四辊轧机设计演示
- 格式:pptx
- 大小:217.43 KB
- 文档页数:13
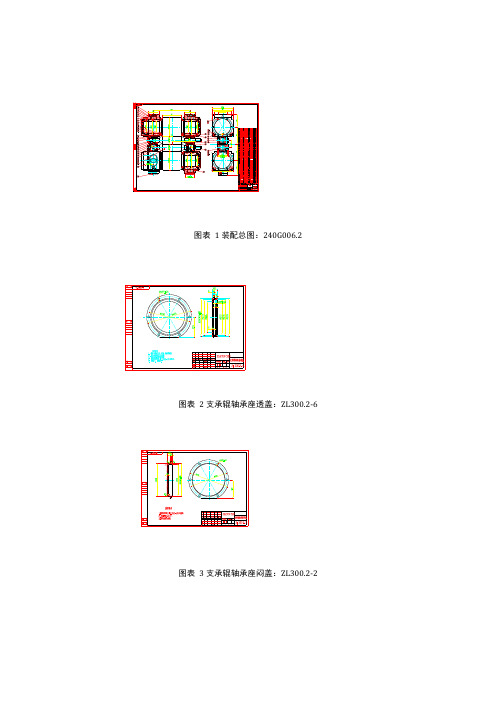
图表1装配总图:240G006.2
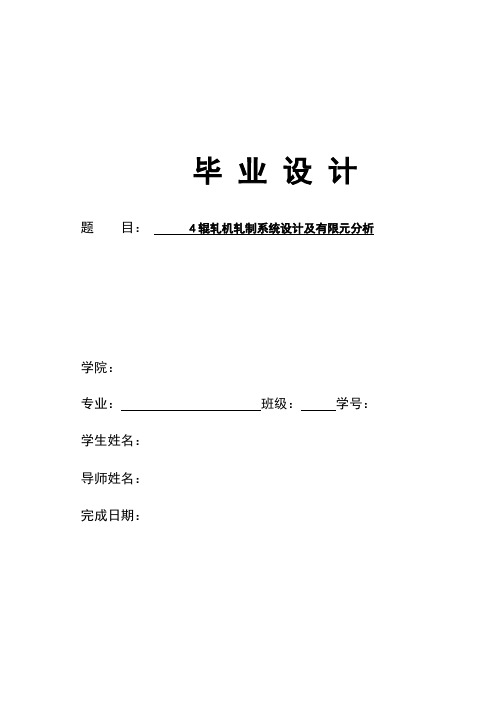
图表2支承辊轴承座透盖:ZL300.2-6
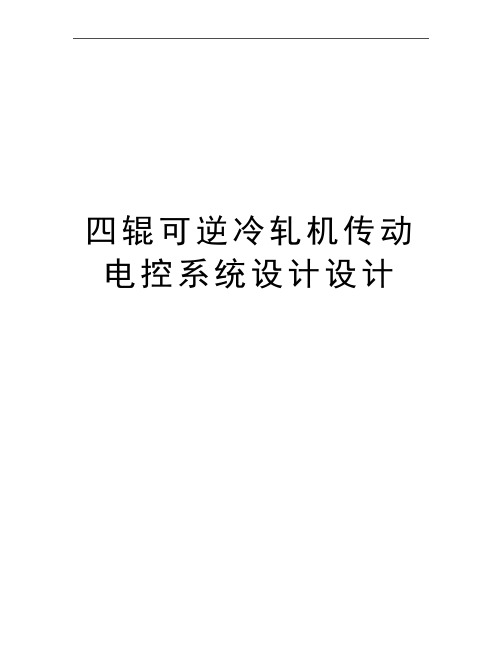
图表3支承辊轴承座闷盖:ZL300.2-2
图表4支承辊压盖:ZL300.2-3
图表5支承辊密封圈:ZL300.2-5
图表6支承辊:ZL240G.2P-2
图表7销轴(一):ZL240G.2-19
图表8销轴(二):ZL240G.2-27
图表9下支承辊左轴承座:ZL240G.2P-6
图表10下支承辊右轴承座:ZL240G.2P-7
图表11下工作辊左轴承座:ZL240G.2D-12
图表12下工作辊右轴承座:ZL240G.2D-18改
图表13上支承辊左轴承座:ZL240G.2P-1
图表14上工作辊左轴承座:ZL240G.2D-8
图表15上工作辊右轴承座:ZL240G.2D-20改
图表16密封圈压盖:ZL240G.2A-10
图表17螺钉销:ZL240G.2-20
图表18工作辊轴承座压盖:ZL240G.2A-7
图表19工作辊轴承座透盖:240G006.2-2
图表20工作辊轴承座闷盖:ZL240G.2A-6
图表21工作辊:240G006.2-1
图表22顶轴:ZL240G.2A-20
图表23垫片组:ZL240G.2-28
图表24垫板:ZL300.2-25
图表25挡环(一):ZL240G.2-18
图表26挡环(二):ZL240G.2-26
图表27弹簧:ZL240G.2-21。

四辊可逆式冷轧机的压下装置设计摘要压下系统是连轧机的关键设备之一,其设计制造水平直接影响成品的质量和生产企业的经济效益。
目前国内广泛应用的连轧管机组中大部分采用的是电动压下系统。
和电动压下相比,液压压下有其无可比拟的优势。
由于国内在这方面的研究起步较晚,只有宝钢、天津钢管公司等少数大型企业连轧机采用了液压压下系统。
液压压下系统代表了当今轧机组工艺设计和制造的最新发展水平,为了打破国外企业在这方面的技术垄断,提高我国连轧机组设计制造在国际上的竞争力,设计制造出国产采用液压压下系统的连轧机组是十分必要的,因此对连轧管机液压压下系统的研究具有重要的理论和实际意义。
本课题研究的主要内容是设计出一套用于连轧机的液压伺服压下系统,用来对连轧机轧辊的压下位置进行控制。
关键词:四辊可逆冷轧机;液压压下系统;液压缸ABSTRACTThe press down device is one of the key equipment of the tube mill,its design and manufacture level directly influences the end product quality of seamless steel pipe and the benefit of production enterprise.At present the electric screw down gear is mostly used in the tube rolling train that is widely applied in home.With electric screw down gear comparing,the hydraulic press down system has its incomparable superiority.Because the domestic studies on this aspect are late,only the tube mills from oversea that are adopted in the minority major corporations such as Bao Steel Corporation、Tianjin Steel pipe Company and So on useing the hydraulic press down system,which has represented now most recent development level of the technological design and manufacture of the tube rolling train.It is very necessary to design andmanufacture the homemade tube rolling train with hydraulic press down system,in order to break the monopoly of overseas enterprise and enhance our countrymanufacture the homemade tube rolling train with hydraulic press down system,in order to break the monopoly of overseas enterprise and enhance our country.KEY WORDS:draulic press down system;tube mill;Four-high reversing mill第一章 绪论1.1 液压控制系统1.1.1 液压控制系统概述液压系统是以电机提供动力基础,使用液压泵将机械能转化为压力,推动液压油。

毕业设计(论文)任务书摘要∅∅⨯小型四辊冷轧机,其特点是工作稳定、操作简单、轧制本轧机为190/500450板形好。
本设计主要是针对此轧机的轧辊系统,考虑到产品的稳定性、结构布局、使用寿命,进行轧辊的尺寸计算、刚强度校核、弯曲变形校核、轧辊轴承的选择和使用寿命校核。
同时采用了工作辊传动,这种形式对轧制过程比较有利。
设计中运用斯通公式计算轧制力,由于轴承座的固定性,轴承座要承受偏负荷,轴承磨损严重不但减小使用寿命而且影响轧辊的外形进而对轧制板形产生极大的影响,轧制力大时影响更明显。
因此轧辊的尺寸设计、材料选择很重要而且必须对轧辊和轴承进行必要的校核。
关键词:四辊冷轧机、轧辊、轧辊轴承、轧制力Abstract∅∅⨯small four-high cold rolling mill, characterized by The mill is 190/500450stability、simple in operation and good shape by rolling. This design main for the mill’s roller system, take the mill’s stability、configuration and the service life, it’s necessary to checkout the intensity、barely and distortion by bending of the rollers and the service life of the bearing besides calculate the sizes of the rollers and choosing the bearings. At the same time, drive work roll is the main drive mode for this mill, which form is more favorable for the rolling process.It’s well-off during the design. In the design I have found that due to the fixity of the bearing chock, the biased load will appear in the bearing chock, and the bearings will fray badly, which leads to the short service life of the bearings and influences the rollers’ shape , and then influence of the sizes of the rolling steels, the infection will be strictness under the heavy roll force. Therefore, it’s important to design the rollers’ size and choose of the material, it is must to checkout the rollers and the bearings.Keywords:4-high cold rolling mill、roller、roller bearing、roll force前言50年代以来,我国的钢铁工业取得了巨大的成就,轧钢生产是将钢锭或钢坯轧制成钢材的生产环节。

2011毕业设计任务技术性能参数:设计题目:高精度四辊带钢冷轧机组设计技术参数:工作辊直径*辊身长:Φ150/Φ160 * 500mm支持辊直径*辊身长:Φ380/Φ400 * 400mm辊身有效宽:400mm最大轧制力:1500 KN轧制速度:≤3m/s新辊时最大开口度 10mm来料厚度:2mm来料宽度:150~320mm成品厚度:0.2~0.5mm序号总图装配图1 零件图1 零件图2 零件图31 Y 辊系装配2 Y 机架装配3 Y 工作辊换辊装置装配4 Y 张力测量装置装配5 Y 卷筒装配说明:1.按序号1-5,每人分配一个设计任务,每个人的设计工作量为3.5 ~ 4个A1。
2.总图由大家合作完成,参考资料中有总图的参考图,两个文件,不同视图。
完成后可将总图打印为A0。
3.装配图每人分配一个任务。
完成后打印为A1。
4.选取装配图中主要的三个零件,绘出零件图,图幅A2或A3,零件图总计工作量不小于1个A1。
5.设计画图的同时完成设计任务书。
设计人签字:指导教师签字:教研室主任签字:四辊可逆式轧机摘要作为国民经济支柱的钢铁工业,其发展必须符合新型工业化的战略,把技术革新和可持续发展放在重要地位。
未来的轧钢生产工艺流程将更加紧凑;达到铸-轧一体化,用高新技术改造轧钢工艺,实现所谓的“最小压缩比轧制”,这必将推动计算机控制的进一步深入应用,从而实现计算机模型控制向人工智能的转化。
本次设计任务是设计一台四辊可逆式轧机,配合PLC 控制系统,从而实现多参数在线控制轧制,提高带钢的品质。
四辊可逆式冷轧机,衔接连铸后的技术工艺,减少工艺,可实现往返可逆轧制。
四辊轧机还能提供较大的轧制压力,提高软件的可轧硬度范围,实现产品规格多样化。
与PLC 相配合使用,能人口智能控制带钢厚度偏差。
实现“最小压缩比轧制”。
同时降低库存,提高资金周转利用率,最终降低成本。
关键词:四辊轧机;最小压缩比;PLC;可逆式。
Four high reversing millsAbstractIron and steel industry ,as the pillar of national industry ,its developmentmust accord with stratedy of new industrilation,and put technology innovation and sustainable development on important position .Tecnological process of rolling steel production in the future will be more compact,realize integration of casting and rolling and make so-called “rolling w ith minimum compress rate”come true by using high-and-new technology ,which will put computer control forward and make the transforn from computer model control to antifical intelligence control.The task of this design is to design a four high reversing mills,with PLC control system ,to realize multi-parameter online control and improve quality of steel strip.Four high reversing cold-rolling mills,which links up the technology process of post-casting and reduces working procedures,can realize reversing rolling.Four high reversing mills also can provide more rolling prossure to improve the range of rollable hardness and diversify the specification of product.With the cooperation of PLC,four-high resersing mills can control hardness deviation of steel strip by artifical intelligence,and realize “rolling of minimum compress rate”,and at the same time,improve utilization ratio of capital turnover, reduce stock and cost.Key Words: four high mills;minimum compress rate;P LC;reversing.目录前言........................................................... - 1 - 第1章轧辊的工艺计算.......................................... - 3 -1.1 轧辊的基本参数......................................... - 3 -1.2 轧辊的材料和表面硬度................................... - 5 -1.3 轧辊的强度校核......................................... - 5 -1.4 工作辊与支承辊的接触应力............................... - 9 -1.5 轧辊的变形计算........................................ - 10 -1.6 工作辊与支承辊见的弹性压扁............................. - 11 - 第2章轧辊轴承............................................... - 12 -2.1 轴承的选择............................................. - 12 -2.2 轴承寿命计算........................................... - 12 -2.3 轧辊轴承润滑........................................... - 13 - 第3章压下螺丝与压下螺母的工艺参数........................... - 14 -3.1 压下螺丝的选择......................................... - 14 -3.2 压下螺母的选择......................................... - 14 -3.3 压下螺丝的传动力矩和压下电机功率....................... - 15 -3.4 电机的选择............................................. - 16 - 第4章机架的工艺参数......................................... - 18 -4.1 机架的主要结构参数.................................... - 18 -4.2 机架的结构............................................ - 20 -4.3 机架强度计算.......................................... - 21 - 第5章工作机座刚度的计算..................................... - 25 -5.1 轧辊系统的弹性变形..................................... - 25 -5.2 轧辊轴承的弹性变形.................................... - 26 -5.3 轴承座的弹性变形...................................... - 27 -5.4 压下系统的弹性变形.................................... - 28 -5.5 支承辊轴承座和压下螺丝之间各零件的弹性变形............ - 30 -5.6 压力调心板的接触变形.................................. - 31 -5.7 机架的弹性变形........................................ - 32 - 第6章轧制力矩............................................... - 35 - 第7章减速器................................................. - 37 - 第8章万向接轴............................................... - 38 - 第9章电动机................................................. - 39 - 参考文献....................................................... - 40 - 致谢........................................................... - 41 - 附录:外文资料及翻译...................................... - 42 -前言作为国民经济支柱之一的钢铁材料产业的发展,必须符合新型工业化的要求,即要求符合可持续发展,环境友好,技术创新和信息化的要求,并针对我国人口众多,就业需求大的特点适应发展劳动密集型产业,这是我国新型工业化发展道路和战略对钢铁材料产业的具体要求。


图表1装配总图:240G006.2
图表2支承辊轴承座透盖:ZL300.2-6
图表3支承辊轴承座闷盖:ZL300.2-2
图表4支承辊压盖:ZL300.2-3
图表5支承辊密封圈:ZL300.2-5
图表6支承辊:ZL240G.2P-2
图表7销轴(一):ZL240G.2-19
图表8销轴(二):ZL240G.2-27
图表9下支承辊左轴承座:ZL240G.2P-6
图表10下支承辊右轴承座:ZL240G.2P-7
图表11下工作辊左轴承座:ZL240G.2D-12
图表12下工作辊右轴承座:ZL240G.2D-18改
图表13上支承辊左轴承座:ZL240G.2P-1
图表14上工作辊左轴承座:ZL240G.2D-8
图表15上工作辊右轴承座:ZL240G.2D-20改
图表16密封圈压盖:ZL240G.2A-10
图表17螺钉销:ZL240G.2-20
图表18工作辊轴承座压盖:ZL240G.2A-7
图表19工作辊轴承座透盖:240G006.2-2
图表20工作辊轴承座闷盖:ZL240G.2A-6
图表21工作辊:240G006.2-1
图表22顶轴:ZL240G.2A-20
图表23垫片组:ZL240G.2-28
图表24垫板:ZL300.2-25
图表25挡环(一):ZL240G.2-18
图表26挡环(二):ZL240G.2-26
图表27弹簧:ZL240G.2-21。

毕业设计题目: 4辊轧机轧制系统设计及有限元分析学院:专业:班级:学号:学生姓名:导师姓名:完成日期:目录摘要 (Ⅰ)Abstract (Ⅱ)第1章绪论 (1)1.1 引言 (1)1.2 研发背景及意义 (1)1.3 4辊轧机轧制系统基本设计思路 (2)1.3.1 4辊轧机的功能 (2)1.3.2 4辊轧机轧制系统结构的基本设计思路 (2)1.4 课题的研究内容 (3)第2章轧制系统结构设计 (4)2.1 引言 (4)2.2 轧辊环的设计计算 (4)2.2.1 轧辊环材料的选择 (4)2.2.2 轧辊环基本参数的确定 (4)2.3 电动机的选择 (6)2.3.1 选择电动机的类型及结构形式 (6)2.3.2 轧制压力的计算 (7)2.3.3 轧制总力矩的计算 (8)2.3.4 电机转速的确定 (11)2.3.5 电机功率的确定 (11)2.3.6 电动机型号的确定 (12)2.3.7 传动各级轴的基本参数确定 (12)2.4 轧辊轴的计算 (13)2.4.1 估算轴的最小直径 (13)2.4.2 确定轴的各段直径 (14)2.4.3 轴的校核 (15)2.5 轧辊轴上轴承的确定 (15)2.6 带传动的设计计算 (15)2.6.1 确定计算功率 (16)2.6.2 选择带型 (17)2.6.3 确定带轮的基准直径 (17)2.6.4 确定中心距和带的基准长度 (17)2.6.5 验算主动轮上的包角 (18)2.6.6 确定带的根数 (18)2.6.7 确定带的预紧力 (19)2.6.8 计算作用在带轮的压轴力 (19)2.6.9 带轮的材料 (19)2.6.10 带轮的结构形式及主要尺寸 (19)2.7 减速器的设计计算 (20)2.7.1 减速器类型的选择 (20)2.7.2 减速器基本参数 (21)2.7.3 标准斜齿圆柱齿轮的设计计算 (22)2.7.4 齿轮的轴的设计 (25)第3章三维建模 (29)3.1 引言 (29)3.2 基本零件建模 (29)3.3 轧制系统的装配 (31)3.3.1轧辊轴的装配 (32)3.3.2轧制部分装配 (33)3.3.3轧制系统装配 (34)3.3.4总装配 (36)第4章轧制系统有限元分析 (37)4.1 引言 (37)4.2 轧辊轴的有限元分析 (37)4.3 轧辊环的有限元分析 (39)4.4 龙门架的有限元分析 (40)4.5 轧辊缺陷的种类和原因 (42)结论 (43)参考文献 (44)致谢 (45)4辊轧机轧制系统设计及有限元分析摘要:本次设计的4辊轧机轧制系统是借助旋转轧辊与其接触摩擦的作用,将被轧制的金属体(轧件)拽入轧辊的缝隙间,在轧辊压力作用下,使轧件主要在厚度方向上完成塑性成型。

摘要本次设计的课题是四辊初轧轧机的压下机构设计,主要是对四辊初轧机压下机构的压下螺丝、压下螺母、压下止推轴承进行了改造设计。
通过对四辊轧机压下机构的改造设计,电机通过两级圆柱齿轮减速和一级蜗杆蜗轮减速传动压下螺丝。
压下螺丝和压下螺母选择了合理的机构,压下螺丝传动端选择了花键的结构形式,承载能力大;传动端花键采用了连续压力油润滑,能将润滑油输送到压下螺丝的各个润滑点,便于操作;压下螺丝的止推端部做成凹形,这时,凸形球面止推轴承处于压缩应力状态,可以提高了压下止推轴承的强度。
压下螺母为整体螺母,整体螺母加工制造较为简单,工作可靠。
压下螺母中油孔的设计有利于螺纹的润滑,能有效的提高其使用寿命。
本课题根据螺纹的自锁条件进行了梯型螺纹设计,通过螺纹的自锁设计并增大压下螺丝球面止推轴颈有效防止了压下螺丝的自动旋松,提高了轧制时的辊缝精度。
压下螺丝的止推轴承是推力圆锥滚子止推轴承,推力圆锥滚子轴承比铜垫滑动止推轴承提高承载能力35%左右,在轧制时轧辊弯曲时能实现压下螺丝自位调心。
最后本设计讨论了压下螺丝阻塞事故的动力学机理,提出了操作注意事项。
关键词:四辊轧机;压下机构;压下螺丝;压下螺母;压下止推轴承目录摘要 (1)Abstract (2)1绪论 (4)1.1本课题涉与的内容与国内外的研究现状和动态的综述 (4)1.2选题的依据和意义 (5)1.3本课题有待解决的关键问题 (7)2轧制过程简介 (7)3轧辊与轧制力能参数 (7)3.1轧辊的尺寸参数 (7)3.11轧辊直径和棍身长度的确定方法一 (7)3.1.1.1 轧辊轴颈和辊颈直径的确定 (7)3.1.1.2 轧辊轴颈和辊颈长度的确定 (9)3.1.1.2 轧辊轴颈和辊颈长度的确定 (9)3.12轧辊的直径的棍身长度确定方法二 (10)3.1.2.1 轧辊的棍身长度L和辊径D的确定 (10)3.1.2.2 轧辊轴颈1d和辊颈长度1l的确定 (11)3.1.2.3 轧辊传动端的尺寸 (12)4轧辊材料 (13)4.1常用的轧辊材料 (13)4.1.1合金锻钢 (13)4.1.2合金铸钢 (13)4.1.3铸铁 (13)4.2轧辊材料选择 (13)5总轧制力的计算 (15)5.1平均单位压力的计算 (15)5.1.1 总压力计算的一般公式 (15)5.1.2 影响平均单位压力的因素 (16)5.2 接触面积的确定 (18)5.3 金属变形抗力的确定 (19)5.3.1 金属屈服极限对金属变形抗力的影响 (19)5.3.2 轧制温度对金属变形抗力的影响 (20)5.3.3 轧件变形程度对金属变形抗力的影响 (20)5.3.4 轧制速度对金属变形抗力的影响 (20)5.3.5 热轧时金属实际变形抗力确定 (21)5.4 总轧制力的计算 (22)6 压下部分机构设计 (23)6.1 压下螺丝 (24)6.1.1 压下螺丝外径的确定 (24)6.1.1.1 支撑辊辊颈的计算 (24)6.1.1.2 压下螺丝外径d (25)6.1.2 压下螺丝螺距 (25)6.1.3 压下螺丝螺母尺寸 (26)6.2 压下螺母 (28)6.2.1压下螺母的结构形式 (28)6.2.2 压下螺母的尺寸设计 (30)6.3 止推轴承 (32)6.3.1 止推轴承阻力矩 (34)6.4 压下螺丝的传动力矩 (36)6.5 压下速度 (37)6.6 压下螺丝的自动旋松 (38)6.7 压下螺丝的阻塞事故 (39)6.8 压下装置离合器 (40)6.9 压下螺母润滑 (41)7 总结 (42)8 主要参考文献 (43)9 致谢 (44)10 附录:四辊初轧轧机压下机构设计图纸清单 (45)第一章绪论1.1 本课题涉与的内容与国内外的研究现状和动态的综述设计题目:四辊轧机压下系统机构设计设计的主要内容:完成压下系统的设计计算,合理选择标准件。


摘要摘要我的设计题目为铝板冷轧机的设计,铝板轧机是轧铝车间的重要设备,在铝板生产中被广泛应用。
铝板轧机是一个集机械、电气、液压、控制、传动为一体的复杂系统,并且在非常恶劣的环境下工作。
本轧机其为典型的四辊不可逆冷轧机,所轧制的金属为典型的有色金属——铝,因此该设计具有其独特性。
本论文系统的阐述了四辊不可逆冷轧机的结构和新的计算理论,分章节的介绍了铝的轧制工艺及设备、轧制规程的制定、轧辊、轧辊轴承、轧辊的设计、轧机机架和轧机工作辊的校核、轧机的附属装置的设计、轧机的三维设计等。
并对轧制力能参数、工作辊和工作辊轴承进行了重点设计计算。
由于作者的能力有限,在设计中借鉴了渤海铝业有限公司的四辊不可逆轧机的相关设计资料。
关键词四辊不可逆冷轧机工作辊轧制工艺I燕山大学本科生毕业设计(论文)AbstractThe topic of my design is cold aluminum strip mill. Strip mill is an important equipment in the aluminum-rolling workshop and is extensive used in strip aluminum manufacture. Strip mill is a set of mechanical, electrical, hydraulic, control, transmission as one of the complex system, and work in the very poor environment.This mill is a typical of 4-high non-reversing cold strip mill. Besides, the rolling material in the design is the typical of nonferrous metal-aluminum; therefore, this design has its specialty.This paper describes the structure of 4-high non-reversing cold strip and new calculational theory and methods systemically. It gives a presentation of rolling technics and equipments of aluminum、roll、rolling bearing、milling house、outfit for adjusting and balancing roll etc.Especially, the author pays more attention to designing rolling parameter、work roll and roll bearing.For the limited capacity of designer, in the process of the design, the author uses the design information of 4-high non-reversing cold strip mill(2200)designed by Davy McKee (Poole)Ltd for reference, which belongs to Bohai Aluminum Industries Ltd. Corporation.Keywords4-high non-reversing cold strip mill work roll rolling technicsII目录摘要 (I)Abstract ................................................................................................................ I I 第1章绪论.. (1)1.1课题背景 (1)1.2铝及其合金的轧制工艺及设备 (2)1.2.1 铝及其合金板、带、箔材 (2)1.2.2铝及其合金的轧制工艺简述 (2)1.2.3 铝及其合金的轧制设备 (3)1.2.4 冷轧机型式的选择 (4)1.3本章小结 (6)第2章轧机轧辊 (7)2.1轧机工作辊的基本参数 (7)2.1.1 工作辊辊身的长度和直径 (7)2.1.2 工作辊辊径的长度和直径 (7)2.1.3 工作辊轧辊头的长度和直径 (8)2.2轧机支撑辊的基本参数 (9)2.2.1 支撑辊的辊身长度和直径 (9)2.2.2 支承辊辊径直径和长度 (9)2.3轧辊的挠度的公式推导 (10)2.3.1 工作辊相应挠度的公式推导 (10)2.3.2 支承辊相应挠度的公式推导 (11)2.3.3 轧辊辊身中部与边部压力差值的确定 (13)2.3.4 轧辊挠度的计算过程 (14)2.4轧辊的校核 (16)2.5本章小结 (18)第3章轧机的力能参数 (19)3.1轧制工艺规程的设计 (19)3.1.1 轧制材料的确定 (19)3.1.2 轧制道次的确定 (19)3.1.3 轧制速度的选取 (19)III3.1.4 平均单位压力和总轧制压力 (19)3.2轧制力距和轧制功率的计算 (21)3.2.1 轧制力距的计算 (21)3.2.2 轧制功率的计算 (23)3.3本章小结 (24)第4章轧机机架的设计 (25)4.1机架的结构 (25)4.2轧机机架尺寸参数的确定 (25)4.2.1 窗口宽度的确定 (26)4.2.2 窗口高度的确定 (27)4.2.3 机架立柱断面的确定 (27)4.3ANSYS有限元法 (27)4.3.1 有限元法简介 (27)4.3.2 ANSYS 功能简介 (29)4.3.3 ANSYS 分析的基本过程 (31)4.4轧机机架的校核 (32)4.4.1 轧机机架的材料和受力分析 (32)4.4.2 轧机机架的网格划分 (33)4.4.3 施加载荷及约束 (33)4.4.4 轧机机架的结果分析 (34)4.5本章小结 (38)第5章轧机工作机座的其他部分 (39)5.1轧辊轴承 (39)5.1.1 轧辊轴承的特点 (39)5.1.2 轴承组件的装配要求 (39)5.1.3 四列圆柱滚子轴承的寿命计算 (39)5.2液压压下装置 (41)5.2.1 液压压下装置的特点 (41)5.2.2 液压压下装置的基本类型 (42)5.2.3 液压压下装置的控制方式 (43)5.2.4 液压压下油缸的选择 (43)5.3轧制线调整装置 (44)IV5.4液压平衡装置 (44)5.4.1 四辊轧机上轧辊平衡装置的特点 (45)5.4.2 平衡装置的型式 (45)5.5液压弯辊装置 (45)5.6主接轴结构 (47)5.7本章小结 (48)第6章轧机的动力及传动机构 (49)6.1轧机的主电机选择 (49)6.2主减速器的选择 (49)6.3齿轮机座 (49)6.3.1 齿轮机座的结构 (49)6.3.2 齿轮机座的轴承 (50)6.3.3 润滑及密封 (51)6.3.4 轮齿形式 (51)6.4连接轴 (51)6.5本章小结 (51)结论 (53)参考文献 (55)致谢 (57)附录1 开题报告 (59)附录2 文献综述 (69)附录3 外文翻译 (79)VVI第1章绪论第1章绪论1.1 课题背景中国的铝板带轧制工业始于1919年9月,上海益泰信记铝器厂用二辊小轧机轧制小铝片。

第一章绪论1.1、选题背景及目的大学生活即将结束,为了检验我们的所学是否能够真正应用到实际当中,使我们认识到作为一个合格的设计人员应该具备的基本素质,学校为我们安排了这次毕业设计。
用半年时间完成一个设计方案。
设计开始,我们先到了鞍山钢铁集团公司的冷轧厂,然后到了上海宝刚股份有限公司的特刚分公司和热轧厂,在那里我看到了2050四辊可逆轧机,并在师傅的带领下参观了2050和1580两条国内先进的生产线,对整个轧钢设备有个初步了解。
热轧厂的师傅细心的讲解了轧机的工作原理。
轧机是现代钢厂中最常见的一种冶金设备。
因此,轧机设备的好坏对轧钢厂的效益有很大的影响。
我们的任务是通过所学的理论知识设计一台四辊可逆轧机的主传动系统。
因为实际条件有限,我们的设计只是经过相关理论与经验公式的推导来设计我们所选的冶金设备,经过理论校核检验是否达到设计要求。
1.2、轧钢生产在国民经济中的主要地位与作用轧钢生产是将钢锭及连续铸坯轧制成材的生产环节。
用轧制的方法生产钢材,具有生产率高、品种多、生产过程连续性强、易于实现自动化等优点。
钢材的生产方法有轧制、锻造、挤压、拉拔等。
用轧制方法得到的钢材,具有生产过程连续性、生产效率高、品种多、质量好、易与机械化、自动化等优点,因此得到广泛的应用。
目前,约有90﹪的钢都是经过轧制成材的。
有色金属成材,主要也用轧制的方法。
轧钢生产在国民经济中所起的作用是十分显著的。
钢铁工业生产中,除少量的钢用铸造或铸造方法制成零件外,炼钢厂生产的钢锭与连铸坯有85~90%以上要经过轧钢车间轧成各种钢材,供应国民经济各部门。
可见在现代钢铁企业中,作为使钢成材的轧钢生产,在整个国民经济中占据着异常重要的地位,对促进我国经济快速发展起十分重要的作用。
1.3、国内外轧钢机械的发展状况十九世纪中叶轧钢机械只是轧制一些熟铁条的小型轧机,设备简陋,产量不高;有的轧机是用原始的水轮来驱动。
大上个世纪五十年代以后,钢的产量大增;各先进工业国的铁路建设与远洋航运的发展,蒸汽驱动的中型、大型轧机先后出现了。
四辊可逆冷轧机传动电控系统设计设计摘要轧制是各种变形手段中效率高、产量大、成本低、成型精确的加工方式。
而轧机是实现金属轧制过程的设备,泛指完成轧材生产全过程的装备,包括有主要设备﹑辅助设备﹑起重运输设备和附属设备等。
从炼钢厂出来的钢坯还仅仅是半成品,必须到轧钢厂去进行热轧与冷轧后,才能成为合格的产品。
论文通过吸收和借鉴校内实训中心的四辊可逆冷轧机的先进设计理念,提出了四辊可逆冷轧机的电控系统设计方案,并总结出了电气调试方案。
完成了整个轧机电控系统的硬件方案设计以及相关器件的选型工作。
在硬件设计中,提出了PLC+变频器+电机等的闭环控制系统,从而达到变频器控制电机转速的目的。
关键词:轧机电控系统四辊闭环ABSTRACTMeans all kinds of deformation in rolling, high efficiency, large output, low cost, precision molding processing methods. The mill is the equipment of metal rolling process, rolled the whole production process refers to the completion of equipment, including major Equipment, Auxiliary Equipment, lifting and other transport equipment and ancillary equipment. Out from the steel mill is just the semi-finished billets to be to go for hot and cold rolling mills, the products can become qualified.Articles by absorb and learn the four-campus training center roller cold rolling mill of the advanced design concept, put forward a four-high reversing cold rolling mill electrical control system design. Completion of the entire rolling mill electrical control system hardware design and selection of work-related devices. In the hardware design is proposed such as PLC + inverter + motor closed-loop control system, so as to achieve the purpose inverter control motor speed.Keywords:Rolling mill;Electronic Control System;Four roller;Closed loop目录中文摘要 (Ⅰ)英文摘要 (Ⅱ)No table of contents entries found.附录11 绪论冶金行业作为国民经济的基础产业,得到了迅速发展。

300mm 四辊精密合金带材可逆冷轧机技术规格书本四辊可逆冷轧机组主要用于精密合金带材的轧制。
冷轧带材的平直度、厚度公差、表面质量及板形要求符合同类产品国际和国家标准。
一、机组主要技术参数1. 轧制材料:精密合金带材σs=450Mpa2. 来料最大厚度:1.5mm3. 来料最大宽度:130mm4. 来料带卷内径:Φ508mm5. 带卷最大外径:Φ1000mm6. 最大卷重:600kg7. 成品带卷厚度范围:≤0.1~1.0mm8. 成品厚度精度:±2μ(δ≤0.1mm),±1%(δ=1.0mm)9. 带材板面平直:30~45I10. 带卷塔形≤4mm,每层间≤±0.8mm(与来料一致)11. 轧制速度:0~150m/min12. 最大轧制力:1700KN13. 最大轧制力矩:kg·m14. 卷取张力:0.3~3KN,2~25KN15. 工艺冷却润滑方式:乳化液油温及自动控制精度40~50℃16. 张力精度:在稳速下为:最大张力值时±1%,最小张力值时±3%在加速和减速时为:最大张力值时±3%,最小张力值时±5%17. 轧制速度精度:±0.1%18. 轧辊尺寸:工作辊φ105~95×300mm二、轧制工艺轧制工艺流程(见附图1)图1:轧制工艺流程图三、装备水平及特点本四辊轧机作为一台具有使用性能好和技术水平高的带材冷轧机,其配套设备的电气、仪表、液压、润滑等部分也相应采用了国际一流的或国内的精品,使整机达到国内领先、国际先进水平。
1、机械设备1)四辊轧机结构先进合理;采用支撑辊传动;2)轧机配置了较为完善的的弯辊系统;3)轧机轴承、液压系统的泵、阀等部件均选用国内知名厂家的名牌产品,大大提高了轧机运行的稳定性;4)全部传动系统的齿轮均为硬面齿,运行平稳,噪音小,寿命长;5)轧机设备采用了液压压下和液压传动,提高了轧机的机械化、自动化水平,可称之为全液压轧机。
四辊轧机设计计算书3.1 冷轧轧辊的组成冷轧辊是冷轧机的主要部件。
轧辊由辊身、辊颈和轴头三部分组成。
辊颈安装在轴承中,并通过轴承座和压下装置把轧制力传给机架。
轴头和连接轴相连,传递轧制力矩。
工作辊和支撑辊的结构如图所示。
工作辊结构支撑辊结构3.2、 冷轧辊系尺寸的选择冷轧过程中,轧辊表面承受很大的挤压应力和强烈的磨损,因此,冷轧工作辊应具有极高而均匀的硬度,一定深度的硬化层,以及良好的耐磨性与抗烈性。
降低轧辊硬度,虽然改善抗烈性,但耐磨性降低,因此,必须正确选择轧辊表面硬度。
冷轧辊用钢均多为高碳合金钢,如29r C 、o r M C 29等,我们这里选工作辊的材质为o r M C 29。
轧件对冷轧工作辊巨大的轧制压力,大部分传递给支撑辊上。
支撑辊既要能承受很大的弯曲应力,还要具有很大的刚性来限制工作辊的弹性变形,以保证钢板厚度均匀。
轧机支撑辊的表面肖氏硬度一般为HS45左右。
目前为提高板厚精度与延长轧辊的寿命,支撑辊硬度有提高的趋势。
支撑辊常用钢号为o r M C 29、V C r 9、及o n r M M C 60,我们这里选支撑辊材质为o r M C 29。
3.3、 辊系尺寸的确定1) 辊身长度L 及直径D 的确定。
辊身长度L 应大于所轧钢板的最大宽度m ax b ,即 []2max a b L += (3.1)当m ax b =400—1200 mm 时,a=50—100 mm ,现m ax b =500mm ,取a=50mm 所以 mm a b L 55050500max =+=+= 四辊轧机的辊身L 确定以后,根据经验数据:8.18.02-=D L来确定支撑辊直径2D ,取7.12=D L所以 mm LD 3207.12==对于支撑辊传动的四辊轧机,一般选4312-=D D ,现取2.312=D D则 mm D D 1002.33202.321===2) 轧辊辊颈尺寸d 和l 的确定。

太原科技大学本科课程设计(说明书)四辊Ф260/700×750可逆式冷精轧机辊系设计Four-roller 260/700× 750 Reversible Cold Finisher Roller SystemDesign学院(系):机械工程专业:冶金机械学生姓名:学号:指导教师:评阅教师:完成日期:2021.1.太原科技大学Taiyuan University of Science and Technology摘要这篇文章主要讲述了冷轧机生产与发展概述,通过运用已知参数,如钢板的厚度、宽度、轧制速度和压下速度等,对工作辊、支撑辊及相关尺寸进行了计算和校核,然后选择合适的轧辊材质和轴承,并对轴承寿命进行计算和校核。
四辊可逆式冷轧机,衔接连铸后的技术工艺,减少工艺,可实现往返可逆轧制。
四辊轧机还能提供较大的轧制压力,提高软件的可轧硬度范围,实现产品规格多样化。
关键词:四辊可逆式;冷连轧;工作辊;课程设计(论文)Four-roller 260/700×750 Reversible Cold Finisher Roller System DesignAbstractThis article mainly describes the cold mill production and development overview, through the use of known parameters, such as steel plate thickness, width, rolling speed and down speed, the work roller, support roller and related dimensions were calculated and checked, and then select the appropriate roll material and bearings, and bearing life calculation and check.Four-roll reversible cold rolling mill, connecting the technology after casting, reduce the process, can achieve round-trip reversible rolling. The four-roll mill can also provide greater rolling pressure, improve the scalable hardness range of the software, and achieve a variety of product specifications.Keywords: four-roller reversible; Cold rolling; Work rollers; Course Design (Paper)目录摘要 (1)Abstract (2)第1章绪论 (4)1.1 冷轧机的发展概况 (4)1.2 四辊可逆式冷轧机的发展 (5)1.3 冷轧带钢生产发展与新技术 (5)1.3.1 冷轧带钢生产技术设备的发展 (5)1.3.2 冷轧窄带冷轧机的技术特点 (6)第2章轧辊 (8)2.1 冷轧轧辊的组成 (8)2.2 轧辊材质的选择 (8)2.3 辊系尺寸的确定 (9)2.4 轧辊力能参数计算 (10)2.4.1 基本参数 (10)2.4.2 艾克隆德方法计算轧制时的平均单位压力 (10)(1)变形阻力 (10)(2)变形速度 (11)(3)轧制压力 (12)2.4.3 轧辊传动力矩 (14)2.5 轧辊的强度校核 (15)第3章轧辊轴承 (18)3.1 轴承的选择 (18)3.2 轴承寿命计算 (18)3.3 轧辊轴承润滑 (19)参考文献 (19)致谢 (21)第1章绪论1.1 冷轧机的发展概况轧机是现代钢厂中最常见的一种冶金设备。