不锈钢紧固件的磁性和锁死现象
- 格式:doc
- 大小:22.50 KB
- 文档页数:2
![如何预防螺栓咬死[1]](https://img.taocdn.com/s1/m/0c116a07eff9aef8941e0622.png)
如何预防锁死问题紧固件的锁死现象紧固件使用者经常会反映:为何不锈钢紧固件有时会有锁死的问题,而在使用碳钢紧固件时并不常发生类似现象,是不是不锈钢紧固件材质较软,碳钢紧固件相对来说比较硬的原因呢?没错!不锈钢与碳钢具有本质上的差别。
不锈钢具有较好的延展性,但其硬度与碳钢有一定的差距。
奥氏体不锈钢牌号316头标A4-80的硬度实际上只能达到相当于碳钢硬度等级的8.8级。
然而,这种说法只能说是对了一半。
锁死(Thread Galling,或称咬死)常发生在不锈钢,铝合金及钛合金制的紧固件上,这几类的金属合金本身有防锈蚀的特性,会在表面受损伤时,在金属表面产生一层薄薄的氧化层(以奥氏体不锈钢而言,就是氧化铬)来防止进一步更深入的锈蚀,当不锈钢紧固件被锁紧时,牙纹间所产生的压力与热力会破坏并抹去其间的氧化铬层,使得金属牙纹直接发生阻塞/剪切,进而发生黏着的现象。
当黏着现象持续发生时(通常不超过一圈完整牙径),将使得不锈钢紧固件完全锁死,再也无法卸下或锁上。
通常这一系列的阻塞→剪切→黏着→锁死的一连串动作就发生在短短的几秒种,因此,了解不锈钢制品的特性并遵正确操作手续都是防止不锈钢紧固件锁死的第一步。
产生锁死现象的外部原因:(1)没有正确选择产品在使用前应先确认产品的机械性能是否满足使用需求(如螺丝的抗拉强度和螺帽的安全负荷)。
另外,螺丝的长度选择应恰当,以旋紧后露出螺帽一到两个牙距为准。
(2)牙纹粗糙或有异物沾粘如有焊点及其它金属屑夹在牙纹间,常会导致锁死。
(3)用力太过或上锁速度过快尽可能选用扭力扳手或套筒扳手,避免使用活动扳手或电动扳手。
因为电动扳手常导致上锁速度过快,温度急速上升而锁死。
(4)施力方向角度错误,螺帽必须垂直于螺丝的轴线进行旋合。
切勿分倾斜。
(5)未使用垫圈垫圈/挡圈的使用能有效防止锁过紧的问题。
防止不锈钢紧固件锁死的预防拈花措施1,在使用不锈钢紧固件时,是否总是以固定的转速来锁螺帽?如果是初次使用或者不熟悉不锈钢产品工艺的使用者,应请教您的供应商有关不锈钢的相关特性。
前言
不锈钢紧固件在使用过程中会发生锁死现象,锁死现象有其客观因素,因为不锈钢和碳钢具有本质上的差别,不锈钢具有较好的延展性,但硬度与碳钢有一定的差距,不锈钢螺栓、螺母在装配使用锁紧过程中会在金属表面产生一层薄薄的氧化铬,它具有防腐蚀的作用,当不锈钢紧固件被锁紧时,牙纹间所产生的压力与热力会破坏和抹去氧化铬层,使得金属牙纹直接发生阻塞/剪切,进而发生黏着的现象。
当黏着的现象持续发生时(通常不超过一圈完整牙径),将使得不锈钢紧固件完全锁死,再也无法卸下或锁上。
通常这一系列的阻塞→剪切→黏着→锁死的一连串动作就发生在短短的几秒钟。
一;不锈钢紧固件产生锁死现象的外部原因:
1、牙纹损伤或有异物沾粘等会导致锁死现象发生,
2、用力太过或上紧速度过快都会导致温度急速上升而锁死.
二;防止不锈钢紧固件在使用过程中锁死的预防措施:
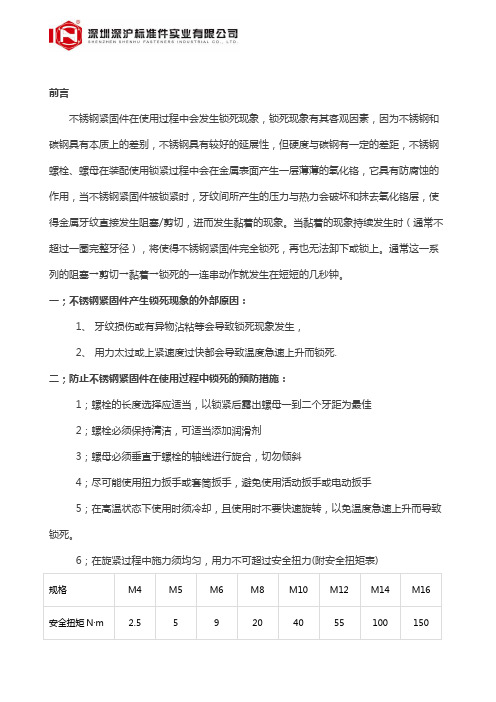
1;螺栓的长度选择应适当,以锁紧后露出螺母一到二个牙距为最佳
2;螺栓必须保持清洁,可适当添加润滑剂
3;螺母必须垂直于螺栓的轴线进行旋合,切勿倾斜
4;尽可能使用扭力扳手或套筒扳手,避免使用活动扳手或电动扳手
5;在高温状态下使用时须冷却,且使用时不要快速旋转,以免温度急速上升而导致锁死。
6;在旋紧过程中施力须均匀,用力不可超过安全扭力(附安全扭矩表)
三;不锈钢咬死的解决方案
深沪标准件公司有35年的不锈钢咬死解决经验,对容易咬死的产品,在其表面附着一层防咬死薄膜,彻底解决不锈钢产品咬死的现象,具体可联系我们。
深沪标准件。
一、不锈钢紧固件的应变硬化现象不锈钢紧固件是一种应用广泛的机械零件,其具有耐腐蚀、抗氧化等特性,因此在各种领域得到了广泛的应用。
然而,不锈钢紧固件在使用时会出现应变硬化的现象,这一现象对其使用性能产生了一定的影响。
有必要对不锈钢紧固件进行应变硬化的原因进行深入的研究和探讨。
二、应变硬化的基本原理应变硬化是指金属材料在受到应变(例如拉伸、压缩等)作用后,其晶粒受到变形,导致晶格的错位增多,从而形成位错。
这些位错互相阻碍,使得材料的形变停止,从而引起材料的硬度和强度增加的现象。
在不锈钢紧固件中,应变硬化是导致其材料强度和硬度提高的根本原因。
三、应变硬化的原因1.材料结构:不锈钢紧固件通常采用奥氏体、铁素体和马氏体等不同的金属结构,这些不同的结构对应变硬化产生了不同的影响。
奥氏体具有高的延展性,因此在受到应变作用后,容易发生位错的产生和堆积,导致应变硬化现象的出现。
而马氏体则具有较高的强度和硬度,在应变作用后也容易产生应变硬化现象。
不同的金属结构是导致不锈钢紧固件应变硬化的重要原因之一。
2.应力状况:在不锈钢紧固件使用过程中,受到的力的大小和方向对其应变硬化起着重要的影响。
一般情况下,应变硬化主要发生在拉伸力作用下,而在压缩力作用下,应变硬化的程度较小。
在复杂的力的作用下,不锈钢紧固件的应变硬化现象也会更加显著。
3.工艺条件:不锈钢紧固件的制造和加工过程中也会对其应变硬化产生影响。
在锻造、冷加工、热处理等过程中,金属晶粒受到应变作用,从而产生位错,导致应变硬化的发生。
四、应变硬化的影响1.影响材料的延展性:应变硬化会使得不锈钢紧固件的延展性降低,从而在使用过程中容易发生断裂和损坏。
2.影响材料的加工性:应变硬化会使得不锈钢紧固件的加工性变差,增加了制造和加工的难度。
3.提高了材料的硬度和强度:虽然应变硬化会影响不锈钢紧固件的延展性和加工性,但同时也提高了材料的硬度和强度,使得其在某些领域具有更好的耐磨耐腐蚀性能。
不锈钢螺丝锁死的原因一、引言不锈钢螺丝作为一种常用的紧固件,广泛应用于工程、机械制造等领域。
然而,有时候我们会遇到不锈钢螺丝锁死的情况,这给工作带来了困扰。
本文将从几个方面探讨不锈钢螺丝锁死的原因,并提出相应的解决方法。
二、不锈钢螺丝锁死的原因1. 螺纹损坏不锈钢螺丝的螺纹损坏是导致锁死的主要原因之一。
螺纹损坏可能是由于螺丝材料质量不良、工作环境恶劣等因素引起的。
当螺纹损坏后,不锈钢螺丝无法正常旋转,从而导致锁死现象的发生。
2. 螺纹润滑不足螺纹润滑不足也是不锈钢螺丝锁死的常见原因之一。
在螺纹表面涂抹润滑剂可以减少螺纹之间的摩擦力,从而降低锁死的风险。
然而,在一些特殊工作环境中,如高温、高压等条件下,润滑剂可能会失效,导致不锈钢螺丝锁死。
3. 松动力矩过大当不锈钢螺丝的松动力矩过大时,容易导致螺丝锁死。
松动力矩是指螺丝在工作过程中所受到的力矩大小,当力矩过大时,螺丝容易被过度紧固,从而锁死。
因此,在使用不锈钢螺丝时,需要根据实际情况合理选择松动力矩。
4. 腐蚀不锈钢螺丝的腐蚀也是导致锁死的重要原因之一。
在一些腐蚀性环境中,如酸性或碱性介质中,不锈钢螺丝容易受到腐蚀,导致表面粗糙,从而增加了螺纹之间的摩擦力,进而引发锁死现象。
5. 过度紧固过度紧固也是不锈钢螺丝锁死的原因之一。
在紧固过程中,如果过度施加力量,螺丝可能会被过紧地固定在工件上,从而导致锁死。
因此,在使用不锈钢螺丝时,需要注意施加适当的力量,以防止过度紧固。
三、解决方法1. 检查螺纹在使用不锈钢螺丝之前,应仔细检查螺纹是否完好。
如发现螺纹损坏,应及时更换,以避免产生锁死现象。
2. 使用适当的润滑剂在螺纹表面涂抹适量的润滑剂可以减少螺纹之间的摩擦力,降低锁死的风险。
但需要根据工作环境选择合适的润滑剂,以确保其有效性。
3. 控制松动力矩在使用不锈钢螺丝时,应根据实际情况合理选择松动力矩。
过小的松动力矩可能导致松动,而过大的松动力矩则容易导致锁死。
不锈钢磁性和生锈问题探究1、钢铁能否吸磁?在现实生活中,大多数人都认为不锈钢是没有磁性的,并借助磁铁来鉴别不锈钢,这种方法很不科学。
首先很多金属一般都可以仿不锈钢的外观颜色,也没有磁性,容易误认为是不锈钢;而即使是我们目前最常使用的304钢种,在经过冷加工后,也会出现不同程度的磁性。
所以不能只凭一块磁铁来判断不锈钢的真伪。
那么,不锈钢的磁性究竟是怎么来的?是由磁铁的特性决定的。
如果按原子电流解释就是电流产生的磁场磁化别的物体,磁化物体产生电场,电场互相作用产生力的作用物质大都是由分子组成的,分子是由原子组成的,原子又是由原子核和电子组成的。
在原子内部,电子不停地自转,并绕原子核旋转。
电子的这两种运动都会产生磁性。
但是在大多数物质中,电子运动的方向各不相同、杂乱无章,磁效应相互抵消。
因此,大多数物质在正常情况下,并不呈现磁性。
铁、钴、镍或铁氧体等铁磁类物质有所不同,它内部的电子自旋可以在小范围内自发地排列起来,形成一个自发磁化区,这种自发磁化区就叫磁畴。
铁磁类物质磁化后,内部的磁畴整整齐齐、方向一致地排列起来,使磁性加强,就构成磁铁了。
磁铁的吸铁过程就是对铁块的磁化过程,磁化了的铁块和磁铁不同极性间产生吸引力,铁块就牢牢地与磁铁“粘”在一起了。
我们就说磁铁有磁性了。
2、退磁机退磁原理:退磁处理最重要的两个条件:磁极交迭;磁场强度递减。
a.磁极交迭的方法:磁化电流采用交流电,交替改变直流电方向转变磁场中试件的方向;b.磁场强度递减的方式试件渐离磁场或磁场渐离试件,由电源控制电流衰减或分段步降。
市面上的退、脱、消磁机(器)型号、规格多种多样,退磁的对象,效果有所不同,但都是根据上述原理设计、生产制造出来的。
3、不锈钢带磁的原因:人们常以为磁铁吸附不锈钢材,验证其优劣和真伪,不吸无磁,认为是好的,货真价实;吸者有磁性,则认为是冒牌假货。
其实,这是一种极其片面的、不切实的错误的辨别方法。
不锈钢的种类繁多,常温下按组织结构可分为几类:1、奥氏体型:如304、321、316、310等;2、马氏体或铁素体型:如430、420、410等;奥氏体型是无磁或弱磁性,马氏体或铁素体是有磁性的。
不锈钢紧固件咬死原理
嘿,大家想知道不锈钢紧固件为啥会咬死吗?这可真是个有意思的事儿啊!就好比两个人紧紧拥抱在一起,怎么也分不开,这不锈钢紧固件有时候就会出现这样的情况啦!比如说,你看那些经常需要紧固的机器零件,它们在长时间工作后,就可能让不锈钢紧固件发生这种“咬死”现象。
那到底是咋回事呢?其实啊,就是摩擦力在捣乱呢!当不锈钢紧固件被拧紧后,它和它连接的部件之间就会产生摩擦力。
如果这个摩擦力太大了,好家伙,那就像强力胶粘住了一样,它们就“难舍难分”啦!咱就说,你有没有过那种想分开两个粘得特别紧的东西,死活就是分不开的经历?这就是类似的情况呀!
再比如说,要是在安装的时候,紧固的力度太大啦,或者使用的环境太恶劣了,比如高温、高湿啦,这都可能加剧这种“咬死”的情况出现。
这就像两个人,在一个很极端的环境下,反而抱得更紧了,咋都分不开!
而且呀,这可不是好解决的事儿呢!有时候你得用各种办法去尝试,就像解一个特别难解的结一样。
你得小心翼翼地,不能太大力气,不然可能弄坏零部件。
哎呀呀,这多让人头疼呀!
那怎么避免这种情况呢?这就需要我们在使用不锈钢紧固件的时候多注意啦!要选择合适的型号和规格,安装的时候也要掌握好力度,不能瞎使劲呀!还要注意使用环境,给它们一个相对舒适的“工作场所”。
总之,不锈钢紧固件咬死原理虽然有点复杂,但只要我们了解了,就能更好地应对啦!可不能小瞧了这些小零件呀,它们有时候能带来大麻烦,也能让我们的工作和生活更顺畅呢!。
不锈钢螺栓锁死原因及处理方法在工业生产和日常生活中,我们经常会用到不锈钢螺栓。
但是,有时候我们会遇到不锈钢螺栓锁死的情况,这时应该怎么办呢?本篇文章将从原因和处理方法两个方面为你解答这个问题。
一、不锈钢螺栓锁死的原因1、摩擦力过大当两个金属表面之间产生了摩擦,且力量足够大时,就会让不锈钢螺栓锁死。
这种情况在钢与不锈钢之间更常见,因为它们表面硬度和粗糙度不同。
2、使用时间过长不锈钢螺栓使用时间过长,容易堵塞和氧化,这时如果不采取有效的处理方法,会导致不锈钢螺栓锁死。
3、使用方法不当不正确的使用方法也容易导致不锈钢螺栓锁死。
例如,在安装时没有切割必要的螺栓,这样使得该螺栓固定在安装部件上。
二、不锈钢螺栓锁死的处理方法1、利用力矩扳手可以将力矩扳手锁紧在螺母上,并逆时针旋转,可以减少锁死的力量。
如果螺栓锁死发生在不易处理的地方,可以通过切割或钳击的方式来松动螺栓,再使用力矩扳手进行处理。
2、使用润滑油和清洗剂在硬件设备或工业机械中,不锈钢螺栓的使用频率很高。
每次使用后,储存在容器中的螺栓应该经过适当的保养和清洗。
在清洗过程中使用漂白粉或者酸性液体来松动锁死的螺栓,使用润滑油可以有效地减少螺栓的摩擦力,使其更容易松动。
3、用火烤对于依然无法处理的不锈钢螺栓,可以使用加热方法。
这种方法可以通过利用热胡椒油或蜡烛将螺栓的热胀冷缩利用开来。
在螺栓表面放置一些热胡椒油或蜡烛,通过加热发生的热胀冷缩现象,可以缩小螺栓锁死的部分。
以上是不锈钢螺栓锁死的原因和处理方法的介绍。
在使用不锈钢螺栓的过程中,我们要注意保养,正确使用,避免出现不必要的损失。
如遇到锁死情况,应该根据具体情况采用合适的处理方法。
不锈钢紧固件的磁性和锁死现象.txt你妈生你的时候是不是把人给扔了把胎盘养大?别把虾米不当海鲜。
别把虾米不当海鲜。
不锈钢紧固件的磁性和锁死现象一. 奥氏体不锈钢的磁性(ISO3506,GB/T3098.6)所有奥氏体不锈钢紧固件,通常是无磁的;经冷加工后,有些磁性可能是明显的。
各种材料被磁化能力的特性,也适用于不锈钢。
只有在真空状态下才有可能完全无磁。
磁场中材料的磁导率的测量是相对于材料在真空中的磁导率μr而言,如果μr接近于1,则该材料具有低的磁导率。
例如: A2[μr≈1.8] A4[μr≈1.015] A4L[μr≈1.005] F1[μr≈5]磁性的强弱与钢材的合金成分密切相关:磁性公式:MD30=551-462*(C+N)-9.2*Si-8.1*Mn-13.7*Cr-29*(Ni+Cu)-18.5*mo此值愈小磁性愈小。
二. 紧固件的锁死现象紧固件使用者经常会反映:为何不锈钢紧固件有时会有锁死的问题,而在使用碳钢紧固件时并不常发生类似现象,是不是不锈钢紧固件材质较软、碳钢紧固件相对来说比较硬的原因呢?没错!不锈钢与碳钢具有本质上的差别。
不锈钢具有良好的延展性,但其硬度与碳钢有一定差距。
奥氏体不锈钢牌号316头标与A4-80的硬度实际上只能达到相当于碳钢硬度等级的8.8级。
然而,这种说法只能说是对了一半。
锁死(Thread Galling)常发生在不锈钢、铝合金及钛合金制的紧固件上,这几类的金属合金本身有防锈性,会在表面受损伤时,在金属表面产生一层薄薄的氧化层(以奥氏体不锈钢而言,就是氧化铬)来防止进一步更深入的锈蚀。
当不锈钢紧固件被锁紧时,牙纹间所产生的压力与热力会破坏并抹去其间的氧化铬层,使得金属牙纹直接发生阻塞/剪切,进而发生黏着的现象。
当黏着的现象持续发生时(通常不超过一圈完整牙径),将使得不锈钢紧固件完全锁死,再也无法卸下或锁上。
通常这一系列的阻塞→剪切→黏着→锁死的一连串动作就发生在短短的几秒钟,因此,了解不锈钢制品的特性并遵循正确操作手续都是防止不锈钢紧固件锁死的第一步。
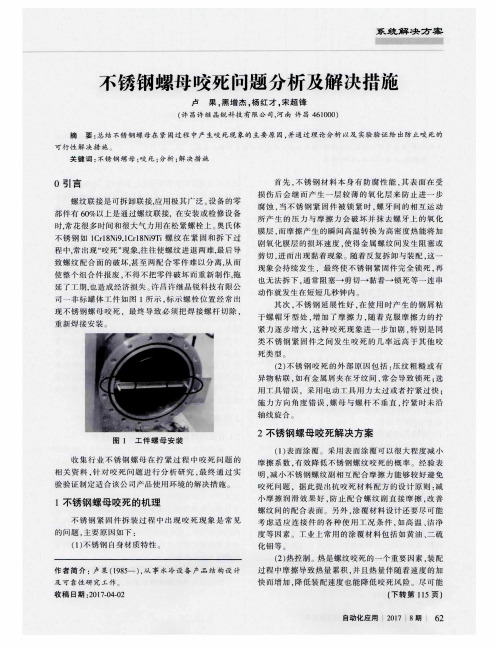
不锈钢螺丝锁死问题分析及解决措施王辉1,尉伟华1,朱令超1,刘小丽1,武惠恩2(1.山西新华防化装备研究院有限公司,山西太原030008;2.中国人民解放军陆军装备部防化军事代表局驻太原地区防化军事代表室,山西太原030006)【摘要】不锈钢螺丝是机械装配、紧固等必不可少的器件之一,不锈钢螺丝锁死问题在工程施工过程中经常发生,为了更好地解决此类问题,分别从材质,故障原因、解决措施等多个方面进行分析,针对不同情况提出相应的改进措施。
【关键词】不锈钢;螺丝;锁死;措施【DOI编码】10.3969/j.issn.1674-4977.2021.06.021Analysis and Solution of Locking Problem of Stainless Steel Screw WANG Hui1,WEI Wei-hua1,ZHU Ling-chao1,LIU Xiao-li1,WU Hui-en2(1.Shanxi Xinhua Chemical Defense Equipment Research Institute Co.,ltd.,Taiyuan030008,China;2.Anti chemical warfare Military Representative Office of the anti chemical warfare military representative Bureau of the Army Equipment Department of the Chinesepeople's Liberation Army in Taiyuan,Taiyuan030006,China)Abstract:Stainless steel screw is one of the indispensable devices for mechanical assembly and fastening.The locking phenomenon of stainless steel screws often occurs in the process of engineering construction.In order to better solve this kind of problem,this paper analyzes from the aspects of material,fault causes and solving measures,and puts forward corresponding improvement measures for different situations.Key words:stainless steel;screw;locking;measures在日常生活和工业生产制造中,螺丝作为必不可少的标准件为我们的生活和生产带来了很大的便捷。
不锈钢螺栓锁死问题分析作者:张雅琴来源:《科技与创新》2016年第04期摘要:受材质特性的影响,不锈钢螺栓在拆卸过程中极易出现锁死问题。
这不仅严重影响了不锈钢紧固件的使用性能,还影响了紧固件的再次使用。
因此,分析了不锈钢螺栓锁死问题及其根源,并提出了相应的解决措施,以期为类似问题的处理提供一定的借鉴。
关键词:不锈钢螺栓;紧固件;锁死问题;预防措施中图分类号:TH131.3 文献标识码:A DOI:10.15913/ki.kjycx.2016.04.120不锈钢紧固件具有美观、耐用、抗腐蚀等特点,是机械装配中的常见材料,但是不锈钢紧固件存在锁死问题,即螺栓与螺母连接过于紧密而无法打开的情况。
两者一旦咬死,就很难分开,需要破除螺母或者截断螺栓才能将二者分离开来。
可见,不锈钢螺栓锁死问题对紧固件的重复使用和机械装配效率都具有不利影响。
为了避免不锈钢螺栓锁死带来的不利影响,本文以某单位的单机研制过程为例,通过研究其不锈钢紧固件装配中出现的锁死问题,提出一系列解决和预防措施。
1 案例分析某单位在单机研制过程中考虑到材料抗腐蚀性、强度和硬度等约束因素,需要在多个备选零件中挑选出最适合的零件,最后采用了不锈钢材质的零件,但是在装配、分解过程中却经常发生锁死现象,严重影响了项目的顺利进行。
2 不锈钢螺栓材质的特性和锁死原因不锈钢螺栓出现锁死现象与其材质特性有很大关联,因此,分析不锈钢螺栓的材质特性有助于找出锁死原因。
2.1 不锈钢螺栓的材质特性目前,市场上大部分不锈钢螺栓的原材料都来自于日本。
按照材料级别,可以将不锈钢材料分为SUS302、SUS304、SUS316三个等级。
每个等级的材料在生产制造过程中所参照的标准和所选用材料的成分都有所不同,因此,材料性能各有不同:SUS302的强度较高,但是延伸性不及301不锈钢;SUS304可用于制造耐热钢,广泛用于食品设备、核能生产领域;SUS316的抗腐蚀能力较强,可用于抗点蚀材料的生产。
不锈钢紧固件锁死的预防措施1.正确选择合适的不锈钢紧固件首先,要根据应用场景选择合适的不锈钢紧固件。
不同的环境可能会对紧固件产生不同的影响,如湿润环境、化学腐蚀、高温或低温等。
在选择不锈钢紧固件时,应根据具体情况选择耐腐蚀性好、强度适宜的材质,并参考规格要求。
2.正确装配和拆卸在装配过程中,正确的操作可以预防紧固件的锁死。
首先,应确保安装表面清洁,没有油脂和杂质,以免影响紧固件的效果。
其次,正确选择紧固件的扭矩和角度,过紧或过松都会导致问题。
使用恰当的工具进行装配,并在装配前检查和清理紧固件的孔径或螺纹,以确保无损坏和松动。
在拆卸过程中,如果遇到紧固件锁死的情况,应停止拆卸,并采取正确的方法进行处理。
可以使用专用的拆卸剂或油脂来润滑紧固件,然后慢慢转动紧固件,逐渐松动。
如果情况严重,考虑使用热解决锁死问题。
3.定期检查和维护定期检查不锈钢紧固件的工作状态非常重要,可以帮助发现问题并采取措施。
应该注意紧固件是否有松动、腐蚀或磨损等情况。
如果发现了问题,应及时处理,重新装配或更换紧固件,以确保设备的正常工作。
4.使用耐腐蚀润滑剂在一些特殊环境中,如高湿度、酸碱环境等,不锈钢紧固件容易发生腐蚀和锁死。
为了预防这种情况,可以在紧固件装配之前使用一些耐腐蚀润滑剂。
这些润滑剂可以减少紧固件之间的摩擦,提高它们的工作效率,并且可以防止腐蚀和锁死。
5.避免过度紧固过度紧固是导致紧固件锁死的常见原因之一、如果将紧固件拧得太紧,会导致螺纹损坏或紧固件无法解开。
因此,在装配过程中,应根据规格要求选择适当的扭矩,并使用扭矩扳手进行装配。
这样可以确保紧固件的合适和可靠。
总结起来,预防不锈钢紧固件锁死的措施包括选择合适的紧固件、正确装配和拆卸、定期检查和维护、使用耐腐蚀润滑剂以及避免过度紧固。
通过采取这些措施,可以预防不锈钢紧固件锁死,确保设备的正常工作和维修便利。
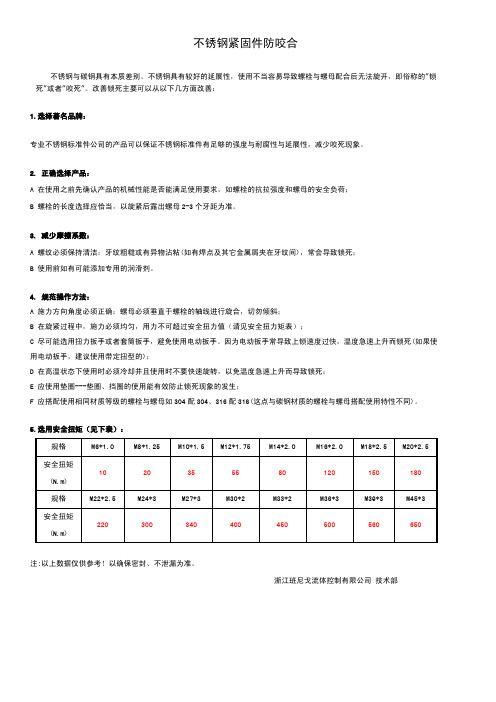
不锈钢紧固件防咬合
不锈钢与碳钢具有本质差别。
不锈钢具有较好的延展性,使用不当容易导致螺栓与螺母配合后无法旋开,即俗称的"锁死"或者"咬死"。
改善锁死主要可以从以下几方面改善:
1.选择著名品牌:
专业不锈钢标准件公司的产品可以保证不锈钢标准件有足够的强度与耐腐性与延展性,减少咬死现象。
2. 正确选择产品:
A 在使用之前先确认产品的机械性能是否能满足使用要求,如螺栓的抗拉强度和螺母的安全负荷;
B 螺栓的长度选择应恰当,以旋紧后露出螺母2-3个牙距为准。
3. 减少摩擦系数:
A 螺纹必须保持清洁:牙纹粗糙或有异物沾粘(如有焊点及其它金属屑夹在牙纹间),常会导致锁死;
B 使用前如有可能添加专用的润滑剂。
4. 规范操作方法:
A 施力方向角度必须正确:螺母必须垂直于螺栓的轴线进行旋合,切勿倾斜;
B 在旋紧过程中,施力必须均匀,用力不可超过安全扭力值(请见安全扭力矩表);
C 尽可能选用扭力扳手或者套筒扳手,避免使用电动扳手。
因为电动扳手常导致上锁速度过快,温度急速上升而锁死(如果使用电动扳手,建议使用带定扭型的);
D 在高温状态下使用时必须冷却并且使用时不要快速旋转,以免温度急速上升而导致锁死;
E 应使用垫圈---垫圈、挡圈的使用能有效防止锁死现象的发生;
F 应搭配使用相同材质等级的螺栓与螺母如304配304、316配316(这点与碳钢材质的螺栓与螺母搭配使用特性不同)。
5.选用安全扭矩(见下表):
注:以上数据仅供参考!以确保密封、不泄漏为准。
浙江班尼戈流体控制有限公司 技术部。
不锈钢紧固件剩磁标准
不锈钢紧固件的剩磁标准并没有统一的国际标准,但可以根据不同的应用场景和需求,参考以下几点来评估剩磁水平:
1. 磁性水平:根据GB/T 13885-2008《不锈钢螺纹紧固件》标准,不锈钢紧固件的磁性水平可以分为四级:强磁、弱磁、微磁和无磁。
一般情况下,剩磁强度越低,紧固件的磁性越弱。
2. 应用需求:根据实际应用场景和需求,选择合适的剩磁水平。
例如,在需要抗磁性较强的环境下,可以选择剩磁较低的紧固件。
3. 生产工艺:不锈钢紧固件的生产工艺对剩磁水平有影响。
例如,采用冷镦工艺生产的紧固件,剩磁水平相对较低。
4. 材质成分:不锈钢紧固件的材质成分也会影响剩磁水平。
一般来说,镍含量较高的不锈钢品种,剩磁水平相对较低。
在实际应用中,可以根据以上因素综合评估不锈钢紧固件的剩磁水平。
在选购不锈钢紧固件时,可以向供应商咨询具体的剩磁参数,以确保产品满足应用需求。
需要注意的是,不同地区和供应商可能存在不同的评估标准,因此在选购不锈钢紧固件时,建议您详细了解相关标准和规定。
如有疑问,请随时向我咨询。
中华人民共和国国家标准紧固件机械性能螺钉和螺柱代替国家质量技术监督局批准实施范围本标准规定了和铁素体为件下进行试验在较高或较低温度下其性能可本标准适螺纹公称直径符合规定的普通螺纹符合规定的直径与螺距组合符合规定的基本尺寸符合规定的公差任何形状本标准不适用于有特殊性能要求的紧固件如可焊本标准未规定特殊环境下耐腐蚀性和耐氧化在附录的附给出了在特殊环境中使用材料的一关于腐蚀和耐腐蚀的定本标准的目的在于对耐腐蚀不锈钢紧固件的性能进行分某些材料在空气中能使用到温度某些材料在空气中能使用到温度对机械性能影响方面的资附录的附对高温或零度以下使氧化性以及用者与制造者按每一特殊场合进行附录的附出了有关高温条件下含碳量对晶间腐蚀的所有奥氏体不锈钢紧固件在退火状态下通常是无磁的经冷加工后有些磁性可能是明显附录的附引用标准下列标准所包含的条文通过在本标准中引用而构成为本标准的条本标准出版示版本均所有标准都会被修订使用本标准的各方应探讨使用下列标准最新版本的可普通螺纹基本牙型普通螺纹直径与螺距系普通螺纹基本普通螺纹公差与配金属拉伸试验方金属布氏硬度试验方法紧固件机械性能金属维氏硬度试验第部分试验方热处理金钢和易切钢第锻不锈钢行修订耐晶间腐蚀不锈钢的测定第部分奥氏体和铁素体奥氏在硝酸介质中测量质量损耗行修订耐晶间腐蚀不锈钢的测定第部分和铁素体在硫酸介质中的腐蚀试验冷镦和冷挤压用钢行修订金属和合金的腐蚀基本术语和定义不锈钢第部分不锈钢目录标记组别和性能等级的标记制图材料标记由短划隔开的两部分组第一部分标记钢的组别第二部分标记性能等钢的一记由字母和一个数字组成字母表示钢的类表示该类钢的化学成分性能等二记由两个数字组成并表示紧固件抗拉强度的示例表奥氏体加抗拉强度为表示马氏体火并回抗拉强度为图中钢的类别和组别的分级在附的附说明化学成分按表规定含碳量低于低碳不锈钢可增加标图组别和性能等级标记制度标志只有符合本标准的所有技术要求紧固件才能按条的标记制度进行标志螺栓和螺钉螺纹公称直径的六角头螺栓和螺钉以及内六角或内六角花形圆柱头螺钉均应按条中图和图进行清晰的标标志应包括钢的组别和性能等级以及制造者的识别标其他类型的螺栓和螺钉也可尽量按此要仅在头部进行标在不致造成混淆的前提有其他附加的标螺柱螺纹公称直径的螺柱应按条中图和图进行清晰的标在螺柱的无螺纹杆部进行标志应包括钢的组别和性能等级以及制造者的识别标如在无螺纹杆部不可能标许在螺柱的拧入螺母端仅标志钢的制造者的识别标级六角头螺栓和螺钉的标志内六角和内六角花形圆柱头螺钉的标选用的形式见螺柱的标选用的形式见注左旋螺纹的标志见图志包装标识所有规格的所有包装上标志制造者的商标或识别标志和钢的组别及性能等级是强表面精饰除非另有规定否则符合本标准的紧固件应进行清洁和光亮处最大限度地采用耐腐蚀钝化处材料按本标准生产的紧固件适用的不锈钢材料在表中给除非供需双方另有协议化学成分应在钢组规定的范围内由制造者在有晶间腐蚀倾向的按或的规定进在此情况采用稳定型的和采用含碳量不超过和表不锈钢组别与化学成分机械性能应符合表或表的规由马氏体钢制造的螺栓和螺钉的楔负载强应小于表规定的最小抗拉强度本章规定的机械性能适用于验收应按第章规定的试验项目进表奥氏体表马氏体和铁素体表奥氏体钢螺栓和螺钉的破坏扭矩对马氏体和铁素体钢紧固件的破坏扭矩值应由供需双方试验试验项目试验项目应符或螺柱的长度决规表试验项目试验方法总则所有长度测量的误差应不大所有拉力试验应使用夹头能自动定心的试验机以免试件承受任何横向载见图按条进行试验用的下夹头应为淬硬的螺纹夹头其硬度不应低于螺纹的公差应为抗拉强度根据和的规定抗拉强度应在长度等于或大于的紧固件上进行测承受拉力载荷又未旋合的螺纹长度应大于或等于断裂应在螺栓或螺钉头部支承面和下夹头的端面之间发测得的值应符合表或表给出的规定非比例伸长应力规定非比例伸长应力螺栓和螺钉实物上进仅适用于长度等于或大于当试件承受轴向拉力载荷量螺栓或螺钉的断后伸长图试验时先将试件拧入淬硬的螺纹夹头内其拧入深度为见图力曲线应按图所示绘计算夹紧长度取自头部支承面与螺纹夹头端面之间的距离图和表的注夹紧长度的当于力伸长曲线的水上的一段刻从曲线的直线部分水平地划一直线并取相同的数值即通过和点绘一直线与力伸长曲线相交于相当于垂直轴线上点力除以螺纹的应力截面积即可得出伸长量在螺栓或螺钉支承面与夹头端面之间进行测图带自动定心的螺栓伸长计图测定的力曲线图断后伸长量断后伸长量应在长度等于或大于的紧固件上进行测测量螺栓或螺钉的长见图然后将紧固件拧入淬硬的螺纹夹头内其拧入深度为一倍螺纹见图拉断紧固件后将试件断裂部分紧密吻合然后测量长度图断后伸长量按下式计算求得的值应大于等于表或表的规定如要求用机加工试件进行该项试验值应由双方破坏扭矩破坏扭矩应使用图所示的装置进行测该扭矩测试装置的误差应不大于表规定的破坏扭矩螺栓或螺钉的螺纹夹紧在一对带有盲孔的开合模中被夹紧的螺纹长度应有但不包括末端的长度同时至少有两扣完整螺纹伸出开合模的上对螺栓或螺钉施加扭矩直至断试件应符合表的规图断后伸长量的测量开合孔图破坏扭矩的测试装置马氏体的楔负载试验本试验应使用给出的楔垫尺寸见表表楔垫尺寸硬度或硬度试验按规定进如有争以维氏硬度螺栓或螺钉硬度末周半径的处进仲裁试验应在距末端的截面上进硬度值应在表给出的附录外螺纹的应力截面积的计算螺纹的应力截面积按下式计算式中中径的基本小径的基本螺纹原始三角形原始三角形周率表螺纹的应力截面积附录的附不锈钢类别与组别的说明总则在和中及以下钢类奥氏体马氏体铁素体本附录是对上述钢的性能本附录还给出非标准化组钢的某些资这类钢具有马氏体奥氏体组在和中规定五个基本们不能淬火通常是无磁为了减少对加工硬化的敏感性对钢可添加铜的成的规对亚稳定型的和组钢适用于以下情况氧化铬能提高钢的抗的含碳量对亚稳定型的钢极为重因为铬对碳有高的亲化铬能够替代高温下更容易生成的氧化录对稳定型的和组钢适用于以下情况或元素影响碳的存氧化铬达到其最大对海洋或类似的使用环境要求和含量各约的含量为当有高的腐蚀倾向向专家组钢组钢是为机械加工专门设计该组钢具有高的硫含量故比相应标准硫含量钢的耐腐蚀能力组钢组钢是最广泛使用的不锈钢用于厨房设备和化工装该组钢不适用于非氧化酸类和带氯成分的游泳池和海组钢组钢是稳组钢相组钢组钢酸元素能提供相当好通常用于化纤组钢是为沸腾硫酸而开发此并在一定程度上也适合于含氯化物的还常用于食品工业和造船组钢组钢是稳酸组相组铁素体钢在和中组钢通常不能淬硬即使在某些情况下有可不应进行淬组钢是有磁组钢组钢通常用于较简单的装该装置应避免具有和含量极低的特纯铁素体如有需组钢能代替和组通常具有更高的含铬和三组马氏体钢在和中他们能淬火到极高的强度并且是有磁组钢组钢的耐腐蚀性有于和组钢组钢耐腐蚀性比钢好但仍是有限于泵和组钢组钢的耐腐蚀性有于机械加工材料其他方面与组钢类铁素体奥氏体组类钢在和中尚未采用但很有可能在将来这类钢是所谓双相最初开发的钢有些缺陷这些缺陷已在近来开发的钢中克钢比和钢有更好的性能尤其是强度它还有优良的耐点蚀和裂缝成分示例在表中给表铁素体奥氏体钢化学成分附录的附不锈钢成分技术条件自表表附录的附冷镦和冷挤压用不锈钢自表附录的附耐氯化物导致应力腐蚀的奥氏体不锈钢自因氯化物导致应室内成失效的风险可通过使用表给出的材料而降表附录的附高温下的机械性能和低温下的适用性注如果或螺柱经过计算认为是合适的则相匹配的螺母也会符合要此在用于高温或低温的情况下只要充分考虑或螺柱的机械性能即可高温下的屈服点或规定非比例伸长应力本附录给出的数值仅是指导使用者应当明际的化学成分和性装紧固件的载荷以及环境都可能产生很大的变如果在高温下载荷是循环交变大的或有高的应力腐蚀的可能性使用者应向制造者在高温下屈服点和规定非比例伸长应力数值与在室温下的数值之见表表受温度影响的和低温下的适用性低温适用性见表表低温适附录的附腐蚀时间温度图图给出不同含碳量的奥氏体为晶间腐蚀倾向产生前近似的图附录的附奥氏体不锈钢的磁性所有奥氏体不锈钢紧固件通常是无磁的经冷加工些磁性可能是明显各种材料被磁化能力的特适用于只有在真空状态下才有可能完全磁场中材料的磁导率的测量是相对于材料在真空中的磁导率而如果接近则该材料具有低的磁导例如。
不锈紧固件作为五金件中的一部分,在许多的安装过程也是必不可少的,紧固件中金属紧固件经常会因为各种原因发生锈蚀,在发生锈蚀时一些紧固件会出现完全锁死的问题,导致紧固件本身的操作失去效能,也就是无法拆卸或继续锁上紧固件。
紧固件的完全锁死可能只发生在短短几秒钟以内,因此要更正确的认识和使用紧固件,以预防锁死发生。
1、紧固件锁死的原因
紧固件的锁死一般都是发生在不锈钢或合金材料制成的产品上,这是因为这些金属材料本身都具备了防锈蚀的能力,一旦紧固件的金属表面受到损伤,就会出现氧化层来提供保护,防止锈蚀的加剧,但当紧固件被锁紧时,施力所产生的压力和热量会破坏氧化层,使得金属螺纹间发生阻塞或剪切,进而发生黏着的现象,也就是锁死。
2、紧固件避免锁死的方法:
紧固件的锁死并不能完全的杜绝,但是我们可以通过注意各个因素来降低锁死情况出现的几率,例如保证紧固件的载荷能力,选择更有抗拉强度的螺丝和螺母等。
紧固件的螺纹是否清洁也对是否锁死产生一定的影响,当螺纹较为粗糙或不清洁时,锁死更常出现,因此要在使用前确保对紧固件的清洁工作,清除铁屑或污物。
紧固件在进行正确、适当的润滑处理后,金属部位因受力产生的热量会被有效减少,这样也就会相应降低紧固件锁死情况出现的几率。
紧固件使用垫圈并以正确方式安装时,也更少出现锁死。
以上就是今天带给大家的简单分享,希望对大家有所帮助,同时也感谢大家一直以来的关注与支持!。
一、不锈钢的特性:1、不锈钢定义:不锈钢通常指具有抵抗空气、水、酸、碱盐或其它介质腐蚀能力的钢根据合金成份的不同,分别侧重不锈性和耐酸性,有些钢虽然具有不锈性,但不一定耐酸,耐酸钢通常具有不锈性。
所有的不锈钢没有一种能够应付所有的腐蚀环境,都可以不生锈。
“不锈钢”是一种错误的名称,因为没有一种能够应付所有腐蚀环境,都可以不生锈的,不锈钢的真正含义只是“难生锈”而已。
2、不锈钢的分类:(1)按组织结构:马氏体不锈钢,铁表体不锈钢,奥氏体不锈钢,双相不锈钢;(2)按钢中主要化学成份:铬不锈钢镍不锈钢,铬镍钼不锈钢,超低碳不锈钢。
(用于生产紧固件主要使用300系奥氏体不锈钢,此类不锈钢的主要化学成份是18%铬加8%镍,即一般所称的18-8不锈钢,属铬镍不锈钢系列)(3)奥氏体不锈钢的特性:正常状态下无磁性,冷作加工后略有磁性;在各种温度,均可保持其奥斯田组织,不发生相变,所以不能用热处理使其硬化;但施予冷作加工,可使其硬化,并增加强度。
主要有以下几种钢种:302HQ(0Cr18Ni9Cu3)、SUS304(0Cr18Ni9)、304M、304J3(302HC)、316(0Cr17Ni12Mo2)、316L(0Cr17Ni14Mo2)。
其化学成份为:其钢种特性介绍如下:302HQ:低碳,低氮,低硫,极低之加工硬化率,极佳之冷间加工性,适用于形状复杂,成型难度高之用途。
304:加工硬化率适中,适于一般的冷加工及伸抽,冷加工性能较好。
304M:中等的加工硬化率,适于一般的冷间加工及伸抽。
304HC:添加铜取代镍,降低钢材之加工硬化率,且可维持较低之导磁性。
SUS316:加钼,更佳的耐蚀性及耐孔蚀性。
SUS316L:低碳,较316更佳的耐蚀性及更佳的冷加工性。
二、奥氏体钢螺栓、螺钉和螺柱机械性能奥氏体钢螺栓和螺钉的破坏扭矩M1.6-M16(粗牙螺纹)三、奥氏体不锈钢高温下的机械性能和低温下的适用性(ISO 3506 & GB/T 3098.6)如果螺栓,螺钉或螺柱经过计算认为是合适的,则相匹配的螺母也会符合要求。
紧固件国家标准手册 丝规格 M2 M2.5 M3 M4 M5标准扭力 1.6~2 3~4 6~7.5 14.5 ~ 18 28~35(kgf ?cm ) ○自攻牙螺丝螺丝规格 1.7 2 2.3 2.6 3 3.5 标准扭力 1.5 3 3 3 4 4Min.Max. Min. Max. ! [ X" m. r9 X2 }; k: V1 M1.0 0.15 0.20 0.08 0.102 M1.1 0.22 0.29 0.11 0.14/ Y; W) D2 P4 s+ ^9 E3 M1.2 0.32 0.42 0.16 0.214 M1.4 0.48 0.62 0.24 0.315 M1.6 0.70 0.91 0.35 0.466 E0 R8 S5 Q7 o1 M/ l6 M1.8 1.10 1.43 0.55 0.727 M2.0 1.50 1.95 0.75 0.988 M2.2 2.00 2.60 1.00 1.309 M2.5 3.20 4.16 1.60 2.0810 M3.0 5.00 6.50 2.50 3.2511 M3.5 6.50 8.45 3.25 4.239 `- d3 R ?) s, L+ z5 t( T12 M4.0 14.00 18.20 7.009.1013 M4.5 20.50 26.65 10.25 13.3314 M5.0 29.00 37.70 14.50 18.8515M6.049.0063.7024.0031.20第一 部分 基础知识 第一 章 度量当今世界上长度计量单位主要有两种,一种为公制,计量单位为米( 相当于我国旧制的市寸,在美国、英国等欧美国家使用较多1、公制计量:(10 进制)1m =100 cm=1000 mm1 cmm )、厘米( cm )、毫米 mm )等,在欧州、我国及日本等东南亚地区使用较多, 另一种为英制,计量单位主要为英寸 (inch ),0 1 234 5 67 8 9 10 mm2、英制计量:(8 进制)1 英寸=8 英分1 英寸 =25.4 mm3/8 × 25.4 =9.521/16 3/16 5/16 7/16 9/1611/16 13/16 15/160 1/8 1/4 3/8 1/25/83/4 7/81 inch3、 1/4 以下的产品用番号来表示其称呼径,如:4#, 5#, 6#, 7#, 8#,10#,12#第二章 螺 纹、螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线凸起的形状。
不锈钢紧固件的磁性和锁死现象
一、奥氏体不锈钢的磁性(ISO3506,GB/T3098.6)所有奥氏体不锈钢紧固件,通常是无磁的;经冷加工后,有些磁性可能是明显的。
各种材料被磁化能力的特性,也适用于不锈钢。
只有在真空状态下才有可能完全无磁。
磁场中材料的磁导率的测量是相对于材料在真空中的磁导率μr而言,如果μr接近于1,则该材料具有低的磁导率。
例如:A2[μr≈1.8]A4[μr≈1.015]A4L[μr≈1.005]F1[μr≈5]
磁性的强弱与钢材的合金成分密切相关:
磁性公式:MD30=551-462*(C N)-9.2*Si-8.1*Mn-13.7*Cr-29*(Ni Cu)-18.5*mo此值愈小磁性愈小。
二、紧固件的锁死现象
紧固件使用者经常会反映:为何不锈钢紧固件有时会有锁死的问题,而在使用碳钢紧固件时并不常发生类似现象,是不是不锈钢紧固件材质较软、碳钢紧固件相对来说比较硬的原因呢?没错!不锈钢与碳钢具有本质上的差别。
不锈钢具有良好的延展性,但其硬度与碳钢有一定差距。
奥氏体不锈钢牌号316头标与A4-80的硬度实际上只能达到相当于碳钢硬度等级的8.8级。
然而,这种说法只能说是对了一半。
锁死(Thread Galling)常发生在不锈钢、铝合金及钛合金制的紧固件上,这几类的金属合金本身有防锈性,会在表面受损伤时,在金属表面产生一层薄薄的氧化层(以奥氏体不锈钢而言,就是氧化铬)来防止进一步更深入的锈蚀。
当不锈钢紧固件被锁紧时,牙纹间所产生的压力与热力会破坏并抹去其间的氧化铬层,使得金属牙纹直接发生阻塞/剪切,进而发生黏着的现象。
当黏着的现象持续发生时(通常不超过一圈完整牙径),将使得不锈钢紧固件完全锁死,再也无法卸下或锁上。
通常这一系列的阻塞→剪切→黏着→锁死的一连串动作就发生在短短的几秒钟,因
此,了解不锈钢制品的特性并遵循正确操作手续都是防止不锈钢紧固件锁死的第一步。
不锈钢紧固件锁死的原因一般有:
(1)牙纹粗糙或有异物沾粘。
如有焊点及其它金属屑夹在牙纹间,常会导致锁死;
(2)用力太过或上锁速度过快尽可能选用扭力扳手或套筒扳手,避免使用活动扳手或电动扳手。
因为电动扳手常导致上锁速度过快,温度急速上升而锁死;(3)施力方向角度错误。
螺帽必须垂直于螺丝的轴线进行旋合,切勿倾斜;(4)未使用垫圈。
垫圈的使用能有效防止上锁过紧的问题。
要防止不锈钢紧固件的锁死,通常采用以下手段:
(1)减缓上锁的速度。
一般来说,减缓上锁的速度能大幅度减少锁死的机会,因为热能常发生在上锁的时候,当热能增加时锁死的机会也将增加;
(2)可使用黄油、二硫化钼、石墨、云母或滑石粉来润滑内外牙纹,以减少锁死发生;
(3)扣停Coating也是一种有效的润滑方式,经过扣停处理的螺帽,将如同在螺帽与螺丝之间多了一层润滑膜。
三、奥氏体不锈钢螺栓和螺钉的破坏扭矩M1.6~M16(粗牙螺纹)
螺纹破坏扭矩Tm(N.m)性能等级50 70 80 M1.6 0.15 0.20 0.24 M2 0.30 0.40 0.48 M2.5 0.60 0.90 0.96 M3 1.10 1.60 1.80 M4 2.70 3.
80 4.30 M5 5.50 7.80 8.80 M6 9.30 13.00 15.00 M8 23.00 32.00 37.00 M10 46.00 65.00 74.00 M12 80.00 110.00 130.00 M16 210.
00 290.00 330.00。