迈威CD130全自动水平包装机专业培训教材-2010
- 格式:pdf
- 大小:2.94 MB
- 文档页数:37



自动包装机课程设计一、课程目标知识目标:1. 学生能理解自动包装机的基本工作原理,掌握其主要部件的功能及相互关系。
2. 学生能描述自动包装机在现代化生产中的应用,了解其对于提高生产效率的作用。
3. 学生掌握自动包装机操作流程中的关键参数,并能运用相关知识解释实际包装过程中出现的问题。
技能目标:1. 学生能够通过小组合作,设计并制作一个简易的自动包装机模型,展示其工作原理。
2. 学生能够运用所学的技术知识,对自动包装机进行故障排查及简单维护。
3. 学生能够运用信息技术,搜集并整理自动包装机的相关资料,进行有效的信息交流。
情感态度价值观目标:1. 培养学生对自动化技术的兴趣,激发他们探索现代工业发展成就的欲望。
2. 增强学生的团队合作意识,培养他们在技术活动中的沟通与协作能力。
3. 培养学生关注环保和可持续发展,理解自动包装机在减少资源浪费和提升工作效率中的重要性。
课程性质:本课程属于技术与设计领域,旨在通过自动包装机的学习,将理论知识与实践相结合,提高学生的技术素养和创新能力。
学生特点:考虑到学生所在年级的特点,他们已经具备了一定的物理知识和动手能力,对新鲜事物充满好奇,喜欢探索和实践。
教学要求:在教学过程中,注重理论与实践相结合,鼓励学生动手操作,充分发挥学生的主体作用。
同时,关注学生的个体差异,提供有针对性的指导,确保每个学生都能在课程中取得进步。
通过本课程的学习,使学生达到上述设定的具体学习成果。
二、教学内容1. 自动包装机概述- 了解自动包装机的发展历程、分类及在现代工业中的应用。
- 教材章节:第一章 自动包装机概述2. 自动包装机工作原理- 掌握自动包装机的主要工作部件及其作用,如:输送带、包装膜、封口机、切割装置等。
- 教材章节:第二章 自动包装机工作原理3. 自动包装机操作与维护- 学习自动包装机的操作流程、参数设置及日常维护。
- 教材章节:第三章 自动包装机操作与维护4. 自动包装机故障排查- 分析自动包装机常见故障及原因,掌握基本的故障排查方法。




BT系列自动包装机械使用说明书欢迎购买本公司生产的自动包装机。
请您在使用本机器之前,详细阅读使用说明书,以保证机器的正常安装使用。
本公司还有许多其它规格类型的产品,如用户有需要,可与本公司联系,本公司将竭诚为您服务,满足您的要求。
由于本公司的产品在不断的改进和提高,由此而未预告性能修改的情况发生时,敬请您原谅,您可向本公司的销售部门及维修服务人员咨询。
目录第三章组成与各部位功能图3-0 BT-8160C颗粒类包装机图3-1 BT-8160C粉剂类包装机图3-2 BT-8160C流体、半流体类包装机图3-3 BT-8160C片剂类包装机3-1主传动部分由主电机提供动力,通过调速轮、三角皮带及减速机驱动分配轴旋转,使得拉袋、热封、切断、计量充填等部分同步协调工作,完成整个包装过程。
图3-4为主传动部分示意图。
图3-43-2拉袋部分(包装袋的拉动)图3-5为拉袋部分示意图。
此四类机型的拉袋动作是通过拉袋电机(步进电机)带动主动滚轮轴旋转完成拉袋动作。
拉袋长度的改变是通过在操作面板上的控制器进行数值设定来实现的。
图3-53-3供纸部分(包装材料的供送)图3-6为供纸部分示意图。
在滚轮向下拉动包装袋的时候,由于包装材料的移动,带动控制杆向上移动,使控制杆离开接近开关,由接近开关向控制电路发出信号,使供纸电机运转输送包装材料,由此控制杆因自重下落,使控制杆靠近接近开关,供低电机停止运转,如此循环,自动完成供送包装材料的全过程。
图3-63-4制袋部分包装材料通过成形器(制袋器,如图3-7)后,成形为包装袋成品形状,为装填被包装物料做好准备。
成形器(制袋器)采用不锈钢材料制造,外部用于袋成形,内部用于输送被包装物料。
图3-73-5热封及切断部分分配轴上的热封凸轮驱动左、右主动转臂,主动转臂以上轴为中心摆动(见图3-8),固定在左、右主动转臂上的臂板及左、右热封器体;左、右切刀;切易撕口刀;除气板等,随左、右主动转臂摆动,对成形后的包装袋进行热压封合及切断。

BT系列自动包装机械使用说明书欢迎购买本公司生产的自动包装机。
请您在使用本机器之前,详细阅读使用说明书,以保证机器的正常安装使用。
本公司还有许多其它规格类型的产品,如用户有需要,可与本公司联系,本公司将竭诚为您服务,满足您的要求。
由于本公司的产品在不断的改进和提高,由此而未预告性能修改的情况发生时,敬请您原谅,您可向本公司的销售部门及维修服务人员咨询。
目录BT-8160C机型包装机控制系统说明书一、主要技术参数1.1 本系统采用中文液晶显示,操作指示一目了然(如:长度、数量、速度等)1.2 个性化设计,可根据不同的厂家显示相应的公司名称、电话号码等信息1.3 全自动测量包装长度,无需人工参与包装膜长度的设定1.4 电子色标定位功能,替代手工移动光电眼1.5 中英文菜单转换功能,适用于国际市场1.6 采用特别的光电扑获和智能纠错技术,光电的准确性大大提高1.7 包装长度:35mm-9999mm1.8 步进电机速度:0-16档可调(包装长度为200mm时,最快速度还能达到90包/分钟)1.9 包装计数:0-99万包,并可累计计数1.10 包装速度显示,即时显示每分钟的产量1.11菜单化的操作界面,并有操作提示,操作极奇简单1.12 智能化的故障诊断并中文显示出错位置(如:光电错误、行程错误等)1.13 主电机和步进电机都可“点动”运转1.14 集成4个辅助开关(温控、充气、前振动、后振动等)1.15 精细的前后振动力大小调整,使供料更快、更准确1.16分切数2-999包可调1.17可同时支持2个步进电机1.18可加紧急停止按钮1.19所有控制由软件程序实现,方便功能调整和技术升级1.20主板采用贴片工艺生产1.21适用机型:三边封背封四边封三角包二、面板按键功能1、多功能中文液晶显示屏,每次开机时可显示3秒包装机械生产厂家的公司名称和电话号码等信息。
工作状态下可显示包装数量、长度、速度和状态等2、功能键3、+键(调整加↑)4、-键(调整减↓)5、退出键(返回上一级)6、螺杆下料开关7、启动/停止键8、主电机点动键9、长度测量键三、面板操作说明3.1启动/停止键:当包装机主电源接通后,按一下启动/停止键,系统进入工作状态,同时主电机也开始运转,液晶屏状态栏显示“启动”。

目录1概述 (1)2主要结构 (1)2.1 主要结构图 (1)2.2 给料装置 (2)2.3 称重系统 (2)2.4 夹袋系统 (3)2.5 回风装置、除尘接口 (3)2.6 钢结构框架 (3)2.7 电脑称重控制柜 (4)3工作程序 (4)4技术规格 (4)4.1 主要技术参数 (4)4.2 工作环境 (4)4.3 公用工程要求( (4)5安装 (5)5.1 主机的安装要求 (5)6电脑称重控制器各部份的名称和功能(前面板) (5)6.1 重量显示区 (5)6.2 菜单显示区 (6)6.3 重量单位显示 (7)6.4 状态显示区 (8)6.5 设定键 (8)6.6 功能键 (8)7各部分的名称和功能(后面板) (9)7.1 通讯口串口插座编号 (9)7.2 传感器输入信号 (9)7.3 交流电源AC接口 (10)7.4 机架地线 (10)7.5 输入控制信号 (10)7.6 控制信号输出 (10)8连接 (11)8.1 电源输入端子的连接方法 (11)8.2 机架地线的连接方法 (11)8.3 载荷传感器的连接方法 (12)9按键的使用方法 (13)9.1 键设置 (13)9.2 专用键的使用方法 (14)9.3 设定键的使用方法 (16)9.4 设定值一览表 (17)10参数的设定方法 (22)10.1 设定模式0 (22)10.2 设定模式1 (23)10.3 设定模式2 (24)10.4 设定模式3 (28)10.5 设定模式4 (29)10.6 设定模式5 (30)10.7 设定模式6 (32)10.8 设定模式7 (33)10.9 设定模式9 (33)11实际校准的方法 (34)11.1 校准前需要注意的事项 (34)11.2 校准步骤 (35)12去皮重 (35)13滤波 (35)14拍、振袋功能的使用 (35)15超差的判别和处理 (36)16自动落差修正 (36)17RS-232C通讯接口 (37)18过量程显示、错误显示 (38)19规格 (42)19.1 模拟部 (42)19.2 显示部 (42)19.3 可选件接口 (43)19.4 一般性能 (43)19.5 可选件 (43)20附图:有斗称重模式的工作时序图 (44)20.1 有称重斗模式时序图 (44)20.2 有斗秤工作流程说明 (45)21维护和保养 (46)21.1 日常清洁和维护 (46)21.2 空气过滤三联体的调试见(附图11-1); (46)21.3 气缸的调试见(附图11-2); (46)21.4 电磁阀调试见(附图11-3); (46)21.5 调速节流阀的调试见(附图11-4) (47)22常见故障及维修 (47)22.1 强电常见故障及维修: (47)22.2 弱电控制电路常见故障及维修: (47)23电器接线图(附录) (49)1概述LCS-25CQ抽气包装秤是我公司专业精心研制的一种机电一体化的高科技产品。
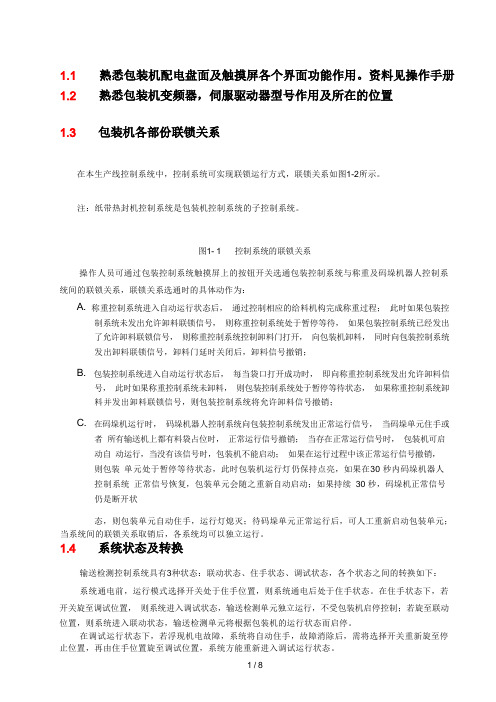
在本生产线控制系统中,控制系统可实现联锁运行方式,联锁关系如图1-2所示。
注:纸带热封机控制系统是包装机控制系统的子控制系统。
图1- 1 控制系统的联锁关系操作人员可通过包装控制系统触摸屏上的按钮开关选通包装控制系统与称重及码垛机器人控制系统间的联锁关系,联锁关系选通时的具体动作为:A. 称重控制系统进入自动运行状态后,通过控制相应的给料机构完成称重过程;此时如果包装控制系统未发出允许卸料联锁信号,则称重控制系统处于暂停等待,如果包装控制系统已经发出了允许卸料联锁信号,则称重控制系统控制卸料门打开,向包装机卸料,同时向包装控制系统发出卸料联锁信号,卸料门延时关闭后,卸料信号撤销;B. 包装控制系统进入自动运行状态后,每当袋口打开成功时,即向称重控制系统发出允许卸料信号,此时如果称重控制系统未卸料,则包装控制系统处于暂停等待状态,如果称重控制系统卸料并发出卸料联锁信号,则包装控制系统将允许卸料信号撤销;C. 在码垛机运行时,码垛机器人控制系统向包装控制系统发出正常运行信号,当码垛单元住手或者所有输送机上都有料袋占位时,正常运行信号撤销;当存在正常运行信号时,包装机可启动自动运行,当没有该信号时,包装机不能启动;如果在运行过程中该正常运行信号撤销,则包装单元处于暂停等待状态,此时包装机运行灯仍保持点亮,如果在30 秒内码垛机器人控制系统正常信号恢复,包装单元会随之重新自动启动;如果持续30 秒,码垛机正常信号仍是断开状态,则包装单元自动住手,运行灯熄灭;待码垛单元正常运行后,可人工重新启动包装单元;当系统间的联锁关系取销后,各系统均可以独立运行。
输送检测控制系统具有3种状态:联动状态、住手状态、调试状态,各个状态之间的转换如下:系统通电前,运行模式选择开关处于住手位置,则系统通电后处于住手状态。
在住手状态下,若开关旋至调试位置,则系统进入调试状态,输送检测单元独立运行,不受包装机启停控制;若旋至联动位置,则系统进入联动状态,输送检测单元将根据包装机的运行状态而启停。