金属的电化学腐蚀与防腐
李泽升
宁夏大学资源环境学院 12级环境科学1班
摘要:腐蚀现象都是由于金属与一种电解质(水溶液或熔盐)接触,因此有可能在金属/电解质界面发生阳极溶解过程(氧化)。这时如果界面上有相应的阴极还原过程配合,则电解质起离子导体的作用,金属本身则为电子导体,因此就构成了一种自发电池,使金属的阳极溶解持续进行,产生腐蚀现象。
关键词:电化学腐蚀原理晶间腐蚀均匀腐蚀应力腐蚀防护与应用镀层阳极保护
一、引言
随着社会生产力的发展,人民生活水平的提高,金属的使用在日常生活中应用的越来越普遍,由金属腐蚀所带来的损失也越来越严重,这样研究金属的腐蚀与防护便显得非常的重要,本论文主要综合讲述了金属的电化学腐蚀的基本原理和分类,以及讨论了有关现实生产生活中具体的防护措施,以更好的指导现实实践。
二、电化学腐蚀原理
金属表面由于外界介质的化学或电化学作用而造成的变质及损坏的现象或过程称为腐蚀。介质中被还原物质的粒子在与金属表面碰撞时取得金属原子的价电子而被还原,与失去价电子的被氧化的金属“就地”形成腐蚀产物覆盖在金属表面上,这样一种腐蚀过程称为化学腐蚀。由于金属是电子的良导体,如果介质是离子导体的话,金属被氧化与介质中被还原的物质获得电子这两个过程可以同时在金属表面的不同部位进行。金属被氧化成为正价离子(包括配合离子)进入介质或成为难溶化合物(一般是金属的氧化物或含水氧化物或金属盐)留在金属表面。这个过程是一个电极反应过程,叫做阳极反应过程。被氧化的金属所失去的电子通过作为电子良导体的金属材料本身流向金属表面的另一部位,在那里由介质中被还原的物质所接受,使它的价态降低,这是阴极反应过程。在金属腐蚀学中,习惯地把介质中接受金属材料中的电子而被还原的物质叫做去极化剂。经
这种途径进行的腐蚀过程,称为电化学腐蚀。在腐蚀作用中最为严重的是电化学腐蚀,它只有在介质中是离子导体时才能发生。即便是纯水,也具有离子导体的性质。在水溶液中的腐蚀,最常见的去极化剂是溶于水中的氧(O
2
)。例如在常温下的中性溶液中,钢铁的腐蚀一般是以氧为去极化剂进行的:
如果氧供应充分的话,Fe(OH)
2
:还会逐步被氧化成含水的四氧化三铁
Fe
3O
4
·mH
2
O和含水的三氧化二铁Fe
2
O
3
·nH
2
O。钢铁在大气中生锈,就是一个以O
2
为去极化剂的电化学腐蚀过程,直接与金属表面接触的离子导体介质是凝聚在金
属表面上的水膜,而最后形成的铁锈是成分很复杂的铁的含水氧化物,有时还有一些含水的铁盐。一般氧最易到达铁锈的最外层,其中铁是三价;铁锈最里层,铁是二价;中间层有可能是含水的四氧化三铁。
在水溶液中电化学腐蚀过程的另一个重要的去极化剂是H+。在常温下,对铁而言,在酸性溶液中可以以H十离子为去极化剂而腐蚀,其过程是:
阳极: Fe-Fe2+ +2e
阴极: 2H++2e H
2
总的反应: Fe+2H+Fe2++H
2
故此时腐蚀反应产物是氢气和留在溶液中的二价铁离子。
除了氧和氢离子这两种主要的去极化剂外,在水溶液中往往还有由其他物质作为去极化剂引起的电化学腐蚀。例如在酸性溶液中有+3价的Fe3+ 离子时,它可以作为电化学腐蚀过程的去极化剂而还原成为+2价的亚铁离子Fe2+ : Fe3++e Fe2+
在用酸清洗钢铁表面的铁锈,即所谓“酸洗”时,锈层溶于酸中,形成一定量的Fe3+离子和Fe2+离子。Fe3+ 离子就可以作为去极化剂使钢铁腐蚀。如果酸液
面上有空气,Fe2+ 离子可以在液面附近被空气中的O
2
氧化成Fe3+,成为去极化剂。这就形成了一循环过程:Fe3+ 离子在钢铁表面作为去极化剂还原成Fe2+ 离子,
再到液面附近被O
2
氧化成Fe3+ 离子,继续作为去极化剂使钢铁腐蚀起着“氧的
输送者”的作用。虽然溶解在溶液中的氧本身就是有效的去极化剂,但由于常温压下O
在水溶液中的溶解度很小,由其去极化而引起的腐蚀速度是不大的。有
2
“氧的输送者”存在时,腐蚀速度就会大大增加。
三、电化学腐蚀的分类
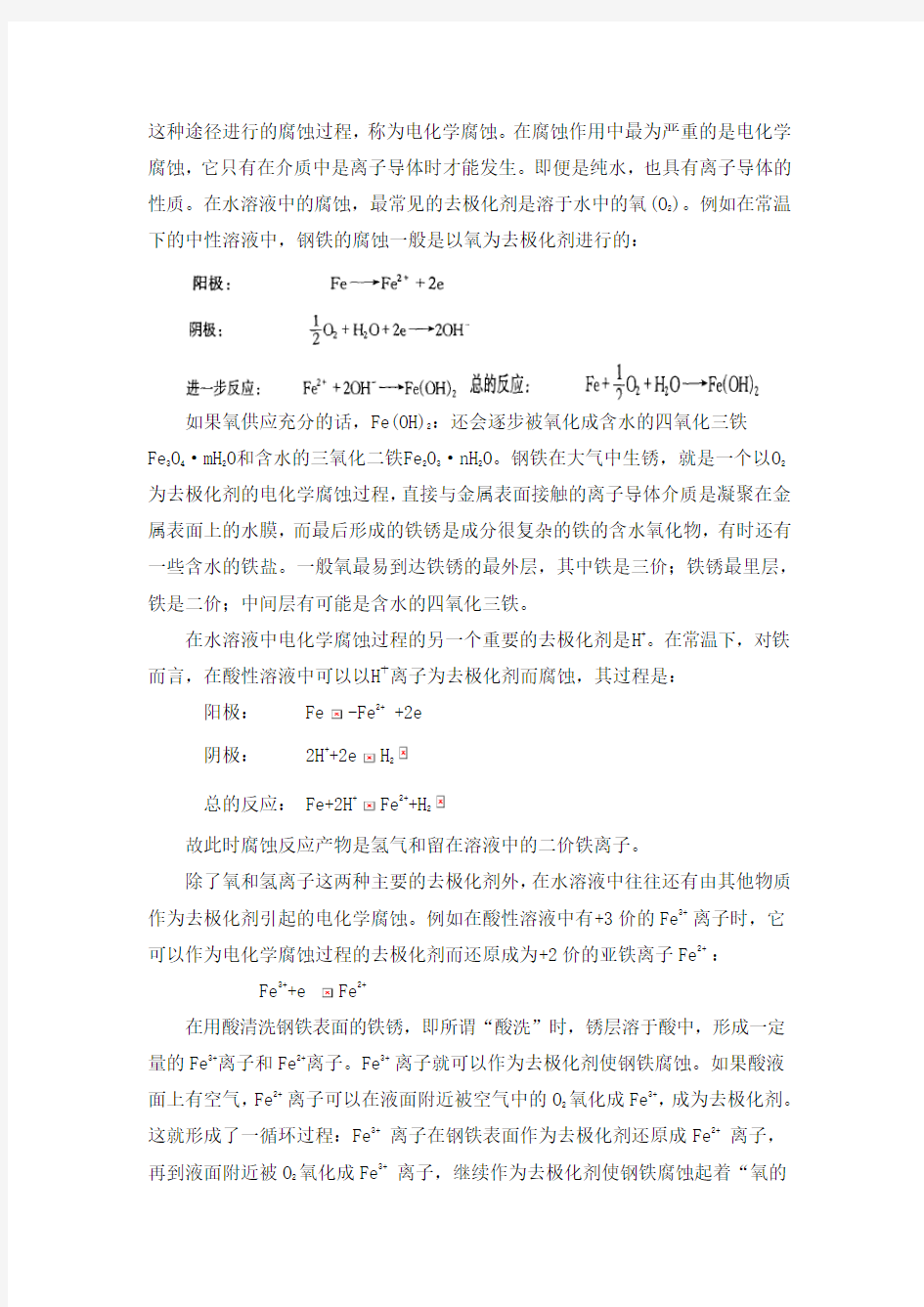
上述金属腐蚀现象,都是假定阳极和阴极反应是在金属表面相同的位置发生的,这样引起的金属腐蚀是均匀的,称为均匀腐蚀,见图6.1 (a)。实际上,金属中总是或多或少含有杂质,是不均匀的。有些金属中还有目的地加入其他成分以改善其机械性能或耐腐蚀性,例如合金,但也因此引进了一定程度的不均匀性。有些金属构件在加工过程中产生了内应力,同样造成不均匀性。另外,腐蚀介质也可能因浓度差等原因产生局部的不均一性。这种金属/溶液界面的不均一性是产生局部腐蚀的原因。局部腐蚀的危害比均匀腐蚀要严重得多,因为金属腐蚀的阳极反应和共扼阴极反应,由于金属/溶液界面的不均一而产生了空间分离,阳极反应往往在极小的局部范围内发生,此时总的阳极溶解速率虽然仍旧等于总的共扼阴极反应速率,但是阴极电流密度(单位面积内的反应速率)却大大增加了,即局部的腐蚀强度大大加剧了。例如一根均匀腐蚀的铁管可以连续使用很长时间而无大碍,但如局部腐穿就只能报废。典型的局部腐蚀有孔蚀(见图6.1(b))、晶间腐蚀见图6.1(c)、脱成分腐蚀、冲蚀(见图(e))和应力腐蚀破裂见图(d)等。
(a)均匀腐蚀全面腐蚀(b)孔蚀
(c)晶间腐蚀(d)应力腐蚀破裂
孔蚀是在材料表面,形成直径小于1mm并向板厚方向发展的孔。介质发生泄漏,大多是孔蚀造成的,而且它的发展速度也是很快的,大多为每年数毫米。
晶间腐蚀是沿着金属材料的晶界产生的选择性腐蚀,尽管晶粒几乎不发生腐
蚀,但仍然导致材料破坏。例如,不锈钢贫铬区产生的晶间腐蚀,是由Cr
23 C
6等
碳化物在晶界析出,使晶界近旁的铬含量降到百分之几以下,故这部分耐蚀性降低。铝合金、锌、锡、铝等,也存在由于在晶界处不纯物偏析,导致晶界溶解速度增加的情况。
合金中某特定成分由于腐蚀溶解而减少,被称为脱成分腐蚀。例如,黄铜脱锌腐蚀,它容易发生在含有氯离子的高温水中,机理究竟是锌溶解而铜不被腐蚀,还是Zn和Cu同时溶解,然后铜又析出,尚未搞清楚。家用热水器所用的黄铜制龙头,经几年使用后变成铜色,这就是我们身边发生的这种腐蚀的实例。
冲蚀是在冲击的机械作用下,材料表面发生磨损的同时又加入腐蚀作用,两者相互促进,产生严重的侵蚀。气相流体中的液滴、液相流体中的固体粉末、液体中旋涡产生的空穴、弯管等部位发生的涡流等,都能破坏表面膜,加速腐蚀。
应力腐蚀破裂是一种在特定环境组合下,如铝合金和不锈钢与氯化物水溶液、铜合金与氨水、碳钢和碱性水溶液等,由于低的拉应力导致金属材料破裂的现象。破裂有沿晶(晶界破裂)和穿晶(晶粒破裂)两种。它们对于受应力的器械危害最大,如高压锅炉、飞机上侧面薄壁、钢索、机器的轴等,如果发生这类腐蚀就可能突然崩裂而酿成事故。
四、金属的电化学防腐蚀
从腐蚀角度保护金属材料最简单易行的方法是将材料与腐蚀环境隔离。例如有机涂料、无机物的搪瓷等涂覆金属表面以使材料与腐蚀环境隔绝。当这些保护层完整时是能起到保护作用的。这里主要介绍已广为人们采用的电化学防腐蚀方法。
1.金属镀层
用电镀法在金属的表面涂一层别的金属或合金作为保护层。例如自行车上镀铜锡合金当底,然后镀铬,铁制自来水管镀锌以及某些机电产品镀银或金等都可以达到防腐蚀目的。电镀是借助于电解作用,在金属制件表面上沉积一薄层其他金属的方法。包括镀前处理(除油、去锈)、镀上金属层和镀后处理(钝化、去氢)等过程。电镀时,将金属制件作为阴极,所镀金属作为阳极,浸人含有镀层成分的电解液中,并通人直流电,经过一段时间即得沉积镀层。
2.阳极保护
它是指用阳极极化的方法使金属钝化,并用微弱电流维持钝化状态,从而保护金属。此法是基于对金属钝化现象的研究提出的。因此,要弄清阳极保护的原理,首先要明白金属钝化的原理。
金属阳极溶解时,在一般情况下,电极电势愈正,阳极溶解速度愈大。但在有些情况下,当正向极化超过一定数值后,由于表面某种吸附层或新的成相层的形成,金属的溶解速度非但不增加,反而急剧下降。
在金属被化学溶解时也有类似情形。例如铁浸在硝酸溶液中,随着硝酸浓度的升高,铁的溶解速度加快。但当硝酸浓度超过某一临界值后,铁的溶解速度反而显著降低。这种在强化条件下金属正常溶解反而受到阻抑的现象叫做金属的钝化。
恒电势阳极极化曲线
用控制电势法测定阳极极化曲线,可以清楚地了解金属的钝化过程。如图所示就是典型的恒电势阳极极化曲线。曲线分为四个区域AB段为活性溶解区,金属进行正常的阳极溶解。当电势达到时,金属发生了钝化过程。金属的溶解速度剧烈降低,故为临界钝化电势。BC段是过渡钝化区,金属表面由活化状态过渡到钝化状态。CD段是稳定钝化区,这一段电势区通常达1~2V,有的金属甚至可达几十伏,在此电势范围内金属的钝化达到稳定状态,金属的溶解速度达到
最低值,在整个CD段溶解速度几乎保持不变。DE段是过钝化区,当进入DE段,这时金属溶解速度又得新加快,造成这一现象有两种可能的原因,一是金属的高价态溶解,另一种可能是发生了其他的阳极反应,例如氧的析出。
根据以上分析可知,如果把浸在介质中的金属构件和另一辅助电极组成电池,用恒电位仪把金属构件的电势控制在CD段内,则可以把金属在介质中的腐蚀降低到最小限度。这种用阳极极化使金属得到保护的方法叫阳极保护。具体实施时,可把准备保护的金属器件作阳极,以石墨为阴极,通入大小一定的电流密度。并使阳极电位维持在钝化区间,这样金属器件就得到了保护。在钝化态,金属的溶解速度一般是10-6~10-8A·cm-2,比活化态小103~106倍,因而可以认为金属得到了保护。
参考文献
[1] 张秋霞主编《材料腐蚀与防护》2000年版冶金工业出版社
[2] 张云兰刘建华《非金属工程材料》北京:机械工业出版社 1998
[3] 黄永昌《金属腐蚀与防护》上海:上海交通大学出版社 1999
[4] 朱相荣王相润等《金属材料的海洋腐蚀与防护》北京:石油工业出版社2001
[5] 章葆澄等《防腐蚀设计与工程》北京:北京航空航天大学 2003
[6] [英]霍尔C.著,王佩云,曾佳华译.聚合物材料.北京:轻工业出版社1985
[7] 李刚、刘敬服.材料腐蚀与控制工程.北京大学出版社,2010
[8] 王日义.海水冷却系统的腐蚀及其控制,化工工业出版社,2006
[9] 水工钢闸门的腐蚀与防护措施作者:李锋,费小霞,李华, 期刊治淮HARNESSING THE HUAIHE RIVER 2007年第01期
[10] 水工钢闸门腐蚀检测探讨作者:杨军, 期刊-核心期刊
中国科技纵横CHINA SCIENCE &TECHNOLOGY PANORAMA MAGAZINE 2009年第06期
[11] 水工钢闸门腐蚀状况评估及防腐蚀技术 Corrosion evaluation and corrosion-resistance technology for hydraulic steel gate 作者:魏敏, 期刊水利技术监督TECHNICAL SUPERVISION IN WATER RESOURCES 2006年第06期