模具钢淬火为什么会产生这些裂纹
- 格式:docx
- 大小:20.43 KB
- 文档页数:4


淬火裂纹产生的原因是什么,常见淬火裂纹有哪几种
一、淬火裂纹产生原因
1、钢制工件常由于结构设计不合理、钢材选择不当、淬火温度控制不正确、淬火冷却速度不合适等,而产生淬火裂纹。
2、增大淬火内应力,会使已形成的淬火显微裂纹扩展,形成淬火裂纹。
3、由于增大了显微裂纹的形成敏感度,增加了显微裂纹的数量,从而增大淬火裂纹的形成。
二、常见淬火裂纹类型
淬火裂纹一般来讲通常分为纵向裂纹、横向裂纹、网状裂纹、剥离裂纹四种。
1、纵向裂纹(又称轴向裂纹)
这类裂纹特征是沿轴向分布,由工件表面裂向心部,深度不等,一般深而长,在钢件上常用一条或数条。
2、横向裂纹(弧形裂纹)
横向裂纹的断口分析表明,断口与工件轴线垂直,断裂的产生不是源于表面,而是在内部。
裂纹在内部产生,以放射状向周围扩展。
工件的凹槽、棱角、截面突变处常发生弧形裂纹。
淬火工件有软点时,软点周围也存在一个过渡区,该处存在着很大的拉应力,从而引起弧形裂纹。
带槽、中心孔或销孔的零件淬火时,这些部位冷却较慢,相应的淬硬层较薄,故在过渡区由于拉应力作用易形成弧形裂纹。
3、网状裂纹
这种裂纹是一种表面裂纹,其深度较浅,一般在0.01~1.5mm左右。
裂纹走向具有任意方向性,与工件的外形无关,许多裂纹相互连接构成网状。
当裂纹变深时,网状逐渐消失;当达到1mm以上时,就变成任意走向的或纵向分布的少数条纹了。
4、剥离裂纹
这种裂纹多发生在表面淬火,或表面渗碳,渗氮和渗硼等化学热处理的工件中。
裂纹的位置多在硬化层和心部交界处,即多产生在过渡区中。

1、关于回火裂纹定义:书中给出关于回火裂纹的定义,淬过火的钢铁进行回火时,因快速加热、快速冷却或金相组织变化而产生的裂纹。
回火裂纹有两种,一种是快速回火加热引起的裂纹;另一种是回火时温度快速冷却产生裂纹。
淬火零件由于快速回火加热,如火焰加热和高频加热所产生的裂纹与磨削产生的裂纹相似。
普通回火中,不经常发生回火裂纹。
回火裂纹是指从回火温度快速冷却引起组织变化而引起的裂纹。
2、回火快速加热引起的裂纹:淬火后钢的组织是马氏体,期本体处于膨胀状态,按此种组织回火,会在100°最右发生收缩,然后在300°左右引起第二次收缩,所以淬火零件在快速加热时,基体表面产生收缩,而内部组织仍然处于膨胀状态,就会导致表层基体收到张力而产生裂纹。
这种裂纹的变形形式基本上是以平行直线或曲线出现但是与淬火裂纹有区别。
回火裂纹若高于300°,就不会发生收缩所以也不用担心回火裂纹了。
因此淬火的零件,必须缓慢加热到到300°,这是防止裂纹的工艺方法,过了300°,则可以快速加热。
3、回火温度快速冷却引起的裂纹:由回火温度快速冷却引起的裂纹,已高合金钢较多,并且回火时还伴随着二次回火硬化现象。
例如高速钢、高铬模具钢从回火温度(500-600)快速冷却时引起发生的裂纹。
如图是以高速钢(SKHS)淬火和回火的热膨胀和收缩曲线,图中展示了淬火中的一次马氏体化和回火时的二次马氏体化,回火时的二次马氏体化是由于淬火中发生的残奥的的马氏体化所致,因此出现了二次回火硬化。
虽然说是回火但是与淬火有相同的内容,因此称作二次淬火或者叫做调整处理。
如从回火温度快速冷却,就成为了残奥的淬火。
发生与淬火裂纹一样的裂纹,即回火裂纹,虽叫做回火裂纹,但实质上和淬火裂纹相同。
因此为了防止回火裂纹,最好从回火温度缓慢(空冷)冷却。
如图回火裂纹示意图。
高速工具钢是否发生二次马氏体化,主要取决于含碳量,研究表明,含碳量0.6-0.9%的高速工具钢发生二次马氏体化相变,含碳量低于0.3%则没有发生。

模具钢淬火中的裂纹分析及解决方案模具钢在淬火过程中容易发生裂纹问题,这会对模具的使用寿命和性能造成严重影响。
因此,进行裂纹分析并提出解决方案至关重要。
本文将围绕模具钢淬火中的裂纹问题展开讨论,包括裂纹的形成原因、常见的裂纹类型,以及相应的解决方案。
首先,淬火中裂纹的形成原因主要有以下几点:1.内应力积累:模具钢在冷却过程中会出现温度梯度,不同部位的冷却速度不一致,导致内应力积累,最终引发裂纹。
2.不均匀变形:由于模具钢的结构和尺寸复杂,淬火过程中容易产生不均匀变形,造成应力超过材料的弹性极限,从而使裂纹形成。
3.冷却速度过快:过快的冷却速度会导致模具钢表面和内部温度梯度过大,产生应力集中,从而引发裂纹。
常见的裂纹类型主要有:1.表面裂纹:表面裂纹是最常见的裂纹类型,通常由于冷却速度过快或应力集中引起。
这种裂纹通常分布在模具钢的最外层。
2.内部裂纹:内部裂纹是由于冷却速度不均匀或结构变形造成的。
这种裂纹通常分布在模具钢的内部。
针对上述裂纹问题,下面给出一些解决方案:1.控制冷却速度:合理控制冷却速度可以减少模具钢淬火过程中的热应力,降低裂纹的风险。
可以通过增加冷却介质的温度、减小冷却介质的流量或使用其他缓慢冷却方法来实现。
2.合理设计模具结构:模具的设计结构应该避免尖角和过于薄壁的部位,以减少应力集中导致的裂纹。
在可能的情况下,可以添加过渡圆角和半径,有助于减少裂纹的风险。
3.适当的预处理:通过适当的热处理工艺可以改善模具钢的力学性能和织构,减少应力集中和变形,降低裂纹的发生。
这包括应用回火、退火和正火等热处理方法。
4.使用有效的质量控制措施:在制造模具钢过程中,需要严格控制原材料的质量,以确保材料的均匀性和稳定性。
此外,必须严格控制加工中的工艺参数,以确保产品的质量。
总结起来,模具钢淬火中的裂纹问题对模具的使用寿命和性能都有很大的影响。
针对裂纹的形成原因和类型,我们可以通过控制冷却速度、合理设计模具结构、适当的预处理和使用有效的质量控制措施等方面来解决这一问题。
影响淬火热处理变形的原因淬火是将钢件加热到临界温度以上,保温适当的时间,然后以大于临界冷却速度冷却,获得马氏体或贝氏体组织的热处理工艺,它是强化钢材的最重要的热处理方法。
大量重要的机器零件及各类刀具、刃具、量具等都离不开淬火处理。
需要淬火的工件,经过加热后,便放到一定的淬火介质中快速冷却。
但冷却过快,工件的体积收缩及组织转变都很剧烈,从而不可避免地引起很大的内应力,容易造成工件变形及开裂。
由于淬火变形影响因素非常复杂,导致变形控制十分棘手。
而采用校直办法纠正变形或通过加大磨削加工余量,都会增加成本,因此研究钢件淬火热处理变形的影响因素,提出防止变形的措施是提高产品质量、延长零部件使用寿命、提高经济效益的重要课题。
零件热处理变形原因分析1 热应力引起的变形钢件在加热和冷却过程中,将发生热胀冷缩的体积变化以及因组织转变时新旧相比容差而产生的体积改变。
零件加热到淬火温度时,屈服强度明显降低,塑性则大大提高。
当应力超过屈服强度时,就会产生塑性变形,如果造成应力集中,并超过了材料的强度极限,就会使零件淬裂。
导热性很差的高碳合金钢,如合金模具钢Cr12MoV、高速钢W18Cr4V之类的工具钢,淬火加热温度很高,如不采用多次预热和缓慢加热,不但会造成零件变形,而且会导致零件开裂而报废。
此外,铸钢件和锻件毛坯,如果表层存在着一层脱碳层,由于表层和心部导热性能不同,在淬火加热较快时,也会产生热应力而引起变形。
冷却时由于温差大,热应力是造成零件变形的主要原因。
2 组织应力引起的变形体积的变化往往与加热和冷却有关,因为它和钢的膨胀系数相关。
比容的变化导致零件尺寸和形状的变化。
组织应力的产生起源于体积的收缩和膨胀,没有体积的膨胀,就没有组织转变的不等时性,也就没有组织应力引起的变形,导致热处理变形的内应力是热应力和组织应力共同作用形成的复合应力,热应力和组织应力综合作用的结果是不定的,可能因冷却条件及淬火温度的不同而产生不同情况,淬火应力是由急冷急热应力及由组织转变不同时所引起的应力综合构成的。

化学元素对钢的性能的影响1、碳(C):钢中含碳量增加,屈服点和抗拉强度升高,但塑性和冲击性降低,当碳量0.23%超过时,钢的焊接性能变坏,因此用于焊接的低合金结构钢,含碳量一般不超过0.20%。
碳量高还会降低钢的耐大气腐蚀能力,在露天料场的高碳钢就易锈蚀;此外,碳能增加钢的冷脆性和时效敏感性。
2、硅(Si):在炼钢过程中加硅作为还原剂和脱氧剂,所以镇静钢含有0.15-0.30%的硅。
如果钢中含硅量超过0.50-0.60%,硅就算合金元素。
硅能显著提高钢的弹性极限,屈服点和抗拉强度,故广泛用于作弹簧钢。
在调质结构钢中加入1.0-1.2%的硅,强度可提高15-20%。
硅和钼、钨、铬等结合,有提高抗腐蚀性和抗氧化的作用,可制造耐热钢。
含硅1-4%的低碳钢,具有极高的导磁率,用于电器工业做矽钢片。
硅量增加,会降低钢的焊接性能。
3、锰(Mn):在炼钢过程中,锰是良好的脱氧剂和脱硫剂,一般钢中含锰0.30-0.50%。
在碳素钢中加入0.70%以上时就算“锰钢”,较一般钢量的钢不但有足够的韧性,且有较高的强度和硬度,提高钢的淬性,改善钢的热加工性能,如16Mn钢比A3屈服点高40%。
含锰11-14%的钢有极高的耐磨性,用于挖土机铲斗,球磨机衬板等。
锰量增高,减弱钢的抗腐蚀能力,降低焊接性能。
4、磷(P):在一般情况下,磷是钢中有害元素,增加钢的冷脆性,使焊接性能变坏,降低塑性,使冷弯性能变坏。
因此通常要求钢中含磷量小于0.045%,优质钢要求更低些。
5、硫(S):硫在通常情况下也是有害元素。
使钢产生热脆性,降低钢的延展性和韧性,在锻造和轧制时造成裂纹。
硫对焊接性能也不利,降低耐腐蚀性。
所以通常要求硫含量小于0.055%,优质钢要求小于0.040%。
在钢中加入0.08-0.20%的硫,可以改善切削加工性,通常称易切削钢。
6、铬(Cr):在结构钢和工具钢中,铬能显著提高强度、硬度和耐磨性,但同时降低塑性和韧性。
铬又能提高钢的抗氧化性和耐腐蚀性,因而是不锈钢,耐热钢的重要合金元素。

| 工程设备与材料 | Engineering Equipment and Materials·144·2019年第22期模具热处理开裂产生原因及应对措施分析胡光明(广东工程职业技术学院机电工程学院,广东 广州 510520)摘 要:模具形状复杂,精度要求较高,制造难度大,尤其在热处理过程中容易出现开裂现象。
一旦开裂将造成模具报废,文章对模具热处理开裂的原因及形式进行分析,并从材料、热处理工艺、模具结构等多个角度提出预防方法及改善措施。
关键词:模具;热处理;开裂;热加工工艺中图分类号:TG315.2 文献标志码:A 文章编号:2096-2789(2019)22-0144-03作者简介:胡光明(1972—),男,硕士,副教授,研究方向:机械制造及自动化。
模具热处理工艺好坏对模具寿命及模具性能影响甚大,热处理工艺不当将导致热处理变形、热处理开裂、内应力集中、早期断裂而提前失效。
珠三角某模具企业因热处理不当而致模具失效事故约占32%以上,文章根据珠三角某模具企业多年模具制造及使用经验对模具开裂原因情况做分析。
热处理工艺与材料、环境、热处理对象形状尺寸等等多种因素有关,具体实施中千差万别。
基本方法有以下几种:(1)退火、调质等预备热处理工艺。
主要目的改善组织,消除锻造、毛坯的组织缺陷,降低硬度改善加工性。
高碳合金模具钢经过适当的预先热处理可消除网状碳化物,使碳化物球化、细化,促进碳化物分布均匀性。
这样有利于保证淬火、回火质量,提高模具寿命。
(2)消除应力退火。
模具在粗加工后应进行消除应力退火处理,目的是消除粗加工所造成的内应力,以免淬火产生过大的变形或裂纹。
对于精度要求高的模具,在磨削或电加工后还需经过消除应力回火处理,有利于稳定模具精度,提高使用寿命。
(3)淬火、回火。
加工完成,为了获得优良的力学性能,冷作模具通常采用淬火、低温回火,热作模具通常采用淬火、高温回火。
淬火与回火是模具热处理中的关键环节。


模具失效的原因及预防措施摘要:叙述了模具失效的几种基本形式,分析了其原因和防范措施。
关键词:模具失效塑性变形磨损疲劳断裂前言:模具是机械,电子,轻工,国防等行业生产的重要工艺装备。
模具在生产应用过程中,经常发生各种不同情况的失效,浪费大量的人力、物力,影响了生产进度。
以下主要讲述模具的几种基本失效形式及失效的原因以及预防措施。
一、模具失效模具的失效是指模具丧失了正常工作的能力,其生产出来的产品已成为废品。
模具的基本失效形式主要有断裂及开裂、磨损、疲劳及冷热疲劳、变形、腐蚀。
模具在工作过程中可能同时出现多种损坏形式,各种损伤之间又互相渗透、相互促进、各自发展,而当某种损坏的发展导致模具失去正常功能时,则模具失效。
从目前的实际情况来看,导致模具失效的原因主要有以下五种:塑性变形失效;磨损失效;疲劳失效;断裂失效;综合因素影响下的失效。
(1)塑性变形。
塑性变形即承受负荷大于屈服强度而产生的变形。
如凹模出现型腔塌陷、型孔扩大、棱角倒塌陷以及凸模出现镦粗、纵向弯曲等。
尤其热作模具,其工作表面与高温材料接触,使型腔表面温度往往超过热作模具钢的回火温度,型槽内壁由于软化而被压塌或压堆。
低淬透性的钢种用作冷镦模时,模具在淬火加热后,对内孔进行喷水冷却产生一个硬化层。
模具在使用时,如冷镦力过大,硬化层下面的基底抗压屈服强度不高,模具孔腔便被压塌。
模具钢的屈服强度一般随碳(c)的含量从某些合金元素的增多而升高,在硬度相同的情况下,不同化学成分的钢具有的抗压强度不同,当钢硬度为63HRC时,下列4种钢的抗屈服强度由高到低依次顺序为:W18Cr4V>Cr12>Cr6WV>5CrNiW。
.(2)磨损失效。
磨损失效是指刃门钝化、棱角变圆、平面下陷、表面沟痕、剥落粘膜(在摩擦中模具工作表而粘了些坯料金属)。
另外,凸模在工作中,由于润滑剂燃烧后转化为高压气体,对凸模表面进行剧烈冲刷,形成气蚀。
冷冲时,如果负荷不大,磨损类型主要为氧化,磨损也可为某种程度的咬合磨损,当刃口部分变钝或冲压负荷较大时,咬合磨损的情况会变得严重,而使磨损加快,模具钢的耐磨性不仅取决于其硬度,还决定于碳化物的性质、大小、分布和数量,在模具钢中,目前高速钢和高铬钢的耐磨性较高。


H13钢加厚模淬火裂纹分析王鸿雁孙法林巴丽波刘淑琴(内蒙古北方重工业集团有限公司特种工艺厂,内蒙古 014033)摘要:通过对H13钢加厚模在淬火过程中产生裂纹的原因进行分析,指出合适的热处理工艺是确保获得最佳的强韧性及热疲劳抗力的关键,也是确保淬火质量的关键。
分析结果表明,在H13钢淬火过程中,操作不当是使加厚模产生裂纹的主要因素。
关键词:H13钢;淬火裂纹;强韧性;热疲劳抗力1 前言AISIH13钢(以下称H13钢)是国际上广泛使用的热作模具钢,由于其具有优良的热强性、热疲劳性以及综合力学性能,已被列入我国国标(即4Cr5MoSiV1),并被广泛地推广应用,逐步取代了3Cr2W8V钢,取得了可喜的效果。
北方重工特种工艺厂承接了一批H13钢加厚模的热处理任务。
针对H13钢的特点和加厚模所要求的强韧性指标,制定热处理工艺为:盐浴炉淬火,1050℃;保温40min;油冷;电炉回火,610℃;保温3h;空冷。
热处理后,发现有两件加厚模的外表面有纵向裂纹(见图1)。
为分析裂纹产生原因,选取其中一件解剖进行裂纹分析,以找出裂纹形成原因,避免零件成批报废,并提出预防措施。
2 理化检测结果与分析2.1 理化检测结果(1)宏观观察裂纹位于加厚模外壁开凹槽尖角处,裂纹走向刚直,长170mm。
开裂部位及取样见图1。
(2)化学成分在加厚模开裂处附近取样,做化学成分分析,结果见表1。
(3)低倍检测利用2#试片检测低倍组织及断口。
低倍组织:一般疏松1.0级(按国标GB1979—80标准评定)。
断口组织:纤维状(按GB1814—79标准评定)。
1#、3#—裂纹分析、化学成分取样2#—低倍组织、断口取样图1 加厚模的裂纹及取样部位(4)金相检测在1#、3#试片裂纹区分别取样,磨制金相试样,在显微镜下观察,裂纹口部与表面呈一定角度,然后向基体延伸扩展,主裂纹旁有多条次生裂纹,主裂纹尾部及次生裂纹内充满氧化产物,裂纹沿晶开裂,裂纹两侧无非金属夹杂物聚集现象,经4%硝酸酒精溶液浸蚀裂纹,两侧未见脱碳现象。



压铸模具产生裂纹现象发布时间: 2011-7-12 14:19:21 发布人: 管理员产生龟裂的原因(1)模具在压铸生产过程中温度偏高(最好附加冷却系统).(2)模具在压铸生产过程中脱模剂喷洒不合理.(3)模具热处理不理想,主要是硬度(硬度应不小于HRC--47).(4)模具钢材质不好,推荐使用8407或精练H13早期龟裂一般情况下是因毛坯锻打起锻温度过高(俗称过烧)过烧是一种不可补救的缺陷,因此应严格控制毛坯制造过程中的起锻温度.淬火工艺上也如此,并应严格控制加热时间防止脱炭,材料选择好之后就是热处理了,在生产了一定的数量后注意去应力,还有就是设计合理,尽量避免应力集中,注意R角的大小控制。
在大约1万模次的时候,模具要注意回火去应力,内力集中加工残余应力未去除压铸过程热应力未得到很好去除总之龟裂就是应力集中的表现,可以采用多次回火去除应力从而可以增加模具寿命。
铝合金压铸模具在生产一段时间后龟裂的原因主要有以下几点:(1)模具温度偏高应力过大(2)模具模仁material使用8407,skd61(3)模具热处理硬度过高(4.定期保养,5k times1回火,15k times1回火30k times.预防压铸模龟裂问题,提高模具使用寿命,要做好以下几点:1.压铸模成型部位(动﹑定模仁﹑型芯)热处理要求硬度要保証在HRC43~48 (材料可选用SKD61或8407)2.模具在压铸生产前应进行充分预热作业,其作用如下:2.1使模具达到较好的热平衡,使铸件凝固速度均匀并有利于压力传递.2.2保持压铸合金填充时的流动性,具有良好的成型性和提高铸件表面质量.2.3减少前期生产不良,提高压铸生产率.2.4降低模具热交变应力,提高模具使用寿命.3.新模具在生产一段时间后,热应力的积累是直接导致模仁产生龟裂的原因,为减少热应力,投产一定时间后的模仁及滑块应进行消除热应力的回火处理.具体需要消除热应力的生产模次如下:铝合金压铸模承受巨大交变工作应力,必须从模材,设计,加工,热处理及操作各方面加以注意才能得到长的模具寿命,以下是为使模具能达长寿命的22点要诀:1、高品质模材2、合理设计模壁厚及其它模具尺寸3、尽量采用镶件4、在可能条件下选用尽量大的转角R5、冷却水道与型面及转角的间距必须足够大6、粗加工后应去应力回火7、正确有热处理,淬火冷却须足够快8、彻底打磨去除EDM变质层9、型面不可高度抛光10、模具型面应经氧化处理11、如选氮化,渗层不能太深12、以正确的方法预热模具至推荐的温度13、开始压铸5~10件应使用慢的锤头速度14、在得到合格产品的前提下尽量降低铝液温度15、不使用过高的铝液注射速度16、确保模具得到适当冷却,冷却水的温度应保持在40~50℃17、临时停机,应尽量合模并减小冷却水量,避免再开机时模具承受热冲击18、当模型面在最高温度时应关冷却液19、不过多的喷脱模剂20、在一定数量后的压铸后去应力回火1、最主要的原因就是温度过高,建议使用温度计在压铸过程中随时控制温度(铝合金压铸建议温度<650)2、注意模具的预热,防止热疲劳。

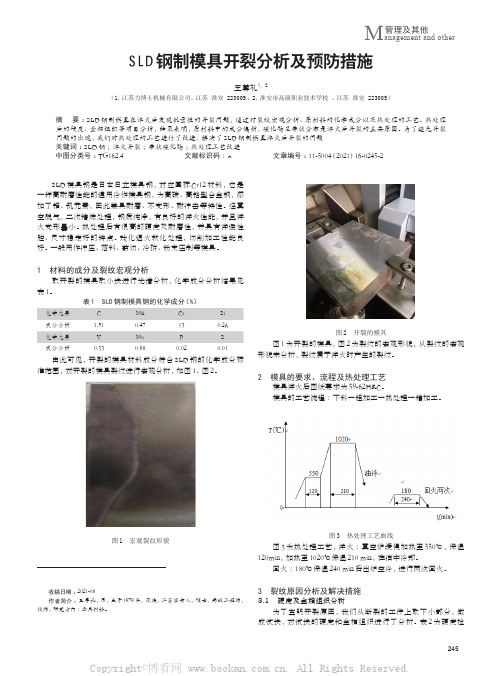
245管理及其他M anagement and otherSLD 钢制模具开裂分析及预防措施王尊礼1,2(1.江苏力博士机械有限公司,江苏 淮安 223005;2.淮安市高级职业技术学校 ,江苏 淮安 223005)摘 要:SLD 钢制模具在淬火后发现批量性的开裂问题,通过对裂纹宏观分析、原材料的化学成分以及热处理的工艺、热处理后的硬度、金相组织等项目分析,结果表明,原材料中的成分偏析,碳化物呈带状分布是淬火后开裂的主要原因。
为了避免开裂问题的出现,我们对热处理的工艺进行了改进,解决了SLD 钢制模具淬火后开裂的问题关键词:SLD 钢;淬火开裂;带状碳化物;热处理工艺改进中图分类号:TG162.4 文献标识码:A 文章编号:11-5004(2021)16-0245-2收稿日期:2021-08作者简介:王尊礼,男,生于1979年,汉族,江苏淮安人,硕士,高级工程师,技师,研究方向:金属材料。
SLD 模具钢是日本日立模具钢,对应国标Cr12材料,它是一种高耐磨性能的通用冷作模具钢,为高碳、高铬型合金钢,添加了钼、钒元素,因此兼具耐磨、不变形、耐冲击等特性。
经真空脱气,二次精炼处理,钢质纯净,有良好的淬火性能,并且淬火变形量小。
热处理后有很高的硬度及耐磨性,并具有淬透性腔、尺寸稳定好的特点。
球化退火软化处理,切削加工性能良好。
一般用作冲压、落料、剪切、冷挤、粉末压制等模具。
1 材料的成分及裂纹宏观分析取开裂的模具取小块进行光谱分析,化学成分分析结果见表1。
表1 SLD 钢制模具钢的化学成分(%)化学元素C Mn Cr Si 成分分析 1.510.47130.26化学元素V Mo P S 成分分析0.330.980.020.01由此可见,开裂的模具材料成分符合SLD 钢的化学成分标准范围,对开裂的模具裂纹进行宏观分析,如图1、图2。
图1 宏观裂纹形貌图2 开裂的模具图1为开裂的模具,图2为裂纹的宏观形貌,从裂纹的宏观形貌来分析,裂纹属于淬火时产生的裂纹。
模具钢淬火为什么会产生这些裂纹?分别有什么预防措施?⑴纵向裂纹裂纹呈轴向,形状细而长。
当模具完全淬透即无心淬火时,心部转变为比热容最大的淬火马氏体,产生的切向拉应力,模具钢的含碳量愈高,产生的切向拉应力愈大,当拉应力大于该钢强度极限时导致纵向裂纹形成,以下因素又加剧了纵向裂纹的产生。
①钢中含有较多S、P、Pb、Sn、As等低熔点有害杂质,钢锭轧制时沿轧制方向呈纵向严重偏析分析分布,易产生应力集中形成纵向淬火裂纹,或原材料轧制后快冷形成的纵向裂纹未加工掉保留在产品中,导致最终淬火裂纹扩大形成纵向裂纹。
②模具尺寸在钢的淬裂敏感尺寸范围内(碳工具钢淬裂危险尺寸为8 ~15mm,中低合金钢危险尺寸为25 ~40mm)或选择的淬火冷却却介质大大超过该钢的临界淬火冷却速度时均易形成纵向裂纹。
预防措施:①对原材料入库进行严格检查,对有害杂质含量超标钢材不投产;②尽量选用真空冶炼、炉外精炼或电渣重熔模具钢材;③改进热处理工艺,采用真空加热,保护气氛加热和充分脱氧盐浴炉加热及分级淬火、等温淬火;④变无心淬火为有心淬火,即不完全淬透,获得强韧性的下贝氏体组织等措施,大幅度降低拉应力,能有效避免模具纵向开裂和淬火畸变。
⑵横向裂纹裂纹特征是垂直于轴向的,未淬透模具,在淬硬区与未淬硬区过渡部分存在大的拉应力峰值,大型模具快速冷却时也易形成大的拉应力峰值,因形成的轴向应力大于切向应力,导致产生横向裂纹,锻造模块中S、Pb、Sn、As等低熔点有害杂质的横向偏析或模块存在横向显微裂纹,淬火后经扩展形成横向裂纹。
预防措施:①模块应合理锻造,原材料长度与直径之比即锻造比最好选在2~3之间,锻造采用双十字形变向锻造,经五镦五拔多火锻造,使钢中碳化物和杂质呈细小均匀分布于钢基体,锻造纤维组织围绕型腔无定向分布,大幅度提高模块横向力学性能,减少和消除应力源。
②选择理想的冷却速度和冷却介质,在钢的Ms店以上快冷,大于该钢临界淬火冷却速度,钢中过冷奥氏体产生的应力为热应力,表层为压应力,内层为张应力,相互抵消,有效防止热应力裂纹形成,在钢的Ms~Mf之间缓冷,大幅度降低淬火马氏体时的组织应力。
当钢中热应力与相应应力总和为正(张应力)时,则易淬裂,为负时,则不易淬裂。
充分利用热应力,降低相变应力,控制应力总和为负,能有效避免横向淬火裂纹发生。
CL-1有机淬火介质是较理想淬火剂,同时可减少和避免淬火模具畸变,还可控制硬化层合理分布。
调整CL-1淬火剂不同浓度配比,可得到不同冷却速度,获得所需硬化层分布,满足不同模具钢需求。
⑶弧状裂纹常发生在模具棱角、缺口、孔穴、凹模接线切边等形状突变处。
这是因为淬火时棱角处产生的应力是平滑表面平均应力的10倍。
①钢中含碳量和合金元素含量愈高,钢Ms点愈低,Ms点降低2℃,则淬裂倾向增加1.2倍,Ms点降低8℃。
淬裂倾向则增加8倍。
②钢中不同组织转变和相同组织转变不同时性,由于不同组织比热容差,造成巨大组织应力,导致组织交界处形成弧状裂纹;③淬火后未及时回火,或回火不充分,钢中残余奥氏体未充分转变,保留在使用状态中,促进应力重新分布,或模具工作时残余奥氏体发生马氏体相变产生新的内应力,当综合应力大于该钢强度极限时便形成弧状裂纹。
④具有第二类回火脆性钢,淬火后高温回火缓冷,导致钢中P、S等有害杂质化合物沿晶界析出,大大降低晶界结合力和韧性,增加脆性,工作时在外力作用下形成弧状裂纹。
预防措施①改进设计,尽量使形状对称,减少形状突变,增加工艺孔与加强筋或采用组合装配。
②圆角代直角及尖角锐边,贯穿孔代盲孔,提高加工精度和降低表面粗糙度,减少应力集中源。
对于无法表面直角、尖角锐边、盲孔等处一般硬度要求不高,可用铁丝、石棉绳、耐火泥等进行包扎或填塞,人为造成冷却屏障,使之缓慢冷却淬火,避免应力集中,防止淬火时弧状裂纹形成。
③淬火模具钢应及时回火,消除部分淬火内应力,防止淬火应力扩展。
④较长时间回火,提高模具断裂韧性值。
⑤充分回火,得到稳定组织性能,多次回火使残余奥氏体转变充分和消除新的应力。
⑥合理回火,提高钢件疲劳抗力和综合力学性能;对于有第二类回火脆性模具钢高温回火后应快冷(水冷或油冷),可消除二类回火脆性,防止和避免淬火时弧状形成。
⑷剥离裂纹模具工作时在应力作用下,淬火硬化层一块块从钢的集体中剥离。
因模具表层组织和心部组织比热容不同,淬火时表层形成轴向、切向淬火应力,径向产生拉应力,并向内部突变,在应力急剧变化范围较窄处产生剥离裂纹,常发生于经表层化学热处理模具冷却过程中,因表层化学改性与钢的基体相变不同时性,引起内外层淬火马氏体膨胀不同时进行,产生大的相变应力,导致化学处理渗层从基体组织中剥离。
如火焰表面淬硬层、高频表面淬硬层,渗碳层、碳氮共渗层、渗氮层、渗硼层、渗金属层等。
化学渗层淬火后不宜快速回火,尤其是300℃以下低温回火快速加热,会促使表层形成拉应力,而钢材心部及过渡层形成压缩应力,当拉应力大于压缩应力时,导致化学渗层被拉裂剥离。
预防措施①应使模具钢材化学渗层浓度与硬度由表至内平缓降低,增强渗层与基体结合力,渗后进行扩散处理能使化学渗层与基体过渡均匀。
②模具钢材化学处理之前进行扩散退火、球化退火、调制处理、充分细化原始组织,能有效防止和避免剥离裂纹产生,确保产品质量。
⑸网状裂纹裂纹深度较浅,一般深约0.01~1.5mm,呈辐射状,别名龟裂,产生的原因主要有:①原材料有较深脱碳层,冷却削加工为去除,或成品模具在氧化气炉中加热造成氧化脱碳;②模具脱碳表层金属组织与钢基体马氏体含碳量不同,比热容不同,钢脱碳表层淬火时产生较大的拉应力,因此,表层金属往往沿晶界被拉裂成网状;③原材料是粗晶粗钢,原始组织粗大,存在大块状铁素体,常规淬火无法消除,保留在淬火组织中,或控制不准,仪表失灵,发生组织过热,甚至过烧,晶粒粗化,失去晶粒结合力。
模具淬火冷却时钢的碳化物沿奥氏体晶界析出,晶界强度大大降低,韧性差,脆性大,在拉应力作用下沿晶界呈网状裂开。
预防措施①严格进行原材料化学成分、金相组织和探伤检查,不合格原材料和粗晶粒钢不能做模具材料;②选用细晶粒钢、真空电炉钢,投产前复查原材料脱碳层深度,冷切削加工余量必须大于脱碳层深度;③制订先进合理热处理工艺,选用微机控温仪表,控制精度达到±1.5℃,并定时现场校验仪表;、④模具产品最终处理选用真空电炉、保护气氛炉和经充分脱氧盐浴炉加热模具产品等措施,可有效防止和避免网状裂纹形成。
⑹冷处理裂纹模具钢多为中、高碳合金钢,淬火后还有部分过冷奥氏体未转变成马氏体,保留在使用状态中成为残余奥氏体,影响使用性能。
若置于零度以下继续冷却,能促使残余奥氏体发生马氏体转变,因此,冷处理实质是淬火继续。
室温下淬火应力和零度下淬火应力叠加,当叠加应力超过该材料强度限时便形成冷处理裂纹。
预防措施①淬火后冷却处理之前将模具置于沸水中煮30 ~60min,可消除15% ~25%淬火内应力,并使残余奥氏体稳定化,再进行―60℃常规冷处理,或进行―120℃深冷处理,温度愈低,残余奥氏体转变成马氏体量愈多,但不可能全部转变完。
实验表明:约有2% ~5%残余奥氏体保留下来,按需要保留少量残余奥氏体可松弛应力,起缓冲作用,因残余奥氏体又软又韧,能部分吸收马氏体急剧膨胀能量,缓和相变应力。
②冷处理完毕后却出模具投入热水中升温,可消除40% ~60%冷处理应力,升温至室温后应及时回火,冷处理应力进一步消除,避免冷处理裂纹形成,获得稳定组织性能,确保模具产品存放和使用不发生畸变。
⑺磨削裂纹常发生在模具成品淬火、回火后磨削冷加工过程中,多数形成的细微裂纹与磨削方向垂直,深约0.05 ~1.0mm①原材料预处理不当,未能充分消除原材料块状、网状、带状碳化物和发生严重脱碳。
②最终淬火加热温度过高,发生过热,晶粒粗大,生成较多残余奥氏体。
③在磨削时发生应力诱发相变,使残余奥氏体转变为马氏体,组织应力大,加上因回火不充分,留有较多残余拉应力,与磨削组织应力叠加,或因磨削速度、进刀量大及冷却不当,导致金属表层磨削急剧升温至淬火加热温度,随之磨削液冷却,造成磨削表层二次淬火,多种应力综合,超过该材料强度极限,便引起表层金属磨削裂纹。
预防措施①对原材料进行该锻,多次双十字形变向镦拔锻造,经四镦四拔,使锻造纤维组织围绕型腔或轴线呈波浪形对称分布,并使用高温余热进行淬火。
接着高温回火,能充分消除块状、网状、带状和链状碳化物,使碳化物细化至2 ~3级。
②制订先进的热处理工艺,控制最终淬火残余奥氏体含量不超标。
③淬火后及时进行回火,消除淬火应力。
④适当降低磨削速度、磨削量、磨削冷却速度,能有效防止和避免磨削裂纹形成。
⑻线切割裂纹该裂纹出现在经过淬火,回火的钢材。
在线切割加工过程中,改变了金属表层、中间层和心部应力场分布状态,淬火残余应力失去平衡变形,某一区域出现大的拉应力,此拉应力大于该模具材料强度极限时导致炸裂,实验证明,线切割过程是局部高温放电和迅速冷却过程,使金属表层形成树枝状铸态组织凝固层,产生600 ~900MPa拉应力和厚约0.03mm的高应力二次淬火白亮层。
裂纹产生的原因:①原材料存在严重的碳化物偏析;②仪表失灵,淬火加热温度过高,晶粒粗大,降低材料韧性,增加脆性;③淬火工件为未及时回火和回火不充分,存在过大的残余内应力和线切割过程中形成的新内应力叠加,导致线切割裂纹。
预防措施①严格进行原材料入库前检查,确保原材料组织成分合格,对不合格原材料必须进行改锻,击碎碳化物,使化学成分、金相组织等达到技术条件后方可投产,模块热处理前加工成品需留足一定磨量后淬火、回火、线切割;②入炉仟校验仪表,选用微机控温,控温精度±1.5℃的真空炉、保护气氛炉加热,严防过热和氧化脱碳;③采用分级淬火,等温淬火和淬火后及时回火,多次回火,充分消除内应力,为线切割创造条件;④制订科学合理线切割工艺。
⑼疲劳断裂模具在工作时在交变应力反复作用下形成的显微疲劳裂纹缓慢扩展,导致突然疲劳断裂。
①原材料存在发纹、白点、孔隙、疏松、非金属夹杂、碳化物严重偏析、带状组织、块状游离铁素体冶金组织缺陷,破坏了基体组织连续性,形成不均匀应力集中。
钢中存在Bi、Pb、Sn、As和S、P等有害杂质,钢中的P易引起冷脆,而S易引起热脆,S、P有害杂质超标均易形成疲劳源。
②化学渗层过厚、浓度过大、渗层过渡、硬化层过浅、过渡区硬度低等都可以导致材料疲劳强度急剧降低。
③当模具表面加工粗糙度高、精度低,以及刀纹、刻字、划痕、碰伤、腐蚀麻面等也易引起应力集中导致疲劳断裂。
预防措施:①严格选材,确保材质,控制Pb、Sn、As等低熔点杂质与S、P非金属杂质含量不超标;②投产前进行材质检查,不合格原材料不投产;③选用杂质少、化学成分均匀、晶粒细,碳化物小,等向性能好、疲劳强度高等特点的电渣重炉精炼刚,对模具型面表面喷丸强化和表面化学渗层改性强化处理,是金属表层为预压应力,抵消模具工作时产生的拉应力,提高模具型面疲劳强度;④提高模具型面加工精度和降低表面粗糙度;⑤改善化学渗层和硬化层组织性能,采用微机控制化学渗层厚度、浓度和硬化层厚度。