本偏差必须按照表1,因而在热镀锌之前必须位于公差等级8级(制造等级C)或6级(制造等级A)之内。
电镀之后不允许超出螺钉螺纹的零线。
b)电镀镀锌层要求的偏差置于螺母上,因此在镀锌后允许超出螺钉螺纹的零线。
这种情况只发生在螺栓和螺母一起作为配件时。
螺钉螺纹在热镀锌后不允许超出零线。
热镀锌前的最小尺寸加上最小镀层厚度得出镀锌螺纹得最小尺寸(参见表1)。
螺母螺纹不作热镀锌处理,而是使用热镀锌毛坯进行切削。
按DIN ISO4759第一部分得极限偏差适用于热镀锌以前的状态。
不允许由于热镀锌而影响零件的装配性能。
镀锌层的灰色外观取决于材料,而不是腐蚀保护的质量指标。
以黑色金属材料为基底金属的成品件进行热镀锌时,对镀锌层的要求参看DIN 50 976。
DIN ISO898第一和第二部分或DIN 267第四部分适用于机械性能的评价。
然而与此不一致的是由于螺纹基本偏差(公差位置a)相对增加,或螺钉和螺母的螺纹侧面重叠减小,使得最小断裂力和检测力变小(参见表3和表4)。
3. 标记热镀锌紧固件本身按各自的尺寸标准进行标记。
热镀锌处理按DIN 50976用符号tZn进行标记。
这一符号同时包括了按表1的镀层厚度(测量点的最小镀层厚度)。
DEUTSCHE NORM 267-27{Translation by DIN-Sprachendienst.In case of doubt, the German-language original should be consulted as the authoritative text.© No part of this translation may be reproduced without the prior permission ofDIN Deutsches Institut für Normung e. V., Berlin. Beuth Verlag GmbH , 10772 Berlin, Germany,has the exclusive right of sale for German Standards (DIN-Normen).!,bÑw"January 2004Technical delivery conditions for fastenersPart 27: Adhesive-coated steel screws, bolts and studsContinued on pages 2 to 8.ICS 21.060.10Supersedes March 1990 edition.Mechanische Verbindungselemente – Teil 27: Schrauben aus Stahl mit klebender Beschichtung – Technische LieferbedingungenIn keeping with current practice in standards published by the International Organization for Standardization (ISO), a comma has been used throughout as the decimal marker.ForewordThis standard has been prepared by Technical Committee Schrauben mit klebenden oder klemmenden Beschichtungen of the Normenausschuss Mechanische Verbindungselemente (Fasteners Standards Com-mittee).AmendmentsThis standard differs from the March 1990 edition in that it has been completely revised.Previous edition DIN 267-27: 1990-03.All dimensions are in millimetres.1 ScopeThis standard specifies requirements and methods of test for sizes M 3 to M 39 adhesive-coated steel screws, bolts and studs (‘bolts’, for short) with ISO metric screw thread as in DIN ISO 261, assigned to property classes as in DIN EN ISO 898-1, for use at service temperatures ranging from –50 °C to +100 °C and, in special applications, up to 150 °C.2 Normative referencesThis standard incorporates, by dated or undated reference, provisions from other publications. These nor-mative references are cited at the appropriate places in the text, and the titles of the publications are listed below. For dated references, subsequent amendments to or revisions of any of these publications apply to this standard only when incorporated in it by amendment or revision. For undated references, the latest edition of the publication referred to applies.DIN 946 Determination of coefficient of friction of bolt/nut assemblies under specified condi-tions DIN 50011-12 Artificial climates in technical applications – Air temperature as a climatological quantityin controlled-atmosphere test installationsDIN EN 20273 Fasteners – Clearance holes for bolts and screws (ISO 273 : 1979)DIN EN ISO 898-1 Mechanical properties of fasteners made of carbon steel and alloy steel – Part 1: Bolts,screws and studs (ISO 898-1 : 1999)DIN EN ISO 4032 Hexagon nuts, style 1 – Product grades A and B (ISO 4032 : 1999)English price group 8www.din.de www.beuth.de07.059639684Page 2DIN 267-27: 2004-01DIN EN ISO 4753 Fasteners – Ends of parts with external ISO metric screw thread (ISO 4753 : 1999)DIN EN ISO 7089 Plain washers – Normal series – Product grade A (ISO 7089 : 2000)DIN EN ISO 8673 Hexagon nuts, style 1, with metric fine pitch thread – Product grades A and B(ISO 8673 : 1999)DIN ISO 261 ISO general purpose metric screw threads – General plan (ISO 261 : 1998)3 Concepts3.1 Adhesive coatingCoating applied to the thread of bolts (over their whole circumference) in the form of microencapsulated adhe-sive, the bonding properties of which are activated by the process of bolting, and which serves to prevent the bolts working loose.3.2 Screw-in torqueTorque measured when a bolt is driven into a test nut (designated by M in ).3.3 Input torqueTorque required to tighten a bolt to a level of stress as given in table 1 (designated by M A ).3.4 Breakaway torqueTorque measured at the moment when the relative motion between test nut and bolt is detected in both stressed and unstressed assemblies (designated by M LB ).3.5 Loosening torqueTorque measured after the breakaway point when unscrewing adhesive-coated bolts (designated by M out ).4 Dimensions and designation4.1 Standard coatingUnless otherwise specified, the coating shall cover a zone, measured from the bolt end, of length equal to 1,5 d ± 2 P *). The first two or three turns of thread should be free from coating material to facilitate bolting.Adhesive residue in these turns is permitted unless this adversely affects bolting.d Nominal thread diameter1) Zone to be covered by the coating.2) Two or three turns of thread left uncoated.Figure 1: Length and position of coated zone on bolts with standard coating4.2 Non-standard coatingFor lengths of engagement exceeding 1 d and property classes below 8.8, and for bolts with head of reduced strength, the length of coated zone is to be specified (as a function of the property class) to ease disassembly. The correct length and position of the coated zone is to be established by testing, where necessary.In the case of bolt/nut assemblies, the length and position of the coated zone shall be selected so that it is in complete contact with the nut thread.*) P = pitch.--``,``,`,``,``,`````,,,,,,,,`-`-`,,`,,`,`,,`---Page 3DIN 267-27: 2004-01If, for design reasons, a different length, l b, or distance from the bolt end, a, of the coated zone is required (cf. figure 2), both dimensions shall be indicated in the standard designation (cf. subclause 4.3), with l b being given a tolerance equal to ± 2 P.l b Length of coated zonea Distance of coated zone from bolt endFigure 2: Length and position of coated zone on bolts with non-standard coating4.3 DesignationThe designation of adhesive-coated bolts conforming to this standard shall include the following items, given in the order below:a) symbol ‘MK’ to indicate that no special requirements regarding the coefficient of friction are specified,or symbol ‘MKL’ to denote a specific coefficient of friction.b) service temperature (for bolts suitable for use at temperatures up to 150 °C);c) values of l b × a, in mm, where appropriate.Examples of designationEXAMPLE 1:Designation of an M 12 steel bolt (M 12), with a nominal length, l, of 80 mm (80), of property class 8.8 (8.8), provided with an adhesive coating for which no special requirements regarding the coefficient of friction are specified (MK):Bolt DIN... – M 12 × 80 – 8.8 – MKEXAMPLE 2:Designation of an M 12 steel bolt (M 12), with a nominal length, l, of 80 mm (80), with long dog point (LD) as in DIN EN ISO 4753, of property class 8.8 (8.8), provided with an adhesive coating with a specific range of friction coefficients (MKL), with a length, l b, of 30 mm and a distance from bolt end, a, of 10 mm (30 × 10): Bolt DIN... – M 12 × 80 – LD – 8.8 – MKL – 30 × 10EXAMPLE 3:Designation of an M 12 steel bolt (M 12), with a nominal length, l, of 80 mm, with long dog point (LD) as in DIN EN ISO 4753, of property class 8.8 (8.8), provided with an adhesive coating with a specific range of friction coefficients (MKL), for use at temperatures up to 150 °C (150), with a length, l b, of 30 mm and a distance from bolt end, a, of 10 mm (30 × 10):Bolt DIN... – M 12 × 80 – LD – 8.8 – MKL – 150 – 30 × 105 Requirements5.1 GeneralFor standard designs of fasteners, the requirements specified in subclause 5.2.1 for ambient temperature and service temperatures up to 100 °C, and those specified in subclauses 5.4 and 5.5 shall be complied with. Any additional requirements, such as those specified in subclause 5.2.1 for service temperatures up to 150 °C and those specified in subclause 5.3, shall be met if so agreed at the time of ordering.5.2 Torques and torque ratios5.2.1 Requirements for bolts when tightenedWhen bolts are tested in accordance with subclause 6.2.1, the requirements for the M LB/M A ratio and M out specified in table 1 shall be complied with.Page 4DIN 267-27: 2004-01Table 1: Torques and torque ratios at ambient temperatureand at temperatures of 100 °C and 150 °C (bolt tightened)Thread size Tightening torque, M A1), inNm, for bolts ofproperty classMinimum breakaway torque,M LB = 0,9 · M A, in Nm, forbolts ofproperty classMinimumM LB/M AratioMaximumloosen-ing torque,M out,in Nm5.6 5.88.8 10.9 12.9 5.6 5.88.8 10.9 12.9M 3 M 4 M 5 M 6M 8 M 10M 8 × 1M 10 × 1,250,61,32,64,511221,22,85,59,523460,541,22,34,19,919,81,12,55,08,620,741,40,90,90,90,90,90,91,53,06,5102655M 12 M 14 M 16M 12 × 1,25, M 12 × 1,5M 14 × 1,5M 16 × 1,53860907912519534,2548171,1112,5175,50,90,90,995160250M 18 M 20 M 22M 18 × 1,5, M 18 × 2M 20 × 1,5, M 20 × 2M 22 × 1,5, M 22 × 21281762402803905301151582162523514770,90,90,9335500800M 24 M 27 M 30M 24 × 2M 27 × 2M 30 × 23104606206701 0001 3502794145586039001 2150,90,90,91 0501 3001 700M 33 M 36 M 39M 33 × 2M 36 × 3M 39 × 38251 1001 4001 8502 3503 0007429901 2601 6652 1152 7000,90,90,92 4003 0004 000For lengths of coated zone smaller than 0,8 d, M LB may be lower.1) M A has been determined on the basis of an overall coefficient of friction, µges, of 0,12, assuming a 90 % utilization ofthe minimum yield stress (property classes 5,6 and 5.8) or 0,2 % proof stress (property classes 8.8, 10.9 and 12.9) for the relevant lowest property class.5.2.2 Requirements for bolts when untightenedTesting with bolts untightened is not required for standard design fasteners, but may be carried out as part of factory production control.When bolts are tested in accordance with subclause 6.2.2, the requirements for M LB and M out specified in table 2 shall be complied with.5.3 Coefficient of frictionIf an adhesive-coated bolt with a specific range of friction coefficients is required, the coefficient of the thread shall lie between 0,10 and 0,16 when tested in accordance with subclause 6.3.NOTE: For adhesive-coated bolts for which no particular requirements regarding the coefficient of friction are specified, this coefficient will generally be higher, which results in a lower achievable stress in the bolt/nut assembly when tightening the bolt.5.4 Corrosion resistanceWhen bolts are tested in accordance with subclause 6.4, the requirements specified in table 1 shall be com-plied with.--``,``,`,``,``,`````,,,,,,,,`-`-`,,`,,`,`,,`---Page 5DIN 267-27: 2004-01Table 2: Torques at ambient temperature and at temperaturesof 100 °C and 150 °C (bolt untightened)Thread sizeTorques, in NmM in M LB M out Max.Min.Max.M 3 M 4 M 5 M 6M 8 M 10M 8 × 1M 10 × 1,250,20,411,535,50,20,411,84101,53,06,5102655M 12 M 14 M 16M 12 × 1,25, M 12 × 1,5M 14 × 1,5M 16 × 1,57,5111416223595160250M 18 M 20 M 22M 18 × 1,5, M 18 × 2M 20 × 1,5, M 20 × 2M 22 × 1,5, M 22 × 2192230404565335500800M 24 M 27 M 30M 24 × 2M 27 × 2M 30 × 2364249901201651 0501 3001 700M 33 M 36 M 39M 33 × 2M 36 × 3M 39 × 35560702102803302 4003 0004 0005.5 Thermal stabilityWhen bolts are tested in accordance with subclause 6.5, the requirements specified in table 2 shall be com-plied with.6 Testing6.1 GeneralExcept for the test described in subclause 6.2.2, all tests specified in subclauses 6.2 to 6.5 are to be carried out as part of type testing (cf. subclause 5.1).6.2 Determination of breakaway torques, loosening torques and torque ratios6.2.1 Testing with bolt tightenedThe test assembly shall be as shown in figure 3 or 4. The bolt to be tested shall be passed through a washer conforming to DIN EN ISO 7089, free from grease, with a minimum hardness of 200 HV, and a bright finish, and either through two distance blocks (cf. figure 3) or a spacer sleeve (cf. figure 4), and tightened by screwing into a nut at a rate of 30 min–1, until the relevant M A value is reached. The thickness of the blocks or spacer sleeve shall be selected so that the nut thread is in complete contact with the coated zone. For tests at a temperature of 100 °C or 150 °C, the assembly shown in figure 4 should be used, with washers as in DIN EN ISO 7089.Page 6DIN 267-27: 2004-01d and a hardness exceeding 35 HRC5 Nut as in DIN EN ISO 4032 and DIN EN ISO 8673Figure 4: Test assembly with spacer sleeveAfter a cure time of 24 hours at (23 ± 5) °C, the test assembly shall be disassembled by unscrewing the bolt from the nut at a maximum rate of 30 min-1. The breakaway and loosening torques shall be measured and the ratio between them determined. When using the test assembly with spacer sleeve, either the bolt or the nut may be turned.For tests at elevated temperatures, the bolts shall be exposed to the relevant test temperature for three hours and then tested within ten seconds following removal from the oven.6.2.2 Testing with bolt untightenedThe bolt to be tested shall be screwed into a nut at a maximum rate of 30 min–1 so that the nut thread is in complete contact with the coated zone, and the maximum screw-in torque, M in, shall be measured.After a cure time of 24 hours at (23 ± 5) °C, the test assembly shall be disassembled by unscrewing the bolt from the nut at a maximum rate of 30 min–1, and the breakaway and loosening torques shall be measured.--``,``,`,``,``,`````,,,,,,,,`-`-`,,`,,`,`,,`---Page 7DIN 267-27: 2004-01For tests at elevated temperatures, the bolts shall be exposed to the relevant test temperature for three hours and then tested within ten seconds following removal from the oven.6.3 Determining the coefficient of frictionThe bolt to be tested shall be screwed into a nut at a maximum rate of 30 m–1 until the stress reaches a level equal to 90 % of the yield stress for property class 5.6 or 8.8 bolts, and the coefficient of friction at this point determined as specified in DIN 946.6.4 Testing for corrosion resistanceThe resistance of bolts to the action of corrosive media shall be tested as follows.A test assembly shall be left to cure for 24 hours at (23 ± 5) °C and then conditioned at a given temperature in a given test medium for one week, conditioning temperatures and test media being as follows:a) general purpose oils, lubricants and hydraulic oils: 120 °C;b) fuels: ambient temperature;c) refrigerants, water and glycol: 90 °C;d) brake fluid: 90 °C.Other media and conditioning temperatures shall be the subject of agreement.After conditioning, it shall be checked whether the requirements specified in table 1 are complied with.6.5 Determining the thermal stabilityA test assembly (with the bolt untightened) shall be left to cure for 72 hours and subjected to the test tempera-ture (100 °C or 150 °C ) for 1 000 hours. After cooling to ambient temperature it shall be checked whether the requirements specified in table 2 are complied with.6.6 Test equipment6.6.1 TorquemeterFor torque measurement, a torquemeter, accurate to within 2 % of the upper limit of the given torque range, shall be used.In cases of arbitration, the device shall be chosen so that all values can be read off in the upper half of the measuring range.6.6.2 Test nutFor bolts with coarse pitch thread, a nut as in DIN EN ISO 4032, and for bolts with fine pitch thread, a nut as in DIN EN ISO 8673 shall be used.The nut shall meet the following requirements.a) The property class shall at least be equal to that of the bolt.b) The thread surface shall be bright or blackened.c) The thread of the nut shall be free from oil, grease, and burrs.Test nuts shall be used once only.6.6.3 OvenFor thermal stability tests, an oven of accuracy class 2 as specified in DIN 50011-12 shall be used.6.6.4 Device for determining the coefficient of frictionThe device used to determine the coefficient of friction shall be as specified in DIN 946.7 Instructions for use7.1 Service temperatureAdhesive-coated bolts are normally designed for use at temperatures ranging from –50 °C to + 100 °C and, in special applications, up to 150 °C.7.2 Bolts with additional, friction-reducing coatingsBolts with an additional coating designed to reduce friction shall meet the requirements specified in tables 1 and 2. Where such coatings have been subsequently applied, requirements shall be the subject of agreement, it being of no relevance whether the coating has been applied before or after coating with adhesive.--``,``,`,``,``,`````,,,,,,,,`-`-`,,`,,`,`,,`---Page 8DIN 267-27: 2004-017.3 Sealing functionAdhesive coatings are not only designed to secure bolt/nut assemblies, but may also have a certain sealing effect. Details for requirements and testing are subject to agreement.7.4 Bolt/nut assembly7.4.1 Nut threadThere are no special requirements with regard to the surface roughness of the nut thread surface. The thread, however, must be free from silicone, molybdenum disulfide and similar separating fluids. Nuts shall be free from burrs. Coated bolts shall not be used together with nuts and threaded holes without a countersunk. NOTE: In cases where the thread is not free from oil or grease, a lower breakaway torque is to be expected. 7.4.2 Tightening procedureTightening of the bolt and, where required, checking of the tightening torque shall be completed within five minutes, since by this time the bonding property of the adhesive will be starting to take full effect. Any other requirements shall be the subject of agreement.NOTE: It should be noted that, at temperatures below 0 °C, curing will take place more slowly.7.5 DisassemblyBolts with a slotted head, hexagon socket thin head cap screws assigned to a property class less than 8.8, and bolts with a head of reduced strength might not be capable of being unscrewed once the adhesive has cured (cf. subclause 4.2).7.6 Re-use of boltsAlthough adhesive-coated bolts are designed for single use only (i.e. on disassembly and reassembly a new bolt is to be used), nuts may be re-used if their thread is cleaned (with a tap). The use of a new nut should be given preference, however.8 Condition on deliveryAdhesive-coated bolts shall be free from oil or grease, any other surface finish being subject to agreement.9 StorageAdhesive-coated bolts shall be protected against moisture, and be stored so that their properties (when test-ed) are maintained for at least four years.Changes in the colour of the coating may be disregarded as long as the properties of bolts (when tested) re-main unaffected.。
螺栓、螺钉和螺柱的材料要求、螺栓、螺钉和螺柱的材料要求(GB/T3098.1-2000)1)硼的含量可达0.005% ,其非有效硼可由添加钛和(或)铝控制。
2)这些性能等级允许采用易切制造,其硫,磷及铅的最大含量为:硫0.34% ;磷0.11% ;铅0.35%。
3)为了保证良好的淬透性,螺纹直径超过20mm 的紧固件,需采用对10.9 级规定的钢。
4)含碳量低于0.25% (桶样分析)的低碳合金钢的锰最低含量为:8.8级:0.6%;9.8、10.9和10.9级:0.7% 。
5)该产品应在性能等级代号下增加一横线标志。
10.9级应符合对10.9 级规定的所有性能,而较低的顺火温度对其在提讥温度的条件下,将造成不同程度的应力削弱。
6)用于该性能等级的材料应具有良好的淬透性,以保证紧固件螺纹截面的芯部在淬火后、回火前获得约90%的马氏体组织。
7)合金钢至少应含有以下远素中的一种元素,其最小含量为:铬0.30% ;镍0.30% ;钼0.20% ;钒0.10% 8)考虑承受抗拉应力,12.9 级的表面不允许有金相能测出的白色磷聚集层。
9)该化学成分和回火温度尚在调查研究中。
、螺母1)0.30% 0.11% ;铅 0.35%.2)为改善螺母的机械性能,必要时可增添合金元素。
性能等级为 05、8(>M16 的 l 型螺母)、 10和 12级螺母应进行淬火并回火处理 2.螺母(细牙螺纹)的材料技术要求( GB/T3098.4-2000)1)0.34% 0.11% ;铅 0.35%.2)为改善螺母的机械性能,必要时可增添合金元素。
性能等级为 05、8(l 型螺母)、 10和 12级螺母应进行淬火并回火处理 3.铆螺母的材料( GB/T17880.6-1999 )制造螺母体的材料应与螺母(粗牙螺纹)的材料相同。
制造金属或非金属嵌件的材料由制造者确定。
三、紧定螺钉的材料技术要求(GB/T3098.3-2000 )45H GB/T3098.3-2000 6.3用其他材料制造。
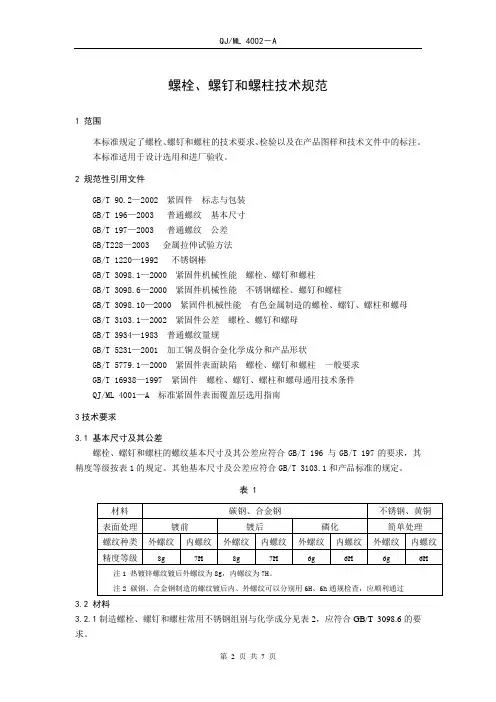
螺栓、螺钉和螺柱技术规范1 范围本标准规定了螺栓、螺钉和螺柱的技术要求、检验以及在产品图样和技术文件中的标注。
本标准适用于设计选用和进厂验收。
2 规范性引用文件GB/T 90.2—2002 紧固件标志与包装GB/T 196—2003 普通螺纹基本尺寸GB/T 197—2003 普通螺纹公差GB/T228—2003 金属拉伸试验方法GB/T 1220—1992 不锈钢棒GB/T 3098.1—2000 紧固件机械性能螺栓、螺钉和螺柱GB/T 3098.6—2000 紧固件机械性能不锈钢螺栓、螺钉和螺柱GB/T 3098.10—2000 紧固件机械性能有色金属制造的螺栓、螺钉、螺柱和螺母GB/T 3103.1—2002 紧固件公差螺栓、螺钉和螺母GB/T 3934—1983 普通螺纹量规GB/T 5231—2001 加工铜及铜合金化学成分和产品形状GB/T 5779.1—2000 紧固件表面缺陷螺栓、螺钉和螺柱一般要求GB/T 16938—1997 紧固件螺栓、螺钉、螺柱和螺母通用技术条件QJ/ML 4001—A 标准紧固件表面覆盖层选用指南3技术要求3.1 基本尺寸及其公差螺栓、螺钉和螺柱的螺纹基本尺寸及其公差应符合GB/T 196 与GB/T 197的要求,其精度等级按表1的规定。
其他基本尺寸及公差应符合GB/T 3103.1和产品标准的规定。
表 13.2 材料3.2.1制造螺栓、螺钉和螺柱常用不锈钢组别与化学成分见表2,应符合GB/T 3098.6的要求。
3.2.2 制造螺栓、螺钉和螺柱常用碳钢、合金钢的钢种和回火温度见表3,应符合GB/T 3098.1的要求。
3.2.3制造螺栓、螺钉和螺柱用黄铜的材料牌号为H62、HPb59-1,且满足GB/T 5231的要求,见表4。
3.3 公差螺栓、螺钉和螺柱的基本尺寸及公差应符合各自的产品标准和GB/T 3103.1的要求。
3.4 机械性能和物理性能3.4.1碳钢与合金钢螺栓、螺钉和螺柱的机械性能和物理性能应符合GB/T 3098.1的要求,见表5。
紧固件交货技术条件螺栓/螺母组件弹簧垫圈DIN 267 Part 26翻译:丁晨昊校对:王洪伟审核:批准:为了和ISO发表的标准保持一致的通用性,使用逗号作为十进制标记。
1 范围和应用领域本标准用于螺栓/螺母组件的弹簧垫圈和涉及到以下标准:DIN 127 尖头和方头的弹簧锁紧垫圈DIN 128 弯的和波浪状的弹簧锁紧垫圈DIN 137 弯的和波浪状的弹簧垫圈DIN 6796 螺栓/螺母组件锥形弹簧垫圈DIN 6904 螺钉组件弹簧垫圈DIN 6905 螺钉组件弹簧锁紧垫圈DIN 6908 螺钉组件锥形弹簧垫圈DIN 6913 弹簧锁紧垫圈和保险环DIN 7980 凸园头螺栓弹簧锁紧垫圈本标准也被推荐用于非标准化的螺栓/螺母组件弹簧垫圈。
除了弹簧钢制造的弹簧垫圈外都不是本标准的目的。
注:弹簧垫圈用以抵消由螺栓/螺母的安装或蠕变引起的固有张力的损失,其提供了充分的回弹力以增加组件全部回弹力。
并且其固有弹性可以补偿张力的任何损失,那样所需的夹紧力就确保了能维持组件的可靠性。
如果夹具组件间的剪力克服了摩擦力的话,在螺栓和螺母间就可能有相对位移。
如果发生了这样的情况,那么弹簧垫圈也不能避免组件的松动。
因此,当使用这些组件的时候,需要检查弹簧垫圈是否能有效地作为维持夹紧力的元素。
2 一般要求螺栓/螺母组件弹簧垫圈的有效性依靠材料(见条款3)和是否与条款4所规定的试验标准相一致。
弹簧垫圈应有平滑的表面且没有氧化和毛刺。
当产品标准要求的时候需要指定弹簧垫圈的表面粗糙度。
作为发送的条件,其必须能放锈。
除非有相应的产品标准(如通过规定“磷酸盐化的和涂油的”,用Znphr表示)或特殊协议所规定,弹簧垫圈的表面加工应用DIN 267 Part 1。
DIN 267 Part 9应用于静电涂层。
注:当在水溶液中对金属涂层的最新方法被使用的时候,不能取消氢的脆化(见DIN 267 Part 9)。
对硬度为400 HV或以上的组件来说,其脆化有增加的危险性,因此选择材料时要特别小心,这关系到热处理和表面处理。
机械德标DIN2671. 适用范围本技术条件适用于螺纹直径M6至M36、强度等级小于等于10.9级(螺钉)和小于等于10级(螺母)的热镀锌紧固件(主要是指螺钉和螺母)。
在此标准中规定的最小镀层厚度也适用于热镀锌紧固件(垫圈和环)。
2. 总论热镀锌紧固件一般以镀层厚度,而不以它的单位面积重量作为主要指标。
所以本标准主要对镀层厚度以及镀层厚度的标记和检验方法作了规定。
如某些个别情况需要以单位面积重量作为基础,则以100μm镀层厚度≈700g/m2为准。
ISO米制外形和6g公差的螺钉螺纹的基本偏差对于第四节中规定的最小镀层厚度的镀上是不够的。
为了使热镀锌后螺栓和螺母的螺纹配合达到要求,有以下两种情况:a)ISO米制螺钉螺纹的公差位置a必须按照DIN13,基本偏差必须按照表1,因而在热镀锌之前必须位于公差等级8级(制造等级C)或6级(制造等级A)之内。
电镀之后不允许超出螺钉螺纹的零线。
b)电镀镀锌层要求的偏差置于螺母上,因此在镀锌后允许超出螺钉螺纹的零线。
这种情况只发生在螺栓和螺母一起作为配件时。
螺钉螺纹在热镀锌后不允许超出零线。
热镀锌前的最小尺寸加上最小镀层厚度得出镀锌螺纹得最小尺寸(参见表1)。
螺母螺纹不作热镀锌处理,而是使用热镀锌毛坯进行切削。
按DIN ISO4759第一部分得极限偏差适用于热镀锌以前的状态。
不允许由于热镀锌而影响零件的装配性能。
镀锌层的灰色外观取决于材料,而不是腐蚀保护的质量指标。
以黑色金属材料为基底金属的成品件进行热镀锌时,对镀锌层的要求参看DIN 50 976。
DIN ISO898第一和第二部分或DIN 267第四部分适用于机械性能的评价。
然而与此不一致的是由于螺纹基本偏差(公差位置a)相对增加,或螺钉和螺母的螺纹侧面重叠减小,使得最小断裂力和检测力变小(参见表3和表4)。
3. 标记热镀锌紧固件本身按各自的尺寸标准进行标记。
热镀锌处理按DIN 50976用符号tZn进行标记。
紧固件交货技术条件第30部分:特性等级为10.9的公制滚丝螺钉DIN 267 Part 30翻译:丁晨昊校对:王洪伟审核:批准:为了和ISO发表的标准保持一致的通用性,使用逗号作为十进制标记。
前言本标准由Kleinschrauben技术协会的紧固件标准协会准备。
其包括了在DIN EN ISO 7085中的公制滚丝螺钉的调质。
所有尺寸单位都是毫米。
1 范围本标准规定了特性等级为10.9的公制滚丝螺钉的要求,其设计用于内螺纹名义直径从2 mm 到10 mm和材料最大维氏硬度值为130 HV或最大布氏硬度值为124 HB的产品。
其符合一般目的的ISO螺纹使用。
2 参考标准本标准合并了其他发布的标日期或没标日期的标准。
这些参考标准在文中适当的位置被引用,其发布时的标题在以下罗列。
对标日期的参考,仅当修正或修订被合并时,这些后来发布的修正或修订才被用于此标准。
对于没标日期的参考,应用最新发行的版本。
DIN 4000-2 典型特性的螺栓、螺钉和安装螺栓的列表设计DIN EN 20898-7 紧固件加工特性—第7部分:名义直径为1 mm 到10 mm的螺栓和螺钉扭力测试和最小扭矩(ISO 898-7 :1992)DIN EN ISO 898-1 碳钢和合金钢制造的紧固件加工特性—第1部分:螺栓、螺钉和螺母(ISO 898-1:1999)DIN EN ISO 4042 紧固件——静电涂层(ISO 4042:1999)DIN EN ISO 10683 紧固件——非电镀锌薄涂层(ISO/DIS 10683:1999)*)DIN EN ISO 15330 紧固件——氢脆化检测的预负载测试—平行支承面的方法(ISO15330:1999)DIN ISO 261 ISO一般目的公制螺纹——总体规划(ISO 261:1998)*)通常出现在图纸上。
3 材料滚丝螺钉应按DIN EN ISO 898-1的规定由碳钢或合金钢制造。
din267-28标准DIN 267-28标准是德国国家标准化组织(DIN)制定的,涉及机械系统的螺栓连接的技术规范。
该标准是螺栓连接技术的重要参考文献,对于保证机械系统的安全运行和性能表现具有重要意义。
下面将从螺纹规格、材料要求、螺栓连接计算和性能试验等方面对DIN 267-28标准进行详细解读。
1. 螺纹规格:DIN 267-28标准中包含了不同类型的螺纹规格要求。
首先是螺纹尺寸的定义,包括公称直径、螺距和螺纹角度等重要参数。
其次是螺纹的制造要求,包括螺纹牙型和螺纹的形状公差等。
此外,标准还要求螺栓连接中螺纹的相关参数计算,以确保连接的可靠性和紧固力的正确传递。
2. 材料要求:DIN 267-28标准对于螺栓和螺母所使用的材料有明确的要求。
其中包括了材料的化学成分、力学性能和硬度等指标。
标准还规定了螺栓和螺母的表面处理要求,以提高其耐腐蚀性能和工作寿命。
3. 螺栓连接计算:DIN 267-28标准提供了螺栓连接计算的方法和公式。
通过考虑螺栓和连接件的尺寸、材料和载荷等参数,可以确定连接的最适尺寸和螺栓紧固力的要求。
这些计算和设计方法有助于确保螺栓连接的可靠性和安全性。
4. 性能试验:DIN 267-28标准还介绍了对螺栓连接进行性能试验的要求。
通过对连接的强度、扭矩和温度等性能参数的检测,可以评估螺栓连接的质量和可靠性。
标准中还包括了试验方法和评估标准,以确保测试结果的准确和可比性。
综上所述,DIN 267-28标准在螺栓连接技术中起着重要的参考作用。
相关内容包括螺纹规格、材料要求、螺栓连接计算和性能试验等方面。
遵循这些标准要求,可以确保机械系统的螺栓连接具有良好的性能和可靠的安全性。
虽然本文中无法提供具体的链接,但读者可以通过国家标准化组织或相关技术文献查询到DIN 267-28标准的详细内容以及相关参考资料。
这是一个针对Nylok螺丝防松处理(一种工程塑胶,以特殊工艺加工于螺纹上)的规范,其主要讲的是Nylok胶的测试方法,即其防松的扭矩值测试,只要分为常温有预紧测试和高温有预紧测试,预紧方式在这个规范上有图示。
测试时依据实际螺丝的规格和强度进行预紧,这个规范只要明确规定了涂胶螺丝三次重复使用的值,即第一次锁入的扭力值(一入扭力),第一次推出的扭力(一出扭力),第三次推出的扭力(三处扭力)。
一入扭力:螺丝锁入螺帽直到将要碰到治具(详见规范图片)时的过程最大扭力
预紧扭力:按规范要求,如M6 8.8级螺丝预紧值为9.5N.m,预紧时间一般为20秒。
一出扭力:拆卸螺丝360度角后再旋转360度,第二个360度过程最大值为一出扭力。
三出扭力:重复所附螺丝(第二,第三次所入不进行预紧),再将要碰到治具时停20秒后退360度角,再退360度,第二个360度角的过程最大值为三出扭力
ps:高温测试,只是需把螺丝加热到规定温度和时间后再测试,过程一样。
din 267标准
DIN 267标准介绍。
DIN 267标准是德国标准化协会(Deutsches Institut für Normung)制定的一项
机械工程标准,涵盖了机械工程领域的许多方面,包括零件加工、尺寸标准、工艺要求等内容。
该标准的制定旨在规范机械工程领域的生产和设计,以确保产品的质量和可靠性。
在DIN 267标准中,最常见的内容之一是有关零件加工的规定。
这些规定包括
了对于零件加工的尺寸、形状、表面粗糙度等方面的要求。
通过这些规定,制造商可以确保其生产的零件符合特定的标准,从而提高产品的质量和可靠性。
另外,DIN 267标准还包括了对于工艺要求的规定。
这些规定涉及到零件的加
工工艺、工艺流程、工艺设备等方面的要求。
遵循这些规定可以帮助制造商提高生产效率,降低生产成本,并确保产品的质量符合标准要求。
除了上述内容之外,DIN 267标准还涉及到了机械工程领域的许多其他方面,
比如材料选择、装配要求、检测方法等。
这些内容的规定都旨在帮助制造商确保其产品符合标准,提高产品的质量和可靠性。
总的来说,DIN 267标准对于机械工程领域的生产和设计起着非常重要的作用。
遵循这些标准可以帮助制造商提高生产效率,降低生产成本,并确保产品的质量和可靠性。
因此,了解并遵循DIN 267标准对于机械工程领域的从业者来说是非常重要的。
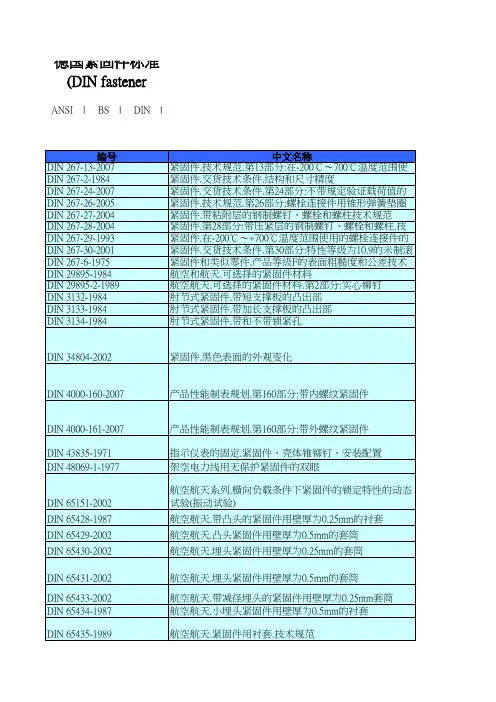
DIN 267是一套关于紧固件的标准,其中包括不同的部分和版本。
以下是DIN 267的一部分标准:DIN 267-2-1984:紧固件.交货技术条件.结构和尺寸精度。
DIN 267-30-2016:紧固件.技术规范.第30部分:特性等级为10.9的米制滚丝螺钉。
DIN 267-24-1983:紧固件.交货技术条件.第24部分:螺母的性能等级(硬度等级)。
DIN 267-27-2009:紧固件.第27部分:带粘附层的钢制螺钉,螺栓和螺柱技术规范。
DIN 267-24-2007:紧固件.交货技术条件.第24部分:不带规定验证载荷值的螺母用硬度等级。
DIN 267-30-2008:紧固件.技术规范.第30部分:特性等级为10.9的米制滚丝螺钉。
DIN 267-2-1984:紧固件.交货技术条件.结构和尺寸精度。
DIN 267-20:紧固件通用技术要求。
DIN 267-18:建筑工业用高强度热浸镀锌紧固件。
DIN 267-14:冷卷圆柱螺旋压缩弹簧技术条件。
DIN 267-13:冷卷圆柱螺旋拉伸弹簧技术条件。
DIN 267-28 2009Fasteners-Part 28: Steel screws, bolts and studs with locking coating technical delivery conditionsEnglish translation of DIN 267-28:2009-09緊固件-第28部分:鋼螺釘,螺栓和螺柱鎖定塗層交貨技術條件英語翻譯的DIN267-28:2009-09ForewordThis standard has been prepared Working Committee NA 067-02-08 AA Schrauben und Muttern mit klebenden und klemmenden Beschichtungen of the Normenausschuss Mechanische Verbindungselemente (Fasteners Standards Committee).前言這個標準由工作委員會NA 067-02-08 AA所編制Schrauben und Muttern mit klebenden und klemmenden Beschichtungen of the Normenausschuss Mechanische Verbindungselemente(緊固件標準委員會)。
AmendmentsThis standard differs from DIN 267-28:2004-01 and DIN 267-28 Corrigendum1:2004-11 as follows:a)corrigendum 1 has been incorporated;b)bright-finished and coated surfaces have been added to the scope of the standard;c)normative references have been revised and updated;d)examples of designation have been added;e)the scope of the standard has been extended to included stainless and hightemperature resistant steels;f)restrictions on the corrosion resistance properties have been added;修訂本標準不同於DIN 267-28:2004-01和DIN 267-28,更正1:2004-11如下:1.勘誤表1已被納入2.成品的明亮度和塗層表面已經在標準中進行了規定;3.規範性引用檔已被修改和更新4.已經添加了指定示例;5.標準的應用範圍已經擴大到包括不銹鋼和耐高溫鋼;6.抗腐蝕特性的限制也被加入進去Previous editions以前的版本DIN 267-28:1990-03, 2004-01DIN 267-28 Corrigendum 1:2004-111 Scope1 範圍This standard specifies functional characteristics of locking coatings applied on steel screws, bolts and studs (“bolts” for short)本標準規定了應用於鋼鐵螺釘,螺栓和螺柱(簡稱“螺栓”)上的鎖附塗料的功能特性—with ISO metric screw thread as in DIN ISO 261,符合DIN ISO 261規範的ISO公制螺紋with a nominal thread diameter between 3 mm and 16 mm (coarse-pitch),標準螺紋直徑在3毫米和16毫米(粗牙)之間,—with a nominal thread diameter between 8 mm and 16 mm (fine-pitch),標準螺紋直徑在8毫米和16毫米(細牙)之間,—assigned to property classes in accordance with DIN EN ISO 898-1, DIN EN ISO 3506-1 and DIN 267-13,依據DIN EN ISO 898-1, DIN EN ISO 3506-1 和DIN 267-13來劃分合適的等級, —with bright-finished and coated surfaces,明亮的成品和塗佈表面—for use at service temperatures ranging from -50℃to 120℃and, for special applications, up to 150℃or 200℃工作溫度爲-50℃~ 120℃,特殊情況下可以高達到150℃或者200℃This standard does not specify any requirements for further machining of the thread in order to incorporate a locking device.本標準沒有規定進一步加工螺紋的任何要求2 Normative references2規範性引用檔The following references are indispensable for the application of this document. For dated references, only the edition cited applies. For undated references, the latest edition of the referenced document (including any amendments) applies.接下來的引用的應用文件是必不可少。
DIN 267-27紧固件技术交货条件第27部分:带粘附层的钢制螺钉,螺栓和螺柱的技术规范邱佳伟翻译王洪伟校对审核批准上海乾通汽车附件有限公司二零零五年十月二十五日DIN 267-27紧固件技术交货条件第27部分:带粘附层的钢制螺钉,螺栓和螺柱的技术规范ICS 21.060.10 1990年三月替代版Mechanische Verbindungselemente-Teil 27:Schrauben aus StahlMit klebender Beschichtung-Technische Lieferbedingungen为了与国际标准化组织所颁布的现有标准保持一致性,使用逗号作为十进制标记。
前言此标准由Schrauben mit klebenden oder klemmenden Beschicntungen of the Normenausschuss Mechanische Verbindungselemente 技术委员会制定。
修订与标准已彻底修订,与1990年3月的标准有较大的不同。
先前版本DIN 267-27:1990-03所有尺寸均为毫米1 范围此标准以DIN ISO 261公制螺纹标准详述了尺寸从M3到M39的带粘附层的钢制螺钉,螺栓和螺柱的技术要求以及测试方法,此标准同时归属于DIN EN ISO 898-1中的特性等级,适用于从-50˚C到100˚C(特殊情况最高150˚C)的温度范围。
2 标准参考此标准(有限期与无限期的)与其它出版物一同发放。
在正文中适当的位置引用这些标准参考,并且要列出出版物的标题。
对于有限期的参考,之后的修订或者这些出版物的任何修订版只在修订版合并时应用(这些标准)。
DIN 946 在特殊条件下螺钉螺母摩擦系数的测定。
DIN EN 20273 紧固件-螺柱与螺栓的间隙孔(ISO273:1979)DIN ENISO 898-1碳钢及合金钢制成的紧固件的机械性能-第一部分:螺钉,螺栓,螺柱(ISO 898-1:1999)DIN EN ISO 4032六角头螺帽,形式1-产品等级A与B(ISO 4032:1999)如果有疑问的话,以德语原版作为官方参考版本如果事先没有DIN Deutsches Institut Fur Normung e.V Berlin的批准,不得对任何部分进行再译Beuth Verlag GmbH,10772 Berlin,Germany,拥有德国标准的独家销售权。
DIN EN ISO 4753紧固件-带有ISO公制标准的外螺纹零件末端DIN EN ISO 7089普通垫圈-普通系列-产品等级A(ISO 7089:2000)DIN EN ISO 8673 六角头螺帽,形式1,带有优良的公制齿节螺纹-产品级别A与B(ISO 8673:1999)DIN ISO 261 ISO通用公制螺纹-总体规划(ISO 261:1998)3 概念3.1粘附层将粘合剂以微胶囊形式涂抹于整个螺纹圆周,使得粘结属性可以在拧紧过程中体现出来,并且可以防止螺钉在工作时出现松弛(的情况)。
3.2拧紧扭矩通过将螺钉拧入测试用的螺帽时测量的扭矩(由M in确定)。
3.3输入扭矩通过表1可以得到将螺钉拧紧到一定程度所需要的扭矩(由M A确定)。
3.4分离扭矩应力以及无应力装配件在测试用螺帽与螺钉之间出现相对运动时所测量的扭矩。
3.5放松扭矩在分离点之后旋开带粘附层螺栓时测量的扭矩(由M out指定)。
4 尺寸与名称4.1标准涂层除非另有要求,图层需要有一定的区域,从螺钉的尾部开始测量,长度等于 1.5d±2P٭,前二到三牙的螺纹不进行涂层处理以方便螺栓连接。
在不影响螺栓联结的情况下允许在此留有一定量(粘附性剂)的残余。
要点:d为螺纹名义直径1)覆有涂层的区域2)二到三牙无涂层图1:标准涂层螺栓涂层区域的长度与位置4.2非标准涂层对于结合面长度超过1倍直径以及特性级别低于8.8的,或者螺栓头部强度降底的情况,应指定涂层的长度(作为属性等级),用于方便螺栓的拆装。
在必要的情况下可通过测试来确定涂层正确的长度与位置。
在进行螺栓-螺母连接时,涂层长度与位置应以与螺帽螺纹完全接触为准。
٭)P为螺距如果由于设计原因,涂层长度l b,或者到尾部的长度a时(图2)不同时,应在条目4.3中以标准指定所有的尺寸,并且l b带有一个±2P的公差。
要点:l b涂层的长度a 涂层到螺栓端部的距离图2:非标准涂层螺栓涂层的长度与位置4.3名称基于此标准下的涂层螺栓的名称应依次包括下列条目:a)符号‘MK’表示对摩擦系数没有特别要求,符号‘MKL’表示对摩擦系数有特别要求。
b)工作温度(螺栓正常使用的温度,最高150˚C)c)l b×a的值,单位毫米,在适当处。
名称举例例1:M12钢制螺栓(M12),名义长度l为80毫米,属性等级8.8,带有粘附层,且对摩擦系数没有特别要求(MK):Bolt DIN…-M 12×80-8.8-MK例2:M12钢制螺栓(M12),名义长度l为80毫米,长头螺栓,遵照DIN EN ISO 4753,属性级别8.8,带有特定范围摩擦系数的粘附层(MKL),长度l b为30毫米,到螺栓端部的距离a为10毫米(30×10)。
Bolt DIN…-M12×80-LD-8.8-MLK-30×10例3:M12钢制螺栓(M12),名义长度l为80毫米,长头螺栓,遵照DIN EN ISO 4753,属性级别8.8,带有特定范围摩擦系数的粘附层(MKL),最高使用温度150˚C,长度l b为30毫米,到螺栓端部的距离a为10毫米(30×10)。
Bolt DIN…-M12×80-LD-8.8-MLK-150-30×105 要求5.1普通需求对于紧固件的标准设计,应遵循5.2.1条目中对于室温的规定,而且工作温度不得高于100˚C,还要满足子条款5.4与5.5的规定。
如果在订购的时候达成了任何诸如在子条款5.2.1中规定的工作温度最高为100˚C以及5.3中的特殊规定之类的条目时,也应该遵守(这些规定)。
5.2扭矩与扭率5.2.1拧紧时螺栓应满足的需求当以子条款6.2.1中的规定对螺栓进行测试时,应满足表1中所规定的M LB/M A的比率与M out 的值。
表1:室温以及100或者150˚C温度下的扭矩与扭率(拧紧状态下)5.2.2 松弛时螺栓应满足的需求在紧固件标准设计时并不要求拧出螺栓的测试,不过这可能成为生产控制的一部分进行测试。
当以子条款6.2.2进行螺栓的测试时,应遵循表2中所规定的M LB与M OUT的要求。
5.3摩擦系数如果对粘附层螺栓摩擦系数范围有要求的话,在以子条目6.3进行测试时,螺纹的系数应在0,10至0,16之间。
注意:对于摩擦系数无要求的粘附层螺栓而言,通常可以提高这个系数,可以使得在拧紧时螺栓螺母联结之间产生更小的应力。
5.4防腐蚀当以6.4进行螺栓测试的时候,应满足表1中的需求。
表2室温与100˚C或150˚C温度下的扭矩(螺栓松弛状态)5.5热稳定性当以6.5中的标准对螺栓进行测试时,应满足表2中的指标。
6 测试6.1通常情况除了6.2.2所描述的测试,子款项6.2到6.5中的所有测试也应作为测试类型的一部份进行(见子条目5.1)6.2分离扭矩,松驰扭矩以及扭率的测定6.2.1拧紧螺栓的测试图3与4表示了装配测试。
测试的螺栓应通过一个符合DIN EN ISO 7089标准的垫圈,最小硬度为200HV,外表光亮,中间有两块被连接件(图3)或者有一个间隔套,并且以每分钟30mm的速度将螺钉拧入螺帽直到达到相应的M A值为止。
应适当选取连接块或者间隔套的厚度从而使螺帽螺纹与涂层完全接触。
对于在100或者150˚C下的测试,应使用图4中的装配方式,并使用DIN EN ISO 7089标准所推荐的垫圈。
要点:1 以DIN EN ISO 7089标准选择的垫圈2 以DIN EN 20273为标准的中间系列孔间隙3 涂层4硬度高于35HRC的连接块5 DIN EN ISO 4032或者DIN EN ISO 8673为标准选定的螺帽6硬度高于35HRC的连接块图3 用间隔块的装配测试要点1 以DIN EN ISO 7089为标准选定的垫圈2 以DIN EN 20273为标准的中间系列孔间隙3 涂层4 间隔套,具有不小于2倍直径的外径而且硬度大于35HRC5 以DIN EN ISO 4032以及DIN EN ISO 8673为标准选定的螺帽图4:用间隔套的装配测试在23±5˚C条件下固化24小时,以最大每分钟30毫米的速度将螺栓从螺母上拧出。
在测定分离以及拆解扭矩同时也应测定扭率。
当使用有间隔套的测试时,应转动螺栓与螺帽。
在加温测试时,应将螺栓在相应的测试温度下暴露三小时然后在从炉中拿出之时起的十秒钟之内完成测试。
6.2.2松驰螺栓的测试将测试用的螺栓以最大每分钟30毫米的速度拧入螺帽中,那样螺帽的螺纹就可以完全地与涂层接触,同时应测定最大的拧入扭矩Min。
在23±5˚C条件下固化24小时,以最大每分钟30毫米的速度将螺栓从螺母上拧出。
并且测定分离以及拆解扭矩。
在加温测试时,应将螺栓在相应的测试温度下暴露三小时然后在从炉中拿出之时起的十秒钟之内完成测试。
6.3摩擦系数的测定对于特性等级为5.6或者8.8的螺栓来说,应将测试螺栓以最大每分钟30毫米的速度拧入螺帽一直达到屈服应力的90%为止,同时以DIN 946为标准测定此时的摩擦系数。
6.4抗腐蚀测试进行螺栓抗腐蚀介质的测试标准如下测试件在23±5˚C条件下固化24小时,然后在特定温度下以一定的测试方法进行一周的测试,环境温度与测试媒介如下:a)通用油,润滑与液压油:120˚Cb)燃油:室温c)制冷剂,水和乙二醇:90˚Cd)制动液:90˚C其它媒介与环境温度应遵循规定。
在测试后,应检测(指标)是否与表1中规定的要求相符。
6.5热稳定测定测试件(未拧紧)应固化72小时然后在100˚C或者150˚C的测试温度下保持1000小时。
在室温下冷却之后,应检验它是否满足表2中要求达到的指标。
6.6测试设备6.6.1扭矩测试仪应使用在其测量的范围中上限精度在2%之内的扭矩仪进行测试。
在读数测定时,应选择可以在测量范围上半部分迅速读出所有值的仪器。
6.6.2测试螺帽对于粗螺纹螺栓和细螺纹螺栓,应分别选用以DIN EN ISO 4032以及DIN EN ISO 8673为标准所确定的相应的螺帽。
螺帽应满足下列要求。
a)螺帽的特性级别至少应相当于螺栓的级别。
b)螺纹表面应光亮或者发黑。