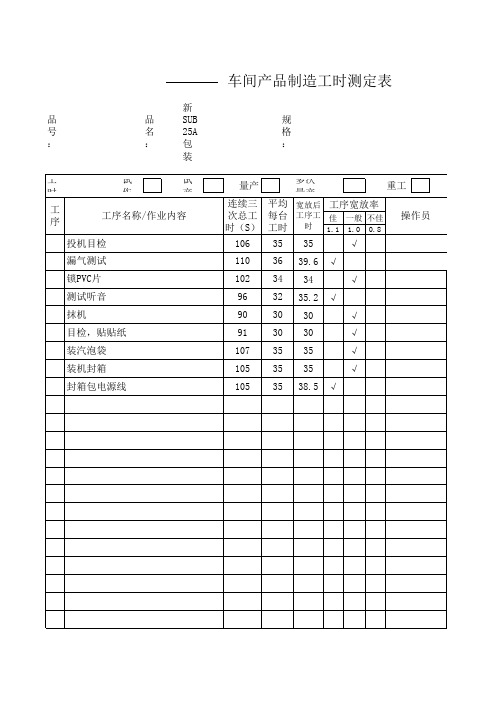
标准工时测定表
- 格式:xls
- 大小:34.50 KB
- 文档页数:1
标准工时及产能计算表1. 简介标准工时及产能计算表是用于测量工人在生产过程中所花费的时间以及能够生产的单位数量。
标准工时和产能是生产管理中非常重要的概念。
标准工时可以用来确定生产过程中的人力投入,而产能则可以用来评估生产的效率和成本。
该文档将会介绍如何制作标准工时及产能计算表,并且通过一个实际案例来进行详细的说明。
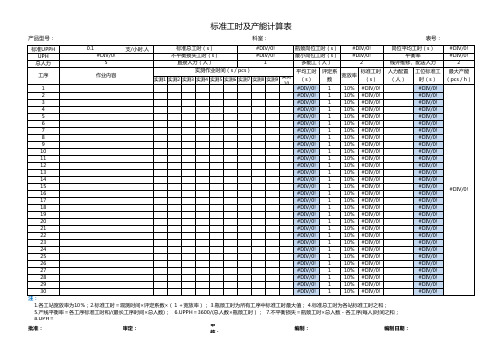
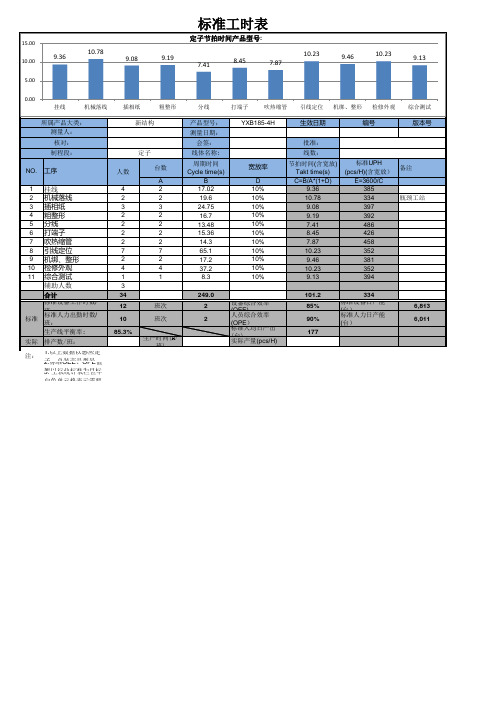
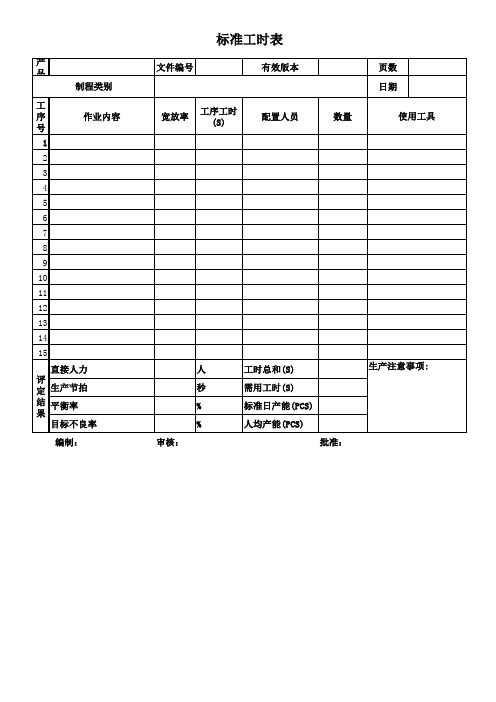
2. 制作标准工时及产能计算表表格设计标准工时及产能计算表的主要内容包括:操作名称、标准工时、标准数量、产能、标准产能、机器设备、人员、备注等字段。
制作表格时,需要根据实际情况调整表格的字段。
以下是一个标准工时及产能计算表示例:操作名称标准工时标准数量产能标准产能机器设备人员备注A 1.5h 100 98 147h 机器1 工人1 -B 0.5h 250 232 116h 机器2 工人2 -C 1h 150 152 152h 机器3 工人3 -填写方法填写标准工时及产能计算表时,需要注重以下几个方面:•操作名称:操作名称应该简单明了,便于后期的数据统计和分析,同时应该符合生产过程中的实际情况。
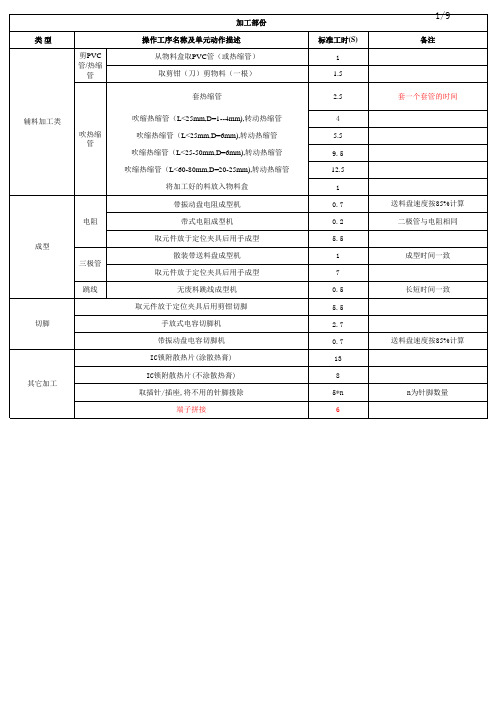
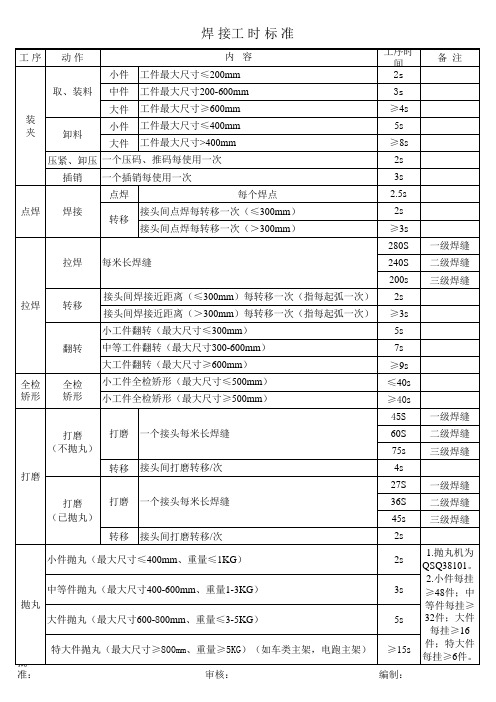
•标准工时:标准工时是指完成一项工序所需要的时间。
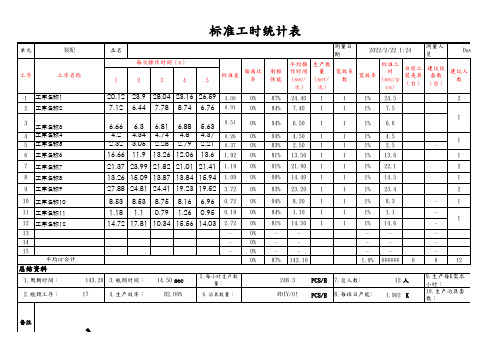
需要根据实际情况,将工序分解成小步骤,并且记录每个步骤所需要的时间,最后将所有的步骤时间相加,即可得出标准工时。
•标准数量:标准数量是指一个工作单元所能生产的最大数量。
需要考虑生产过程中的各种因素,如品质、机器设备情况等,以及相关的调整和修正,才能得出准确的标准数量。
•产能:产能是指实际生产出的数量。
在每个工序完成后,需要根据实际产出的数量进行记录,以便后期分析和比对。
•标准产能:标准产能是指一个工作单元能够生产的最大数量。
需要根据标准工时和标准数量计算得出。
•机器设备:机器设备是指在生产过程中所需要使用的机器设备或工具。
需要记录每个工序中所使用的机器设备或工具,以便后期进行维护和管理。
•人员:人员是指在生产过程中所需要使用的技术人员或操作人员。
需要记录每个工序中所使用的人员,以便后期进行管理和调整。

标准工时的定义标准时间的概念来源于泰勒的“公平的一天工作量”(a fair day's work)的理论。
标准工时(Standard Allowed Minutes),作为制造业必不可少的一种管理绩效测评尺度,19世纪后期起源于美国,至今已有一百多年的历史。
在社会发展的长河中,经历不少后继管理学家的改进,标准工时的运算和评估方法已越来越具有科学性,而且运用。
据调查,日本的制造企业100%都拥有标准工时评估系统,而且20%的知名企业还建立了个性化和高精度的标准工时管理系统。
就中国企业来说,基本的情况是30%的企业根本没有,60%的企业有而不精,10%的企业根本还不了解标准工时是什么,标准工时能为企业带来什么效果。
因此,一些企业对成本管理、资源配置、效率管理、加工费测评等缺少根本性的有效工具和科学性。
标准工时的概念是:标准工时(ST)是一个100%熟练工人,在良好的工作环境下用正常速度去完成一项特定工作(可接受品质水平)所需的时间。
对概念的理解:(1)100%熟练工人:是指操作者必须是熟练手,而不是刚进工厂的新手;(2)正常的作业或加工条件:是指物料准备充足,设备加工条件或精度正常,以及正确的作业或加工方法等;(3)正常的工作环境:是指作业所需的照明条件、温度、湿度、水、电、气等均在正常状态;(4)正常的作业(或加工)速度:是指满足产品加工精度的转速和作业熟练程度。
标准时间的特性可理解为:(1)客观性:对应于某一标准化了的作业操作(通过方法研究),标准时间是不以人们的意志而转移的客观存在的一个量值;(2)可测性:只要将作业标准化了,就可以用科学的方法对操作过程进行测定(如秒表测时、工作抽样、PTS技术等),以确定标准时间的量值;(3)适用性:因为标准时间是普通工人以正常速度能完成某项作业的劳动标准时间,不强调过分先进或十分敏捷的动作完成某项操作,所以它应该是易于被大多数人接受的。
二、标准工时的计算公式为了能够体验什么是标准,什么样的速度能够算作标准时间,可以做以下两种“正常速度”的体验。
标准工时作业规范(ISO9001-2015)1.目的规范标准工时作业流程,为人力设备需求评估、产能估算、生产计划、费用率及成本析等相关工作提供可靠之工时数据。
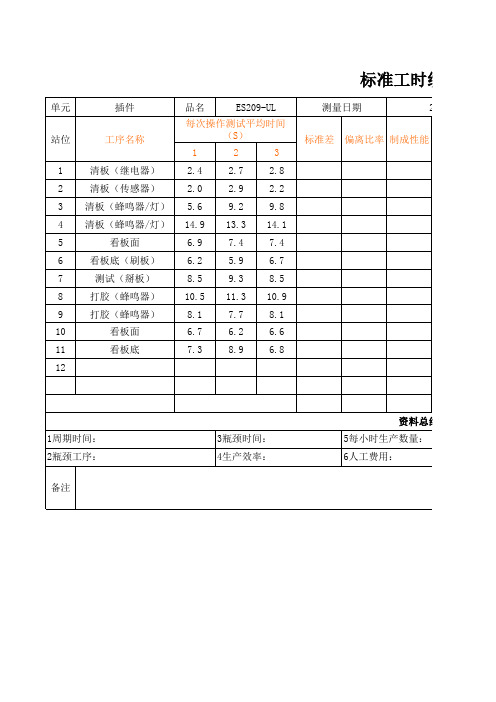
2.范围适用标准工时管理作业3.名词解释3.1.标准工时(S/T):具有平均熟练程度的操作者,在标准作业条件和环境下,以正常的作业速度和标准的程序方法,完成某一项作业所需要的总时间。
其计算公式为:『标准工时=实测作业时间×评比系数×(1+宽放率)=正常作业时间×(1+宽放率)』3.1.1平均熟练程度的操作者:经培训认可合格,在某工种有5个月以上的工作实践经验者,可视为该工种之平均熟练程度的操作者。
3.1.2标准作业条件和环境:即工作区域之设备、工装夹具、物料、微气候等处于安全合适的条件下。
3.1.3正常的作业速度和标准的程序方法:在不至于引起过度的精神或身体的疲劳的速度下,以规定的操作步骤、操作方法进行作业。
3.1.4实测作业时间:即观测者测得的作业人员在标准条件实际作业所需时间。
3.1.5正常作业时间:合格工人按规定的作业规范进行工作所需要的时间。
『正常作业时间=实测作业时间×评比系数』3.1.6工作评比:即把操作者的实际绩效与标准绩效进行比较,亦随之将实测作业时间调整为正常作业时间之方法。
3.1.6.1.评比系数:由于操作者的作业速度存在个体差异,需要在实测作业时间的基础上加入的修正系数。
3.1.6.2.平准化法(Leveling):又称西屋法(Westinghousesystem)﹐为美国西屋电气公司所首创﹐是时间研究中应用最为广泛的一种评比方法。
它将熟练﹑努力﹑工作环境﹑一致性四者作为衡量工作的主要评比因素﹐每个评比因素再分为超佳(或理想)﹑优﹑良﹑平均﹑可﹑欠佳六个高低程度的等级。
3.1.7宽放率(%):指操作者因为生理因素、操作方法、客观条件等因素造成的时间延误比率,在正常时间基础上加入的修正系数,通常以工作抽样法获取基础数据来确定。
标准工时作业规范(ISO9001-2015)1.目的规范标准工时作业流程,为人力设备需求评估、产能估算、生产计划、费用率及成本析等相关工作提供可靠之工时数据。
2.范围适用标准工时管理作业3.名词解释3.1.标准工时(S/T):具有平均熟练程度的操作者,在标准作业条件和环境下,以正常的作业速度和标准的程序方法,完成某一项作业所需要的总时间。
其计算公式为:『标准工时=实测作业时间×评比系数×(1+宽放率)=正常作业时间×(1+宽放率)』3.1.1平均熟练程度的操作者:经培训认可合格,在某工种有5个月以上的工作实践经验者,可视为该工种之平均熟练程度的操作者。
3.1.2标准作业条件和环境:即工作区域之设备、工装夹具、物料、微气候等处于安全合适的条件下。
3.1.3正常的作业速度和标准的程序方法:在不至于引起过度的精神或身体的疲劳的速度下,以规定的操作步骤、操作方法进行作业。
3.1.4实测作业时间:即观测者测得的作业人员在标准条件实际作业所需时间。
3.1.5正常作业时间:合格工人按规定的作业规范进行工作所需要的时间。
『正常作业时间=实测作业时间×评比系数』3.1.6工作评比:即把操作者的实际绩效与标准绩效进行比较,亦随之将实测作业时间调整为正常作业时间之方法。
3.1.6.1.评比系数:由于操作者的作业速度存在个体差异,需要在实测作业时间的基础上加入的修正系数。
3.1.6.2.平准化法(Leveling):又称西屋法(Westinghousesystem)﹐为美国西屋电气公司所首创﹐是时间研究中应用最为广泛的一种评比方法。
它将熟练﹑努力﹑工作环境﹑一致性四者作为衡量工作的主要评比因素﹐每个评比因素再分为超佳(或理想)﹑优﹑良﹑平均﹑可﹑欠佳六个高低程度的等级。
3.1.7宽放率(%):指操作者因为生理因素、操作方法、客观条件等因素造成的时间延误比率,在正常时间基础上加入的修正系数,通常以工作抽样法获取基础数据来确定。