说明: (1)G00指令刀具相对于工件从当前位置以各轴预先设定的 快移进给速度移动到程序段所指定的下一个定位点; (2)G00指令中的快进速度由机床参数对各轴分别设定,不能用
程序规定。由于各轴以各自速度移动,不能保证各轴同时到达终点, 因而联动直线轴的合成轨迹并不总是直线。
(3)快移速度可由面板上的快速修调旋钮修正。
G01Z0F0.1;
X60.Z-30.;
W-20.; G02U40.W-20.R2X120.; G00X200.Z100.;
M05;
M30;
第四节 车削固定循环
例7
T0202 S800M03
G00X28.Z2.
G71P10Q20 N10G41G00X46.
U-4.Z-2.
G01X32. G01Z-70.
N20G40G01X28.
M05
M30
第四节 车削固定循环
2.端面车削固定循环(G72)
1)格式 G72W(△d)R(e) G72P(ns)Q(nf)U(△u)W(△w)F(f)S(s)T(t)
△t,e,ns,nf, △u, △w,f,s及t的含义与G71相同
第四节 车削固定循环
2)功能 如果在下图用程序决定A至A’至B的精加工形状,用△d(切削深度) 车掉指定的区域,留精加工预留量△u/2及△w。
第四节 车削固定循环
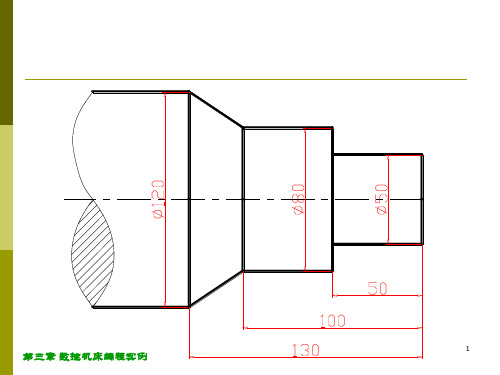
例6
R20
20 40 30
φ110 φ60 φ40
T0101; S800M03; G00X120.Z2.;
N10G42G00X40.;
量,为零时可省略。
第二节 数控车床的基本指令
5.暂停指令G04
格式:G04 X(P) ,
说明: (1) G04在前一程序段的速度降到零之后才开始暂停动作。