缠绕成型工艺
- 格式:doc
- 大小:62.00 KB
- 文档页数:18
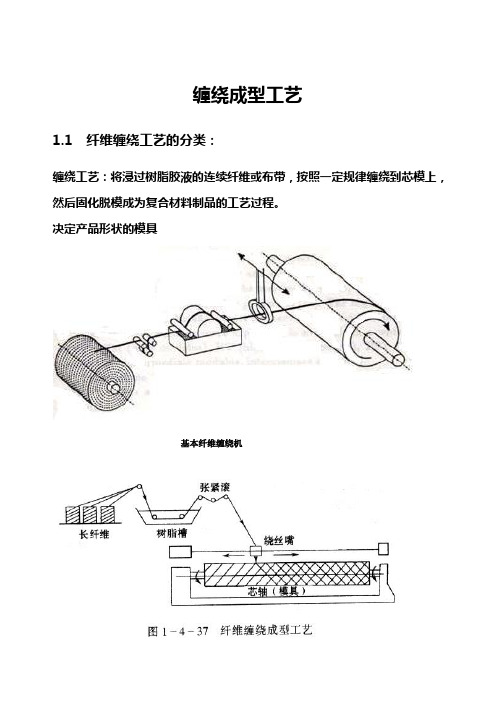
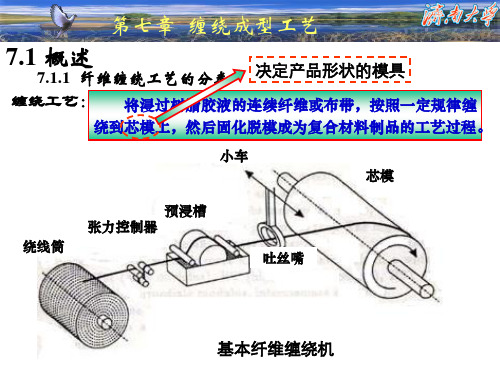
缠绕成型工艺1.1纤维缠绕工艺的分类:缠绕工艺:将浸过树脂胶液的连续纤维或布带,按照一定规律缠绕到芯模上,然后固化脱模成为复合材料制品的工艺过程。
决定产品形状的模具基本纤维缠绕机浸胶 胶纱纱锭 张力控制 固化 打模喷漆 脱模 芯模制造胶液配制纱团集束烘干 络纱 加热粘流纵、环向缠绕张力控制 纵、环向缠绕成品湿法缠绕干法缠绕玻璃钢.高压储气罐/碳纤维球1.1.1 干法缠绕将预浸纱带(或预浸布),在缠绕机上经加热软化至粘流状态并缠绕到芯模上的成型工艺过程。
干法缠绕特点:制品质量稳定(预浸纱由专用预浸设备制造,能较严格地控制纱带的含胶量和尺寸);缠绕速度快(100~200m/min); 缠绕设备清洁,劳动卫生条件好;预浸设备投资大。
干法缠绕制品质量较稳定,并可大大提高缠绕速度,可达到100m/min~200m/min。
缠绕设备清洁.劳动卫生条件较好。
1.1.2 湿法缠绕将无捻粗纱(或布带)经浸胶后直接缠绕到芯模上的成型工艺过程。
此法无须另行配置浸渍设备。
对材料要求不严,便于选材,故比较经济纱片质量及缠绕过程中张力不易控制。
特点:不需要预浸渍设备,设备投资少;对材料要求不严,便于选材;纱片质量不易控制和检验;张力不易控制;胶液中存在大量溶剂,固化时易产生气泡;浸胶辊、张力辊等要经常维护刷洗。
湿法缠绕工艺流程:原 材 料缠 绕 设 备打磨喷漆胶液配制纱团集束固化浸胶脱模 张力控制纵、环芯模制造制品浸 胶 缠 绕增强材料:应用最广、量最大的是玻璃纤维。
此外有碳纤维,Kevlar 纤维等。
卧式缠绕机缠绕设备立式缠绕机卧式缠绕机立式缠绕机缠绕机构纱架浸胶槽张力控制器1.1.3 半干法缠绕将无捻粗纱(或布带)浸胶后,随即预烘干,然后缠绕到芯模上的成型工艺方法与湿法相比,增加了烘干工序,除去了溶剂。
与干法相比,无需整套的预浸设备,缩短了烘干时间,使缠绕过程可在室温下进行。
提高了制品质量。
1.2 纤维缠绕制品的优点(1) 比强度高FWRP的比强度3倍于钛,4倍于钢i) 材料表面缺陷是影响其强度的重要因素。

缠绕成型工艺文件缠绕成型工艺是一种常用的制造工艺,广泛应用于航空航天、船舶、汽车、建筑等领域。
本文将从工艺流程、材料选择、设备要求等方面介绍缠绕成型工艺文件的相关内容。
一、工艺流程缠绕成型工艺的流程一般包括以下几个步骤:1. 准备工作:包括确定产品设计要求、选择合适的材料、准备模具等。
2. 简化模型制作:根据产品的几何形状,制作简化模型,用于计算纤维预浸料的用量和布放方式。
3. 纤维预浸料制备:将纤维和树脂进行预浸润处理,以提高纤维和树脂的结合力。
4. 缠绕工艺参数确定:根据产品的要求和纤维预浸料的性能,确定缠绕工艺参数,如缠绕角度、缠绕速度等。
5. 缠绕成型:根据缠绕工艺参数,在模具上进行纤维的缠绕成型。
6. 固化处理:对缠绕成型后的产品进行固化处理,使其达到设计要求的性能。
7. 后续处理:包括修整、表面处理等,以提高产品的外观和性能。
二、材料选择在缠绕成型工艺中,常用的纤维材料包括碳纤维、玻璃纤维、芳纶纤维等。
选择合适的纤维材料需要考虑产品的使用环境、强度要求、重量限制等因素。
同时,还需要选择合适的树脂,常见的树脂有环氧树脂、酚醛树脂等。
三、设备要求缠绕成型工艺需要使用一些专用设备,包括缠绕机、模具、树脂喷涂设备等。
缠绕机是实现纤维缠绕的主要设备,其性能和控制系统的稳定性对产品的成型质量有着重要影响。
模具的设计和制作需要根据产品的几何形状和尺寸进行,模具的表面光洁度和耐磨性也是关键因素。
树脂喷涂设备用于将树脂均匀地喷涂到纤维上,以提高纤维和树脂的结合力。
四、缠绕成型工艺文件的编制缠绕成型工艺文件是指对缠绕成型工艺进行规范和记录的文件。
它包括产品的设计要求、工艺参数、材料选择、设备要求、操作规程等内容。
编制缠绕成型工艺文件的目的是为了保证产品的质量和一致性,提高生产效率。
工艺文件的编制应根据实际情况进行,包括以下几个方面:1. 产品设计要求:包括产品的几何形状、尺寸、强度要求等。
2. 工艺参数:根据产品的要求和材料的性能,确定缠绕角度、缠绕速度、固化温度等参数。
缠绕成型工艺缠绕成型工艺1.1纤维缠绕工艺的分类:缠绕工艺:将浸过树脂胶液的连续纤维或布带,按照一定规律缠绕到芯模上,然后固化脱模成为复合材料制品的工艺过程。
决定产品形状的模具基本纤维缠绕机1.1.1 干法缠绕将预浸纱带(或预浸布),在缠绕机上经加热软化至粘流状态并缠绕到芯模上的成型工艺过程。
干法缠绕特点:制品质量稳定(预浸纱由专用预浸设备制造,能较严格地控制纱带的含胶量和尺寸);缠绕速度快(100~200m/min); 缠绕设备清洁,劳动卫生条件好;预浸设备投资大。
干法缠绕制品质量较稳定,并可大大提高缠绕速度,可达到100m /min ~200m /min 。
缠绕设备清洁.劳动卫生条件较好。
玻璃钢.高压储气罐/碳纤维球1.1.2 湿法缠绕将无捻粗纱(或布带)经浸胶后直接缠绕到芯模上的成型工艺过程。
此法无须另行配置浸渍设备。
对材料要求不严,便于选材,故比较经济纱片质量及缠绕过程中张力不易控制。
特点:不需要预浸渍设备,设备投资少;对材料要求不严,便于选材;纱片质量不易控制和检验;张力不易控制;胶液中存在大量溶剂,固化时易产生气泡;浸胶辊、张力辊等要经常维护刷洗。
湿法缠绕工艺流程:原 材 料缠绕 设 备打磨喷漆胶液配制纱团集束固化 浸胶脱模 张力控制 纵、环 芯模制造制品 浸 胶 缠 绕增强材料:应用最广、量最大的是玻璃纤维。
此外有碳纤维,Kevlar 纤维等。
卧式缠绕机缠绕设备立式缠绕机卧式缠绕机立式缠绕机缠 绕 机 构纱架浸胶槽1.1.3 半干法缠绕将无捻粗纱(或布带)浸胶后,随即预烘干,然后缠绕到芯模上的成型工艺方法 与湿法相比,增加了烘干工序,除去了溶剂。
与干法相比,无需整套的预浸设备,缩短了烘干时间,使缠绕过程可在室温下进行。
提高了制品质量。
1.2 纤维缠绕制品的优点(1) 比强度高 FWRP 的比强度3倍于钛,4倍于钢i) 材料表面缺陷是影响其强度的重要因素。
表面积越大,缺陷率越高。
缠绕纤维直径很细,降低了微裂纹存在几率;所用纤维主要是无捻粗纱由于没有经过纺织工序,强度损失大大减少。
缠绕成型工艺及应用缠绕成型工艺是一种常见的制造工艺,它通过将长纤维材料缠绕在模具上,经过热固化或冷固化等加工工艺形成具有一定形状和结构的成品。
这种工艺广泛应用于各个领域,如航空航天、汽车、船舶、化工和建筑等。
缠绕成型工艺的基本原理是利用纤维的延展性和可塑性,通过自动缠绕设备将纤维材料以一定的规律缠绕在模具表面上。
一般情况下,纤维材料包括玻璃纤维、碳纤维、芳纶纤维等。
这些纤维材料具有高强度、耐热、耐腐蚀等特性,能够有效增加成品的强度和耐用性。
在缠绕成型工艺中,常见的缠绕方式有圆周缠绕、斜层缠绕和螺旋缠绕。
圆周缠绕是指沿着模具的轴向方向将纤维材料均匀地缠绕在模具上;斜层缠绕是指将纤维材料以一定的角度缠绕在模具上,这样可以增加成品的强度和刚度;螺旋缠绕是指将纤维材料以螺旋状的方式缠绕在模具上,这样可以使成品具有更好的耐疲劳性能。
缠绕成型工艺的应用十分广泛。
在航空航天领域,缠绕成型工艺可以用于制造飞机机身、发动机外壳和飞行控制面等部件,这些部件需要具有高强度和低重量的特性。
在汽车工业中,缠绕成型工艺可以用于制造车身部件和悬挂系统等,这些部件需要具有高刚度和耐冲击性能。
此外,缠绕成型工艺还可以用于制造船舶的船体、潜水器的壳体等。
在化工领域,缠绕成型工艺可以用于制造化工设备的容器、管道和阀门等。
这些设备需要具有耐腐蚀性和耐高温性能。
在建筑领域,缠绕成型工艺可以用于制造各种异型结构件,如碳纤维制品、玻璃纤维制品和混凝土增强材料等。
总的来说,缠绕成型工艺是一种重要的制造工艺,它可以制造出高性能、轻量化和耐用的成品。
随着纤维材料的发展和工艺的不断改进,缠绕成型工艺在各个领域的应用也将更加广泛。


缠绕成型的工艺参数
缠绕成型的工艺参数主要包括以下几个方面:
1. 纤维烘干处理及时间:这一步骤主要是对纤维进行烘干处理,以去除其中的水分和杂质,为后续的缠绕工作做准备。
纤维的烘干时间需要控制在一定的范围内,以确保其质量和性能。
2. 浸胶方式及含胶量:浸胶是纤维缠绕过程中的一个重要步骤,它涉及到将纤维浸入到胶液中,使其充分渗透并均匀涂布在纤维表面。
含胶量是指纤维表面涂布的胶液量,它对制品的性能和外观质量都有一定的影响。
3. 缠绕张力:缠绕张力是控制纤维缠绕过程中纤维张紧程度的参数,它对制品的密实度和纤维的排列方向都有一定的影响。
合理的缠绕张力可以提高制品的强度和刚度。
4. 缠绕规律:缠绕规律是指纤维缠绕过程中纤维的走向、角度、排列等参数,这些参数对制品的结构和性能都有一定的影响。
合理的缠绕规律可以提高制品的稳定性和可靠性。
5. 固化:固化是将已经缠绕成型的制品进行加热或加压处理,使其定型并保持一定的形状和性能。
固化的温度、压力和时间等参数需要根据制品的材料和性能要求进行选择和控制。
6. 检测:检测是对制品进行质量检测和控制的环节,它涉及到制品的外观、尺寸、物理性能等方面的检测和控制。
检测的准确性对于保证制品的质量和性能具有重要意义。
这些是缠绕成型工艺中的主要参数,不同的参数组合会对制品的质量和性能产生不同的影响,因此在实际生产中需要根据制品的要求进行选择和调整。

第6章、缠绕成型工艺§6-1、概述定义:将浸过树脂胶液的连续玻璃纤维或布带,按照一定规律缠绕到芯模上,然后固化脱模成为增强材料制品的工艺过程。
因此三大过程:预浸、缠绕、固化脱模。
细节见图7-1§6-1-1、缠绕工艺分类及特点1、干法缠绕预浸纱带(布带),加热粘流后缠绕。
特点:严格控制纱带含胶量和尺寸,质量稳定,速度快,劳卫条件好,投资大。
2、湿法缠绕浸渍无捻粗纱直接缠绕。
特点:材料经济,质量不稳。
3、半干法缠绕预浸渍粗纱(或布带)随即缠绕到芯模上。
特点:无需整套设备,烘干快,室温操作。
§6-1-2、缠绕制品特点1、比强度高F:3Ti,4Steel。
原因:(1)表面缺陷小(2)避免纵横交织点和末端的应力集中(3)可控方向与数量,实现等强(4)纤维含量高80%2、可靠性高克服材料的韧性不够及缺口带来的可靠性降低。
3、生产率高机械化,大批量。
4、成本低无捻减少了纺织等其它工费。
缺点:形状限制,投资大,必须大批量。
§6-1-3、原材料纤维增强材料,树脂基体选择原则:满足设计性能指标,工艺性参数及经济性要求。
1、增强材料玻纤(无碱,中碱无捻粗纱,高强纤维),碳纤维,芳纶纤维等。
纤维要求:(1)高档产品:碳纤维,芳纶纤维(2)制品性能要求(3)表面处理(4)与树脂浸渍性好(5)各股张力均匀(6)成带性好2、树脂基体指合成树脂与各种助剂组成的基体体系。
选用要求:(1)工艺性好,粘度与适用期最重要,适用量>4小时,η=~1Pa·S。
(2)树脂基体的断裂伸长率与增强材料相匹配,方能获得满意效果。
(3)固化收缩率低和毒性刺激小(4)来源广、价格低§6-1-4、应用航天、导弹、军用飞机、水下装置,高强度、质量轻的高压容器,壳体。
民用管道,贮罐,质轻,耐腐,费低。
形成缠绕工艺的两部分——空间技术及民用部分。
§6-2、缠绕规律§6-2-1、缠绕规律的内容由导丝头(绕丝嘴)和芯模的相对运动实现。
1、纤维不重叠不离缝,均匀连续布满芯模表面。
2、纤维在芯模表面位置稳定,不打滑。
这是缠绕线型必须满足的两点。
所谓缠绕规律:是描述纱片均匀稳定连续排布芯模表面以及芯模与导丝头间运动关系的规律。
§6-2-2、缠绕线型的分类环向缠绕、纵向缠绕和螺旋缠绕1、环向缠绕芯模绕轴匀速转动,导丝头在筒身区间作平行于轴线方向运动。
环向缠绕参数关系:W=π D ctgαb=π D cosαb/D=π cosαD:芯模直径b:纱片宽α:缠绕角W:纱片螺距2、螺旋缠绕芯模绕自轴匀速转动,导丝头依特定速度沿芯模轴线方向反复运动。
3、纵向缠绕(平面缠绕)导丝头在固定平面内做匀速圆周运动,芯模绕自轴慢速旋转。
图tgα=(r1+r2)/(l c+l e1+l e2)两封头极孔相同时:tgα=2r/(2l e + l c)即:α=tg-12r/(2l e + l c)平面缠绕的速比:单位时间内,芯模旋转轴数与导丝头绕芯模旋转的圈数比。
(即芯模转一周时,导丝头绕芯模旋转的圈数)纱片宽度为b,缠绕角为α,则速比为:i=b/π D cosα0i=(Δθ/360°·1/t)/(1/t)由图π D:360°=S:Δθ,S=b/cosα代入i纵向、环向缠绕视作螺旋缠绕的特例。
纤维在芯模表面上排布规律的研究是通过研究切点在极孔周围上的分布和出现的规律来解决。
——切点法描述缠绕规律的基本思路。
§6-3-3、线型线型的定义:——即连续纤维缠绕在芯模表面上的排布形式。
完整循环定义:——由导丝头在芯模上完成一次不重复的纤维布线称为“标准线”。
——反应规律的基本线型。
完成一个标准纹缠绕称为一个完整循环。
1、切点及分布规律每条纱片在芯模极孔圆周上只有一个切点,在一个完整循环中,极孔圆周上只有一个切点,称为单切点。
在一个完整循环中,有两个以上切点称为多切点。
切点排布顺序:单切点:n=1n=3,n=4,n=5见图2、芯模转角与线型关系导丝头一个单程,芯模转角θt导丝头往返一次,芯模转角θn则θn =2θt一个完整循环(导丝头n次往返),芯模转角θ,θn=θ/n(1)单切点:芯模转角θ1=1个完整循环缠绕的芯模转角θθ1’=360°±Δθ以后的θ1=(1+N) 360°±Δθ(2)两切点:芯模转角θ2’=1/2·(360°±Δθ)以后的θ2=1/2·(360°±Δθ)+N ·360°=(1/2+N) 360°±Δθ/2 (3)三切点: (4)四切点: (5)五切点: (6)n 切点:θn =(K/n + N)360°±Δθ/n K/n 最简真分数各切点不同排布顺序的个数暂不考虑微调量,线型以导丝头往返一次时,芯模旋转的转数来表示。
S 0=K/n + N= θn /360°=M/n 其中M=K + nNM :一个完整循环的芯模转数则六切点以内的线型S 0所对应的n ,K ,N ,θn 值由表7-3表示。
例如:4切点的线型S 0 n=4,K=3,N=3 芯模转角θn =1350° M/N=15/4芯模转数为15,导丝头往返数为4。
§6-3-3、转速比1、转速比定义:简称速比,单位时间内,芯模转数与导丝头往返次数之比。
i 0=M/n考虑速比微调部分,实际转速为:i=θn /360°±Δθ/(n ·360°)=(K/n + N) ±Δθ/(n ·360°)2、i 0与S 0的关系见书P1733、i的计算Δθ的计算较不方便,采用直观的工艺参数进行计算,即:Δθ转化为与纱片宽度、缠绕角、芯模尺寸等直观参数相关联的式子。
如图7-22AC=BC/cosα0=b/cosαΔθ/360°=AC/πDΔθ= AC·360°/πD= b/(πD·cosα)×360°i= i0±Δi=(K/n+N)±b/(nπD·cosα),Δi=Δθ/n这里把各物理量归纳一下:b:纱片设计宽度α:缠绕角n:切点数N:正整数D:芯模圆筒段直径K:使K/N为最简真分数,各切点不同排布顺序数Δθ取>0时,纱片滞后,脱线。
Δθ取<0时,纱片超前,压线。
为避免打滑,Δθ<0。
§6-3-4、线型设计设计的缠绕成型,对应于某个缠绕角,除满足前面的①不重叠、不离缝,均匀布满芯模表面②纤维位置稳定,不打滑,还必须满足③封头不滑线的条件,要求缠绕在表面上的每条纤维都是相应曲面的测地线。
封头曲面上,由微分几何的克列络定理,测地线方程为:Sinα=r/r (7-19)α:测地线与封头曲面上子午线夹角r:封头极孔圆半径r:测地线与子午线交点处平行圆半径r= r,测地线与子午线交点处的平行圆就是极孔圆,此时α=π/2。
r↑,Sinα↓,一直小到筒身段时,Sinα最小,再往下Sinα不变。
说明:(1)封头曲面上满足(7-19)式的就是测地线。
(2)在筒身段,由于缠绕纤维的连续性,筒身段的任意缠绕角螺旋线都是测地线。
(3)通过上式求得的缠绕角所确定的纤维位置,无论在封头和筒身段都是测地线,且是稳定缠绕。
(4)以均匀、布满且稳定缠绕时,芯模的转角也相应固定。
1、由测地线求芯模转角芯模转角通过单程线芯模转角θt ’来得到,θn’=θt’。
θt’由单程初始的封头缠绕转过的角度β(包角)和单程后期的筒身缠绕转过的角度γ(进角)。
θt’=β+γ (7-20)(1)γ的求解Wγ1=l1Wγ=lγ=l/W=l/W×360°W=πD/tgαγ=l·tgα/πD×360° (7-21) (2)β的求解由图7-25,上极圈,转过Φ+90°相应下极圈Φ+90°β=2(Φ+90°) (7-22)a、过D点作平面Ⅱ∥平面HBC→DF∈(平面Ⅱ∩平面HBC)b、过D点作平面Ⅰ与筒体相切→DE∈(平面Ⅰ∩平面HBC),DG∈(平面Ⅰ∩平面Ⅱ)c、过G点作平面EFG⊥DG→EG∈(平面EFG∩平面Ⅰ),FG∈(平面EFG∩平面Ⅱ),EF∈(平面HBC∩平面EFG)d、∠FDG=∠HBC=α’一平面与两平行平面交角相同,∠EDG=α纤维在赤道圆处的缠绕角,∠EGF=∠Φ互余角,平面与两平行线交角转换。
e、tgα0’=FG/DG=EG/DG·FG/EG= tgα·cosΦ当Φ=0时,α0’=α,就是平面FDG与平面EDG重合,即α’=α代表截平面与轴线夹角等于纤维在赤道圆的缠绕角,此时β=180°而SinΦ=(h tgα0’-r)/R=(h tgα·cosΦ-r)/R (7-23)转化成一个三角方程求解问题。
工程上常用近似式计算:Φ=Sin-1 (h tgα0-r)/R (7-24)将(7-21),(7-24)代入(7-20)θt ’= l·tgα/πD×360°+2[90°+ Sin-1 (h tgα-r)/R]θn ’=2 θt’2、线型的确定在实际生产中,用控制线型和转数比这两个宏观参数来实现正常的生产。
已知极孔半径r0,芯模半径R,设计一定切点的线型,求出θt’,再算出θn’,与该切点的线型对照,再进行调整。
(1)变长不变角,适用于芯模还未设计之前l’ = [γ - (θt ’ - θt) ] πD / (360°·tgα)或者l’ =l [γ - (θt ’ - θt) ] / γ(2)变角不变长容器尺寸不许变,而湿法缠绕角根据实际经验略偏离时,纤维仍不至滑移。
θt = l·tgα/πD×360°+2[90°+ Sin-1 (h tgα-r)/R](3)变径,不变长变径,α也相应变Sinα0=r/Rθt = l·tgα/πD×360°+2[90°+ Sin-1 (h tgα-r)/R]3、标准线展开在实际缠绕前进行模拟,高级的用计算机数字模拟。
(1)交叉点数,交带数交叉点定义:交叉点数:Xn=(M-1)n交带定义:交带数:Yn=M-1(2)交叉点及交带分布规律a、筒身被K等分b、交带间距相等例题:§6-4、缠绕工艺缠绕工艺内容包含:1、产品的使用、设计、技术质量要求,进行结构造型、缠绕线型和芯模设计2、选择原材料3、产品强度、原材料性能及缠绕线型进行缠绕层数计算4、选定的原材料和工艺方法,为工艺流程制定工艺参数5、由线型选设备,为设备设计提供参数§6-4-1、内压容器的结构选型属结构设计,目的是高比强度。