公差定$
- 格式:doc
- 大小:175.00 KB
- 文档页数:2
第四章形状和位置公差及检测(第二讲,2学时)※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※本次课内容及时间分配:1.位置公差及基准的概念;2. 定向公差与公差带特点;3. 典型的定向公差带的特征及其标注;4. 定位公差与公差带特点;5. 典型的定位公差带的特征及其标注;6. 小结。
要求深刻理解与熟练掌握的重点内容:本次课内容均要求深刻理解与熟练掌握。
本次课难点:典型的定向和定位公差带的特征及其标注。
本次课教学方法:本次课中,位置公差项目比较多,要有重点的进行讲解。
定向公差以平行度公差带的特征及标注为讲解重点,定位公差带的公差带的特征及其标注要各举一例进行讲解。
设置课堂问题,掌握学生理解情况课外作业:习题:4-9、4-11、4-14※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※具体内容的详细教案如下:(加黑字表示板书内容或应有板书的地方)注:首先对上次课的主要内容用2分钟进行小结。
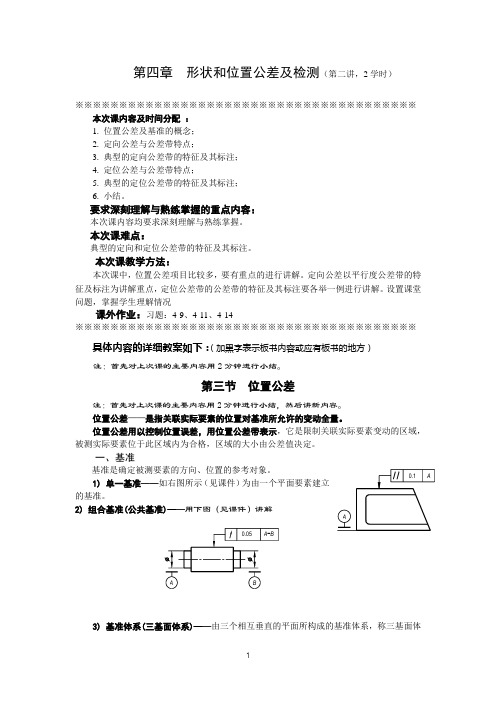
第三节位置公差注:首先对上次课的主要内容用2分钟进行小结,然后讲新内容。
位置公差——是指关联实际要素的位置对基准所允许的变动全量。
位置公差用以控制位置误差,用位置公差带表示,它是限制关联实际要素变动的区域,被测实际要素位于此区域内为合格,区域的大小由公差值决定。
一、基准基准是确定被测要素的方向、位置的参考对象。
1) 单一基准——如右图所示(见课件)为由一个平面要素建立的基准。
2) 组合基准(公共基准)——用下图(见课件)讲解3) 基准体系(三基面体系)——由三个相互垂直的平面所构成的基准体系,称三基面体系。
注:用教材图4-4讲解三基面体系。
应用三基面体系标注图样时,要特别注意基准的顺序。
二、定向公差与公差带定向公差——是指关联实际要素对基准在方向上允许的变动全量。
定向公差包括平行度、垂直度和倾斜度三项。
根据要素的几何特征及功能要求,定向公差中被测要素相对基准要素为线对线或线对面时,可分为给定一个方向,给定相互垂直的两个方向和任意方向上的三种。
塑料件公差标准塑料件的公差标准是指在塑料件加工过程中,为了保证产品的质量和尺寸精度,对零件尺寸和形位公差进行规定和控制的标准。
塑料件作为一种常见的制造材料,在各种机械设备和产品中都有着广泛的应用。
因此,合理规范塑料件的公差标准对于保证产品质量、提高生产效率具有非常重要的意义。
首先,塑料件的公差标准需要根据具体的产品要求和加工工艺来确定。
不同的塑料件在使用环境和功能要求上都有所不同,因此其公差标准也会有所差异。
一般来说,公差标准包括尺寸公差、形位公差和表面质量要求等内容。
尺寸公差是指零件的尺寸与设计尺寸之间允许的最大偏差范围,形位公差是指零件的位置、方向和形状之间的允许偏差范围,而表面质量要求则是指零件表面的光洁度、平整度和外观要求等。
其次,塑料件的公差标准对于产品的质量和性能具有直接影响。
合理的公差标准可以有效地控制零件的尺寸精度和形位精度,保证产品的装配精度和使用性能。
同时,合理的公差标准也可以降低产品的加工成本,提高生产效率。
然而,如果公差标准过于严格或者过于宽松,都会对产品的质量和生产成本造成不利影响。
因此,在确定塑料件的公差标准时,需要充分考虑产品的实际使用要求和加工工艺条件,确保公差标准既能满足产品的质量要求,又能保证生产的经济效益。
另外,塑料件的公差标准也需要考虑到塑料材料本身的特点。
与金属材料相比,塑料材料具有热胀冷缩系数大、收缩率大、热变形大等特点,因此在塑料件加工过程中,需要特别注意这些特点对产品尺寸和形位精度的影响。
在确定公差标准时,需要结合塑料材料的热性能和收缩特点,合理地调整公差范围,以确保产品在不同温度条件下的稳定性和可靠性。
总的来说,塑料件的公差标准是保证产品质量和生产效率的重要手段。
合理的公差标准可以有效地控制产品的尺寸精度和形位精度,保证产品的装配精度和使用性能。
因此,在制定和执行公差标准时,需要充分考虑产品的实际使用要求、加工工艺条件和塑料材料的特点,确保公差标准既能满足产品的质量要求,又能保证生产的经济效益。


机械零件标注与公差标准规定1.轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
由此注出图中所示的Ф14 、Ф11(见A-A断面)等。
这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。
而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。
如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。
2.盘盖类零件这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。
在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。
如图中所示就增加了一个左视图,以表达带圆角的方形凸缘和四个均布的通孔。
在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。
3.叉架类零件这类零件一般有拨叉、连杆、支座等零件。
由于它们的加工位置多变,在选择主视图时,主要考虑工作位置和形状特征。
对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要用适当的局部视图、断面图等表达方法来表达零件的局部结构。
踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,而对于T字形肋,采用剖面比较合适。
在标注叉架类零件的尺寸时,通常选用安装基面或零件的对称面作为尺寸基准。
尺寸标注方法参见图。


基本偏差确定公差带的位置,标准公差基本偏差确定公差带的位置,标准公差一、引言在工程领域中,我们经常会涉及到基本偏差、公差带和标准公差的概念。
它们在制造过程中起着非常重要的作用,直接影响着产品的质量和性能。
但是,很多人对这些概念的理解还不够深入。
在本文中,我们将深入探讨基本偏差如何确定公差带的位置,以及标准公差的意义和应用。
二、基本偏差确定公差带的位置1. 什么是基本偏差?基本偏差是指在零件加工中所选择的依据,它可以决定零件的公差带位置。
基本偏差分为零线基本偏差和基准基本偏差。
零线基本偏差是指在正负公差内向零线偏差的一种基本偏差。
而基准基本偏差是指在基准尺寸上,向正负公差内偏差的一种基本偏差。
2. 基本偏差如何确定公差带的位置?基本偏差决定了公差带的位置,通过选择不同的基本偏差,可以使公差带向更大的一侧移动,也可以使公差带向更小的一侧移动。
在实际应用中,我们需要根据具体的要求来选择合适的基本偏差,从而确定公差带的位置,以满足产品的实际使用需求。
3. 案例分析:基本偏差如何影响公差带的位置?举个例子,如果我们需要加工一个要求零件精度较高的轴承孔,我们可以通过选择合适的基本偏差,使公差带向轴承外侧移动,从而保证轴承的安装精度。
同样,如果我们需要制造一个连接销,我们可以选择合适的基本偏差,使公差带向更小的一侧移动,以保证连接销的配合精度。
三、标准公差的意义和应用1. 标准公差的概念在实际制造过程中,为了方便设计和加工,我们通常会采用标准公差。
标准公差是指在国家标准化机构规定的范围内,对一组零件尺寸的公差进行分类和确定的公差。
标准公差可以根据零件的实际使用要求和加工工艺,选择合适的公差等级。
2. 标准公差的应用- 产品设计:在产品设计阶段,可以根据实际使用需求和加工工艺,选择合适的标准公差,从而保证产品的质量和性能。
- 零件加工:在零件加工过程中,可以根据标准公差的要求,控制加工精度,确保零件的尺寸和形位公差符合标准要求。
工序尺寸是指某一工序加工应达到的尺寸,其公差即为工序尺寸公差,各工序的加工余量确定后,即可确定工序尺寸及公差。
零件从毛坯逐步加工至成品的过程中,无论在一个工序内,还是在各个工序间,也不论是加工表面本身,还是各表面之间,他们的尺寸都在变化,并存在相应的内在联系。
运用尺寸链的知识去分析这些关系,是合理确定工序尺寸及其公差的基础。
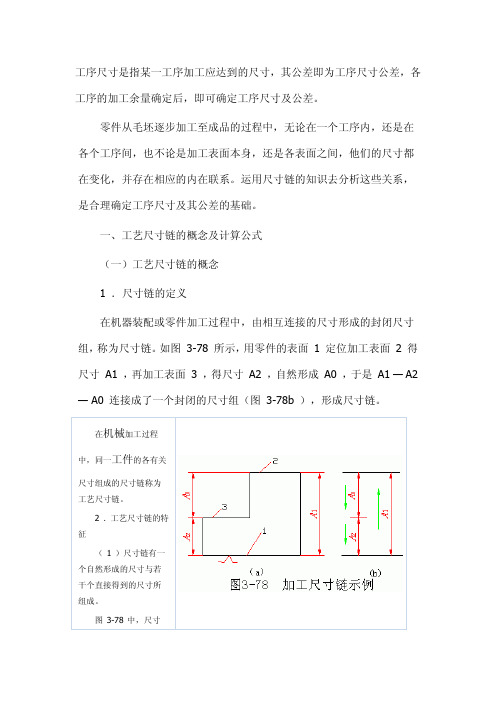
一、工艺尺寸链的概念及计算公式 (一)工艺尺寸链的概念 1 .尺寸链的定义在机器装配或零件加工过程中,由相互连接的尺寸形成的封闭尺寸组,称为尺寸链。
如图 3-78 所示,用零件的表面 1 定位加工表面 2 得尺寸 A1 ,再加工表面 3 ,得尺寸 A2 ,自然形成 A0 ,于是 A1 — A2 — A0 连接成了一个封闭的尺寸组(图 3-78b ),形成尺寸链。
在机械加工过程中,同一工件的各有关尺寸组成的尺寸链称为工艺尺寸链。
2 .工艺尺寸链的特征( 1 )尺寸链有一个自然形成的尺寸与若干个直接得到的尺寸所组成。
图 3-78 中,尺寸A1 、 A2 是直接得到的尺寸,而 A0 是自然形成的。
其中自然形成的尺寸大小和精度受直接得到的尺寸大小和精度的影响。
并且自然形成的尺寸精度必然低于任何一个直接得到的尺寸的精度。
( 2 )尺寸链一定是封闭的且各尺寸按一定的顺序首尾相接。
3 .尺寸链的组成组成尺寸链的各个尺寸称为尺寸链的环。
图 3-78 中 A 1 、 A 2 、A 0 都是尺寸链的环,它们可以分为:( 1 )封闭环在加工(或测量)过程中最后自然形成的环称为封闭环,如图 3-78 中的 A 0 。
每个尺寸链必须有且仅能有一个封闭环,用 A 0 来表示。
( 2 )组成环在加工(或测量)过程中直接得到的环称为组成环。
尺寸链中除了封闭环外,都是组成环。
按其对封闭环的影响,组成环可分为增环和减环。
①增环 尺寸链中,由于该类组成环的变动引起封闭环同向变动,则该类组成环称为增环,如图 3-78 中的 A 1 ,增环用来表示。
公差尺寸的单位规定公差尺寸的单位规定在制造和工程领域中,公差是指允许的尺寸变化范围,用于控制制造零件的精度和可互换性。
公差尺寸的单位规定是确保产品质量和性能的重要因素之一。
本文将从基础知识、标准规定和实际应用等方面,深入探讨公差尺寸的单位规定。
一、基础知识1. 公差的概念:公差是为了适应各种生产设备、材料和工艺的变化,允许零部件尺寸在一定范围内变化的制造容忍度。
公差分为基本公差和配合公差两种,前者是为了保证单个零件尺寸的准确性,后者是为了保证装配时零件的互换性。
2. 公差尺寸的表示:公差尺寸通常用上下限值表示,上下限之间的范围即为公差范围。
例如:直径为10 mm的孔,公差为±0.1 mm,则表示为10±0.1 mm。
二、标准规定1. 国家标准:公差尺寸的单位规定主要参考国家标准,如GB/T 1800.1-2009《机械工程基本图册毛坯与机床配合用公差》、GB/T 1800.2-2009《机械工程基本图册形位公差》等。
这些标准规定了不同形状、尺寸和材料的零件所应满足的公差要求,保证了工程设计和制造过程中的一致性和可互换性。
2. 国际标准:除了国家标准,国际标准组织(ISO)也发布了一系列关于公差尺寸的标准,如ISO 286(ISO制系统轴系配合公差)、ISO 8015(尺寸链所用公差)等。
这些标准通过国际统一的规定,为全球范围内的制造业提供了共同的公差单位规定。
三、实际应用1. 制造过程中的公差控制:在制造过程中,必须根据零件的形状、材料和用途等要素,合理选择适当的公差单位规定。
公差过大会导致装配困难或零件功能失效,而公差过小则增加了制造成本。
在实际应用中,需要根据具体情况进行公差控制和调整。
2. 公差设计的重要性:良好的公差设计可以提高制造精度,确保产品性能和质量。
公差设计还可以使零部件之间具有一定的配合间隙,方便装配和维修,同时考虑到材料的收缩和热膨胀等因素,提高产品的可靠性和稳定性。

线材直径标准公差
线材直径的标准公差是指在生产线材时,其直径与标准规定的直径之间的允许偏差范围。
这个范围通常是根据国际或国家标准来制定的,以确保线材的质量和符合相关规定。
线材直径的标准公差通常包括两个主要参数:上偏差和下偏差。
这两个参数确定了线材直径允许的最大和最小值。
举例来说,如果某个线材的标准直径为10毫米,其公差规定为±0.1毫米,那么:
•上偏差:10毫米+ 0.1毫米= 10.1毫米;
•下偏差:10毫米- 0.1毫米= 9.9毫米。
这意味着在生产过程中,线材的直径可以在9.9毫米到10.1毫米的范围内波动,但应保持在这个范围内,以符合标准要求。
具体的线材直径标准公差可能因国家、行业和用途而异,因此,在使用线材时,最好参考相关的国际标准、国家标准或行业规范,以了解具体的公差要求。
![几何公差值的确定_公差配合与测量技术_[共7页]](https://img.taocdn.com/s1/m/518fb65fd0d233d4b14e69f7.png)
公差配合与测量技术| 162 |图2-109 减速器输出轴相 关 知 识几何公差的选择包括几何公差项目的确定、基准要素的选择、几何公差值的确定及几何公差原则的选用4方面内容。
按照国家标准规定,几何公差项目中除线、面轮廓度和位置度未规定公差等级外,其余11项均有规定(对于位置度,国家标准只规定了公差数系,而未规定公差等级)。
一、几何公差项目的确定根据零件在机器中所处的地位和作用,确定该零件必须控制的几何误差项目。
特别是对装配后在机器中起传动、导向或定位等重要作用的或对机器的各种动态性能,如噪声、振动有重要影响的,在设计时必须逐一分析认真确定其几何公差项目。
二、基准要素的选择基准要素的选择包括基准部位、基准数量和基准顺序的选择,力求使设计、工艺和检测三者基准一致,基准选择的合理能提高零件的精度。
三、几何公差值的确定几何公差值的确定原则是根据零件的功能要求,并考虑加工的经济性和零件的结构、刚性等情况确定要素的公差值。
几何公差值的大小是由公差等级来确定的。
正确地选用几何公项目二 几何公差的误差检测与设计| 163 |差项目,合理地确定几何公差数值,对提高产品的质量和降低制造的成本具有十分重要的意义。
设计产品时,应按国家标准提供的统一数系选择几何公差值。
几何公差等级一般划分为12级,即1~12级,精度依次降低。
国家标准对直线度、平面度、平行度、垂直度、倾斜度、同轴度、对称度、圆跳动、全跳动都划分了12个等级,数值如表2-15~表2-18所示。
圆度和圆柱度划分为13级,即0~12级,其中,6、7级为基本级。
在保证零件功能的前提下,尽可能选用最经济的公差值,通过类比或计算,并考虑加工的经济性和零件的结构、刚性等情况确定几何公差值。
各种公差值之间要协调合理,比如同一要素上给出的形状公差值应小于位置公差值;圆柱形零件的形状公差值,一般情况下应小于其尺寸公差值;平行度公差值应小于被测要素和基准要素之间的距离公差值等。
第1页,共4页
第2页,共4页
2008—2009年第二学期期中考试
公差配合与检测 试卷 一、填空(25分)
1、产品互换性按其程度和范围的不同可分为 和 。
2. 有称为有限互换性。
3、零件的几何量误差主要包括 、 、 和 。
4、为了控制几何量误差提出了 的概念,所谓几何量公差就是几何参数允许的变动量,它包括 公差、 公差和
公差。
5、φ50H7中φ50表示 ,字母H 表示 ,数字7表示 。
6、在极限与配合图解中,表示 的一条直线称为零线,以零线为基准确定偏差和 。
7、公差带的位置由 来决定,国标对孔和轴各设定了 个基本偏差,既规定了 种位置。
8、为了满足生产的需要,国家标准设置了 个公差等级。
9、极限与配合标准规定了两种配合制度 、 。
10、基本尺寸相同的孔和轴之间,根据配合的松紧程度,即配合性质,可分为 配合、 配合、 配合。
二、画出下列孔和轴公差带图解,并确定其配合性质。
(15分) 1、孔:φ
轴:φ
2、孔:φ 轴:φ
3、孔为φ 轴为φ
三、计算题:(24分)
1.现有φ15H7孔的测量值x1=15.021mm ,φ34H8孔的测量值x2=34.456mm,并已知δ1=0.003mm, δ2=0.005mm 。
试比较二者的测量精度。
3.利用GB/T6093-1985规定的91块成套量块,选择组成φ70P8的两极限尺寸的量块组。
第3页,共4页
第4页,共4页
3.已知相配合的孔和轴的基本尺寸和公差带代号,查表确定孔、轴的公差数值和基本偏差值,然后画出公差带图解。
最后求配合的极限间隙或极限过盈。
(1)φ (2)φ
四、回答下列问题:(22’)
1、测量过程的四个要素是什么?(6’)
2、在基孔制与基轴制两种配合制度中一般优先选用哪一种?为什么?(8’)
3、使用游标卡尺时应注意些什么?(8’)
五、综合题:(14分)
1. 游标卡尺的读数值为0.02mm ,显示的被测尺寸为6.88mm 。
画出游标卡尺所表示的尺寸刻线图。
(画主要部分即可!)
2.外径千分尺的测量范围为1—25mm ,显示被测尺寸为10.875mm 。
画出外径千分尺所表示的尺寸刻线图。
(画主要部分即可!)。