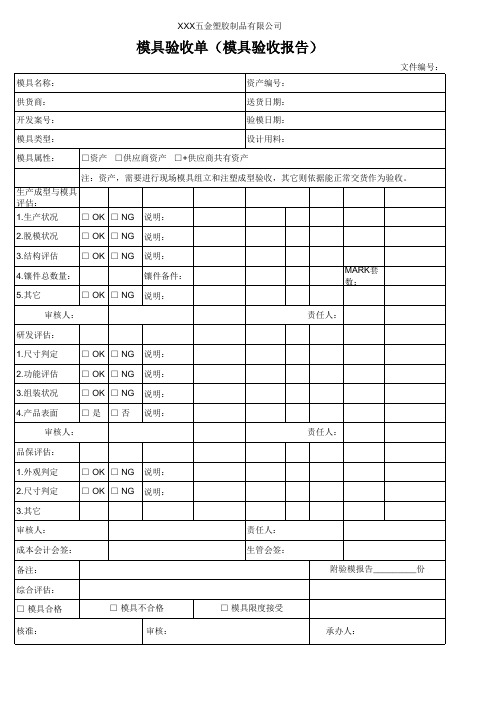
模具验收单
- 格式:docx
- 大小:21.64 KB
- 文档页数:1
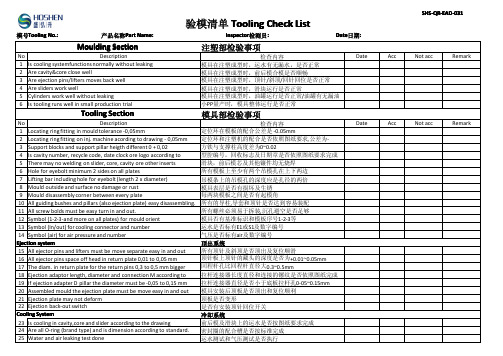
SHS SHS--QR QR--EAD EAD--031验模清单 Tooling Tooling Check CheckList 模号Tooling Tooling No.:No.: 产品名称Part Part Name:Name:Inspector 检测员: Date 日期:Moulding MouldingSection 注塑部检验事项NoDescription 检查内容Date Acc Not acc Remark1Is cooling systemfunctions normally without leaking 模具在注塑成型时,运水有无漏水,是否正常2Are cavity&core close well 模具在注塑成型时,前后模合模是否顺畅3Are ejection pins/lifters moves back well 模具在注塑成型时,顶针/斜顶/回针回位是否正常4Are sliders work well 模具在注塑成型时,滑块运行是否正常5Cylinders work well without leaking 模具在注塑成型时,油罐运行是否正常/油罐有无漏油6Is tooling runs well in small production trial 小PP 量产时,模具整体运行是否正常Tooling ToolingSection 模具部检验事项No Description检查内容Date Acc Not acc Remark1Locating ring fitting in mould tolerance -0,05mm定位环在模板的配合公差是 -0.05mm 2Locating ring fitting on inj. machine acording to drawing - 0,05mm定位环和注塑机的配合是否依照图纸要求,公差为-3Support blocks and support pillar heigth different 0 + 0,02方铁与支撑柱高度差为0~0.024Is cavity number, recycle code, date clock ore logo according todrawing 型腔编号,回收标志及日期章是否依照图纸要求完成5There may no welding on slider, core, cavity ore other inserts滑块,前后模芯及其他镶件均无烧焊6Hole for eyebolt minimum 2 sides on all plates所有模板上至少有两个吊模孔在上下两边7Lifting bar including hole for eyebolt (length 2 x diameter)吊模条上的吊模孔的深度应是孔径的两倍8Mould outside and surface no damage or rust模具表层是否有损坏及生锈9Mould disassembly corner between every plate每两块模板之间是否有起模角10All guiding bushes and pillars (also ejection plate) easy disassembling.所有的导柱,导套和顶针是否达到容易装配11All screw bolds must be easy turn in and out.所有螺丝必须易于拆装,沉孔避空是否足够12Symbol (1-2-3-and more on all plates) for mould orient模具否有基准标识和模板序号1-2-3等13Symbol (In/out) for cooling connector and number运水是否标有E1或S1及数字编号14Symbol (air) for air pressure and number气压是否标有air 及数字编号Ejection Ejectionsystem 顶出系统15All ejector pins and lifters must be move separate easy in and out所有顶针及斜顶是否顶出及复位顺滑16All ejector pins space off head in return plate 0,01 to 0,05 mm顶针板上顶针的藏头的深度是否为+0.01~0.05mm 17The diam. in return plate for the return pins 0,3 to 0,5 mm bigger回程杆孔比回程杆直径大0.3~0.5mm 18Ejection adaptor length, diameter and connection M according todrawing 拉杆连接器长度直径和连接的镙纹是否依照图纸完成19If ejection adapter D pillar the diameter must be -0,05 to 0,15 mm拉杆连接器直径是否小于底板拉杆孔0-05~0.15mm 20Assembled mould the ejection plate must be move easy in and out模具安装后顶板是否顶出和复位顺利21Ejection plate may not deform顶板是否变形22Ejection back-out switch是否有安装顶针回位开关Cooling CoolingSystem 冷却系统23Is cooling in cavity,core and slider according to the drawing前后模及滑块上的运水是否按图纸要求完成24Are all O-ring (brand type) and is dimension according to standard.密封圈的配合槽是否按标准完成25Water and air leaking test done 运水测试和气压测试是否执行26Are cooling connectors according to order overview运水连接器规格是否按照订单overview的要求Slider滑块27All sliders must move smoothly and removed from sharp edges.所有滑块是否顺滑移动,锋利边是否消除28All guiding areas and wear plate must have grease grooves所有导向的位置和耐磨板是否加工有油槽29All sliders must have position pin (spring bal) and end stop所有滑块是否有波珠定位及限位机构30Place sliders in cavity side, check space between angle pin and hole in 放置滑块在型腔中,检查斜导柱及斜导柱孔是否有干涉31Place sliders in cavity side, angle off slider and preasure block (must be the same)放置滑块在型腔中,斜块与滑块的斜面角度是否一致CoreCore inserts后模镶件32Are all sharp edges must be removed所有锋利边是否消除33All inserts must be numberd so assambling only one way is possible所有镶件是否编号,是否保证组装方法唯一34Texture ore polishing is according to drawing抛光及晒纹是否依照图纸要求CavityCavity inserts前模镶件35Are all sharp edges must be removed所有锋利边是否消除36All inserts must be numberd so assambling only one way is possible所有镶件是否具备编号,是否保证组装方法唯一37Texture ore polishing is according to drawing抛光及晒纹是否依照图纸要求Hardness硬度38Are core ore cavity insert hardened according to drawing前后模镶件的硬度是否依照图纸要求39Are inserts, lifters with guiding blocks hardened according to drawing所有镶件,斜顶和斜顶座的硬度是否依照图纸要求40Are slider, guiding list ore wear plate hardened according to drawing滑块和导向块及耐磨板的硬度是否依照图纸要求41Is sprue bush hardened according to drawing主流道衬套硬度是否按图纸要求Venting排气42Is air vent on PL surface blocked by foreign matter 前后模分型面排气槽是否有杂物,是否堵塞43Is air vent of insert blocked by foreign matter镶件排气槽是否有杂物,是否堵塞44Is air guide groove blocked by foreign matter on mould base模胚引气槽是否有杂物,是否堵塞Data文件资料45Are design drawings complete模具设计图纸是否齐全,有无缺少,46Is there measuring report of sample key dimentions产品重点尺寸测量表有无提供47Is there record of moulding meters成型参数表有无提供48Are easily-weared inserts marked on BOM易损镶件件有无在BOM表上特别标示出49Is there resume of tooling模具履历表是否有提供Package包装50protection for shipment (grease by boot) and (WD 40 by air)模具出口防锈包装(黄油用于海运)(WD40用于空运) 51mould fixed in box poly bag not damage模具是否固定在包装箱内,包装袋是否损坏OtherOther requirements客户特殊要求NotesNotes 备注。
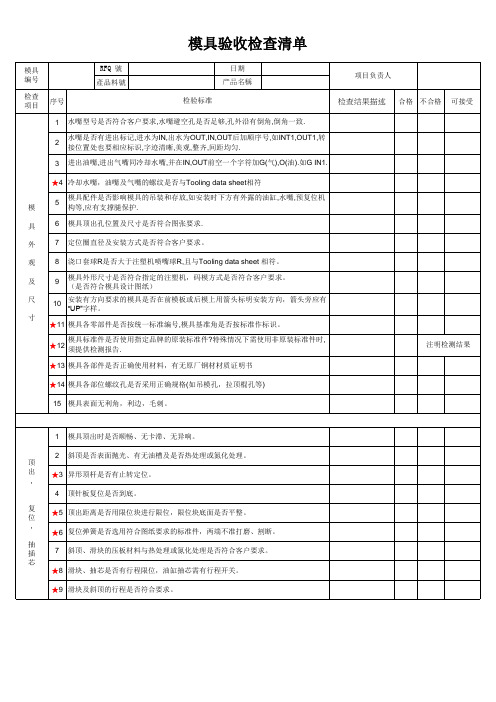
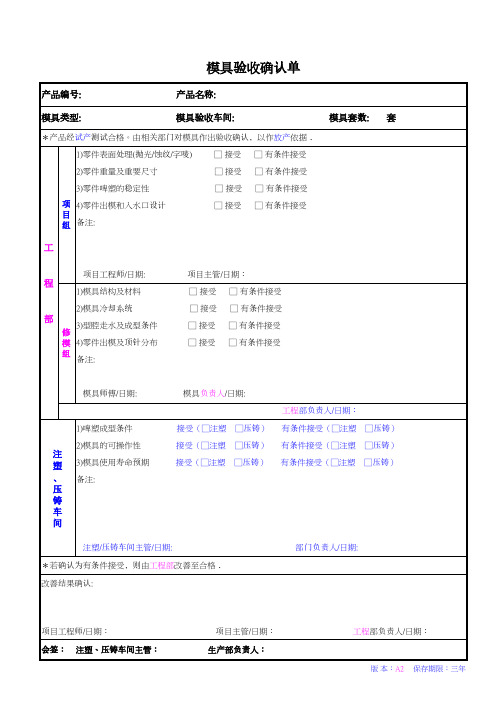
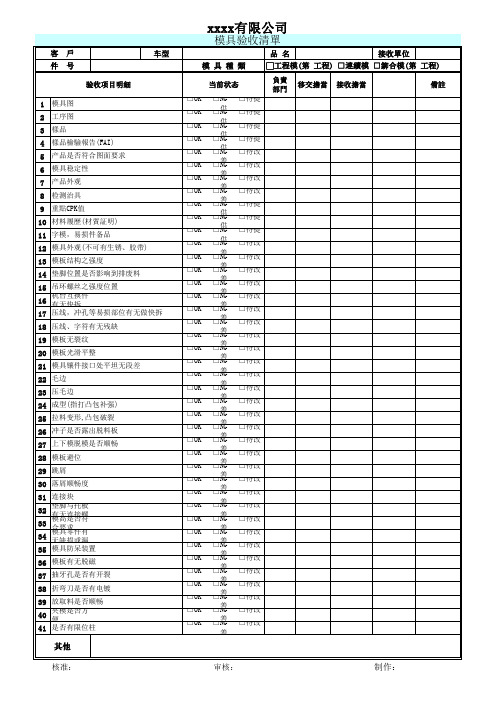
模具验收检查清单★123★45678910111234567检验结论:合格[ ] 不合格[ ]条件认可[ ] (此选项须经本公司项目负责人书面认可)签字:日期:3.所有模具出口前,须参照以上内容进行逐项检查,如有不合格项,在未经客戶確認的情况下,模具视为不合格。
2.此表中带“★”的项目须在模具加工过程中或试模前检测完成并提交详细检测报告。
1.此表中未提及内容请参见客戶提供的 <Mold Construction Guide >and< Specs>.备注:如果有些东西在这边无法安装的,或者漏掉的需要我司提出来在美国去做的也要提供相应的照片。
所有模具上的标准件装完以后才拍照片模具照片要求前模装好以后1张。
后模装好以后1张。
如果有备用件的,需要加1张。
模具合起来以后4个方向每个面一张(4张)。
装进箱以后把所有的资料放进去1张。
箱子合好后在喷了字的那个方向1张。
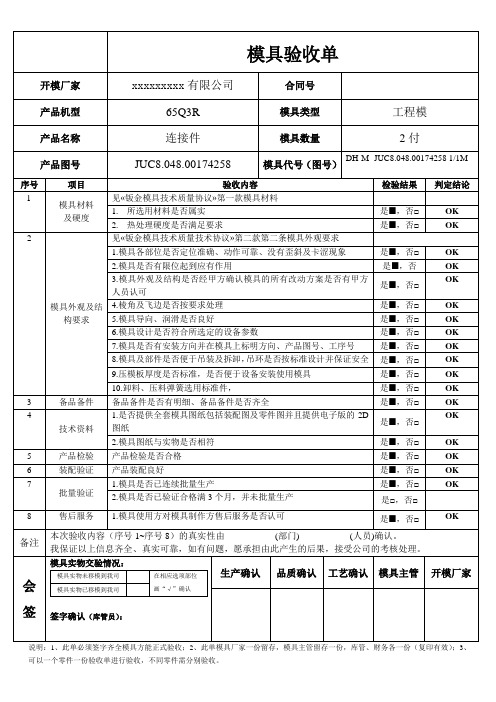
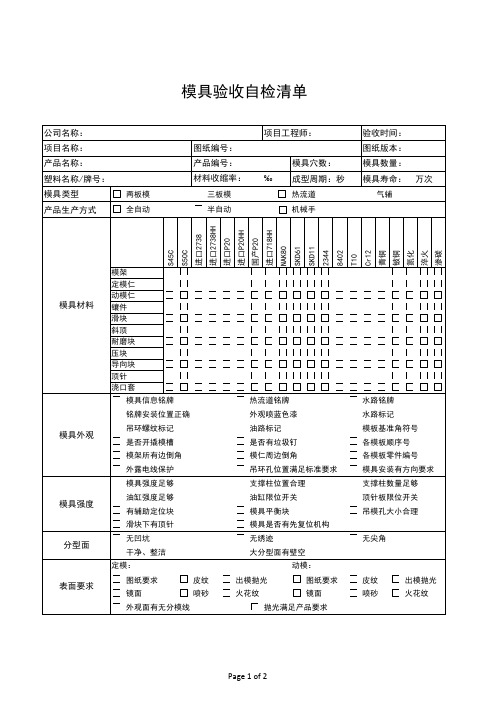
模具产品图纸、结构图纸、水路图纸、产品检测报告、注塑参数表、装箱单、电子文档间否齐全。
模具材料包括型号、材质证明书和处理状态是否按合同要求。
木箱是否固定牢靠。
模具装箱单物品是否齐全,摆放安全可靠.模具外观是否需特殊处理(如有特殊要求,按合同及技术要求)。
备品、备件易损件是否齐全并附明细,有无供应商名称。
模具是否用薄膜包装。
用木箱包装是否用油漆喷上模具名称、放置方向。
模具型腔是否按要求有防锈措施.模具包装滑动部件是否涂黄油。
模具是否安装锁模片,并且规格符合设计要求(三板模脱料板与后模固定)至少两片。
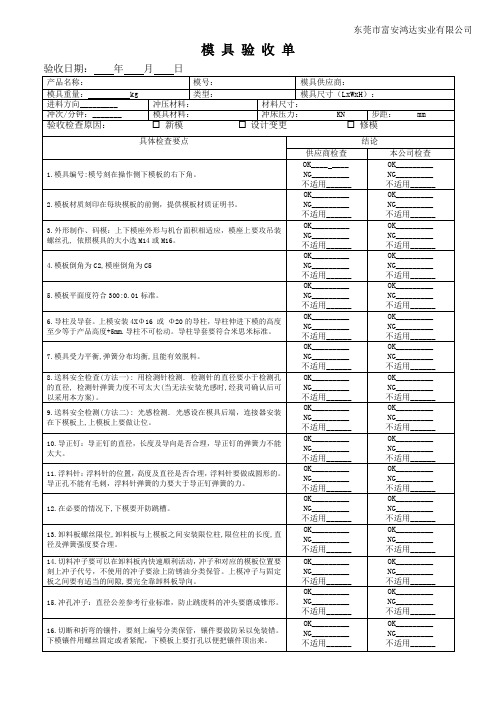
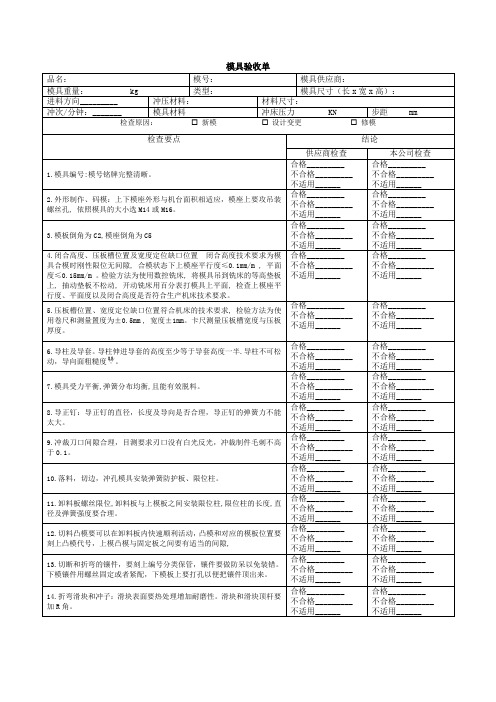
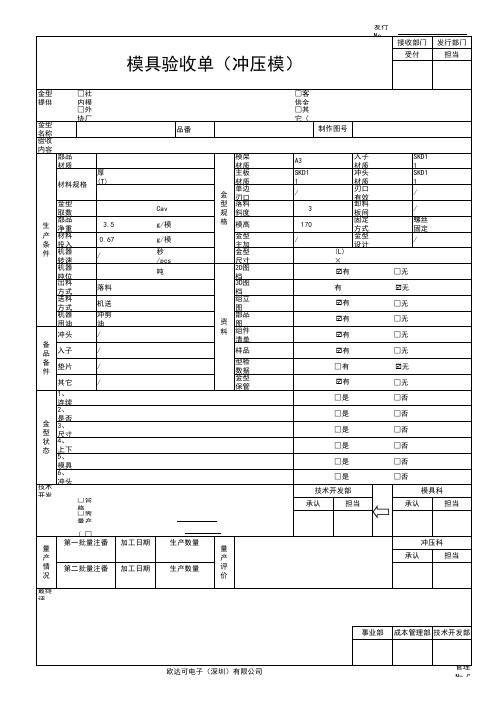
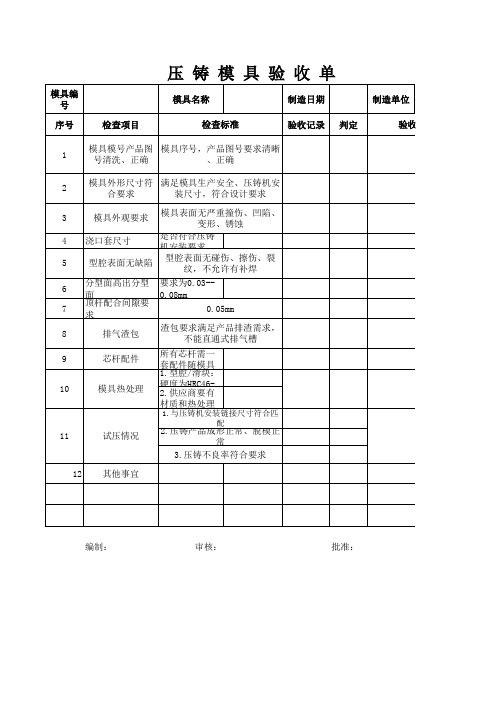
模具验收单品名:模号:模具供应商:模具重量: kg类型:模具尺寸(长x宽x高):进料方向_________冲压材料:材料尺寸:冲次/分钟:_______ 模具材料冲床压力 KN步距 mm 检查原因:☐新模☐设计变更☐修模检查要点结论供应商检查本公司检查1.模具编号:模号铭牌完整清晰。
合格_________不合格_________不适用______合格_________不合格_________不适用______2.外形制作、码模:上下模座外形与机台面积相适应,模座上要攻吊装螺丝孔, 依照模具的大小选M14或M16。
合格_________不合格_________不适用______合格_________不合格_________不适用______3.模板倒角为C2,模座倒角为C5合格_________不合格_________不适用______合格_________不合格_________不适用______4.闭合高度、压板槽位置及宽度定位缺口位置闭合高度技术要求为模具合模时刚性限位无间隙, 合模状态下上模座平行度≤0.1mm/m , 平面度≤0.15mm/m 。
检验方法为使用数控铣床, 将模具吊到铣床的等高垫板上, 抽动垫板不松动, 开动铣床用百分表打模具上平面, 检查上模座平行度、平面度以及闭合高度是否符合生产机床技术要求。
合格_________不合格_________不适用______合格_________不合格_________不适用______5.压板槽位置、宽度定位缺口位置符合机床的技术要求, 检验方法为使用卷尺和测量置度为±0.5mm , 宽度±1mm。
卡尺测量压板槽宽度与压板厚度。
合格_________不合格_________不适用______合格_________不合格_________不适用______6.导柱及导套。
导柱伸进导套的高度至少等于导套高度一半.导柱不可松动,导向面粗糙度。
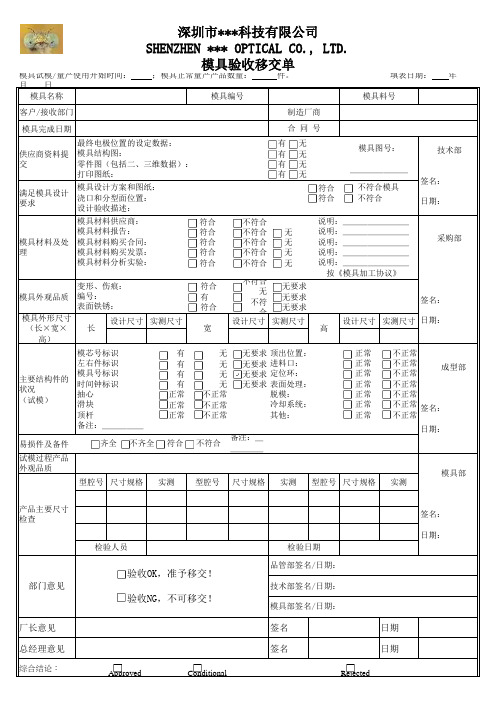
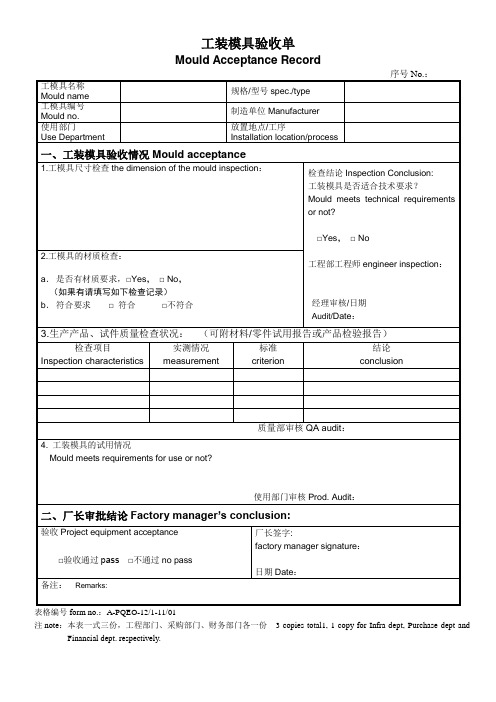
模具名称客户/接收部门模具完成日期供应商资料提交有 无有 无有 无有 无满足模具设计要求符合 符合模具材料及处理符合符合符合符合符合不符合不符合不符合不符合不符合无无无无模具外观品质 符合 有 符合不符合 无 不符合无要求无要求无要求设计尺寸实测尺寸设计尺寸实测尺寸设计尺寸实测尺寸主要结构件的状况(试模)有有有有正常正常正常无无无无不正常不正常不正常无要求无要求无要求无要求易损件及备件备注:____________________试模过程产品外观品质型腔号尺寸规格实测型腔号尺寸规格实测型腔号尺寸规格实测厂长意见签名日期总经理意见签名日期综合结论:Approved 接受 Conditionally Approved 有条件接收 Rejected 拒收注:1.本表一式五份,制造厂家一份,注塑部一份,技术部一份,品管部一份,财务部一份。
2.附《试模报告单》和《工艺参数卡》各一份。
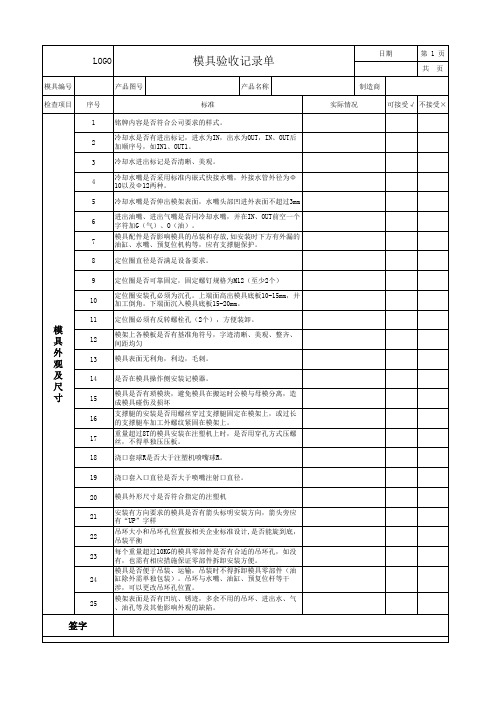
检验日期高最终电极位置的设定数据:模具结构图:零件图(包括二、三维数据):打印图纸:变形、伤痕:编号:表面铁锈:模芯号标识左右件标识模具号标识时间钟标识抽心滑块顶杆备注:_____正常 不正常正常 不正常正常 不正常正常 不正常正常 不正常正常 不正常正常 不正常顶出位置:进料口:定位环:表面处理:脱模:冷却系统:其他:模具设计方案和图纸:浇口和分型面位置:设计验收描述:宽模具验收移交单部门意见品管部签名/日期:技术部签名/日期:模具部签名/日期:产品主要尺寸检查齐全 不齐全 符合 不符合模具编号模具料号成型部签名:日期:模具部签名:日期:检验人员说明:________说明:________说明:________说明:________说明:________按《模具加工协议》采购部签名:日期:不符合模具 不符合 技术部签名:日期:深圳市***科技有限公司SHENZHEN *** OPTICAL CO., LTD.验收OK,准予移交!验收NG,不可移交!制造厂商合 同 号模具试模/量产使用开始时间: ;模具正常量产产品数量: 件。