彩盒印刷QC工程图
- 格式:doc
- 大小:74.50 KB
- 文档页数:8


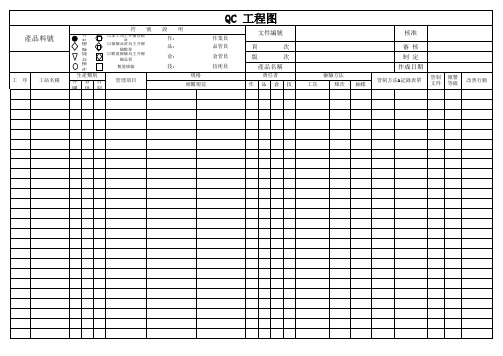




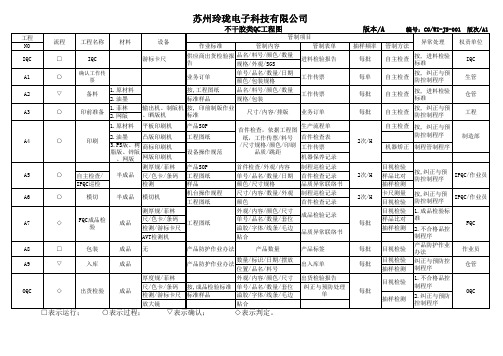
文件编号页次制订日期制订审核QC-WI-03 1 / 12014/10/24 程丽项次作业流程工程名称检验者检验频率检验工具表单记录不合格处理备注原物料进料检验机长/QC 打样时全程确认首检1PC 自检2PCS/30分钟机长/QC 打样时全程确认目测首检1PC 目测自检2PCS/30分钟目测专职检验员2PCS/30分钟首检1PC自检2PCS/30分钟专职检验员2PCS/30分钟首检1PC 自检2PCS/30分钟专职检验员2PCS/30分钟首检1PC 自检2PCS/30分钟样品/放大镜/目测工序检验报告手撕/目测选用/返工/报废选用/返工/报废样板/卷尺/目测工序检验报告工序检验报告6纸张物理性能检测报告卷尺/目测目测/手感/卷尺/千分尺//电子称/目测退货/特采/挑选裁切报表(产量本)选用/报废颜色,尺寸,文字,图案跟样品核对是否正确。
色泽鲜艳、套印准确允许误差±2mm,图案清晰,表面整洁、无重影;不起泡、不露底、不粘结。
QC 工程图1、纸张外观无掉皮,打皱,脏污,裂纹,色差,气泡;尺寸、材质、厚度、数量确认无误,水分、定量、紧度,吸水性测试。
尺寸、材质是否符合要求,刀口光洁、无明显毛刺管制项目(重点)2PCS/30分钟2版本版次检验抽样计划A-1专职检验员选用/返工/报废选用/返工/报废自检工序检验报告文件级别三阶吊牌/包装彩盒1印刷 对裱/裱合分纸/裁切3目测87材料/模切版是否与工艺单/样品要求相符,尺寸以客人要求为准;表面无脏污、刮伤、擦花;无爆线、爆色、高低线、喇叭口;刀位无毛过、披锋、爆角、无啤叮太大而影响外观;有色位的压边是否对色边;扣底或插口是否严密;对照样品核对孔位是否一致;1.无烫印不上和烫不牢、不实、滥金、多金,掉粉现象;2. 烫印清晰,不并糊、无发毛、缺笔断画、光泽度低等图文失真;烫金不能透到背面;3. 烫印位置准确,无套烫位置偏差小于1mm,大面积套烫允许误差≦0.5mm, 小字号套烫允许误差≦0.2mm,且不影响整体外观。
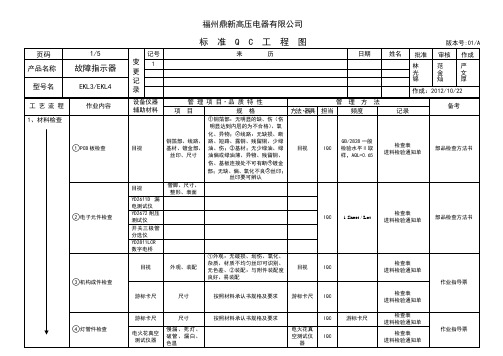
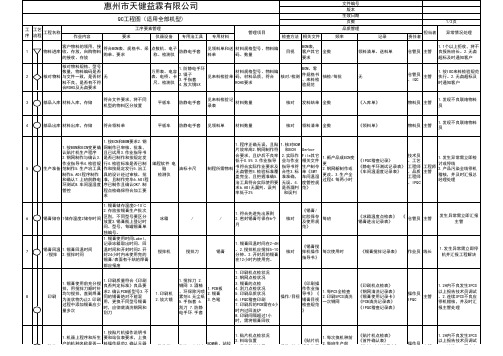
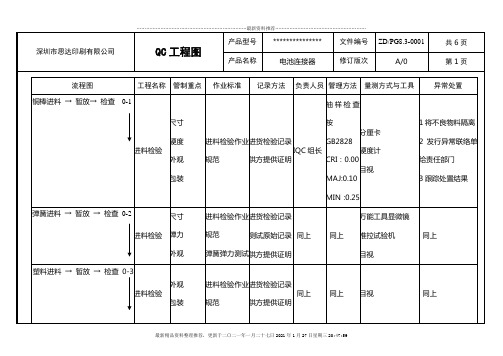
福州鼎新高压电器有限公司标准 Q C 工程图版本号:01/A页码1/5变更记录记号来历日期姓名批准审核作成产品名称故障指示器1 林光锦范金灿严文厚型号名EKL3/EKL4作成:2012/10/22工艺流程作业内容设备仪器辅助材料管理项目·品质特性管理方法备考项目规格方法·器具担当频度记录1、材料检查○1PCB板检查目视铜箔部、线路、基材、镀金部、丝印、尺寸○1铜箔部:无明显的缺、伤(伤明显达到内层的为不合格)、氧化、异物;○2线路:无缺损、断路、短路、露铜、残留铜、少绿油、伤;○3基材;无少绿油、绿油偏或绿油薄、异物、残留铜、伤、基板连接处不可有断○4镀金部;无缺、偏、氧化不良○5丝印;丝印要可辨认目视IQCGB/2828一般检验水平Ⅱ取样,AQL=0.65检查表进料检验通知单部品检查方法书○2电子元件检查目视管脚、尺寸、整形、表面IQC 1 Sheet / Lot检查表进料检验通知单部品检查方法书YD2611D漏电测试仪YD2672耐压测试仪开关三极管分选仪YD2811LCR数字电桥○3机构成件检查目视外观、装配①外观:无破损、划伤、氧化、杂质、材质不均匀丝印可识别、无色差、②装配:与附件装配度良好、易装配目视IQC检查表进料检验通知单作业指导票游标卡尺尺寸按照材料承认书规格及要求游标卡尺IQC检查表进料检验通知单○4灯管件检查游标卡尺尺寸按照材料承认书规格及要求IQC 游标卡尺检查表进料检验通知单作业指导票电火花真空测试仪器慢漏、死灯、破管、漏白、色温电火花真空测试仪器IQC检查表进料检验通知单福州鼎新高压电器有限公司标准 Q C 工程图版本号:01/A页码2/5变更记录记号来历日期姓名批准审核作成产品名称故障指示器1林光锦范金灿严文厚2型号名EKL3/EKL4作成:2012/10/22工艺流程作业内容设备仪器及辅助材料·管理项目·品质特性管理方法备考项目规格方法·器具担当频度记录2、前加工投入(A灯头)3、前加工投入(B插件)○4灯管件检查目视、装配外观、配合外观:无破损、灯丝无断,装配:与附件装配度良好、易装配目视IQC检查表进料检验通知单作业指导票○5胶类检查小批量试作目视IQC 全数作业指导票SLP-1S274-02-002 ○6包材件检查直尺尺寸按照材料承认书规格及要求直尺检查表SMQIV-QA-016目视组装配合、密封性达到要求目视IQC○7灯头操作移印机塑壳外观、印记、钢板塑壳:无破损、变形印记:标识清晰、印刷完整、位置正确钢板:放置方向与打印一致、与生产要求符合目视作业员全数作业指导票电烙铁锡丝无铅管理、焊接温度无铅管理:锡丝、电烙铁区分无铅及有铅品温度:无铅目视作业员全数作业指导票灯头机气压、胶量组长换机种作业指导票○8插件操作温度测试仪回流炉温度测试、氮气浓度的设定①150-180℃ 60~90S,②220℃ 30~42S③最高温度235~245℃15秒以内、氮气浓度:1500PPM温度计设备员换机时、1次/周温度曲线图作业指导票炉温参数一览表回流炉温度设定点检与测试温度曲线图相符目视组长换机种回流炉设定条件点检表电烙铁温度有铅:无铅:温度仪作业员全数作业指导票时间3-5S 目视作业员全数焊锡炉温度设定点检与产品温度设定相符组长全数锡膏使用时间记录表作业指导票福州鼎新高压电器有限公司标准 Q C 工程图版本号:01/A页码3/5变更记录记号来历日期姓名批准审核作成客户型号名日期:2008/10/22工艺流程作业内容设备仪器及辅助材料管理项目·品质特性管理方法备考项目规格方法·器具担当频度记录4、前加工投入(C 胶管)5、组装(A、B、C使用)○8插件操作万用表仪器校准设备员1/年仪器校准记录镊子首件品的确认不可有浮起、漏贴、侧立、偏位、连锡、反向、偏位、贴翻目视作业员全数DIP首件记录作业指导票○9胶管操作穿管定位、方向无变形、伤、异物、不能反向目视作业员全数作业指导票点胶压力、胶量目视作业员作业前、转机时作业指导票固化温度60℃目视作业员作业前、转机时设备点检记录作业指导票转速目视作业员作业前、转机时○10PCB板连接电烙铁温度有铅:无铅:温度仪作业员全数作业指导票时间3-5S 目视目视焊接状态不可有虚焊、连焊、冷焊、包焊、焊尖、错位、锡珠、锡渣残留目视作业员全数作业指导票○11绕灯丝螺丝辟扭力灯丝绕圈数丝尾长度扭力:圈数:≥4长度:≤3㎜扭力器组长换机种/开线扭力测试记录表扭力要求参数一览表○12合盖目视位置、]PCB板元件整形位置:到位、压紧整形:元器件管脚不可相紧贴目视作业员全数作业指导票福州鼎新高压电器有限公司标准 Q C 工程图版本号:01/A页码4/5变更记录记号来历日期姓名批准审核作成日期:2008/10/22工艺流程作业内容设备仪器及辅助材料管理项目·品质特性管理方法备考项目规格方法·器具担当频度记录6、包装○13中测自制电源器启动测试点亮、不可有短路、色差、死灯、阴阳管目视作业员全数作业指导票○14外观检查目视外观不允许有错件、漏件,灯头焊点处饱满、光滑、不允许有异物、铁皮、玻璃破损、锡渣锡珠残留,塑件整洁、无脏点、移印正确泡壳完好、无破损,内外无异物、胶残留,不允许有歪管、松管目视作业员全数作业指导票○15通电老化目视作业员全数工序移交单作业指导票工艺流程图○16泡壳打胶目视胶量、外观胶量:饱满,保证粘贴度目视作业员全数设备点检记录作业指导票○17清洁洗网水无纺布外观洁净。





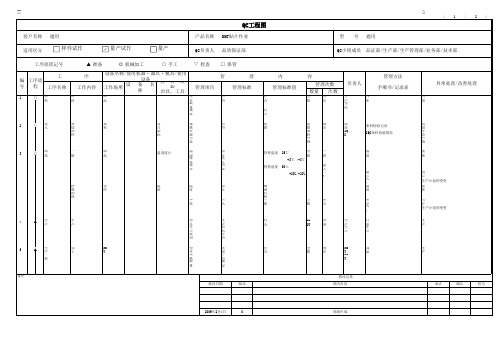

德信诚培训网彩盒、礼品盒、卡牌印刷QC工程图生产流程管理方法异常处理生产步骤设备名称作业内容使用表格责任者管制项目规格值抽样测定责任者方法责任者拼版晒版机按照生产部提供的样板及工程单将客户提供的菲林拼在胶片上即成拼好大版菲林工程单生产日报表作业员拼好版后与样板及工程单进行校对是否有差异,尺寸有无误差,套色是否准确,网点是否清晰,再进行晒版以客户提供的样板要求、工程资料、菲林或工程单为准全检目测放大镜主管发现问题立即修正处理,确认无误以防止再次出现误差主管晒兰纸晒版机裁剪好兰纸,将拼好的大版菲林与之紧贴通过晒版机曝光处理即成工程单生产日报表作业员将晒好之兰纸同样板、工程单对比有无差异、是否有错、位置是否足够样板工程单全检目测主管发现问题立即检查菲林,联系客户反馈信息主管晒版晒版机冲版机将拼好的大版菲林与PS版通过晒版机曝光处理即可成印刷版工程单生产日报表作业员将晒好的版核对工程单,检查印刷版面内容有无漏晒,保持版面清洁,掌握曝光时间菲林工程单全检目测放大镜作业员一般异常情况下可修补重大问题应报废,重新出版或晒制作业员物料-------- 物料采购和验收订购单进料检验报告作I业Q员C物料的验收与分发,物料的验收须经IQC检验合格来料检验标准免检物料一览表来料标识MIL-STD-105E一般II级对照表目测卷尺主管有不良品应立即向供应商反映,并退换或索赔主管纸仓铲车卸货柜发原纸订购单领料单工程单作业员纸张的种类、数量、规格符合要求;合理、及时、准确发纸,纸张厚度符合客户要求,颜色整批一致印刷生产排程、工程单、进料检验标准MIL-STD-105E一般II级对照表直尺卷尺作业员IQC重新换纸作业员木线锯根据工程单和作木样精密正确及有效合参照样板或作换K线或K刀,主管样机切刀机曲模机样板的要求,正确精密的制作要木模业员理地使用K刀和夹板,降低成本图纸全检卷尺业员必要时重新拟制:核准:版次:德信诚培训网QC工程图(彩盒、礼品盒、卡牌类)生产流程管理方法异常处理生产步骤设备名称作业内容使用表格责任者管制项目规格值抽样测定责任者方法责任者切纸切纸机切白料切成品工程单生产日报表作业员尺寸、切斜、污脏、数量、纸张颜色一致,有否皱纸工程单领料单随机检查目测直尺作业员QC重调参数、压力、换刀、换纸机长印刷底面机多色机根据工程单备纸、较版,根据客户标准色调好后开始印刷,品管QC作制程检查,印刷部工程单生产日报表制程检验报告制程异作业员IPQC与样板进行核对,印刷第一张核对颜色、内容、位置、外观、确认首件,对数量进行控制,印刷中进行抽栓,相关异常的发生均须报备主管样板工程单制程检验标准首栓每200车至少抽检一张目测放大镜测色仪机长IPQC找出异常原因,调整机器、重调油墨、标示品质状况、处理品质异常后、方可交接下一工序机长主管生产QC全检进行自检及印后全检常报告表面处理过胶机磨光机过油机UV机丝印机过光胶、哑胶磨光,过光/哑油、吸塑油、丝印UV工程单生产日报表作业员位置、粘附性、表面不起泡、光泽度、光滑度、颜色变异度、耐磨擦效果样板工程单首检每200车至少抽检一张目测手感作业员调整胶滚间压力及温度,不同纸张要调不同浓度的油机长主管裱纸自动裱纸机卡纸、纸板、瓦楞纸系列交叉贴合工程单生产日报表作业员粘着度、硬挺度、干湿度及防止裱纸起泡、开裂、粘坏样板制程检验标准首检自检抽检目测手感作业员调整机械或胶水的粘度及胶滚间的压力机长啤平压装好木工程单作啤位正确,不爆线、爆样板首检、自检作调牙口及针位机长机切线机样,固定牙口及针位两边,调好计数器后啤线、啤型生产日报表制程检验报告制程异常报告业员角及爆色、爆刀、啤不穿、毛边制程检验标准每小时至少抽检10张以上目测业员IPQC以对线,啤线处隔纸条防止啤不穿,啤线处界纸条防止半穿啤透、压线啤穿排废人工将构成生产成品以外的余料去掉工程单生产日报表作业员数量准确,生产过程中对产品是否有损伤,是否有混款勿刮花、打烂、打皱自检目测作业员分类整理,挑出不良品返工或退相关异常部门处理作业员贴窗手工将半成品开窗口处贴上PVC胶片工程单生产日报表作业员PVC胶片厚度及规格,胶水浓度,胶片贴位,PVC透明度,是否溢胶,擦花盒样工程单自检目测作业员调整胶水粘度,更换PVC胶片组长主管粘盒全自动粘将半成品的纸盒放入机工程单作压力、压盒时间、胶水温度、表面压痕、及埋样板自检调整机器主管盒机器中并调整好尺寸及压力,开机粘盒生产日报表业员口位胶水、数量、刮痕、混款工程单制程检验标准目测机长手工粘盒手工礼盒包边成型工程单生产日报表作业员位置、折角、粘度、皱纸、样板工程单制程检验标准自检全检抽检目测作业员分类整理,控制所刷胶水厚度、更换胶水、保证折角边缘与K线平行机长主管成品检验人工彩盒、礼盒、卡牌由手工部全检,再由OQC抽检如有异常交由生产部重新全检/OQC抽检,样板及客户零碎退货工程单生产日报表成品检验报告品管全检报告作业员外观、内容、位置、尺寸、颜色、包装、标签样板工程单成品入仓单全检抽检MIL-STD-105E一般II级对照表目测生产FQC品管OQC报废、申请补印主管由品管部全检打包打包机手工生产成品用纸皮包装加以保护工程单生产日报表作业员数量,打包方式等依客户要求工程单随机检查目测作业员分类整理清楚主管入库人工将合格成品登记入库工程单成品入仓单作业员数量、品质核对标签、入仓单、采购单MIL-STD-105E一般II级对照表目测仓管追溯生产部纠正主管出货汽车货柜车将成品按出货通知单和明细送往所需客户成品入库单送货单仓管检查标签、数量、包装有无破烂、搬运轻拿轻放送货单出货通知单板头标示卡仓管核对目测仓管分类核实主管拟制:核准:版次:。
德信诚培训网
彩盒印刷QC工程图
生产流程管理方法异常处理
生产步骤设备
名称
作业内容
使用表
格
责任
者
管制项目规格值抽样测定
责任
者
方法
责任
者
拼
版晒版
机
按照生产部提
供的样板及工
程单将客户提
供的菲林拼在
胶片上即成拼
好大版菲林
工程单
生产日
报表
作
业
员
拼好版后与样板及工程
单进行校对是否有差
异,尺寸有无误差,套
色是否准确,网点是否
清晰,再进行晒版
以客户提供
的样板要求、
工程资料、菲
林或工程单
为准
全检
目
测
放大
镜
主
管
发现问题立即修
正处理,确认无误
以防止再次出现
误差
主管
晒
兰纸晒版
机
裁剪好兰纸,
将拼好的大版
菲林与之紧贴
通过晒版机曝
光处理即成
工程单
生产日
报表
作
业
员
将晒好之兰纸同样板、
工程单对比有无差异、
是否有错、位置是否足
够
样板
工程单
全检
目
测
主
管
发现问题立即检
查菲林,联系客户
反馈信息
主管
晒版晒版
机
冲版
机
将拼好的大版
菲林与PS版
通过晒版机曝
光处理即可成
印刷版
工程单
生产日
报表
作
业
员
将晒好的版核对工程
单,检查印刷版面内容
有无漏晒,保持版面清
洁,掌握曝光时间
菲林
工程单
全检
目
测
放大
镜
作
业
员
一般异常情况下
可修补重大问题
应报废,重新出版
或晒制
作业
员
物
料-------- 物料采购和验
收
订购单
进料检
验报告
作I
业
Q
员
C
物料的验收与分发,物
料的验收须经IQC检验
合格
来料检验标
准免检物料
一览表
来料标识
MIL-STD-105E
一般II级对照
表
目测
卷尺
主
管
有不良品应立即
向供应商反映,并
退换或索赔
主管
纸
仓铲车
卸货柜
发原纸
订购单
领料单
工程单
作
业
员
纸张的种类、数量、规
格符合要求;合理、及
时、准确发纸,纸张厚
度符合客户要求,颜色
整批一致
印刷生产排
程、工程单、
进料检验标
准
MIL-STD-105E
一般II级对照
表
直尺
卷尺
作
业
员
IQC
重新换纸
作业
员
木线锯根据工程单和作木样精密正确及有效合参照样板或作换K线或K刀,主管。