PLC物料自动分拣系统毕业设计外文文献翻译
- 格式:doc
- 大小:44.50 KB
- 文档页数:7
毕业设计(论文)外文文献翻译文献、资料中文题目:PLC物料自动分拣系统文献、资料英文题目:文献、资料来源:文献、资料发表(出版)日期:院(部):专业:班级:姓名:学号:指导教师:翻译日期: 2017.02.14外文翻译PLC今天PLC (programmable logical controller),可编程序逻辑控制器)面临着更为复杂的挑战。
当初,它们悄悄地取代了继电器、接触器并时不时见诸于公司主框架的报告。
而今,他们已经组成了各种单元、被赋予新的任务、使用新的语言,并面临着与各种新型控制产品竞争。
作为每年一度PLC技术最新报道,我们请教了PLC市场销售人员,制作了这个专刊。
编程语言高级PLC编程语言已经在有些方面很普及,但是最近高级编程语言已经迅速发展。
西门子的总经理兼生产部长指出:“可编程控制在被广泛的应用与于精密操作,除了梯形图逻辑以外的编程语言变得更加实用、有效和强大。
例如,用梯形图逻辑写一个三角函数公式是非常困难的。
”被接收的语言包括Boolean,控制系统流程图编制,和如公式编制语言Graphtec和与它类似的语言,并且还有增加的重要语言如C语言和BASIC语言。
过程控制中的PLCPLC还没有广泛的应用于过程控制中。
是否会一直这样下去呢?北美GE Fanuc一系列和六系列的生产企划经理Ken Jeannette说:“我觉得PLC将被用于过程控制但是对于过程控制又不是必须的。
”一些厂家十分确定PLC不会广泛用于过程控制。
Rich Ryan经理提到PLC 在食品、化学和石油等工业领域越来越多的应用。
他认为PLC适合应用于场合有两种,他说:“第一,过程控制系统的型号不适合离散控制系统,刚开始这些产品的价格非常的高。
而一个可编程控制器以它的体积小,价格低顺理成章的被应用。
第二,你必须把电路和逻辑紧密的结合起来。
例如,一组基本的控制器,连续的过程变量紧密的互相联系在一起,以至于用可编程控制器来完成一系列的逻辑胜过没有离散控制器的系统。

外文文献翻译毕业设计题目基于PLC的物料分拣系统设计翻译题目The Design of Material Choose SystemBased on PLC译文一:关于可编程控制器技术与未来发展随着时代的发展,当今的技术也日趋完善、竞争愈演愈烈;单靠人工的操作已不能满足于目前的制造业前景,也无法保证更高质量的要求和高新技术企业的形象。
人们在生产实践中看到,自动化给人们带来了极大的便利和产品质量上的保证,同时也减轻了人员的劳动强度,减少了人员上的编制.在许多复杂的生产过程中难以实现的目标控制、整体优化、最佳决策等,熟练的操作工、技术人员或专家、管理者却能够容易判断和操作,可以获得满意的效果.人工智能的研究目标正是利用计算机来实现、模拟这些智能行为,通过人脑与计算机协调工作,以人机结合的模式,为解决十分复杂的问题寻找最佳的途径。
我们在各种场合看到了继电器连接的控制,那已经是时代的过去,如今的继电器只能作为低端的基层控制模块或者简单的设备中使用到;而PLC的出现也成为了划时代的主题,通过极其稳定的硬件穿插灵活的软件控制,使得自动化走向了新的高潮。
一个系统化的设计PLC程序的方法可以克服传统程序生产控制系统的缺点,并且在一些工业应用总有很大的不同。
自动控制系统是状态模型用公式语言或等价的语言描述的。
公式描述对被控制的系统的行为提供一个精确的描述。
可以通过分析估计看状态模型是否达到想要的目标。
第二,为状态模型的描述提供结构描述,这个结构描述可以说明逻辑要求和如细节安全规则的限制。
第三,好的控制系统设计是对自动控制代码生成有益的——一种能够产生可执行的控制软件的能力,不同的逻辑控制器可以减少程序扫描时间和执行那个时间。
特别的,这个主题与随后的部分的是有关的。
在现代制造业中,系统是用过程和结果的革新来描述的,并且因此不得不改变系统性能以快速做出反应。
因此,一个大的挑战是提供技术以限制自动控制系统对变化需要和新机会的反应,所以,设计和操作知识可以实时的被再次利用,在工业实践中提供了一个重要的竞争面。
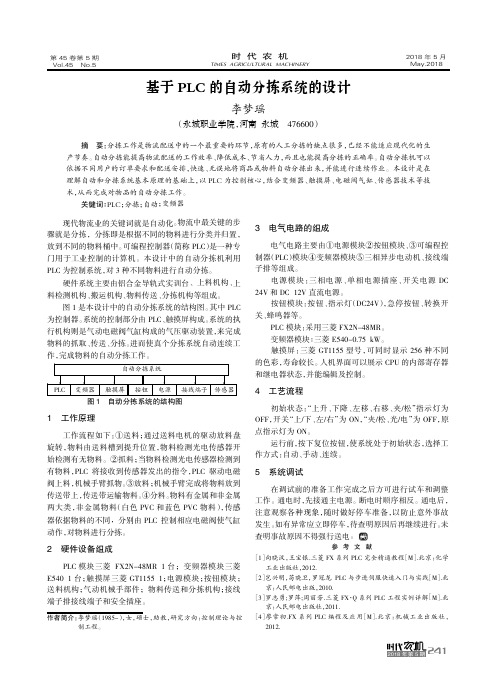
2018年第5期时代农机TIMES AGRICULTURAL MACHINERY第45卷第5期Vol.45No.52018年5月May.2018基于PLC 的自动分拣系统的设计李梦瑶(永城职业学院,河南永城476600)作者简介:李梦瑶(1985-),女,硕士,助教,研究方向:控制理论与控制工程。
摘要:分拣工作是物流配送中的一个最重要的环节,原有的人工分拣的缺点很多,已经不能适应现代化的生产节奏。
自动分拣能提高物流配送的工作效率、降低成本、节省人力,而且也能提高分拣的正确率。
自动分拣机可以依据不同用户的订单要求和配送安排,快速、无误地将商品或物料自动分拣出来,并能进行连续作业。
本设计是在理解自动和分拣系统基本原理的基础上,以PLC 为控制核心,结合变频器、触摸屏、电磁阀气缸、传感器技术等技术,从而完成对物品的自动分拣工作。
关键词:PLC;分拣;自动;变频器现代物流业的关键词就是自动化。
物流中最关键的步骤就是分拣,分拣即是根据不同的物料进行分类并归置,放到不同的物料桶中。
可编程控制器(简称PLC )是一种专门用于工业控制的计算机。
本设计中的自动分拣机利用PLC 为控制系统,对3种不同物料进行自动分拣。
硬件系统主要由铝合金导轨式实训台、上料机构、上料检测机构、搬运机构、物料传送、分拣机构等组成。
图1是本设计中的自动分拣系统的结构图。
其中PLC 为控制器。
系统的控制部分由PLC 、触摸屏构成。
系统的执行机构则是气动电磁阀气缸构成的气压驱动装置,来完成物料的抓取、传送、分拣。
进而使真个分拣系统自动连续工作,完成物料的自动分拣工作。
图1自动分拣系统的结构图1工作原理工作流程如下:①送料;通过送料电机的驱动放料盘旋转,物料由送料槽到提升位置,物料检测光电传感器开始检测有无物料。
②抓料;当物料检测光电传感器检测到有物料,PLC 将接收到传感器发出的指令,PLC 驱动电磁阀上料,机械手臂抓物。
③放料;机械手臂完成将物料放到传送带上,传送带运输物料。
石家庄铁道学院毕业设计(论文)材料分拣装置的PLC控制系统Material sorting PLC control2014届石家庄铁道学院成人教育分院(系)专业电气自动化应用毕业设计(论文)任务书下料传感器动作,传送带运行,电感传感器检测到铁块材料时,汽缸1动作将材料推下。
电容传感器检测到铝块材料时,汽缸2动作将材料推下。
颜色传感器检测到非金属材料黄色块时,汽缸3动作将材料推下。
其它颜色非金属材料块被传送到SD位置时,汽缸4动作将材料推下。
竖井式下料槽无料时,传送带运行一个行程自动停机。
毕业设计(论文)开题报告毕业设计(论文)评语及成绩摘要随着科学技术的飞速发展,现代工业控制系统越来越复杂,传统控制科学面临着新的挑战。
PLC以其体积小、功能齐全、价格低廉和可靠性高等方面具有独特的优点,在各个领域获得了广泛应用。
PLC的使用大大提高了控制系统的可靠性和自控程度,为企业提供了更可靠的生产保障。
如何在PLC自动控制领域充分发挥PLC的优势,是目前自动控制学科的重要课题之一。
本课题正是在这样的背景下,围绕基于PLC的材料分拣装置设计展开研究。
论文首先叙述了PLC的材料分拣装置的发展背景、现状和发展方向。
然后,说明了PLC自动分拣控制系统工作原理和与传统继电器的区别。
本文详细叙述了一种基于PLC的材料分拣装置设计及自动控制编程,以及怎样通过PLC程序设计来实现材料分拣和自动控制。
其电路结构简单,投资少(可利用原有设施改造),分拣系统不仅自动化程度高,还具有在线修改功能,灵活性强,系统具有数据采集准确、可靠性高及系统成本低等优点。
关键词:PLC;材料分拣;自动控制;传感器ABSTRACTWith the rapid development of science and technology, modern industrial control systems become more complicated, the traditional control of science is facing new challenges. PLC with its small size, full-featured, low cost and high reliability has unique advantages, in various fields has been applied widely. The use of PLC control system greatly improved the reliability and automation level, providing a more reliable production and protection. How to give full play to PLC automatic control advantages, is an important subject in one of the automatic control.This topic is in this context, the surrounding material sorting device based on PLC design of a study. Paper first describes the material sorting device PLC backs the development, current status and future directions. Then, show the work of PLC control system for automatic sorting principle and the difference between traditional relays.This paper describes the material sorting based on PLC control device design and programming, PLC programming and how to achieve by material sorting and automatic control. The circuit structure is simple, less investment (transformation of existing facilities can be used), sorting system is not only a high degree of automation, but also changes with the online features, flexibility, accurate data acquisition system with high reliability and system cost low.Keywords: PLC;material sorting;automatic control;sensor目录摘要 (I)Abstract (II)第1章绪论 (1)1.1 PLC材料分拣装置的研究背景 (1)1.2 PLC材料分拣系统的现状 (1)1.3 PLC材料分拣系统的发展方向 (1)1.3.1系统集成 (2)1.3.2工艺创新 (2)1.3.3自动分捡机 (2)第2章PLC材料分拣系统的硬件设计 (4)2.1 PLC自动分拣控制系统工作原理 (4)2.2系统的硬件配置 (5)2.3系统的运行方式 (6)2.4 PLC与传统继电器的区别及选型 (7)2.4.1 PLC与传统继电器的区别 (7)2.4.2 PLC设计选型的一般原则 (8)2.5铁传感器的选用 (8)2.6铝传感器的选用 (9)2.7颜色传感器的选用 (10)2.8光电传感器的选用 (11)2.9 气压传动装置选用 (11)2.9.1气源装置 (11)2.9.2气压发生装置 (12)2.9.3冷却器 (13)2.9.4储气罐 (13)2.9.5气动控制装置 (13)2.10限位开关的选用 (14)2.11熔断器的选用 (14)2.12电动机的选用 (14)第3章PLC自动控制的软件设计 (15)3.1系统程序流程 (15)3.2系统I/O分配 (17)3.3 系统功能表图 (19)3.4材料分拣装置PLC梯形图 (20)第4章总结与展望 (22)4.1总结 (22)4.2 未来展望 (22)总结 (26)参考文献 (25)致谢 (24)附录 (24)第1章绪论1.1 PLC材料分拣装置的研究背景随着微处理器、计算机和数字通信技术的飞速发展,计算机控制几乎扩展到所有工业领域。
基于PLC控制的物料自动分拣系统设计【摘要】可编程序逻辑控制器(简称为PLC)主要是为现场控制而设计,是一种数字运算操作的电子系统,由于具有良好的适应性和可扩展能力,而得到越来越广泛的应用。
传统的物料分拣企业,一直采用人工分拣的方法,致使生产效率低,生产成本高,企业的竞争能力差,为提高企业效率,材料的自动分拣已成为企业的唯一选择。
针对上述问题,本文利用PLC技术,结合气动、传感器和位置控制等技术,设计了一种成本低、效率高的材料自动分拣装置。
本文设计的自动分拣装置可以将不同材质的物料进行分拣,搬运。
为高校的教学与科研提供了一个系统的操作平台。
【关键词】PLC;物料分拣;传感器;1、引言在工业生产应用中成品或者半成品工件的分拣是流水作业的重要组成部份。
过去采用的人工分拣或半机械分拣方法劳动强度大、速度慢、效率低导致企业生产成本高竞争力差。
随着机械自动化水平的不断提高,自动分拣技术在物品分拣中的应用越来越广泛,已成为企业提高竞争能力的唯一选择,既减少人力资源的浪费,又减轻工人的劳动强度,还提高生产效率,大大加强产品生产的自动化。
[2]本文设计的物料自动分拣系统是一个机、电、气集合的综合体,系统的程序主要由三菱FX-2N系列PLC控制;由变频器及传感器控制输送带运行;各类传感器实现材料的检测、姿势的判别等。
在对物料自动分拣系统使用的PLC及控制技术分析的基础上,提出电气控制系统的总体方案,设计整个系统控制部分与传动部分连接,结合PLC梯形图分析了程序设计思路与主要控制功能。
2、FX系列PLC原理及应用2.1 PLC概述可编程逻辑控制器(Programmable Logic Controller,简称PLC)是专为在工业环境下应用而设计的数字运算操作电子系统,是微机技术与传统的继电接触控制技术相结合的产物,它克服了继电接触控制系统中的机械触点的接线复杂、可靠性低、功耗高、通用性和灵活性差的缺点,充分利用了微处理器的优点。

基于plc的物料自动分拣系统设计毕业设计基于plc的物料自动分拣系统设计毕业设计基于PLC 的物料自动分拣系统设计摘要随着工业自动化的普及和发展,生产过程中物料分拣的效率问题越来越引起人们的关注。
重复繁琐的人工分拣物料过程已不能满足企业追求的生产效益和如今社会的需求。
人、机器与物料三者关系的协调,已成为我们需要解决的重要问题之一。
理所当然,用尽可能少的人力控制机器分拣物料来完成如期的生产任务是最佳的选择模式——即采用自动化技术代替人工分拣物料的过程。
本文主要讲述PLC在材料分拣系统中的应用,利用可编程控制器( PLC) ,设计成本低、效率高的材料自动分拣装置。
以PLC为主控制器,结合气动装置、传感技术、位置控制等技术,控制产品的自动分拣。
系统具有自动化程度高、运行稳定、精度高、易控制的特点,可根据不同对象,稍加修改本系统即可实现要求。
关键词:传感器PLC 物料分拣目录第1章绪论1 1.1 论文研究背景1 1.2 研究现状及发展趋势1 1.3 论文研究的意义1 1.4 本论文研究的主要内容2 第2章物料分拣装置结构及总体设计3 2.1 材料分拣装置工作过程概述3 2.2 系统的技术指标4 2.3 系统的设计要求4 2.3.1功能要求4 2.3.2系统的控制要求4 第3章控制系统的硬件设计6 3.1系统的硬件结构6 3.2 系统关键技术6 3.2.1系统对PLC的要求6 3.2.2 PLC的选择7 3.2.3 PLC的输入输出端子分配9 3.2.4 PLC输入输出接线端子图10 3.3 检测元件与执行装置的选择11 3.3.1 输入电气元件11 3.3.2 输出电气元件16 3.3.3 执行电气元件18 第4章控制系统的软件设计22 4.1控制系统流程图设计22 4.2 西门子编程软件、模拟仿真软件23 4.2.2 西门子仿真软件23 4.3 控制系统程序设计24 第5章控制系统的调试30 5.1硬件调试30 5.2软件调试30 第6章总结31 参考文献32 致谢33 附录34 II 第1章绪论1.1 论文研究背景在现代工业中,生产过程的机械化、自动化已成为突出的主题。

PLC与物料分拣系统毕业设计目录摘要........................................................ 错误!未定义书签。
绪论 (2)1.1 物料分拣系统概述 (3)1.2 物料分拣系统的发展现状与趋势 (3)1.3 研究的目的及意义 (4)第1章材料分拣装置结构及总体设计 (5)1.1 材料分拣装置工作过程概述 (5)1.2 系统的技术指标 (6)1.3 系统的设计要求 (6)1.3.1 功能要求 (6)1.3.2 系统的控制要求 (6)第2章控制系统的硬件设计 (8)2.1 系统的硬件结构 (8)2.2 硬件选型与硬件组态 (8)2.2.1 确定I/ O 点数 (8)2.2.2 PLC 的选择 (9)2.2.3 PLC的输入输出端子分配 (9)2.2.4 PLC输入输出接线端子图 (10)2.3 检测元件与执行装置的选择 (11)2.3.1 步进电机的选择 (11)2.3.2 旋转编码器的选择 (11)2.3.3 电感式传感器的选择 (12)2.3.4电容式传感器的选择 (13)2.3.5 颜色传感器 (14)2.6 光电编码器 (15)第3章控制系统的软件设计 (1)3.1 控制系统流程图设计 (1)3.2 控制系统程序设计 (2)第4章控制系统的调试 (8)4.1 硬件调试 (8)4.2 软件调试 (9)4.3 整体调试 (10)结论 (11)参考文献 (12)附录 (13)致谢......................................................... 错误!未定义书签。
绪论1.1 物料分拣系统概述自动化的程度是工作发展程度的标志,自动分拣正是自动化中的一个必不可的部分,而PLC控制分拣装置以其成本低,效率高的优点,已经成为主流,他可以根据设定的程序无人的,高效的工作,维护费用极少。
由于全部采用机械自动化作业,因此,分拣处理能力较大,分拣分类数量也较多。
前言本篇毕业设计(论文)题目是《基于PLC的物料分拣系统设计》。
目前由于货物分拣系统中,浪费了巨大的人力物力, 而且严重影响了物流的流动速度。
随着竞争的加剧, 人们对物流的流动速度要求越来越高, 这样的货物分拣系统已经远远不能满足现代化物流管理的需要。
现代化的货物分拣系统, 一个先进的货物分拣系统, 对于系统集成商、仓储业、运输业、后勤管理业等都是至关重要的。
建立一个先进的货物分拣系统, 结合有效的吞吐量,不但可以节省成本, 而且可以大大提高工作效率, 显著降低工人的劳动强度。
使用这样的货物分拣系统, 完全屏弃了使用书面文件完成货物分拣的传统方法, 采用高效、准确的电子数据的形式, 提高效率, 节省劳动力。
使用这样的货物分拣系统, 不但可以快速完成简单的存储提取, 而且可以方便地根据货物的尺寸、提货的速度要求、装卸要求等实现复杂货物的存储与提取。
结合必要的仓库管理软件, 可以真正实现仓库的现代化管理, 充分实现仓库空间的合理利用, 显著提高企业的物流速度, 为企业创造、保持市场竞争优势创造条件。
正文物料分拣采用可编程控制器PLC进行控制,能连续大批量地分拣货物,分拣误差率低且劳动强度大大降低,可显著提高劳动生产率,分拣系统能灵活地与其他物流设备无缝连接,实现对物料信息流的分配和管理。
随着工业自动化的普及和发展,可编程控制器的需求量逐年增大,应用领域也越来越广。
一、研究的目的和意义伴随社会的不断发展, 市场竞争的日益激烈, 每个生产企业都急切地需要改善生产技术,提高生产效率, 特别在需要进行材料分拣的企业, 以往一直采用人工分拣的方法, 导致生产效率低, 生产成本高, 企业的竞争能力相当差, 材料的自动分拣已成为企业的唯一选择[1]。
动分拣系统一般由控制装置、分类装置、输送装置及分拣道口四个部分组成。
控制装置的作用是识别、接收和处理分拣信号,依照分拣信号的要求指示分类装置、输送装置来进行对应的作业。

毕业设计(论文)题目:物料自动分拣系统教学院:电气与电子信息工程学院专业名称:电气工程及其自动化学号:学生姓名:指导教师:年月日摘要PLC技术,控制起来非常简便,并且它能够承受高温及其他的恶劣的环境条件,所以plc比起单片机来,工业上优先使用plc,它已经成为了当代工业流水线和企业最受欢迎的自动化控制方法。
PLC技术融合了传统的继电控制技术,现代的计算机技术,以及发达的通信技术,专门为了工业应用和工厂设备而设计。
并且具有:使用方便,编程简单,功能强,性价比高,可靠性强,抗干扰能力强,适应性强,后期处理、维修简单方便等诸多优点,比起单片机来更加可靠与实用,这就是人们选择plc的“内”因。
再加上plc小巧的外形包装,超低的重量,和超小的功耗这些“外”因,使得plc越来越受工业企业的推崇与喜爱。
本文论述物料自动分拣系统,主要应用PLC技术,辅助以启动装置,位置技术,现场总线技术,电机拖动原理,电气传动技术,传感技术,自动检测技术等设计而成,对大批的物料进行自动分拣的工作,完成分门别类的放置物料。
本系统具有很多的优点,例如,运行起来比较稳定,精度与敏捷度,自动化的程度都很高,而且非常便于使用和控制,如果你想使用它来分装另一批货物的话,只需要动动手指,对本系统稍加修改,对本程序稍作处理即可。
关键词:plc;可编程控制器;分拣装置系统;控制系统;感应系统ABSTRACTPLC technology, control is very simple, and it can withstand high temperatures and other harsh environmental conditions, so PLC than SCM, industry give priority to the use of PLC, it has become the automatic control method of the most popular contemporary and industrial assembly enterprises.PLC technology combines the traditional relay control technology, modern computer technology and communication technology developed, specifically for industrial applications and factory equipment and design. And has the merits of easy use, simple programming, strong function, high price, high reliability, strong anti-jamming ability, strong adaptability, post processing, maintenance is simple and convenient, compared with the single chip microcomputer to more reliable and practical, this is what people choose PLC "in". Plus PLC compact appearance package, low weight, and small power consumption for these "outside", makes the PLC more and more respected and loved in industrial enterprises.In this paper, automatic material sorting system, the main application of PLC technology, aided by starting device, location technology, field bus technology, driving principle of the motor, the electric transmission technology, sensor technology, automatic detection technology and design, for a large number of material for automatic sorting, complete categories of placing the material. The system has many advantages, for example, up and running stability, precision and agility, high degree of automation, and very easy to use and control, if you want to use it to packaging another batch of goods, only need to fingertips, of the system slightly Acacius change of the programs are slightly can handle.Key words: PLC; programmable logic controller; sorting device system; control system; induction system目录绪论 (1)1.1 物料分拣系统概述 (2)1.2 物料分拣系统的发展现状与趋势 (3)1.3 研究的目的及意义 (9)第1章材料分拣装置结构及总体设计 (11)1.1 材料分拣装置工作过程概述 (11)1.2 系统的技术指标 (12)1.3 系统的设计要求 (12)1.3.1 功能要求 (13)1.3.2 系统的控制要求 (13)第2章控制系统的硬件设计 (14)2.1 系统的硬件结构 (14)2.2 硬件选型与硬件组态 (14)2.2.1 确定I/ O 点数 (15)2.2.2 PLC 的选择 (15)2.2.3 PLC的输入输出端子分配 (15)2.2.4 PLC输入输出接线端子图 (17)2.3 检测元件与执行装置的选择 (17)2.3.1 步进电机的选择 (18)2.3.2 旋转编码器的选择 (18)2.3.3 电感式传感器的选择 (19)2.3.4电容式传感器的选择 (20)2.3.5 颜色传感器 (21)2.6 光电编码器 (23)第3章控制系统的软件设计 (26)3.1 控制系统流程图设计 (26)3.2 控制系统程序设计 (27)第4章控制系统的调试 (32)4.1 硬件调试 (33)4.2 软件调试 (33)4.3 整体调试 (34)结论 (35)参考文献 (36)附录 (37)致谢 (42)绪论1.1 物料分拣系统概述当代,随着机器人代替人类的生产和劳动,机械化和自动化的普及与应用,越来越多的企业和工厂把自己的视线集中到了成本低、效率高的自动化上来,而plc以它特低的性价比,走入了人们的视线,应用plc技术更是成为了企业和工厂的首选。

PLC物料自动分拣系统毕业论文目录一、摘要 (2)1. 研究背景 (2)2. 研究目的 (4)3. 研究方法 (4)4. 研究结果 (5)5. 研究结论 (6)二、关键词 (7)三、内容简述 (8)1. 研究背景与重要性 (9)2. 国内外研究现状 (10)3. 研究目标与意义 (12)4. 论文结构 (13)四、PLC物料自动分拣系统的基本概念 (14)五、系统设计与实现 (15)1. 系统设计原理 (17)2. PLC硬件配置及选型 (19)3. 软件编程与实现 (20)4. 系统调试与优化 (22)六、系统功能模块详解 (24)1. 物料识别模块 (25)2. 自动分拣模块 (27)3. 信息管理模块 (28)4. 异常处理模块 (30)七、实验与验证 (32)1. 实验环境准备 (34)2. 实验流程描述 (35)3. 实验数据与结果分析 (36)八、理论分析与讨论 (38)1. 系统运行效率分析 (39)2. 物料分拣准确性讨论 (40)3. 系统成本效益分析 (41)九、结论与展望 (43)1. 研究结论 (44)2. 创新点与不足 (44)3. 未来研究展望 (45)一、摘要随着工业自动化程度的不断提高,物料分拣环节的自动化需求日益迫切。
本文研究了基于PLC的物料自动分拣系统的设计与实现。
首先介绍了物料分拣系统的工作原理和结构组成;随后分析了PLC控制的特点和优势,并结合系统设计需求选定了具体的PLC型号以及编程语言。
针对实际应用场景,设计了基于上位机控制、下位机执行的系统控制逻辑,并对分拣过程的每一步进行详细的控制算法分析和编程实现。
实验验证结果表明,该能够自动识别、分拣不同类型的物料,具有高效率、可靠性和可扩展性,能够有效提高生产效率和降低人工成本。
本文针对未来的研究方向进行了探讨,包括增加物料识别精度、扩展分拣能力等。
1. 研究背景随着自动化技术的发展和应用,PLC(可编程逻辑控制器)系统在工业生产中扮演着越来越重要的角色。

石家庄铁道学院毕业设计(论文)材料分拣装置的PLC控制系统Material sorting PLC control2014届石家庄铁道学院成人教育分院(系)专业电气自动化应用学号 201024136学生姓名王旭宏指导教师刘东岚完成日期 2013年 10 月 20 日摘要PLC控制是目前工业上最常用的自动化控制方法。
由于其控制方便,能够承受恶劣的环境,因此,在工业上优于单片机的控制。
PLC将传统的继电器技术、计算机技术和通信技术融为一体,专门为工业控制而设计,具有功能强、通用灵活、可靠性高、环境适应性强、编程简单、使用方便以及体积小、重量轻、功耗低等一系列优点,因此在工业上的应用越来越广泛。
本文主要讲述PLC在材料分拣系统中的应用,利用可编程控制器(PLC)设计成本低、效率高的材料自动分拣装置。
以PLC为主控制器,结合气动装置、传感技术、位置控制等技术,实现现场控制产品的自动分拣。
系统具有自动化程度高、运行稳定、精度高、易控制等特点,可根据不同对象,稍加修改本系统即可实现要求。
关键词:可编程控制器、分拣装置、控制系统、传感器。
ABSTRACTPLC control is the moost commoly used industrial automation control method.because of its convenient control to wiststand an adverse environment. It is better than MCU control in the industrial. PLC traditional relay control technology; computer and communication technologies are integrated specifically for industrial control and design; have strong function. common flexbie, high reliability and environmental adaptability, and programming simple, easy to use and small size, light weight, a series of low-power advantages in industrial applications become more extensive,this paper focuses on the PLC in the canned beverage production. The design of an automatic sorting device with low cost and high efficiency is presented in the paper,which regards programmable logic contronller(PLC). As the master controller and combines pneumatic device, sensing technology , position control and other technology to implement automatic selecting of the products live. The device is characteristic of high automation,steady running, high precision and easy control,which can fulfill the requirement according to different situations with little modifcations.Keywords: programmablelogic controller、sorting device、control system、sensors.目录第一章前言 (5)1.1 设计的目的和意义 (5)1.2 材料分拣装置的发展介绍 (5)1.3 设计任务及原理 (5)1.3.1 设计任务 (5)1.3.2 设计原理 (5)第二章系统分析 (6)2.1 材料分拣装置的系统分析 (6)2.2 硬件介绍 (7)2.2.1 系统关键技术 (7)2.2.2 检测元件与执行装置的选择 (11)2.3 软件设计 (14)第三章 PLC的特性与发展方向 (16)3.1 软硬件比较 (16)3.2 PLC的特点及功能 (16)3.2.1 PLC的优点 (16)3.2.2 PLC的缺点 (17)3.2.3 PLC的功能 (17)3.3 PLC控制系统的发展趋势 (17)第四章 PLC软硬件的设计及实施 (19)4.1 PLC控制材料分拣装置的硬件设计 (19)4.1.1 分析被控对象并提出要求 (19)4.1.2 确定输入输出设备 (19)4.1.3 选择合适的PLC类型 (19)4.1.4 分配I/O点 (19)4.2 程序设计 (21)4.2.1 程序设计 (21)4.2.2 系统功能图 (22)4.2.3 程序模拟调试 (28)4.2.4 硬件实施 (29)4.3 PLC的软件设计 (29)4.3.1 分配定时器/计数器 (30)4.3.2 编制控制系统的逻辑关系图 (30)4.3.3 绘制电路图 (30)4.4 PLC调试过程及分析 (31)第五章控制系统的调试 (32)5.1 程序的模拟调试 (32)5.1 程序的现场调试 (32)5.3 系统调试 (33)结论 (34)参考文献 (36)致谢 (37)附录 (38)第一章前言1.1材料分拣的发展自动分拣系统(Automatic sorting system)先进配送中心所必需的设备条件之一。


摘要随着我国工业的急速发展,自动化产业中材料分拣系统日趋重要。
它在产品质量检测和运输过程中,常常需要根据产品的形状、重量以及质量将其进行分类。
这样的分类方法主要有手工分拣和自动分拣两种,自动分拣中,还有诸如光电扫描、图像识别、机械筛网、利用各种传感器的各种形式。
本文设计一种利用计算机控制的自动分拣智能系统,利用传感器检测物块,然后传感器根据接收的信号和用户的设定,控制相应气动阀,通过工控软件组态王与PLC实时通信完成产品的自动分拣,从而实现对自动分拣输送系统的监控。
关键字:自动分拣;计算机控制;PLC;组态IAbstractWith the rapid development of China's industrial automation industries in the material sorting system has become increasingly important. Its product quality inspection and transportation process, the products are often the basis of the shape, weight and quality of its classification. This classification mainly manual sorting and automatic sorting two types of automatic sorting, such as optoelectronic scanning, image recognition, machine screen, using various sensors in all its forms. This article design a computer-controlled automatic sorting intelligent systems, sensors detect the use of our block, and sensors based on the received signal and user settings, the corresponding pneumatic valve control, through the Industrial Control Software Configuration and PLC Real-time communication products to complete the automatic sorting. To achieve the automatic sorting conveyor system of monitoring.Keywords: automatic sorting ;computer control; PLC; configurationII目录1 绪论 (1)1.1本课题研究的内容 (1)1.2设计的目的和意义 (1)1.3国内外相关技术发展概况 (2)2 方案论证 (4)2.1方案选择 (4)2.1.1直线式分拣机 (4)2.1.2 环状式分拣机 (4)2.2方案确定 (5)3 总体设计 (6)3.1测量原理 (6)3.1.1 传感器检测原理 (6)3.1.2 传感器的选型 (6)3.2系统软件的设计 (8)3.2.1组态软件概述 (9)3.2.2 可编程控制器原理 (11)3.2.3组态王实现分拣系统的监控 (11)3.2.4控制过程设计 (14)3.2.5组态王和下位机的通讯 (14)3.2.6趋势曲线的设计 (16)3.2.7报警窗口 (18)3.2.8控件 (19)3.2.9报表系统 (20)3.3定义数据 (23)III4调试过程 (25)4.1软硬件设备 (25)4.2组态王与PLC的通讯设计 (25)结论 (27)结束语 (28)致谢 (29)参考文献 (30)附录I (31)附录Ⅱ (32)IV1 绪论1.1本课题研究的内容本课题所研究内容是通过计算机对材料分拣装置进行监控。
毕业设计(论文)外文文献翻译文献、资料中文题目:PLC物料自动分拣系统文献、资料英文题目:文献、资料来源:文献、资料发表(出版)日期:院(部):专业:班级:姓名:学号:指导教师:翻译日期: 2017.02.14外文翻译PLC今天PLC (programmable logical controller),可编程序逻辑控制器)面临着更为复杂的挑战。
当初,它们悄悄地取代了继电器、接触器并时不时见诸于公司主框架的报告。
而今,他们已经组成了各种单元、被赋予新的任务、使用新的语言,并面临着与各种新型控制产品竞争。
作为每年一度PLC技术最新报道,我们请教了PLC市场销售人员,制作了这个专刊。
编程语言高级PLC编程语言已经在有些方面很普及,但是最近高级编程语言已经迅速发展。
西门子的总经理兼生产部长指出:“可编程控制在被广泛的应用与于精密操作,除了梯形图逻辑以外的编程语言变得更加实用、有效和强大。
例如,用梯形图逻辑写一个三角函数公式是非常困难的。
”被接收的语言包括Boolean,控制系统流程图编制,和如公式编制语言Graphtec和与它类似的语言,并且还有增加的重要语言如C语言和BASIC语言。
过程控制中的PLCPLC还没有广泛的应用于过程控制中。
是否会一直这样下去呢?北美GE Fanuc一系列和六系列的生产企划经理Ken Jeannette说:“我觉得PLC将被用于过程控制但是对于过程控制又不是必须的。
”一些厂家十分确定PLC不会广泛用于过程控制。
Rich Ryan经理提到PLC 在食品、化学和石油等工业领域越来越多的应用。
他认为PLC适合应用于场合有两种,他说:“第一,过程控制系统的型号不适合离散控制系统,刚开始这些产品的价格非常的高。
而一个可编程控制器以它的体积小,价格低顺理成章的被应用。
第二,你必须把电路和逻辑紧密的结合起来。
例如,一组基本的控制器,连续的过程变量紧密的互相联系在一起,以至于用可编程控制器来完成一系列的逻辑胜过没有离散控制器的系统。
Programmable logic controllerA programmable logic controller (PLC) or programmable controller is a digital computer used for automation of electromechanical processes, such as control of machinery on factory assembly lines, amusement rides, or lighting fixtures. PLCs are used in many industries and machines. Unlike general-purpose computers, the PLC is designed for multiple inputs and output arrangements, extended temperature ranges, immunity to electrical noise, and resistance to vibration and impact. Programs to control machine operation are typically stored in battery-backed or non-volatile memory. A PLC is an example of a real time system since output results must be produced in response to input conditions within a bounded time, otherwise unintended operation will result.The PLC was invented in response to the needs of the American automotive manufacturing industry. Programmable logic controllers were initially adopted by the automotive industry where software revision replaced the re-wiring of hard-wired control panels when production models changed.Before the PLC, control, sequencing, and safety interlock logic for manufacturing automobiles was accomplished using hundreds or thousands of relays, cam timers, and drum sequencers and dedicated closed-loop controllers. The process for updating such facilities for the yearly model change-over was very time consuming and expensive, as electricians needed to individually rewire each and every relay.In 1968 GM Hydramatic (the automatic transmission division of General Motors) issued a request for proposal for an electronic replacement for hard-wired relay systems. The winning proposal came from Bedford Associates of Bedford, Massachusetts. The first PLC, designated the 084 because it was Bedford Associates' eighty-fourth project, was the result. Bedford Associates started a new company dedicated to developing, manufacturing, selling, and servicing this new product: Modicon, which stood for MOdular DIgital CONtroller. One of the people who worked on that project was Dick Morley, who is considered to be the "father" of the PLC. The Modicon brand was sold in 1977 to Gould Electronics, and later acquired by German Company AEG and then by French Schneider Electric, the current owner.One of the very first 084 models built is now on display at Modicon's headquarters in North Andover, Massachusetts. It was presented to Modicon by GM, when the unit was retired after nearly twenty years of uninterrupted service. Modicon used the 84 moniker at the end of its product range until the 984 made its appearance.The automotive industry is still one of the largest users of PLCs.Early PLCs were designed to replace relay logic systems. These PLCs were programmed in "ladder logic", which strongly resembles a schematic diagram of relay logic. This program notation was chosen to reduce training demands for the existing technicians. Other early PLCs used a form of instruction list programming, based on a stack-based logic solver.Modern PLCs can be programmed in a variety of ways, from ladder logic tomore traditional programming languages such as BASIC and C. Another method is State Logic, a very high-level programming language designed to program PLCs based on state transition diagrams.Many early PLCs did not have accompanying programming terminals that were capable of graphical representation of the logic, and so the logic was instead represented as a series of logic expressions in some version of Boolean format, similar to Boolean algebra. As programming terminals evolved, it became more common for ladder logic to be used, for the aforementioned reasons. Newer formats such as State Logic and Function Block (which is similar to the way logic is depicted when using digital integrated logic circuits) exist, but they are still not as popular as ladder logic.A primary reason for this is that PLCs solve the logic in a predictable and repeating sequence, and ladder logic allows the programmer (the person writing the logic) to see any issues with the timing of the logic sequence more easily than would be possible in other formats.Early PLCs, up to the mid-1980s, were programmed using proprietary programming panels or special-purpose programming terminals, which often had dedicated function keys representing the various logical elements of PLC programs. Programs were stored on cassette tape cartridges. Facilities for printing and documentation were very minimal due to lack of memory capacity. The very oldest PLCs used non-volatile magnetic core memory.More recently, PLCs are programmed using application software on personal computers. The computer is connected to the PLC through Ethernet, RS-232, RS-485 or RS-422 cabling. The programming software allows entry and editing of the ladder-style logic. Generally the software provides functions for debugging and troubleshooting the PLC software, for example, by highlighting portions of the logic to show current status during operation or via simulation. The software will upload and download the PLC program, for backup and restoration purposes. In some models of programmable controller, the program is transferred from a personal computer to the PLC though a programming board which writes the program into a removable chip such as an EEPROM or EPROM.The functionality of the PLC has evolved over the years to include sequential relay control, motion control, process control, distributed control systems and networking. The data handling, storage, processing power and communication capabilities of some modern PLCs are approximately equivalent to desktop computers. PLC-like programming combined with remote I/O hardware, allow a general-purpose desktop computer to overlap some PLCs in certain applications. Regarding the practicality of these desktop computer based logic controllers, it is important to note that they have not been generally accepted in heavy industry because the desktop computers run on less stable operating systems than do PLCs, and because the desktop computer hardware is typically not designed to the same levels of tolerance to temperature, humidity, vibration, and longevity as the processors used in PLCs. In addition to the hardware limitations of desktop based logic, operating systems such asWindows do not lend themselves to deterministic logic execution, with the result that the logic may not always respond to changes in logic state or input status with the extreme consistency in timing as is expected from PLCs. Still, such desktop logic applications find use in less critical situations, such as laboratory automation and use in small facilities where the application is less demanding and critical, because they are generally much less expensive than PLCs.In more recent years, small products called PLRs (programmable logic relays), and also by similar names, have become more common and accepted. These are very much like PLCs, and are used in light industry where only a few points of I/O (i.e. a few signals coming in from the real world and a few going out) are involved, and low cost is desired. These small devices are typically made in a common physical size and shape by several manufacturers, and branded by the makers of larger PLCs to fill out their low end product range. Popular names include PICO Controller, NANO PLC, and other names implying very small controllers. Most of these have between 8 and 12 digital inputs, 4 and 8 digital outputs, and up to 2 analog inputs. Size is usually about 4" wide, 3" high, and 3" deep. Most such devices include a tiny postage stamp sized LCD screen for viewing simplified ladder logic (only a very small portion of the program being visible at a given time) and status of I/O points, and typically these screens are accompanied by a 4-way rocker push-button plus four more separate push-buttons, similar to the key buttons on a VCR remote control, and used to navigate and edit the logic. Most have a small plug for connecting via RS-232 or RS-485 to a personal computer so that programmers can use simple Windows applications for programming instead of being forced to use the tiny LCD and push-button set for this purpose. Unlike regular PLCs that are usually modular and greatly expandable, the PLRs are usually not modular or expandable, but their price can be two orders of magnitude less than a PLC and they still offer robust design and deterministic execution of the logic.4.PLC TopicsThe main difference from other computers is that PLCs are armored for severe conditions (such as dust, moisture, heat, cold) and have the facility for extensive input/output (I/O) arrangements. These connect the PLC to sensors and actuators. PLCs read limit switches, analog process variables (such as temperature and pressure), and the positions of complex positioning systems. Some use machine vision. On the actuator side, PLCs operate electric motors, pneumatic or hydraulic cylinders, magnetic relays, solenoids, or analog outputs. The input/output arrangements may be built into a simple PLC, or the PLC may have external I/O modules attached to a computer network that plugs into the PLC.4.2System scaleA small PLC will have a fixed number of connections built in for inputs and outputs. Typically, expansions are available if the base model has insufficient I/O.Modular PLCs have a chassis (also called a rack) into which are placed modules with different functions. The processor and selection of I/O modules is customised for the particular application. Several racks can be administered by a single processor,and may have thousands of inputs and outputs. A special high speed serial I/O link is used so that racks can be distributed away from the processor, reducing the wiring costs for large plants.4.3User interfacePLCs may need to interact with people for the purpose of configuration, alarm reporting or everyday control.A simple system may use buttons and lights to interact with the user. Text displays are available as well as graphical touch screens. More complex systems use a programming and monitoring software installed on a computer, with the PLC connected via a communication interface.PLCs have built in communications ports, usually 9-pin RS-232, but optionally EIA-485 or Ethernet. Modbus, BACnet or DF1 is usually included as one of the communications protocols. Other options include various fieldbuses such as DeviceNet or Profibus. Other communications protocols that may be used are listed in the List of automation protocols.Most modern PLCs can communicate over a network to some other system, such as a computer running a SCADA (Supervisory Control And Data Acquisition) system or web browser.PLCs used in larger I/O systems may have peer-to-peer (P2P) communication between processors. This allows separate parts of a complex process to have individual control while allowing the subsystems to co-ordinate over the communication link. These communication links are also often used for HMI devices such as keypads or PC-type workstations.PLC programs are typically written in a special application on a personal computer, then downloaded by a direct-connection cable or over a network to the PLC. The program is stored in the PLC either in battery-backed-up RAM or some other non-volatile flash memory. Often, a single PLC can be programmed to replace thousands of relays.Under the IEC 61131-3 standard, PLCs can be programmed using standards-based programming languages. A graphical programming notation called Sequential Function Charts is available on certain programmable controllers. Initially most PLCs utilized Ladder Logic Diagram Programming, a model which emulated electromechanical control panel devices (such as the contact and coils of relays) which PLCs replaced. This model remains common today.IEC 61131-3 currently defines five programming languages for programmable control systems: FBD (Function block diagram), LD (Ladder diagram), ST (Structured text, similar to the Pascal programming language), IL (Instruction list, similar to assembly language) and SFC (Sequential function chart). These techniques emphasize logical organization of operations.While the fundamental concepts of PLC programming are common to all manufacturers, differences in I/O addressing, memory organization and instruction sets mean that PLC programs are never perfectly interchangeable between differentmakers. Even within the same product line of a single manufacturer, different models may not be directly compatible.5.PLC compared with other control systemsPLCs are well-adapted to a range of automation tasks. These are typically industrial processes in manufacturing where the cost of developing and maintaining the automation system is high relative to the total cost of the automation, and where changes to the system would be expected during its operational life. PLCs contain input and output devices compatible with industrial pilot devices and controls; little electrical design is required, and the design problem centers on expressing the desired sequence of operations. PLC applications are typically highly customized systems so the cost of a packaged PLC is low compared to the cost of a specific custom-built controller design. On the other hand, in the case of mass-produced goods, customized control systems are economic due to the lower cost of the components, which can be optimally chosen instead of a "generic" solution, and where the non-recurring engineering charges are spread over thousands or millions of units.For high volume or very simple fixed automation tasks, different techniques are used. For example, a consumer dishwasher would be controlled by an electromechanical cam timer costing only a few dollars in production quantities.A microcontroller-based design would be appropriate where hundreds or thousands of units will be produced and so the development cost (design of power supplies, input/output hardware and necessary testing and certification) can be spread over many sales, and where the end-user would not need to alter the control. Automotive applications are an example; millions of units are built each year, and very few end-users alter the programming of these controllers. However, some specialty vehicles such as transit busses economically use PLCs instead of custom-designed controls, because the volumes are low and the development cost would be uneconomic.Very complex process control, such as used in the chemical industry, may require algorithms and performance beyond the capability of even high-performance PLCs. Very high-speed or precision controls may also require customized solutions; for example, aircraft flight controls.Programmable controllers are widely used in motion control, positioning control and torque control. Some manufacturers produce motion control units to be integrated with PLC so that G-code (involving a CNC machine) can be used to instruct machine movements.PLCs may include logic for single-variable feedback analog control loop, a "proportional, integral, derivative" or "PID controller". A PID loop could be used to control the temperature of a manufacturing process, for example. Historically PLCs were usually configured with only a few analog control loops; where processes required hundreds or thousands of loops, a distributed control system (DCS) would instead be used. As PLCs have become more powerful, the boundary between DCS and PLC applications has become less distinct.PLCs have similar functionality as Remote Terminal Units. An RTU, however, usually does not support control algorithms or control loops. As hardware rapidlybecomes more powerful and cheaper, RTUs, PLCs and DCSs are increasingly beginning to overlap in responsibilities, and many vendors sell RTUs with PLC-like features and vice versa. The industry has standardized on the IEC 61131-3 functional block language for creating programs to run on RTUs and PLCs, although nearly all vendors also offer proprietary alternatives and associated development environments.6.Digital and analog signalsDigital or discrete signals behave as binary switches, yielding simply an On or Off signal (1 or 0, True or False, respectively). Push buttons, limit switches, and photoelectric sensors are examples of devices providing a discrete signal. Discrete signals are sent using either voltage or current, where a specific range is designated as On and another as Off. For example, a PLC might use 24 V DC I/O, with values above 22 V DC representing On, values below 2VDC representing Off, and intermediate values undefined. Initially, PLCs had only discrete I/O.Analog signals are like volume controls, with a range of values between zero and full-scale. These are typically interpreted as integer values (counts) by the PLC, with various ranges of accuracy depending on the device and the number of bits available to store the data. As PLCs typically use 16-bit signed binary processors, the integer values are limited between -32,768 and +32,767. Pressure, temperature, flow, and weight are often represented by analog signals. Analog signals can use voltage or current with a magnitude proportional to the value of the process signal. For example, an analog 0 - 10 V input or 4-20 mA would be converted into an integer value of 0 - 32767.可编程逻辑控制器可编程逻辑控制器(PLC)或可编程序控制器是用于机电过程自动化的数字计算机,例如控制机械厂生产线、游乐设施或照明装置。

盐城纺织职业技术学院毕业设计(论文)基于PLC控制的物料分拣装置班级电气1012专业电气工程及其自动化所在系机电工程系指导老师目录摘要 (3)ABSTRACT (4)绪论 (5)第1章材料分拣装置结构及总体设计 (6)1.1 材料分拣装置工作过程概述 (6)1.1.1分拣单元的结构组成 (7)1.2 系统的技术指标 (7)1.3 系统的设计要求 (7)1.3.1 功能要求 (8)1.3.2 系统的控制要求 (8)第2章控制系统的硬件设计 (8)2.1 系统的硬件结构 (8)2.2 系统关键技术 (9)2.2.1 确定I/ O 点数 (9)2.3检测元件与执行装置的选择 (11)2.3.1 光电编码器 (11)2.3.2 光电传感器 (13)2.3.3 光纤传感器 (14)2.3.4电感接近开关 (16)2.3.5磁性开关 (17)2.3.6通用变频器驱动装置 (18)2.3.7电磁阀组和气动控制回路 (21)第3章控制系统的软件设计 (21)3.1 控制系统流程图设计 (22)3.2 控制系统程序梯形图设计 (23)第4章控制系统的调试 (30)4.1 硬件调试 (30)4.2 软件调试 (30)4.3 整体调试 (30)结论 (31)致谢 (32)参考文献 (33)摘要本论文阐述了利用西门子生产的一种YL335B小型物料分拣,结合气动、传感器和位置控制等技术,并运用梯形图编程,实现对铝块及白色、黑色共三种材料的自动分拣。
该系统的通用性极强,可靠性好,程序开发简单,可适应进行材料分拣生产线的需求。
目前自动分拣已逐渐成为主流,因为自动分拣是从货物进入分拣系统送到指定的分配位置为止,都是按照人们的指令靠自动分拣装置来完成的。
这种装置是由接受分拣指示情报的控制装置、计算机网络,把到达分拣位置的货物送到别处的的搬送装置。
由于全部采用机械自动作业,因此,分拣处理能力较大,分拣分类数量也较多。
关键词:PLC,材料分拣,梯形图编程ABSTRACTThe paper explained how to combine the mini YL-335B that was made by Siemens with pneumatic sensor and position control technology and program with the ladder—shape figure, designing the automatic system that sorts out aluminum 、black plastics and whrit plastics . The flexibility of this system is fine, the reliability is also excellent and programming is easy. It adapts to elasticity production line for materials sorting.At present the automatic sort gradually has become the mainstream, because the automatic sort is enters the assignment position from the cargo which the sort system delivers assigns up to, all is defers to people's instruction to depend on the automatic sorting equipment to completed. This kind of equipment is by accepts the sort instruction information the control device, the computer network elsewhere, arrives sorts the position the cargo delivers moves to delivers. Because uses the machinery automatic work completely, therefore, sort handling ability is big, sort classification quantity are also many.Key Words :PLC,Automatic Sorting System,The Ladder-shape Program绪论分拣是把很多货物按品种从不同的地点和单位分配到所设置的场地的作业。

本科生毕业设计(论文)学院:电子与电气工程学院专业:自动化学生:指导教师:完成日期年月基于S7-300 PLC物料分拣系统的软件设计Software Design of Material SortingSystem Based on S7-300 PLC总计:29页表格:3个插图: 20 幅本科毕业设计(论文)基于S7-300 PLC物料分拣系统的软件设计Software Design of Material Sorting System Based on S7-300 PLC学院:电子与电气工程学院专业:自动化学生姓名:学号:指导教师(职称):评阅教师:完成日期:基于S7-300 PLC物料分拣系统的软件设计自动化专业[摘要] 本文是基于西门子S7-300 PLC和西门子触摸屏的物料分拣系统设计。
采用S7-300 PLC为控制器,以西门子触摸屏为人机对话接口。
通过分析控制系统的工艺流程,利用西门子编程软件STEP 7完成了PLC的程序设计,实现了气动机械手对物料的分拣功能。
同时使用西门子HMI软件Wincc Flexible设计系统监控画面,定义I/O 设备,构造数据库,建立动画连接并与硬件系统进行了联合调试,在触摸屏上实现了对系统的实时控制。
[关键词]物料分拣;气动机械手;S7-300 PLC;触摸屏Software Design of Material SortingSystem Based on S7-300 PLCAutomation Specialty XU Bao-haiAbstract: This paper designs the material sorting system on the basis of Siemens S7-300 PLC and Siemens touch screen. S7-300 PLC is utilized as the controller and Siemens touch screen is adopted as the human machine interface conversation. By analyzing the control system process flows, PLC procedures are designed by means of Siemens’programming software STEP 7, and the purpose of materials’ sorting function with pneumatic manipulator is achieved. Meanwhile, Siemens’ HMI software, Wincc Flexible, is used to design monitor- ing screen of system, to define I/O equipments, to construct the database, to build animation and to debug on-line with hardware system. In the end, the goal of real time monitoring for the system on the touch screen is achieved.Key words: Material sorting; pneumatic manipulator; S7-300 programmable logic controller; touch screen目录1 引言 (1)1.1 物料分拣系统的概述 (1)1.2 物料分拣系统的国内外研究现状 (1)1.3 研究的目的及意义 (1)2 物料分拣系统的硬件分析 (2)2.1 控制系统的设计 (2)2.1.1 物料分拣系统的分析 (2)2.1.2 控制器的选型 (2)2.2 空气压缩机的工作原理及使用 (3)2.3 接近开关的工作原理 (3)2.4 带磁性开关的气缸的工作原理 (4)2.5 光纤传感器的工作原理 (4)2.6 电控换向阀的工作原理 (4)2.7 NPN型电平与PNP型的转换 (5)2.8 物料分拣系统的结构 (5)3 物料分拣系统的软件设计 (6)3.1 PLC程序设计步骤 (6)3.2 机械手移动的工艺流程 (7)3.3 PLC程序的地址分配 (7)3.4 程序流程图的设计 (8)3.4.1 物料分拣系统的工作流程 (8)3.4.2 程序流程图的设计 (10)3.5 物料分拣系统程序的设计 (10)3.5.1 PLC的编程原则 (10)3.5.2 STEP 7 V5.4编程软件的使用 (10)3.5.3 程序的设计 (13)4 HMI(触摸屏)的应用 (13)4.1 HMI概述 (13)4.2 HMI实现方法和步骤 (13)4.2.1 HMI组态 (13)4.2.2 HMI与PLC的连接和传送 (16)结束语 (18)参考文献 (19)附录..................................................... 错误!未定义书签。
外文翻译PLC今天PLC (programmable logical controller),可编程序逻辑控制器)面临着更为复杂的挑战。
当初,它们悄悄地取代了继电器、接触器并时不时见诸于公司主框架的报告。
而今,他们已经组成了各种单元、被赋予新的任务、使用新的语言,并面临着与各种新型控制产品竞争。
作为每年一度PLC技术最新报道,我们请教了PLC市场销售人员,制作了这个专刊。
编程语言高级PLC编程语言已经在有些方面很普及,但是最近高级编程语言已经迅速发展。
西门子的总经理兼生产部长指出:“可编程控制在被广泛的应用与于精密操作,除了梯形图逻辑以外的编程语言变得更加实用、有效和强大。
例如,用梯形图逻辑写一个三角函数公式是非常困难的。
”被接收的语言包括Boolean,控制系统流程图编制,和如公式编制语言Graphtec和与它类似的语言,并且还有增加的重要语言如C语言和BASIC语言。
过程控制中的PLCPLC还没有广泛的应用于过程控制中。
是否会一直这样下去呢?北美GE Fanuc一系列和六系列的生产企划经理Ken Jeannette说:“我觉得PLC将被用于过程控制但是对于过程控制又不是必须的。
”一些厂家十分确定PLC不会广泛用于过程控制。
Rich Ryan经理提到PLC 在食品、化学和石油等工业领域越来越多的应用。
他认为PLC适合应用于场合有两种,他说:“第一,过程控制系统的型号不适合离散控制系统,刚开始这些产品的价格非常的高。
而一个可编程控制器以它的体积小,价格低顺理成章的被应用。
第二,你必须把电路和逻辑紧密的结合起来。
例如,一组基本的控制器,连续的过程变量紧密的互相联系在一起,以至于用可编程控制器来完成一系列的逻辑胜过没有离散控制器的系统。
”Triconex 的总裁Bill Barkovitz预测:“今后所有的控制器在过程控制系统的业务将引用更多的PLC技术,PLC功能比以往任何时候都要多。
”通信和生产自动化协议(MAP)通信对于个人自动单元和自动化产业是很重要的。
在过去的几年里,我们听到许多关于生产自动化协议的事情,并且许多公司已经加入大有成功希望的事业。
然而,当一个完善的生产自动化协议说明书没有及时出现时许多公司都很失望。
Larry Kotare说:”现在,生产自动化协议仍然是生产中一个发展的对象,一个说明书并不是最终的结果。
例如,虽然当新的生产自动化协议MAP3.0版本使用之时以MAP2.1版本为基础的产品将会被汰,但是现在人们仍然将产品用于MAP2.1版。
由于这些原因,许多PLC厂家紧盯着MAP的最新成果。
如欧姆龙公司正在进行一个有关MAP兼容性的项目。
但是欧姆龙生产部门总经理Frank Newborn 说由于缺少一个固定的标准,欧姆龙的产品并不涉及到MAP。
由于个体PLC不可能无论何时广泛的涉及到MAP,生产厂家正在考虑专用网络。
根据Sal Probanzano的说法,用户担心如果他们广泛的应用生产厂家将会收回MAP,这样将会留下一个不支持通信的交流框架。
通用的I/O然而关于 PLC 的兼容问题不同厂商的仍有顾虑,在另一端连接的 I/O 问题,更是支离破碎的。
除了少数例外,I/O 仍然是专有技术。
然而,还是有那些觉得 I/O 最终将更普及。
GE Fanuc 希望用它的智能 I/O 线这么做。
各个独立 I/O 制造商都在向同一方向进发。
许多人说,I/O 是这样一个高价值项目, PLC 制造商将永远希望保持它的专有性。
就像Ken Jannotta说的:“ I/O 将在硬件销售中不成比例。
当然每个 PLC 供应商将试图保护这一点。
”出于这个原因,他说,PLC 的制造商将不会开始销售其他厂商的通用 I/O 。
“如果我们开始销售那种产品,那我们还有什么可生产的?” Jannotta 说道。
随着更多智能 I/O 出现,Sal Provanzano 认为在不同的制造商中间这将导致更多的分化。
“当 I/O 变得非常只能,并成为系统的一部分,到底哪个是I/O,哪个是CPU真的很难定义。
如果你愿意,CPU 也同样可以纳入 I/O 的系统”。
PLC的I/O和个人电脑的连接虽然不同的 PLC 厂商可能会继续用专有的 I/O,但一些厂商使 I/O 连接到 IBM PC 这样的兼容设备成为可能。
Alle - bradeley 和辛辛那提米拉克龙公司已经拥有,并有传言说,GE计划将沿着同样的思路。
Bill Ketelhut, GE Fanuc 北美的产品规划经理,认为是 I/O 的普及“我觉得多个主机接口将代替 I/O 。
”他说。
朱迪格洛尔,Square D 自动化产业市场经理,将 PLC 看做是工业电脑。
PLC和个人电脑如果 IBM 7552,行动仪器 BC22,和其他计算机出现在工厂,这难道不意味着对 PLC 的新竞争。
“有一些对于更有利于电脑的控制功能。
可编程程序控制器被迫适应的这些要求。
” Rich Ryan说。
然而,在我们调查的厂商多数不认为“个人电脑入侵”将对他们产生影响。
大多数人说,PLC和PC除架构之外,他们通常会做足够的控制。
他们认为PC会做PLC的工作紧紧是因为现在PLC I/O 模块能跟PC连接。
他们相信这只是意味着,PLC 和个人电脑将能够共享相同的数据。
富瑞恩说:“通用的计算机和可编程控制器内在结构不同,硬件结构有内置到几乎每一个制造商的可编程控制器。
如今定制的硬件来运行梯形逻辑,解决机器代码。
”他引用的一个根本的区别称呼为“机器状态”富瑞安说:“当你关闭机器,或中断周期,或者跳转到另一个周期,可编程控制器本身记得机器的状态:定时器状态是什么,计数器状态是什么,锁存的状态是什么,但计算机本身不这样做。
PLCPLCs(programmable logical controller) face ever more complex challengesthese days . Where once they quietly replaced relays and gave an occasiona l report to a corporate mainframe, they are now grouped into cells, given new job and new languages, and are forced to compete against a growing array of control products. For this year's annual PLC technology update ,we queried PLC makers on these topic s and more .Programming languagesHigher level PLC programming languages have been around for some time ,but l ately their popularity has mushrooming. "As Raymond Leveille, vice president & gen eral manager, Siemens Energy &Automation .inc; Programmable controls are being u sed for more and more sophisticated operations, languages other than ladder logic bec ome more practical, efficient, and powerful. For example, it's very difficult to write a t rigonometric function using ladder logic ."Languages gaining acceptance include Boo lean, control system flowcharting, and such function chart languages as Graphcet and its variation .And there's increasing interest in languages like C and BASIC.PLCs in process controlThus far, PLCs have not been used extensively for continuous process control .W ill this continue? "The feeling that I've gotten," says Ken Jannotta, manger, product pl anning, series One and Series Six product ,at GE Fanuc North America ,'is that PLCs will be used in the process industry but not necessarily for process control."Several vendors -obviously betting that the opposite will happen -have introduce d PLCs optimized for process application .Rich Ryan, manger, commercial marketing, Allen-bradley Programmable Controls Div., cites PLCs's increasing use such industri es as food ,chemicals ,and petroleum. Ryan feels there are two types of applications in which they're appropriate. "one," he says," is where the size of the process control sys tem that's being automated doesn't justify DCS[distributed control system].With the st arting price tags of chose products being relatively high, a programmable controller m akes sense for small, low loop count application .The second is where you have to integrate the loop closely with the sequential logical .Batch controllers are prime example ,where the sequence and maintaining theprocess variable are intertwined so closely th at the benefits of having a programmable controller to do the sequential logical outwei ghs some of the disadvantages of not having a distributed control system."Bill Barkovitz, president of Triconex, predicts that "all future controllers that co me out in the process control system business will embrace a lot of more PLC technol ogy and a lot more PLC functionality than they ever did before ."Communications and MAPCommunications are vital to an individual automation cell and to be automated f actory as a whole. We've heard a lot about MAP in the last few years ,and a lot of com panies have jumped on the bandwagon.Many, however, were disappointed when a ful ly-defined and completed MAP specification didn't appear immediately .Says Larry K omarek: "Right now, MAP is still a moving target for the manufacturers, a specificatio n that is not final .Presently, for example. people are introducing products to meet the MAP2.1standard .Yet2.1-based products will be obsolete when the new standard for MAP3.0 is introduced."Because of this, many PLC vendors are holding off on full MAP implementation s. Omron, for example, has an ongoing MAP-compatibility program;but Frank Newbu rn, vice president of Omron's Industrial Division ,reports that because of the lack of a firm definition ,Omron's PLCs don't yet talk to MAP.Since it's unlikely that an individual PLC would talk to broad MAP anyway, mak ers are concentrating on proprietary networks. According to Sal Provanzano, users fea r that if they do get on board and vendors withdraw from MAP, they'll be the ones left holding a communications structure that's not supported.Universal I/OWhile there are concerns about the lack of compatible communications between PLCs from different vendors, the connection at the other end-the I/O-is even more fra gmented .With rare exceptions, I/O is still proprietary .Yet there are those who feel tha t I/O will eventually become more universal .GE Fanuc is hoping to do that with its Genius smart I/O line. The independent I/O makers are pulling in the same direction.Many say that I/O is such a high-value item that PLC makers will always want to keep it proprietary .As Ken Jannotta, says: "The I/O is going to be a disproportionate amount of the hardware sale. Certainly each PLC vendor is going to try to protect that . "For that reason, he says, PLC makers won't begin selling universal I/O system from other vendor. "if we start selling that kind of product, "says jannotta, "what do we man ufacture?"With more intelligent I/O appearing, Sal Provanzano feels this will lead to more differentiation among I/O from different makers. "Where the I/O becomes extremely i ntelligent and becomes part of the system, "he says, "it really is hard to define which i s the I/O and which is CPU. It really CPU, if you will, is equally integrated into the sy stem as the I/O."Connecting PLC I/O to PCsWhile different PLCs probably will continue to use proprietary I/O, several vend ors make it possible to connect5 their I/O to IBM PC-compatible equipment. Alle-br adeley, Could, and Cincinnati Milacron already have, and rumor has it that GE is plan ning something along these same lines .Bill Ketelhut, manage of product planning at GE Fanuc North America ,sees this sort of thing as alternative to universal I/O."I thin k the trend ,instead of toward universal I/O, will be multiple host interface ," he says . Jodie Glore ,director of marking, Square D Automation Products, Views it as another i ndication that PLCs are, and have been for some time, industrial computers.PLCs and PCsIf the IBM 7552, the Action Instruments BC22,and other computers are appearin g on the factory floor, won't this mean new competition for PLCs? Rich Ryan: "There are some control functions that are better jobs for computers. Programmable controlle rs have been forced to fit into those applications. "Yet, the majority of vendors we sur veyed don't like the "PC invasion" will pose a problem for them .Most said that PLCs and PCs are enough apart in architecture that they will usually do the control. They do n't feel that PCs will take jobs from PLCs just because PLC I/O modules can now be connected to PCs; they believe this simply means that PLCs and PCs will be able to sh are the same data."There are inherent architectural differences between a general purpose computer ," says Rich Ryan, "and a programmable controller .There are hardware constructs bui lt into almost every manufacture's programmable controller today that customize the h ardware to run ladder logic and to solve machine code. "One fundamental difference h e cites is called state of the machine .Ryan: "When you shut the machine off, or interr upt the cycle, or you jump to another spot in the cycle, programmable controllers inhe rently remember the state of the machine: what the timers were, what the counters wer e ,what the states of all the latches were .Computers don't inherently do that."。