单机架可逆冷轧机的厚度控制分析与应用
- 格式:doc
- 大小:27.00 KB
- 文档页数:4
单机架可逆轧机板形自动化控制系统应用摘要:随着冷轧技术的迅速发展,带钢越来越宽、越来越薄,宽厚比越来越大,各种形式问题越来越大、越来越复杂。
尤其是汽车和电器等行业越来越多地使用冷轧带材,生产需求逐年增加。
本文对单机架可逆轧机板形自动化控制系统应用进行分析,以供参考.关键词:冷轧钢板;板形控制;系统应用引言轧制点冷却系统故障主要是由于喷嘴不喷、喷嘴长喷造成的,喷嘴不喷的原因是喷嘴堵塞、单向阀芯堵塞、单向阀回气失败、换向阀异常控制、喷射泵流量压力过低等,造成喷嘴长喷故障的原因有控制气源的电磁换向阀不正常、单向阀阀芯卡死、气源介质集束管堵塞等.1单机架可逆轧机点冷系统介绍点冷系统的工作原理如下:轧辊的每一进、出均配备板式仪器辊,每一板式仪器辊由26个板形检测单元组成,每个单元可在50 mm宽的区域内确定板形,26个单元复盖26 ×宽的区域从而实现了钢带宽度方向的全复盖,各区域检测信号返回相应的电磁阀,各电磁阀可控制相应区域上下喷嘴对的开闭,从而实现全系统的控制但是,在实际生产过程中,由于各种原因,如模拟环境污染、单向阀门接头磨损和内腔擦伤、集束管老化、控制系统故障等。
,它可能导致点到点冷系统故障,有时个别喷嘴未喷洒,或者流量太小或太长而无法关闭,最终导致钢板形状不良,导致产生大量缺陷部件。
2冷轧AGC系统控制方法简介2.1反馈式厚度自动控制系统反馈厚度控制是指钢从轧机上卸下后,通过厚度测试仪测量出出口处的实际轧制厚度,并将其与厚度值进行比较,以得出厚度偏差,如果两者相等,则得出厚度差分析器如果测量的厚度值与给定的厚度值不同,如果测量的厚度值与给定的厚度值不同,则该值将返回到自动厚度控制装置,该装置将转换为控制辊缝调整量的信号,并导出到压力执行机构,以便缺点:由于回收厚度的变化与辊缝的控制不同时发生,实际轧制厚度的变化无法及时处理,使整个厚度控制系统延迟了一段时间。
2.2秒流量厚度自动控制方式每秒自动流量厚度控制是将进入辊缝的钢带分开,然后使用数字传感器或辊入口处安装的速度传感器测量每段轧制前后的厚度和长度,然后再使用厚度传感器进行测量每段的实际层切面厚度是根据流量相等原则(以秒为单位)计算的。
可逆冷轧机的厚度控制与重点部位安装技术要求随着现代工业的高速发展,市场对于冷轧薄板的需求越来越高端化,这就催生着相应的轧机设备向着高、大、精、尖、特发展,越专业化、高端化的轧机其对于厚度控制和安装精度要求就越高,下面就来浅谈可逆冷轧轧机厚度控制和重要部件的安装以及找正,包括前期垫板的安装、底座及机架的安装安装及调整的要点以及技术要求。
标签:冷轧薄板;可逆冷轧机;安装引言国产可逆冷轧机组控制理论日臻成熟,但是在实际生产中的自动厚度控制及头尾厚度波动问题一直未能很好解决。
本文主要对自动厚度控制进行简要分析,并对带钢头尾厚度的控制提出解决方案。
根据实际观察发现,在升降速阶段都要对张力进行调整,以保证头尾板型及尽块达到目标厚度值减少过渡段的长度;由于人为因素不确定性太多,反应时间长,成材道次达到目标厚度长度基本都在40~50米甚至于更长,造成头尾甩废量大,成材率低,并且操作工的操作繁琐并需要长时间高度集中注意力。
1 典型的自动厚度控制1.1 秒流量理念在轧机的出入口两侧,带钢的宽度相同,因此可以忽略,得到如下关系式:v0*h0=v1*h1如果考虑厚度误差,则关系式为:V0*(h0+Δh0)=v1*(h0+Δh1)该式用于计算出口侧可能的厚度误差,然后转换为轧机压下位置整定:Δh1=v0/v1*(h0+Δh0)-h1Δs=Δh1*(1+CM/CG)其中:v0 = 入口带钢速度V1 = 出口带钢速度H0 = 入口带钢厚度H0 = 出口带钢厚度Δh0 = 入口带钢厚度偏差Δh1 = 出口带钢厚度偏差Δs = 位置改变CM = 材料模量CG = 轧机模量入口和出口速度由激光测速仪测量所得,做为备用测量手段可以采用安装在偏导辊的编码器测量速度。
因为秒流量控制和检测使用相同的执行机构以保证厚度,所以必须保证两个控制回路的精确协调。
由上面关系式可以看出,带钢厚度与速度适时跟踪调整变化,当轧机速度不等于零,轧制带钢达到测量仪表时,带钢数据已经开始采集,因此控制回路从第一秘带钢就起作用。
收稿日期:2006-08-14张 莉(1968~ ),讲师;063001 河北省唐山市。
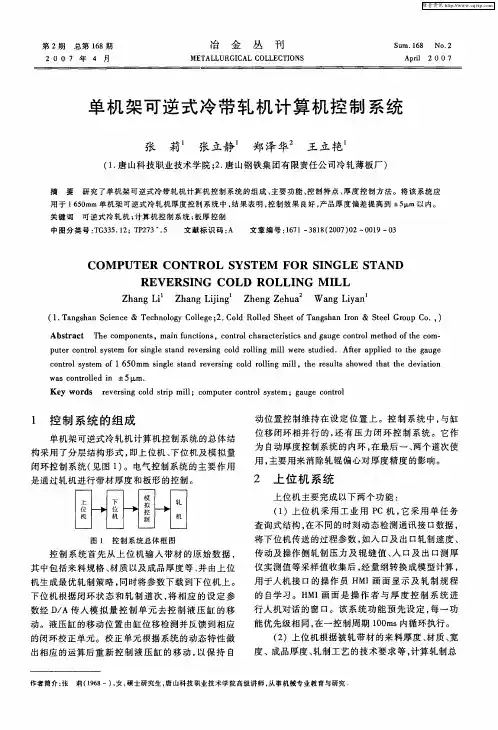
唐钢1650mm 单机架可逆式冷带轧机计算机控制系统张 莉 王丽艳 张立静(唐山科技职业技术学院)郑泽华(唐山钢铁集团有限责任公司冷轧薄板厂)摘 要 要获得高精度的板材质量,冷轧机系统必须有高精度计算机控制系统的支持。
深入研究了唐钢1650mm 单机架可逆式冷带轧机计算机控制系统的组成、主要功能、控制特点、厚度控制方法及现场实际应用效果。
关键词 单机架可逆式冷轧机 厚度控制 计算机控制系统Computer control system of 1650mm single framereversible cold strip mill in TanggangZhang Li Wang Liyan Zhang Lijin(Tangshan vocational college of Science and technology )Zheng Zehua(Tangshan iron and steel Group)Abstract In or der to obtain hig h quality steel plate,rolling mill system is supported by high-prec-i sion control positions,main funct ions,control characters,thickness -controllingmethod and applying effects are studied about 1650mm single frame reversible cold strip mill in T ang -g ang.Keywords single frame reversible cold strip mill thickness-co ntrolling computer co ntrol system1 前 言对单机架特种轧机采用专门的控制技术,以实现对板带材的高精度控制,是目前板厚控制领域研究的热点问题之一。
1250mm 十八辊单机架可逆冷轧机的设计及应用苏明1,尤磊1,黄煜1(中国重型机械研究院,陕西西安710032)摘要:介绍了十八辊轧机的特点,用于冷轧碳钢,特别是合金钢,不锈钢等薄板带产品,并详述了中国重型研究院有限公司自主研发和成套的国内首套的1250mm 十八辊单机架可逆式冷轧机组的设备组成,采用的新技术,主要技术参数及装机水平。
关键词:冷轧单机架十八辊新技术Design and Application of 125250mm 0mm 1818-High -High Single Single-stand-stand Reversing Cold Mill Su Ming 1,You Lei 1,Huang Yu 1(China Heavy Machinery Research Institute ,Xi’an 710032,China )ABSTRACT This paper introduces the specialty of the 18-high single-stand reversing cold mill ,it is used for producing carbon steel ,specially alloy steel,sheet and strip.It discourses on the composition and the new technological parameters and installation level of the 1250mm 18-High Single-stand Reversing Cold Mill developed by China heavy machinery research institute 。
KEWWORDS Cold-reduced Single-stand 18-high mill New technology1前言近年来国内外市场对冷轧板带需求日益增长,国内冷轧板的成品厚度大多在0.1mm 以上,对于0.1mm 及以下的极薄带材来说,普通的六辊轧机,无论是单机架,还是连轧,轧制起来都比较困难。
单机架可逆式冷轧机plc控制策略研究xx年xx月xx日CATALOGUE目录•绪论•单机架可逆式冷轧机基础知识•plc控制基础知识•单机架可逆式冷轧机plc控制策略设计•单机架可逆式冷轧机plc控制策略应用与分析•结论与展望01绪论1研究背景与意义23工业是国民经济的主导产业,其发展水平直接影响到国家的经济实力和国际地位。
工业发展的重要性冷轧机是金属加工行业的重要设备,广泛应用于汽车、航空、石油、化工等领域。
冷轧机的应用领域单机架可逆式冷轧机是一种高效、节能、环保的冷轧设备,具有高精度、高效率、易于操作等优点。
单机架可逆式冷轧机的特点03发展趋势未来单机架可逆式冷轧机将会向着更高的精度、更高的效率、更强的适应性方向发展。
国内外研究现状及发展趋势01国外研究现状在发达国家,由于技术起步较早,冷轧机的设计和制造已经达到很高的水平。
02国内研究现状国内冷轧机的研究和制造虽然起步较晚,但发展迅速,取得了一些重要的成果。
本文主要研究单机架可逆式冷轧机的PLC控制策略,旨在提高设备的控制精度和生产效率。
研究内容本文采用理论分析和实验研究相结合的方法,通过建立数学模型、仿真分析、实验验证等手段进行研究。
研究方法研究内容与方法02单机架可逆式冷轧机基础知识冷轧机是金属轧制中最重要的设备之一,主要用于对金属材料进行压缩、延伸和加工,以获得所需形状、尺寸和性能的产品。
冷轧机的应用范围广泛,涉及到汽车、航空、石油、电力、轻工等多个领域。
冷轧机的简介单机架可逆式冷轧机是一种常见的冷轧机类型,其结构主要由机架、轧辊、工作辊、传动装置和控制系统等组成。
单机架可逆式冷轧机的特点在于其结构简单、紧凑、操作方便,适用于中小型企业和研究机构进行小批量、多品种的生产和研究。
单机架可逆式冷轧机的结构与特点冷轧机的工作原理01冷轧机的工作原理是利用工作辊和轧辊的相对运动,对金属材料进行压缩和延伸,以实现金属材料的变形和加工。
02在冷轧过程中,金属材料被送入轧机后,工作辊和轧辊会按照一定规律相对运动,使金属材料产生变形和加工。
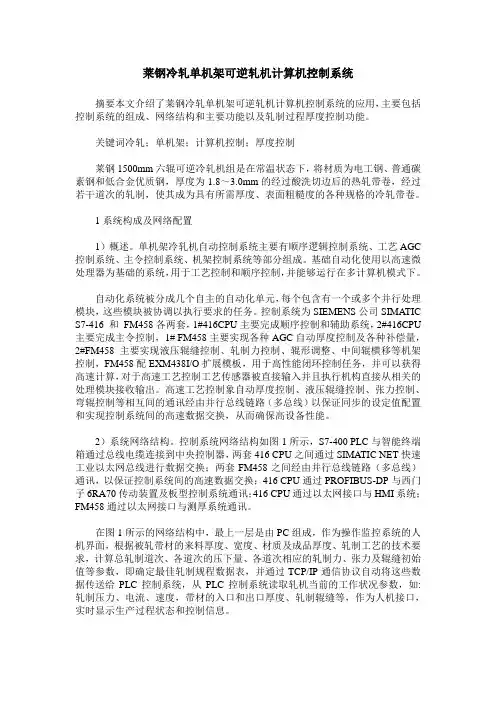
莱钢冷轧单机架可逆轧机计算机控制系统摘要本文介绍了莱钢冷轧单机架可逆轧机计算机控制系统的应用,主要包括控制系统的组成、网络结构和主要功能以及轧制过程厚度控制功能。
关键词冷轧;单机架;计算机控制;厚度控制莱钢1500mm六辊可逆冷轧机组是在常温状态下,将材质为电工钢、普通碳素钢和低合金优质钢,厚度为1.8~3.0mm的经过酸洗切边后的热轧带卷,经过若干道次的轧制,使其成为具有所需厚度、表面粗糙度的各种规格的冷轧带卷。
1系统构成及网络配置1)概述。
单机架冷轧机自动控制系统主要有顺序逻辑控制系统、工艺AGC 控制系统、主令控制系统、机架控制系统等部分组成。
基础自动化使用以高速微处理器为基础的系统,用于工艺控制和顺序控制,并能够运行在多计算机模式下。
自动化系统被分成几个自主的自动化单元,每个包含有一个或多个并行处理模块,这些模块被协调以执行要求的任务。
控制系统为SIEMENS公司SIMATIC S7-416 和FM458各两套,1#416CPU主要完成顺序控制和辅助系统,2#416CPU 主要完成主令控制,1# FM458主要实现各种AGC自动厚度控制及各种补偿量,2#FM458主要实现液压辊缝控制、轧制力控制、辊形调整、中间辊横移等机架控制,FM458配EXM438I/O扩展模板,用于高性能闭环控制任务,并可以获得高速计算,对于高速工艺控制工艺传感器被直接输入并且执行机构直接从相关的处理模块接收输出。
高速工艺控制象自动厚度控制、液压辊缝控制、张力控制、弯辊控制等相互间的通讯经由并行总线链路(多总线)以保证同步的设定值配置和实现控制系统间的高速数据交换,从而确保高设备性能。
2)系统网络结构。
控制系统网络结构如图1所示,S7-400 PLC与智能终端箱通过总线电缆连接到中央控制器,两套416 CPU之间通过SIMATIC NET快速工业以太网总线进行数据交换;两套FM458之间经由并行总线链路(多总线)通讯,以保证控制系统间的高速数据交换;416 CPU通过PROFIBUS-DP与西门子6RA70传动装置及板型控制系统通讯;416 CPU通过以太网接口与HMI系统;FM458通过以太网接口与测厚系统通讯。
单机架可逆式冷轧机AGC系统刘建星(山东泰钢集团冷轧薄板厂)摘要:对单机架可逆式轧机厚度自动控制原理进行了介绍,并依据冷轧厂950 单机架可逆式冷轧机的实际情况,重点介绍了轧机的厚度控制系统数学模型。
关键词:单机架可逆式轧机厚度自动控制系统模型1前言随着生产的发展和技术的进步,用户对板厚精度的要求也越来越高,如何选择一个适合自身设备条件及工艺要求的厚度自动控制系统(Automatic Gauge control简称AGC),对于一个轧钢厂来说至关重要。
本文以西安重型机械研究所为泰钢设计的950mm冷轧机为例,重点介绍了轧机AGC自动控制系统数学模型。
2单机架可逆式轧机AGC技术介绍2.1厚度自动控制(AGC) 策略在进行厚度自动控制时,要用到轧制时的弹塑性曲线来表示轧件和轧机的相互作用,如图1所示。
图1 轧制时的弹塑性曲线根据轧制时的弹塑性曲线可得出弹跳方程:h = S0 + ( P - P0 )/K (1)式中S0 ———预压靠时的原始辊缝P ———轧制时轧制压力P0 ———预压靠时轧制压力K———轧机刚度系数为了消除各种原因造成的厚差,运用轧制时的弹塑性曲线,可采用各种不同的厚度调节方案和措施,具体有如下几种方法。
2.1.1 调压下。
调压下是厚度控制最主要的方式,常用来消除由于轧件和工艺方面的原因影响轧制压力而造成的厚度差,调压下方法包括反馈式、厚度计式、前馈式、秒流量法液压式等厚度自动控制系统,广泛应用于热连轧、冷连轧的头几机架、单机架冷轧机上。
2.1.2 调张力。
调张力即利用前后张力的变化来改变轧件塑性变形线的斜率以控制厚度。
这种方法在冷轧薄板时用得较多。
但目前在冷轧厚度控制时不单独应用此法,往往采用调压下与调张力互相配合的联合方法。
2.1.3 调轧制速度。
轧制速度的变化影响到张力、温度和摩擦系数等因素的变化,故可通过调速来调张力和温度,从而改变厚度。
2.2单机架冷轧机厚度自动控制技术对于单机架冷轧机的AGC控制,由于其结构简单,因而厚控方式也多种多样。
2019年33期应用科技科技创新与应用Technology Innovation and Application单机架可逆轧机加减速厚度控制补偿的应用欧阳帆1,林峰2(1.中冶南方(新余)冷轧新材料技术有限公司,江西新余338025;2.新钢集团公司机动能源处,江西新余338025)1概述中冶南方(新余)冷轧新材料技术有限公司(以下简称中冶新材)采用的轧机是由中冶南方工程技术有限公司自主研发设计的首台国产六辊单机架可逆轧机,该轧机采用中间辊可轴向移动的技术。
具有先进的电气控制系统,采取张力控制、厚度控制、板形控制等多种控制手段,有效实现了带钢生产过程高精度控制,使轧制的硅钢带钢获得良好的板形。
特别采用在轧制过程中加减速厚度补偿的方式,在传统厚度控制基础上,对带钢头尾提前达到厚度目标值提供一种手段,利于提高成材率。
2冷轧AGC 系统控制方法简介2.1反馈式厚度自动控制系统反馈式厚度控制是指带钢从轧机出来之后,通过测厚仪测出实际出口轧出厚度并与设定厚度值相比较,得到厚度偏差,当二者相等时,厚度差运算器输出为零。
若实测厚度值与给定厚度值相比较出现厚度偏差时,若实测厚度值与给定厚度值相比较出现厚度偏差时,便将它反馈给厚度自动控制装置,变化为辊缝调节量的控制信号,输出给压下执行机构,以消除此厚度偏差。
缺点:因检出的厚度变化量与辊缝的控制量不是在同一时间内发生的,所以实际轧出厚度的波动不能得到及时的反应,结果使整个厚度控制系统的操作有一定的时间滞后。
2.2反馈式厚度自动控制系统为了避免控制传递上的滞后或过渡过程的滞后,限制了精度的进一步提高。
特别是当来料的厚度波动较大时,更会影响带钢的实际轧出厚度的精度。
为了克服此缺点,增加采用前馈式厚度自动控制系统,在带钢没有进入本机架之前测量出其入口厚度并与给定厚度值进行比较,当有厚度偏差时,便预先计算出可能产生的轧出厚度偏差,从而确定为消除此偏差值所需的辊缝调节量,然后根据该检测点进入本机架的时间和移动辊缝调节量所需的时间,提前对本机架进行厚度控制,使得厚度控制点正好是厚度偏差的检测点。
冷轧机厚度控制系统的研究及应用冷轧机是一种用于金属材料加工的重要设备,它能将热轧板材进行冷轧加工,使其达到所需的厚度和尺寸。
冷轧机的厚度控制系统在冷轧过程中起着关键作用,能够确保产品的厚度稳定、精确。
本文将探讨冷轧机厚度控制系统的研究及应用。
冷轧机厚度控制系统主要由传感器、控制器和执行器组成。
传感器负责测量冷轧板材的厚度,将数据传输给控制器进行分析和处理。
控制器根据设定的厚度指标,通过操纵执行器来调整辊间压力,从而控制冷轧板材的厚度。
冷轧机厚度控制系统需要具备快速、精确、稳定的特点,以满足不同厚度要求的加工需求。
冷轧机厚度控制系统的研究与应用主要涉及以下几个方面。
首先,研究冷轧机厚度控制系统的算法和模型。
通过建立数学模型和控制算法,可以实现对冷轧板材厚度的精确控制。
例如,可以采用PID控制算法,结合前馈控制和模糊控制等技术,提高控制系统的动态响应和稳定性。
其次,优化冷轧机的结构和参数。
冷轧机的结构和参数对厚度控制系统的性能有着重要影响。
通过对辊的布局、辊径和辊间间隙等参数进行优化,可以提高冷轧机的控制精度和稳定性。
此外,改进传感器的测量精度。
冷轧板材的厚度测量是厚度控制系统的基础。
通过改进传感器的测量精度和抗干扰能力,可以提高冷轧机厚度控制系统的性能。
最后,实际应用中,冷轧机厚度控制系统还需要考虑到工艺、物料和环境等因素的影响。
例如,不同材料的冷轧加工需要采用不同的控制策略,以确保厚度控制的精度和稳定性。
综上所述,冷轧机厚度控制系统的研究和应用对于提高冷轧加工的质量和效率具有重要意义。
通过不断改进和优化厚度控制系统的算法、结构和传感器,可以实现对冷轧板材厚度的精确控制,满足不同材料和厚度要求的加工需求。
单机架轧机生产冷轧薄板的工艺分析与优化研究摘要:单机架轧机是生产冷轧薄板的常用设备,其工艺参数的设置和优化对产品质量和产能具有重要影响。
本文主要通过工艺分析和优化研究,探讨了单机架轧机生产冷轧薄板的工艺参数的合理选择和优化方式,以提高产品质量和生产效率。
关键词:单机架轧机、冷轧薄板、工艺分析、优化研究1. 引言冷轧薄板广泛应用于汽车工业、电气设备、建筑材料等领域,对产品质量和表面光洁度有较高要求。
单机架轧机作为冷轧薄板的常用生产设备,其工艺参数的设置和优化对产品质量和产能具有重要影响。
本文通过对单机架轧机生产冷轧薄板的工艺分析和优化研究,旨在提供指导意见,提高产品质量和生产效率。
2. 工艺分析2.1 进料工艺在单机架轧机生产冷轧薄板的工艺中,稳定的进料过程是保证产品质量的重要环节。
应注意控制进料速度和厚度均匀度,避免进料过快导致拉薄和进料不均匀引起的偏差。
2.2 轧制工艺轧制工艺参数的合理选择对产品质量具有决定性影响。
首先,根据所需产品的规格和要求确定轧机的辊缝尺寸,并精确控制辊缝间隙,以保证产品的厚度控制在允许范围内。
其次,调整轧机的轧辊压力和轧制速度,优化轧制力的分配,确保薄板的平整度和表面质量。
2.3 冷却工艺冷却工艺是冷轧薄板生产中的重要环节,直接影响产品的力学性能和表面质量。
合理的冷却方式和冷却速度能够有效减少内应力和提高产品硬度。
采用适当的冷却介质和冷却方法,控制冷却速率,可实现产品硬度的稳定控制。
3. 工艺优化3.1 材料选择与预处理在单机架轧机生产冷轧薄板过程中,材料的选择和预处理是保证产品质量的前提。
应选择质量稳定、均匀性好的材料,避免杂质和缺陷对产品质量造成影响。
同时,采取适当的预处理手段,如清洗、除油、退火等,优化材料的结构和状况,提高产品的表面质量和机械性能。
3.2 工艺参数优化针对单机架轧机生产冷轧薄板的工艺参数,可以通过优化来提高产品质量和生产效率。
首先,通过合理的轧辊尺寸和辊缝间隙选择,控制产品的厚度均匀度。
一、简介
研发的四、六辊单机架可逆冷轧机组非常适合国内大型民营企业和中型国营企业的生产。
具有轧制板带材优质、高效、高成材率和节能等一系列优点,并且易损件的寿命长、操作简单、维修保养方便,是我国目前中、宽带轧机中精度最高、板形最好、投资最少、见效最快、应用最广的一种冷轧机。
该系列轧机的工作辊、中间辊均采用了液压正负弯电液伺服系统装置,配置的测厚仪和测速仪可自动检测和显示。
两中间辊的轴向移动由机械锁定,压下为液压压下,轧机配备厚度自动控制(AGC)系统。
二、技术性能
该系列轧机轧制原料包括:普碳钢、低合金钢、不锈钢等材料的带材
原料厚度:1.5-4.0mm
成品厚度:0.15-2.0mm
钢卷厚度:300-1400mm
钢卷外径:Φ900~Φ2100mm
钢卷单位宽度重量:11~19kg/mm
轧制速度:180-1000m/分钟
三、技术特点
机组PLC自动控制。
机组全数字交、直流供电
轧辊分段冷却控制,流量可手动或自动控制。
工作辊,中间辊正负弯辊控制。
工作辊、中间辊、支撑辊快速换辊。
机组速度、张力调整,张力闭环控制。
断带保护、事故报警。
采用张力计测量带钢张力
四、设备组成
钢卷小车,开卷机,矫平机,前后卷取机,主轧机,电控系统,液压AGC系统。
五、工艺流程:。
单机架可逆冷轧机的厚度控制分析与应用
【摘要】为了提升可逆轧机成材率,提高控制精度、缩短带钢头尾厚度轧制时间,我公司技术部相关人员深入分析了厚度控制理论在可逆冷轧机组中的应用,并结合实际生产情况对带钢头部及尾部过渡段张力做锥度控制,以便减少带钢达到目标厚度的过渡段长度,提高成材率。
【关键词】可逆冷轧;厚度控制;过渡段
0 引言
国产可逆冷轧机组控制理论日臻成熟,但是在实际生产中的自动厚度控制及头尾厚度波动问题一直未能很好解决。
本文主要对自动厚度控制进行简要分析,并对带钢头尾厚度的控制提出解决方案。
根据实际观察发现,在升降速阶段都要对张力进行调整,以保证头尾板型及尽块达到目标厚度值减少过渡段的长度;由于人为因素不确定性太多,反应时间长,成材道次达到目标厚度长度基本都在40~50米甚至于更长,造成头尾甩废量大,成材率低,并且操作工的操作繁琐并需要长时间高度集中注意力。
1 典型的自动厚度控制
带钢厚度精度是检验带钢质量的一个重要指标,现在比较先进的自动厚度控制理论是基于秒流量的厚度控制系统,并附之测厚仪的前馈、反馈闭环控制,得到理想的厚度控制。
1.1 秒流量理念
秒流量理念是基于在任何时间内进入与离开轧机机架的材料体积相等的事实。
在轧机的出入口两侧,带钢的宽度相同,因此可以忽略,得到如下关系式:
v0*h0=v1*h1
如果考虑厚度误差,则关系式为:
V0*(h0+Δh0)=v1*(h0+Δh1)
该式用于计算出口侧可能的厚度误差,然后转换为轧机压下位置整定:
Δh1=v0/v1*(h0+Δh0)-h1
Δs=Δh1*(1+CM/CG)
其中:
v0——入口带钢速度
V1——出口带钢速度
H0——入口带钢厚度
H0——出口带钢厚度
Δh0——入口带钢厚度偏差
Δh1——出口带钢厚度偏差
Δs——位置改变
CM——材料模量
CG——轧机模量
入口和出口速度由激光测速仪测量所得,做为备用测量手段可以采用安装在偏导辊的编码器测量速度。
因为秒流量控制和检测使用相同的执行机构以保证厚度,所以必须保证两个控制回路的精确协调。
由上面关系式可以看出,带钢厚度与速度适时跟踪调整变化,当轧机速度不等于零,轧制带钢达到测量仪表时,带钢数据已经开始采集,因此控制回路从第一秘带钢就起作用。
该控制理念可以消除辊缝和出口侧测厚仪之间由于测厚仪产生的测量误差,改进了监测回路的动态特性和效率。
1.2 前馈闭环控制
在轧机入口用厚度测量得到的进料厚度偏差可以被机架的前馈控制校正。
由于原材料的状况和性能不同,前馈控制能非常有效地补偿厚度偏差。
前馈控制甚至能补偿入口测量时产生的短时偏差。
它使用入口厚度测量来测量未轧制钢带的不规则偏差,并能反作用于钢带。
在入口侧的厚度测量和轧辊间隙之间的距离被分成几个部分。
在这些部分上厚度偏差被测量。
这个部分被存储到移位寄存器中,同时被传送到轧辊辊缝。
并及时施加相应校正系数到执行器中,这意谓,考虑到执行器的响应时间和厚度测量的延时时间,当钢带通过辊缝时,有效关联的测量偏差。
这样就补偿了执行器的不可避免的响应时间。
而且,如果前馈控制的分辨率足够高、液压辊缝控制足够快的话,此辊缝也能迅速地跟随快速的厚度变化。
有效的入口厚度被用作前馈控制的设定值。
这使得当厚度控制有效时,可以保证平滑的传输。
1.3 反馈控制实现了要求的出口绝对厚度
反馈控制达到所要求的绝对出口厚度。
在轧机基座后的残余厚度偏差由厚度规h1记录并进行统计分析,以建立一个平均的厚度偏差。
在随动回路中,取在特定带钢长度上测量的厚度规误差作为平均值,例如,在出口厚度规和辊缝之间的距离,利用一个完整运行的控制器将结果的修正应用于执行机构。
将该完整的控制器优化调整到受控系统的特性,该受控系统由在辊缝中的带钢段到达及其在厚度规中后续测量之间与速度有关的延时确定。
因为该偏差在后面测量,辊缝的短时偏差不能用反馈控制修正。
厚度仪的实际值由厚度仪的时间常数和附加的与速度有关的延时确定。
辊缝与厚度仪之间的距离越短,反馈控制回路的质量越好。
2 带钢头尾厚度的控制
虽然在理论上各控制理论能够很好的达到目标厚度,但是在实际轧制过程中工艺条件、带钢特性、板型要求等因素对轧制的启动及运行都有很大影响。
为了减小轧制力、改善板型、使带钢尽快达到目标厚度值,在启动阶段需要增加张力;而在成材道次如果使用同样的张力,对于薄规格带钢则容易产生畸芯;所以对于带钢的卷取张力还需要根据实际操作及生产工艺做出适当调整,为了减少操作工等人为因素影响,下面是我公司进行的张力自动调整进行的调整与尝试。
调整方法及步骤:
1)实际调整方法:对于1.0mm以上带钢,在启动时出口侧卷取机张力为正常设定张力的1.25倍,卷径达到550mm(φ0)时张力按照锥度曲线开始下降,当卷径达到800mm(φ1)时,张力达到正常设定张力;当开卷侧卷取机卷径达到800mm(φ2)时,出口侧卷取机张力开始按照锥度曲线增加,当开卷侧卷取机卷径达到550mm(φ3)时,出口侧卷取机张力达到正常设定张力值的1.25倍;对于1.0mm以下带钢轧制时张力调整为1.3倍。
2)通过调整,带钢在轧机启动及停止过渡段的厚度波动有了很大改善,达到目标厚度的过渡段长度基本都在20米之内,大大提高了成材率;同时由于加入了张力自动调整,减少了操作工的操作强度。
3 结束语
可逆冷轧机组的厚度控制是一个比较繁琐的系统,内外部关系相互影响,例如轧辊偏芯、卷取偏芯、轧辊效率、材料刚度、机架模量等因素适时影响轧制带钢的厚度,所以在调试过程中需要综合考虑各方面的因素并做出补偿,才能得到很好的厚控效果。
【参考文献】
[1]孙一康,童朝南,彭开香.冷轧生产自动化技术[M].北京:冶金工业出版社,2006.
[2]韩立强.中厚板轧机高精度厚度自动控制系统的开发及应用[J].冶金自动化,2011,35(3):113-114.
[3]王有铭,李曼云,韦光.钢材的控制轧制和控制冷却[M].北京:冶金工业出版社,2008.
[4]骆拓,邓华,赵世庆,等.基于影响函数法的轧制压力横向分布规律分析[J].机械强度,2010,32(1):165-170.
[5]吴晓明,王益群,韩晓娟,等.HC-400冷轧机液压辊缝微调控制的研究[J].东北重型机械学院学报,1996,20(4):305-309.
[6]Wang Yiqun,Zhang Wei,Gao Yingjie.Research on Digital Simulation of Virtual Rolling Progress[C]//The Forth International Symposium on Fluid power Transmission and Control (ISFP’03).Wuhan,2003:1-9.
[7]陈伯时.电力拖动自动控制系统:运动控制系统[M].北京:机械工业出版社,1992.
[8]赵家骏,魏立群.冷轧带钢生产问答[M].北京:冶金工业出版社,2007.。