平行移动方式
- 格式:doc
- 大小:40.50 KB
- 文档页数:2



什么是生产过程的平行移动方式?
生产过程的时间组织主要是讨论劳动对象在车间之间、工段之间及工作地之间的运动,在时间上如何协作与连接,以最大限度地提高生产过程的连续性和节奏性,达到提高生产率、降低成本、缩短生产周期的目的。
生产过程的时间组织形式主要有挨次移动方式、平行移动方式和平行挨次移动方式。
平行移动方式是指每一个零件在前一道工序加工完毕之后,马上转入下一道工序进行加工,零件在工作地之间是一个一个运输的。
平行移动方式生产周期的计算公式为:
T=各工序单件时间总和+(批量-1)×最长工序的单件时间
本例中,如图2-3,生产周期为T=50+(4-1)×20=50+60=110分钟。
图2-3平行移动方式
平行移动方式的特点是:加工时间最短,但设备的利用和人力的利用不够充分,有间歇性停顿和等待时间。
三种移动方式各有优缺点。
平行移动生产周期快,但设备工作时有间断性停留;挨次移动虽没有设备停留,但生产周期长;平行挨次移动,虽然表面上取二者之长,避二者之短,看似一种特别抱负的方式,但由于组织管理的简单性增加而在实践中遇到了新的问题。
三种移动方式各有自己的适用条件,选用时主要考虑:生产类型,产品生产任务的缓急状况,生产单位之间的专业化形式,工件的大小,工序劳动量大小,相邻工序工作地之间的空间距离及其之间的运输装置状况,各工序间工时比例性关系,转变加工对象时调整设备所需要的劳动量等。
顺序移动方式方式和平行移动方式的定义
顺序移动法和平行移动法是定位技术的两种常见运动模式。
在工厂自动化布线法和工业机器人技术中应用得最多。
顺序移动法是一种循环移动方法,它按顺序设置多个位置点,可以使物体按照既定路径按顺序自动行走,常见的例子有机器人、机床等。
顺序运动可以实现起简单的手动操作,它的主要特点是移动步骤的精确性和连续性,移动时按照预先设定的顺序完成,移动精度比较高。
平行移动法是将物体沿着一个平直线移动,它是一种直线运动,可以控制物体在某一方向上按最佳路径运动,平行移动被用在自动化、装配生产等行业。
它具有精度高、速度快、操作简单和智能化等特点,可以有效地提高整个生产系统的效率。
综上,顺序移动法和平行移动法作为工厂自动化的两种常用的运动模式,能够满足往往变化的工厂定位要求,对于正确、有序地发挥作用有很大的重要性。
同时,两种模式各有特点,一般需要根据工业项目的不同选择合适的模式,以获得最佳的工厂发展效果。

函数图像的三种变换一 、平移变换函数图象的平移变换,表现在函数图象的形状不变,只是函数图象的相对位置在变化,其平移方式可分为以下两种: 沿水平方向左右平行移动比如函数()y f x =与函数()(0)y f x a a =->,由于两函数的对应法则相同,x a -与x 取值范围一样,函数的值域一样。
以上三条决定了函数的形状相同,只是函数的图象在水平方向的相对位置不同,如何将函数()y f x =的图象水平移动才能得到函数()y f x =的图象呢?因为对于函数()y f x =上的任意一点(11,x y ),在()y f x a =-上对应的点为11(,)x a y +,因此若将()y f x =沿水平方向向右平移a 个单位即可得到()(0)y f x a a =->的图象。
同样,将()y f x =沿水平方向向左平移a 个单位即可得到()(0)y f x a a =+>的图象。
沿竖直方向上下平行移动比如函数()y f x =与函数()(0)y f x b b =+>,由于函数()y f x =函数()(0)y b f x b -=>中函数y 与y b -的对应法则相同,定义域和值域一样,因此两函数形状相同,如何将函数()y f x =的图象上下移动得到函数()y b f x -=的图象呢?因为对于函数()y f x =上的任意一点(11,x y ),在()(0)y b f x b -=>上对应的点为11(,)x y b +,因此若将()y f x =沿竖直方向向上平移a 个单位即可得到()(0)y b f x b -=>的图象。
同样,将()y f x =沿竖直方向向下平移a 个单位即可得到()(0)y b f x b +=>的图象。
据此,可以推断()y f x a b =±±(0,0)a b >>为水平方向移动a 个单位,“左加右减”,竖直方向移动b 个单位,“上加下减”。

初级工商管理涉及公式平顺移动方式:每批次全部完成的生产周期=工序时间总和+(批量-1)×(比相邻较大工时-比相邻较小工时)平行移动方式:生产周期=工序时间总和+(批量-1)×最长时间流水线平均节拍=计划期有效工作时间÷计划期产量=(工作时间有效利用系数×制度工作时间)÷计划产品产量有效工作时间=时间利用率×系数×件数产量=计划产量÷成功率工序能力指数=(公差上线-公差下线)÷(6×样本标准偏差)(公差上线/下线=标准尺寸/样本平均值-误差)技术改造的总投资=新追加投资额+拆除的损失-拆除固定资产回收利用的价值技术改造年度经济效益=技术改造后的产品产量×(技术改造前的产品单位成本-改造后成本)-标准投资效益系数(当E>0时)×技术改造总投资投资回收期=投资额÷年品均收益追加投资回收期=(K1-K2)÷(C2-C1)=两个方案的总投资额之差÷两个方案的经营费用之差每年分摊设备费用=(设备原始价值-设备更新时的残值)÷已使用年限益本率=平均每年设备费用总和=(低劣化数值÷2)×已使用年限+分摊设备费用最佳更新年限=√(2×原始价值)÷低劣化数值设备费用=原始价值÷使用年限最小设备费用=√{2×(原始价值-残值)}÷低劣化数值年低劣化=(年低劣化增加值×使用年限)÷2标准离差率=标准利差÷期望报酬率风险报酬率=风险报酬系数×标准离差率投资报酬=资金时间价值(无风险报酬率)+风险报酬率流动比率=流动资产÷流动负债速动比率=速动资产÷流动负债=(流动资产-存货)÷流动负债合计现金流动负债比率=(年经营现金流量÷年末流动负债)×100%资产负债率=(负债总额÷资产总额)×100%产权比率=(负债总额÷所有者权益)×100%已获利息倍数=息税前利润÷利息支出应收账款周转率=销售收入÷[(起初应收账款+期末应收账款)÷2]应收账款周转天数=360÷应收账款周转率存货周转率=[(年初存货数+年末存货数)÷2]存货周转天数=360÷存货周转次数流动资产周转率(次数)=销售收入÷[(起初流动资产+期末流动资产)÷2]流动资产周转期=品均流动资产总额×360÷销售收入净额总资产周转率=销售收入(净额)÷平均资产总额销售净利率=(净利润÷销售收入)×100%销售毛利率=[(销售收入-销售成本)÷销售收入]×100%资产净利率=净利÷[(初期资产总额+期末资产总额)÷2]×100% 资产报酬率=净利÷[(初期净资产+期末净资产)÷2]×100%总资产报酬率=(利润总额+利息支出)÷平均资产总额。
函数图像的三种变换一 、平移变换函数图象的平移变换,表现在函数图象的形状不变,只是函数图象的相对位置在变化,其平移方式可分为以下两种: 沿水平方向左右平行移动比如函数()y f x =与函数()(0)y f x a a =->,由于两函数的对应法则相同,x a -与x 取值范围一样,函数的值域一样。
以上三条决定了函数的形状相同,只是函数的图象在水平方向的相对位置不同,如何将函数()y f x =的图象水平移动才能得到函数()y f x =的图象呢?因为对于函数()y f x =上的任意一点(11,x y ),在()y f x a =-上对应的点为11(,)x a y +,因此若将()y f x =沿水平方向向右平移a 个单位即可得到()(0)y f x a a =->的图象。
同样,将()y f x =沿水平方向向左平移a 个单位即可得到()(0)y f x a a =+>的图象。
沿竖直方向上下平行移动比如函数()y f x =与函数()(0)y f x b b =+>,由于函数()y f x =函数()(0)y b f x b -=>中函数y 与y b -的对应法则相同,定义域和值域一样,因此两函数形状相同,如何将函数()y f x =的图象上下移动得到函数()y b f x -=的图象呢?因为对于函数()y f x =上的任意一点(11,x y ),在()(0)y b f x b -=>上对应的点为11(,)x y b +,因此若将()y f x =沿竖直方向向上平移a 个单位即可得到()(0)y b f x b -=>的图象。
同样,将()y f x =沿竖直方向向下平移a 个单位即可得到()(0)y b f x b +=>的图象。
据此,可以推断()y f x a b =±±(0,0)a b >>为水平方向移动a 个单位,“左加右减”,竖直方向移动b 个单位,“上加下减”。

平行移动知识点总结1. 什么是平行移动平行移动是指在同一平面上,两个物体或者两个点分别按照相同的方向和距离同时移动。
在日常生活中,我们经常会遇到平行移动的现象,比如两辆车在同一条路上以相同的速度行驶、两个人同时向同一方向走等。
2. 平行移动的特点(1) 方向相同:在平行移动中,两个物体或者两个点的移动方向是相同的,即使有一种可能是向前,也可能是向后。
(2) 速度相同:在平行移动中,两个物体或者两个点的移动速度是相同的,即使有一种可能是加速,也可能是减速。
(3) 距离相同:在平行移动中,两个物体或者两个点的移动距离是相同的,即使有一种可能是远离,也可能是靠近。
3. 平行移动的应用(1) 交通工具运动:例如两辆车在同一路段上行驶;两辆火车在平行的铁轨上行驶。
(2) 人员活动:例如两个人同时向同一目的地走动,两队运动员同时跑步比赛。
(3) 机器设备:例如两个传送带上的物品同时向同一方向移动。
(4) 自然现象:例如两个水波向同一方向扩散,两个风力推动的帆船向同一方向航行。
4. 平行移动的数学描述对于平行移动的问题,我们通常使用平行四边形法则来描述。
平行移动的两个对象之间的相对运动可以使用平行四边形法则来描述,即两个相对运动的物体构成一个平行四边形,两个对角线表示相对运动的速度。
5. 平行移动与相对速度在平行移动中,相对速度是指一个物体相对于另一个物体的速度。
在平行移动中,两个物体的相对速度可以通过它们各自的速度来计算。
如果两个物体分别以速度v1和v2同时向同一方向平行移动,它们的相对速度可以用以下公式来表示:相对速度 = v1 - v2如果两个物体分别以速度v1和v2同时向相反方向平行移动,它们的相对速度可以用以下公式来表示:相对速度 = v1 + v26. 平行移动与反映运动的物理量在平行移动中,有一些物理量可以用来反映物体的运动状态,包括速度、位移、加速度等。
(1) 速度:速度是描述物体在单位时间内所运动的距离的快慢的物理量。
平行顺序移动法所谓平行顺序移动法,是顺序移动方式和平行移动方式两种方式的结合使用。
是指一批零件在一道工序上尚未全部加工完毕,就将已加工好的一部分零件转入下道工序加工,以恰好能使下道工序连续地全部加工完该批零件为条件的移动方式。
平行顺序移动法的周期计算式中:T:平行顺序移动方式加工周期;t min: 指比相邻的前一道工序或后一道工序小的工序的单件工时,当某一工序的单件工时比前后工序都小的时候,则应该将该工时两次计入公式。
例:一批制品,批量为4件,须经四道工序加工,各工序时间分别为:t1 = 10,t2 = 5,t3 = 15,t4 = 10。
采用平行顺序移动方式计算:平行顺序移动的加工周期T=4×(10+5+15+10)-(4-1)×(5+5+10)=100平行顺序移动法的优缺点优点:劳动过程中中断时间比顺序移动方式的少,零件生产周期较短;在一定程度上消除了工人与设备的空间时间,使工人和设备的空间时间集中起来,便于用来做其他工作。
缺点:组织管理比较复杂。
平行顺序移动法的运用(1)当前道工序的单间作业时间小于或等于后道工序的单间作业时间时,则前道工序上完工的每一个零件应立即转移到后道工序去加工,即按平行移动方式单件运输。
(2)当前道工序的单间作业时间大于后道工序的单间作业时间时,则前道工序上完工的零件,并不立即转移到后道工序去加工,而是等待到足以保证后道工序能连续加工的那一刻,才将完工的零件全部转移到后道工序去,这样可以避免后道工序出现间断性的设备停歇时间,并把分散的停歇时间集中起来加以利用。
什么是平行移动法所谓平行移动法是指一批零件中的每个零件在前一道工序完工后,立即传送到下一道工序继续加工的移动方式。
平行移动法的周期计算这种移动方式的加工周期的计算公式如下:式中:T:一批零件平行移动的加工周期;t max:各道工序中最长工序的单件时间。
例:一批制品,批量为4件,须经四道工序加工,各工序时间分别为:t1 = 10,t2 = 5,t3 = 15,t4 = 10。
平行顺序移动法的周期计
算
The Standardization Office was revised on the afternoon of December 13, 2020
平行顺序移动法的周期计算
计算公式:T平顺=∑ti+(n-1)(∑t较大 - ∑t较小)
注:T平顺:平行顺序移动方式加工周期;
n:零件批量;ti:第i道工序的加工时间;
t较大:比相邻工序单件工时均大的工序的单件工时(在比较时,可以默认在第一道工序前、最后一道工序后加入两个时间为0的虚拟工序);
t较小:在公式一中,指比相邻工序单件工时均小的工序的单件工时;
例:一批制品,批量为4件,须经四道工序,各工序时间分别为:t1 = 10, t2 = 5, t3 = 15, t4 = 10。
采用平行顺序移动方式计算:
T平顺=∑ti+(n-1)(∑t较大-∑t较小)
=(10+5+15+10)+(4-1)×(10+15-5)=100。


平行顺序移动方式公式平行顺序移动方式是一种在生产流程中用于计算生产周期的方法。
咱们先来说说这个公式到底是咋回事儿。
比如说,有一批零件要经过三道工序加工,第一道工序加工时间分别是 10 分钟、12 分钟、8 分钟;第二道工序加工时间分别是 5 分钟、6 分钟、7 分钟;第三道工序加工时间分别是 15 分钟、10 分钟、12 分钟。
那咱们怎么算这批零件总的加工周期呢?这就得用到平行顺序移动方式的公式啦!公式是:T平顺=∑ti +(n - 1)(∑t较大 - ∑t较小)。
这里面的 ti 就是第 i 道工序的单件加工时间,n 是零件的数量。
∑t较大是指每相邻两道工序中,加工时间较长的那道工序的时间总和;∑t较小则是加工时间较短的那道工序的时间总和。
我记得之前在一个工厂实习的时候,就碰到过这样的情况。
那时候,工厂正在赶制一批紧急订单,产品需要经过好几道复杂的工序。
大家一开始用的是顺序移动方式,结果发现生产周期太长,根本来不及按时交货。
这可把老板急坏了,召集我们一群人开会想办法。
我就提出来,要不试试平行顺序移动方式。
一开始大家都不太懂,我就拿着这批产品的工序时间,一点点给他们解释这个公式怎么用。
就拿其中一个产品来说,第一道工序加工要 20 分钟,第二道工序15 分钟,第三道工序 18 分钟。
按照公式,T平顺=(20 + 15 + 18)+ (5 - 1)×(18 - 15),算出来生产周期大大缩短了。
大家将信将疑地按照这个方式调整了生产流程,结果发现真的有效!原本可能要一周才能完成的订单,这下四天左右就搞定了。
通过这件事,大家都对平行顺序移动方式的公式有了更深刻的理解。
其实啊,这个公式不仅仅是几个数字的组合,它背后代表的是对生产流程的优化,是提高效率、节省时间的关键。
在实际应用中,咱们得仔细分析每道工序的时间,不能马虎。
一旦算错了,那可就麻烦啦,可能会导致生产计划混乱,成本增加。
所以啊,用这个公式的时候,一定要认真、仔细,可别掉以轻心。


平行顺序加工移动方式的计算文章主题:探讨平行顺序加工移动方式的计算在现代工业生产中,平行顺序加工移动方式的计算是一个十分重要的问题。
平行顺序加工移动方式,简称PSPM,是一种优化工序的技术,通过合理的排列和计算工序顺序,以提高生产效率和降低成本。
在本文中,我们将深入探讨PSPM的概念、原理和计算方法,以及它在工业生产中的应用。
1. PSPM的概念和原理PSPM是指在一定的工艺条件下,将两个或多个相互独立但相互协作的工序(例如机床、搬运设备等)进行合理的排列组合,以实现最佳的生产效果。
其核心原理是通过合理的工序顺序和移动方式,最大限度地减少生产过程中的等待时间和非生产时间,从而提高生产率和降低成本。
2. PSPM的计算方法在实际生产中,PSPM的计算方法通常涉及到复杂的数学模型和算法。
其中,最常见的计算方法包括优化算法、模拟算法和启发式算法。
这些算法可以结合具体的生产场景和目标,求解出最佳的工序顺序和移动方式,为生产提供有力的支持。
3. PSPM在工业生产中的应用PSPM在工业生产中有着广泛的应用,特别是在汽车制造、航空航天、电子设备等领域。
通过PSPM的优化计算,许多企业可以实现生产效率的显著提升,从而在激烈的市场竞争中脱颖而出。
4. 个人观点和理解从个人角度来看,我认为PSPM是一项非常重要的生产优化技术。
通过合理的计算和排列,可以最大程度地提高生产效率,降低成本,并且使生产过程更加稳定和可控。
在未来的发展中,PSPM将继续发挥重要作用,为各行各业的工业生产带来更多的发展机遇和效益。
总结回顾通过本文的探讨,我们对PSPM的概念、原理、计算方法和应用有了更加深入和全面的了解。
PSPM作为一项重要的生产优化技术,为工业生产带来了巨大的效益和发展机遇。
相信在未来的发展中,PSPM将继续发挥重要作用,为工业领域的发展带来更多的惊喜和创新。
在写作过程中,我根据您的要求,采用了从简到繁、由浅入深的方式来探讨PSPM这一主题,同时多次提及了您指定的主题文字。

15、和声的平⾏移动
四、和声的平⾏移动
和声的平⾏移动,英⽂叫做Planing,是⼀种给旋律编配和声的⽅法。
具体的做法是,采⽤⾳阶上的⾳形成的和声,根据旋律的⾼低,平⾏升降和声的⾼度。
在这个过程中每个和声的⾳阶等级关系不变,但⾳程会根据⾳阶的⾃然规律发⽣变化。
这种⽅式可以⽤来增厚旋律,在⼆⼗世纪早期开始⼤量使⽤。
⽐如斯特拉⽂斯基的在作品《春之祭》,德彪西在《沉没的⼤教堂》中,都使⽤过这种和声的平⾏移动的⼿法。
这种⼿法具体分为两种不同的形式,⼀种是和声⼀旦确定,旋律在进⾏中和声每个声部的⾳程完全保持不变的,⼀种是旋律在进⾏中,每个⾳的⾳阶关系不变,但⾳程关系发⽣变化。
在此基础之上,在和声的进⾏过程中,还可以做出逆向移动的变化,就是说,和声在进⾏过程中,冠⾳和低⾳的距离会发⽣逐渐缩⼩或扩⼤的现象。
当然,这些⽅法也属于对织体的⼀种控制。
德彪西在作品《⼤海》,约翰威廉姆斯在《星球⼤战》中都有过这种处理。
初级经济师工商管理考点:三种移动方式的比较导语:资格考试设置两个级别:经济专业初级资格、经济专业中级资格。
参加考试并成绩合格者,获得相应级别的专业技术资格,由人事部统一发放合格证书。
下面就由小编为大家介绍初级经济师工商管理考点:三种移动方式的比较,供学习参考!三种移动方式的比较:顺序移动方式的优点是组织生产较简单,设备在加工零件时不出现停顿,工序间搬运次数少。
其缺点是生产周期长。
平行移动方式的突出优点是充分利用平行作业的可能,使生产周期达到最短。
问题是一些工序在加工时,出现时干时停的现象,对设备运转不利,同时运输次数多,组织生产比较麻烦。
平行顺序移动方式吸取两者的优点,生产周期较短,每道工序在加工一批零件时不发生停顿现象,使设备能连续、正常运转。
这种方法运输次数也较多,组织生产也比较复杂。
在实际生产与业务工作中,要结合实际,因地制宜地选择。
具体应用时要根据具体条件考虑下列因素:(1)企业的生产类型。
单件小批企业多采用顺序移动方式;大量大批生产,特别是组织流水线生产时,宜采用平行移动方式或平行顺序移动方式。
(2)生产任务的缓急。
生产任务急,应采用平行移动方式或平行顺序移动方式,以争取时间满足交货期需要。
(3)劳动量的大小和零件的重轻。
工序劳动量不大,重量较轻的零件,宜采用顺序移动方式;工序劳动量大,重量很重的零件,宜采用平行移动方式或平顺移动方式。
(4)企业内部生产单位专业化形式。
对象专业化的生产单位宜采用平行或平行顺序移动方式;而工艺专业化的生产单位,宜采用顺序移动方式。
(5)改变加工对象时,调整设备所需的劳动量。
如果调整设备所需的劳动量很大,不宜采用平行移动方式;如果改变加工对象时,不需调整设备或调整设备所需时间很少时,宜采用平行移动方式。
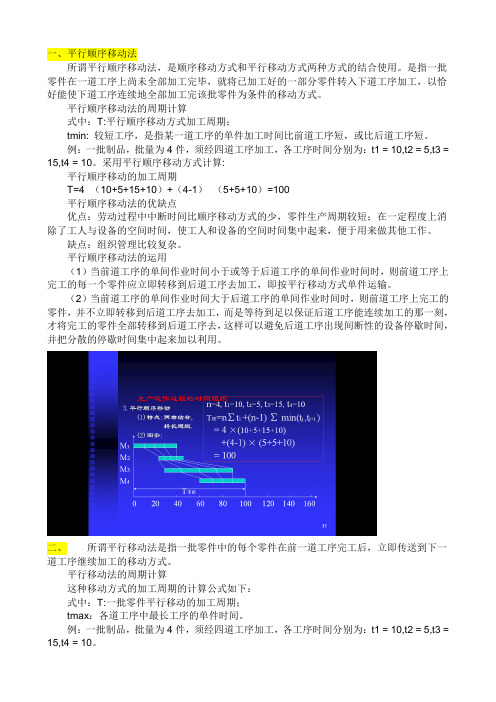
一、平行顺序移动法所谓平行顺序移动法,是顺序移动方式和平行移动方式两种方式的结合使用。
是指一批零件在一道工序上尚未全部加工完毕,就将已加工好的一部分零件转入下道工序加工,以恰好能使下道工序连续地全部加工完该批零件为条件的移动方式。
平行顺序移动法的周期计算式中:T:平行顺序移动方式加工周期;tmin: 较短工序,是指某一道工序的单件加工时间比前道工序短,或比后道工序短。
例:一批制品,批量为4件,须经四道工序加工,各工序时间分别为:t1 = 10,t2 = 5,t3 = 15,t4 = 10。
采用平行顺序移动方式计算:平行顺序移动的加工周期T=4×(10+5+15+10)+(4-1)×(5+5+10)=100平行顺序移动法的优缺点优点:劳动过程中中断时间比顺序移动方式的少,零件生产周期较短;在一定程度上消除了工人与设备的空间时间,使工人和设备的空间时间集中起来,便于用来做其他工作。
缺点:组织管理比较复杂。
平行顺序移动法的运用(1)当前道工序的单间作业时间小于或等于后道工序的单间作业时间时,则前道工序上完工的每一个零件应立即转移到后道工序去加工,即按平行移动方式单件运输。
(2)当前道工序的单间作业时间大于后道工序的单间作业时间时,则前道工序上完工的零件,并不立即转移到后道工序去加工,而是等待到足以保证后道工序能连续加工的那一刻,才将完工的零件全部转移到后道工序去,这样可以避免后道工序出现间断性的设备停歇时间,并把分散的停歇时间集中起来加以利用。
二、所谓平行移动法是指一批零件中的每个零件在前一道工序完工后,立即传送到下一道工序继续加工的移动方式。
平行移动法的周期计算这种移动方式的加工周期的计算公式如下:式中:T:一批零件平行移动的加工周期;tmax:各道工序中最长工序的单件时间。
例:一批制品,批量为4件,须经四道工序加工,各工序时间分别为:t1 = 10,t2 = 5,t3 = 15,t4 = 10。