PLC在流量显示和累积计量上的应用
- 格式:docx
- 大小:56.96 KB
- 文档页数:3

PLC计算流量累计不准?本文解释得很清楚!实例讲解程序!以前我们讲过西门子S7-200在流量累计中的应用,今天我们来学习一下S7-300系列的应用。
打开今日头条,查看更多图片理论来说,博途系列PLC的编程思路与S7-300一致,只是软件有一些区别而已。
那么PLC计算累计流量有多种方法。
常用的有使用中断计算和脉冲数计算。
今天我们来学习一下利用中断计算。
项目实例,A厂有一燃气流量机,需要使用该表计算其燃气用量。
思路大概如下;因PLC可以接收到其时时流量,因此可以使用100ms的中断去累加该流量,当然1s的中断也可以,不过扫描周期越短,数值越精确。
例如;一块流量计的瞬时流量是10m3/h,那么将该流量值除以36000,那就是100ms的流量,每100ms将该值累加,得到的数值就是累计量,理论来说,中断时间越短,数值越精确。
但考虑PLC负担也增加,因此建议使用100ms-1s的中断。
然后我们进行实例解说。
一流量计信号接线,流量计一般使用模拟量输入的方式连接,如果是电流信号则分为两线制和四线制,二线制信号是指;信号的两根线既是电源线又同时是信号线。
二线制的优点是接线简单,只适用一般功率小的一次传感器,如:压变、差压变、温变、电容式液位计、射频导纳、电磁流量计、涡街流量计等。
传感器本身用电由二线制中得到,是必影响其带载能力。
四线制信号是指;电源两根线,信号两根线。
电源和信号是分开工作的。
四线制的优点是由于是将电源和功率分开,所以本机的功率与信号是没有功率上的关联的,适用于大功率的的传感器,如超声波(由于其为了加大抗干扰能力,所以发射的功率会很大,所以此款产品选型时要尽量四线的,二线的一般抗干扰能力较弱),就不能作成2线的,只能是4线,分别是工作电源2个,输出2个。
按照流量计要求将模拟量信号接入到PLC系统。
二编程;打开程序该程序包含OB1,OB35,FB1,FC105,DB1。
其中OB1是PLC程序必备,对于本实例不需要,空程序即可。

89中国仪器仪表 CHINA INSTRUMENTATION2009年 第10期2 采用PLC进行流量累积需要注意的问题流量计输出的信号一般是脉冲信号或4~20mA 电流信号,这两种信号输出的都是瞬时流量,我们的目的是在PLC 中计算和显示瞬时流量值和计算累积量值,当输入信号是脉冲信号时,计算瞬时流量,必须按照一个严格的时间间隔计算才能保证瞬时流量的准确性,因此,计算瞬时流量必须用定时中断来进行,而且,在PLC 系统中只能运行这一个中断程序,不允许再产生其它中断(即使是低优先级的中断也不允许运行),以防止干扰定时中断的时间间隔的准确性。
计算瞬时流量就是将这个时间段的累计脉冲个数换算成累计流量,再除以时间,对于4~20mA 输入只需按照其对应的量程进行换算就可以直接得到瞬时流量。
将每个时间段内的累积流量累加起来就是累积流量。
在实际使用PLC 编程的过程中必须注意以下几个问题。
2.1 输入脉冲频率范围是否超出PLC 接收的范围在设计软件之前,首先要知道所接收的信号频率范围是否超出了PLC 高速计数器的频率范围,因为当输入的频率超出PLC 的最高频率接收上限的时候,会导致频率信号丢失,从而产生很大的误差。
一般查看流量仪表的用户手册就可以了解到其频率输出的范围,多数情况下流量仪表的频率输出范围是可设置的,只需将频率范围设置成对应的流量范围即可,在设置其频率输出时要注意:(1)流量上限设置成刚好大于该仪表所测量的最大流量,一般取整数;(2)频率输出上限设置成PLC 能接收的最大频率或其2/3处,频率输出上限不要设置得太小,会导致PLC 计算误差变大。
2.2 PLC 高速计数器在达到最大计数值时如何保证计PLC在流量显示和累积计量上的应用PLC Application in the Flow Measurement and Totalling1 引言在工程实践中经常遇到对流体流量进行远程显示、累积的情况,而工程实际中大量使用的是PLC ,因此,如何使用PLC 将流量计输出的脉冲信号或模拟量(4~20mA )信号进行处理,从而准确计算瞬时流量和累积量就成为编程工作的重点和难点,作者以多年从事自动控制工程的经验介绍这部分工作的原则和方法,包括在西门子S7-200CPU 上编程的例子。


PLC在流量控制系统中的应用案例流量控制系统是自动化控制中的一个重要应用领域,可以应用于水处理、工业生产、环保等诸多领域。
PLC(可编程逻辑控制器)因其在工业自动化中的功能,特别是对数字和模拟输入/输出操作的能力,成为了流量控制系统中最重要的控制器之一。
本文将探讨PLC在流量控制系统中的应用案例。
一、PLC控制阀门的开闭PLC通过控制流量阀门的开闭,实现流量控制系统中流量的准确控制。
PLC控制阀门的开闭,需要对阀门位置进行反馈控制,即需要在PLC中安装反馈传感器,以检测阀门的位置。
在阀门的开关过程中,PLC可以根据预先设定的开启/关闭时间、阀门的旋转角度等参数实现对阀门的准确控制,从而实现流量控制。
二、PLC实现PID控制PID控制是一种用于工业自动控制中的一种自适应控制方法,其基本原理是按比例调节、积分时间和微调时间来调节控制器的输出,实现对被控制物(例如流量阀门或流量传感器)的精确控制。
传统的PID控制需要使用独立的PID控制器,为了实现在线程序修改,需要对现场的设备进行频繁的调整。
而PLC可以集成PID算法并在线实时调整参数,使控制系统更加智能化,大大简化了控制系统的维护。
三、PLC控制流量传感器流量传感器是流量控制系统中最重要的感应装置之一,可以实现对流量的实时监测。
PLC可以通过传感器检测实时流量信号并将其反馈给PLC,PLC再根据预设的控制程序进行反馈,从而实现精确控制。
同时,PLC还可以使用数据采集卡将流量传感器的信号转换为数字信号,以便于对数据进行存储、处理和分析。
四、PLC实现流量的计算PLC可以通过编写测量算法,将传感器的数字信号转换为流量值,并将其储存在控制器内存中。
此外,PLC还可以将流量数据转输到上位机等设备中,以便于进行数据存储、处理和报告分析。
PLC在流量控制系统中的应用模式基本类似,但实际应用却因环境和行业不同,而存在着各自的应用要求。
在任何情况下,PLC的优势在于其灵活可塑性,可根据不同环境的要求进行定制。
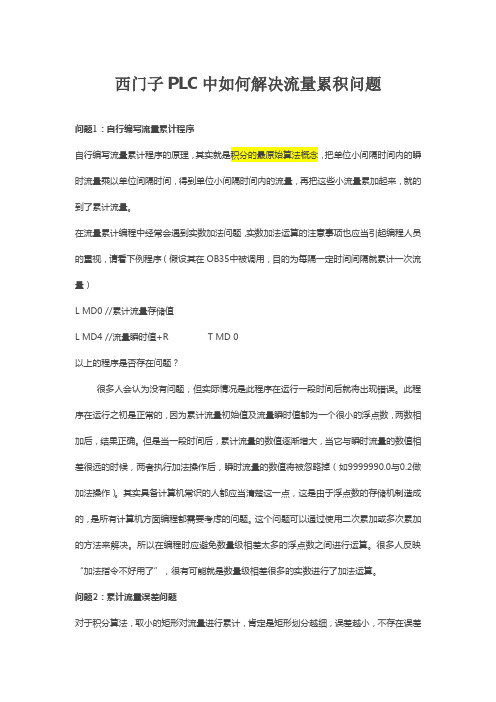
西门子PLC中如何解决流量累积问题问题1:自行编写流量累计程序自行编写流量累计程序的原理,其实就是积分的最原始算法概念,把单位小间隔时间内的瞬时流量乘以单位间隔时间,得到单位小间隔时间内的流量,再把这些小流量累加起来,就的到了累计流量。
在流量累计编程中经常会遇到实数加法问题,实数加法运算的注意事项也应当引起编程人员的重视,请看下例程序(假设其在OB35中被调用,目的为每隔一定时间间隔就累计一次流量)L MD0 //累计流量存储值L MD4 //流量瞬时值+R T MD 0以上的程序是否存在问题?很多人会认为没有问题,但实际情况是此程序在运行一段时间后就将出现错误。
此程序在运行之初是正常的,因为累计流量初始值及流量瞬时值都为一个很小的浮点数,两数相加后,结果正确。
但是当一段时间后,累计流量的数值逐渐增大,当它与瞬时流量的数值相差很远的时候,两者执行加法操作后,瞬时流量的数值将被忽略掉(如9999990.0与0.2做加法操作)。
其实具备计算机常识的人都应当清楚这一点,这是由于浮点数的存储机制造成的,是所有计算机方面编程都需要考虑的问题。
这个问题可以通过使用二次累加或多次累加的方法来解决。
所以在编程时应避免数量级相差太多的浮点数之间进行运算。
很多人反映“加法指令不好用了”,很有可能就是数量级相差很多的实数进行了加法运算。
问题2:累计流量误差问题对于积分算法,取小的矩形对流量进行累计,肯定是矩形划分越细,误差越小,不存在误差是不可能的。
问题3:流量计与PLC构成的系统的误差流量计有多种多样,下面举些例子:1、流量计本身没有累计流量功能,但可以把瞬时流量以模拟量的方式(4-20mA)输出。
此时累计流量的最大误差可以估算为:流量计本身误差* 流量计D/A误差* 模拟量模块A/D误差* PLC流量累计算法误差假设上面所有误差都是1%,则最后的误差约为:4.06%1.01*1.01*1.01*1.01=1.0406对于某些流量计,本身的瞬时流量误差可能就是3%,所以这样的系统累计流量的误差可能还要大些。

基于西门子PLC300流量累计的程序【在工业中往往会遇到业主要求做流量累积程序,比如要求检测到每月天然气用量,石油采集量,生产材料的多少,针对这些情况,PLC300往往做得多不是很精准,下面我介绍一个精度相对比较高的程序】由于有些地方采用T型图很难实现STL方便复制,本例采用STL 来编写更加方便本例采用OB35中断程序来实现,OB35中断时间为100ms,这个CALL "FLOWCOUNT"Reset :=M11.0instantF :=MD120Cycle :=1.000000e+002LimitF :=0.000000e+000INTF :=MD124DECF :=MD128Error :=MD132BEFORE :=MD136FC200 【FLOWCOUNT】功能块针对流量累积计算的算法原理是:积分量:就是当前中断程序执行的周期时间内的流量总和当前积分量= 积分量+ 以前的计算误差当前累积量= 当前积分量+ 原累积量>=DO #ResetJCN A7d0L L#0T #INTFL 0.000000e+000T #DECFT #Error // 如果累积量大于清零值或者清零键复位,则所以的清零重新累积A7d0: L #instantFL #BEFORE+RL 2.000000e+000/RT #Average //当前周期与上周期采样的值平均L #AverageL #LimitF>=RJCN A7d1L #LimitFT #FlowmeterValueSmallAltL #AverageL #Cycle*RL 3.600000e+006/RL #Error+RT #IntegralL #IntegralL #FlowmeterValueSmallAlt+RT #DECFL #FlowmeterValueSmallAltL #DECF-RL #Integral+RT #ErrorA7d1: L #DECFL 1.000000e+000>=RJCN A7d2L #DECFRNDL #INTF+DT #INTFL #DECFRNDDTR //将ACCU 1与ACCU 2互换L #DECFTAK-RT #DECFA7d2: L #instantFT #BEFORECLR //计算的误差A L 12.1SA VEBE一些指令说明:1.TAK 将ACCU 1与ACCU 2互换目录ACCU 1ACCU 2执行TAK指令之前<MW12><MW10>执行TAK指令之后<MW10><MW12>2.DTR 将长整型(32位)转换为浮点数(32位IEEE 754)例子:STL解释L MD10//将32位整数载入ACCU 1。

PLC在流体计量控制系统中的应用天津天铁冶金集团有限公司计电厂刘丁【摘要】本文叙述了PLC在流体计量控制系统中的应用过程。
通过PLC系统实现了现场总线控制多项流体仪表传输的计量数据信号。
并对应用中出现的问题进行了分析探讨和改进,改进后加快了传输速度,降低了故障出现率。
提高了流体计量控制系统稳定性能,保障了计量系统的正常高效运行。
关键词:流体计量数据Application of PLC in the Fluid Metering Control SystemLIU DingComputer Control and Communication Plant, Tianjin Tiantie Group Co., Ltd. Abstract:This paper describes the application process of PLC in the fluid metering control system. Through the PLC control system, achieving the field bus control system controlled the measurement data signal transmitted by multiple fluid meter. And the problems arising from the application are analyzed and discussed and improved, speed up the transmission speed after improved, reduced the rate of failure occurs. Improved the stability performance of fluid metering control system, ensured the normal and efficient operation of the metering system.Keywords: fluid, metering, data1前言天铁集团目前有300余套流体仪表,分布在各个工序中,原运用通讯模块采集传输数据,已经不能满足现在生产的需要。
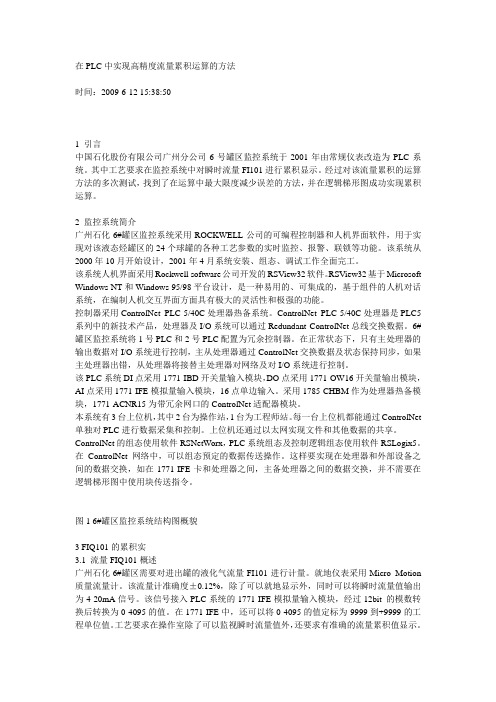
在PLC中实现高精度流量累积运算的方法时间:2009-6-12 15:38:501 引言中国石化股份有限公司广州分公司6号罐区监控系统于2001年由常规仪表改造为PLC系统。
其中工艺要求在监控系统中对瞬时流量FI101进行累积显示。
经过对该流量累积的运算方法的多次测试,找到了在运算中最大限度减少误差的方法,并在逻辑梯形图成功实现累积运算。
2 监控系统简介广州石化6#罐区监控系统采用ROCKWELL公司的可编程控制器和人机界面软件,用于实现对该液态烃罐区的24个球罐的各种工艺参数的实时监控、报警、联锁等功能。
该系统从2000年10月开始设计,2001年4月系统安装、组态、调试工作全面完工。
该系统人机界面采用Rockwell software公司开发的RSView32软件。
RSView32基于Microsoft Windows NT和Windows 95/98平台设计,是一种易用的、可集成的,基于组件的人机对话系统,在编制人机交互界面方面具有极大的灵活性和极强的功能。
控制器采用ControlNet PLC-5/40C处理器热备系统。
ControlNet PLC-5/40C处理器是PLC5系列中的新技术产品,处理器及I/O系统可以通过Redundant ControlNet总线交换数据。
6#罐区监控系统将1号PLC和2号PLC配置为冗余控制器。
在正常状态下,只有主处理器的输出数据对I/O系统进行控制,主从处理器通过ControlNet交换数据及状态保持同步,如果主处理器出错,从处理器将接替主处理器对网络及对I/O系统进行控制。
该PLC系统DI点采用1771-IBD开关量输入模块,DO点采用1771-OW16开关量输出模块,AI点采用1771-IFE模拟量输入模块,16点单边输入。
采用1785-CHBM作为处理器热备模块,1771-ACNR15为带冗余网口的ControlNet适配器模块。
本系统有3台上位机,其中2台为操作站,1台为工程师站。
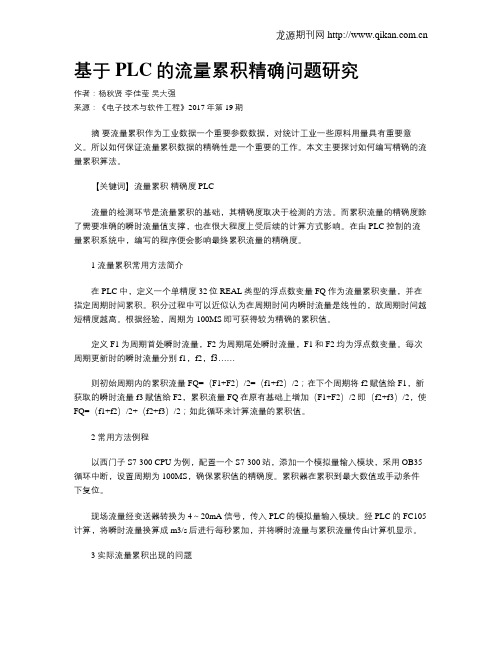
基于PLC的流量累积精确问题研究作者:杨秋贤李佳莹吴大强来源:《电子技术与软件工程》2017年第19期摘要流量累积作为工业数据一个重要参数数据,对统计工业一些原料用量具有重要意义。
所以如何保证流量累积数据的精确性是一个重要的工作。
本文主要探讨如何编写精确的流量累积算法。
【关键词】流量累积精确度 PLC流量的检测环节是流量累积的基础,其精确度取决于检测的方法。
而累积流量的精确度除了需要准确的瞬时流量值支撑,也在很大程度上受后续的计算方式影响。
在由PLC控制的流量累积系统中,编写的程序便会影响最终累积流量的精确度。
1 流量累积常用方法简介在PLC中,定义一个单精度32位REAL类型的浮点数变量FQ作为流量累积变量,并在指定周期时间累积。
积分过程中可以近似认为在周期时间内瞬时流量是线性的,故周期时间越短精度越高。
根据经验,周期为100MS即可获得较为精确的累积值。
定义F1为周期首处瞬时流量,F2为周期尾处瞬时流量,F1和F2均为浮点数变量。
每次周期更新时的瞬时流量分别f1,f2,f3……则初始周期内的累积流量FQ=(F1+F2)/2=(f1+f2)/2;在下个周期将f2赋值给F1,新获取的瞬时流量f3赋值给F2,累积流量FQ在原有基础上增加(F1+F2)/2即(f2+f3)/2,使FQ=(f1+f2)/2+(f2+f3)/2;如此循环来计算流量的累积值。
2 常用方法例程以西门子S7-300 CPU为例,配置一个S7-300站,添加一个模拟量输入模块,采用OB35循环中断,设置周期为100MS,确保累积值的精确度。
累积器在累积到最大数值或手动条件下复位。
现场流量经变送器转换为4~20mA信号,传入PLC的模拟量输入模块。
经PLC的FC105计算,将瞬时流量换算成m3/s后进行每秒累加,并将瞬时流量与累积流量传由计算机显示。
3 实际流量累积出现的问题按照上述方法,将流量累积值放入单精度浮点数存储来进行流量累积,理论是正确的。

200plc脉冲输出流量累积计算程序1. 概述200plc脉冲输出流量累积计算程序是一种用于工业自动化领域的计算程序,主要用于对液体或气体流量进行累积和计算。
该程序通过监测液体或气体流经管道的脉冲信号,将脉冲信号转换为流量值,并进行累积计算。
本文将详细介绍200plc脉冲输出流量累积计算程序的功能、实现方法以及应用场景。
2. 功能200plc脉冲输出流量累积计算程序主要具有以下功能:1) 监测脉冲信号:通过传感器监测管道中流体流经时产生的脉冲信号。
2) 脉冲信号处理:将传感器采集到的脉冲信号进行处理,包括滤波、放大、去抖等操作,以确保信号的稳定和准确。
3) 流量计算:根据脉冲信号的数量和流体的体积,计算出流体的流量。
4) 流量累积:将每一次计算得到的流量值进行累积,得到流体总流量。
5) 数据存储:将流量累积值进行存储,便于后续查询和分析。
3. 实现方法200plc脉冲输出流量累积计算程序的实现方法主要包括硬件和软件两个方面。
硬件方面:硬件部分主要包括传感器、PLC控制器和显示屏。
传感器用于监测流体流经管道时产生的脉冲信号,将其发送给PLC控制器;PLC控制器利用程序对脉冲信号进行处理、计算和累积,并通过显示屏展示累积流量值。
软件方面:软件部分主要包括PLC编程。
通过PLC编程,实现对脉冲信号的处理和计算,以及对流量累积值的存储和显示。
编程需要充分考虑脉冲信号的稳定性、累积值的精确性和数据的可靠性,确保整个程序能够稳定、准确地运行。
4. 应用场景200plc脉冲输出流量累积计算程序广泛应用于各种工业场景中,特别适用于液体或气体流量的监测和管理。
在化工生产过程中,可以用于监测化工原料的流量,并实时累积每种原料的用量;在水处理系统中,可以用于监测自来水或工业循环水的流量,及时发现管道漏水或阻塞等问题;在石油化工行业,可以用于监测油品或天然气的流量,对生产过程进行控制和管理。
200plc脉冲输出流量累积计算程序在工业自动化领域具有重要的应用价值,能够提高生产效率,降低生产成本,保障生产安全。

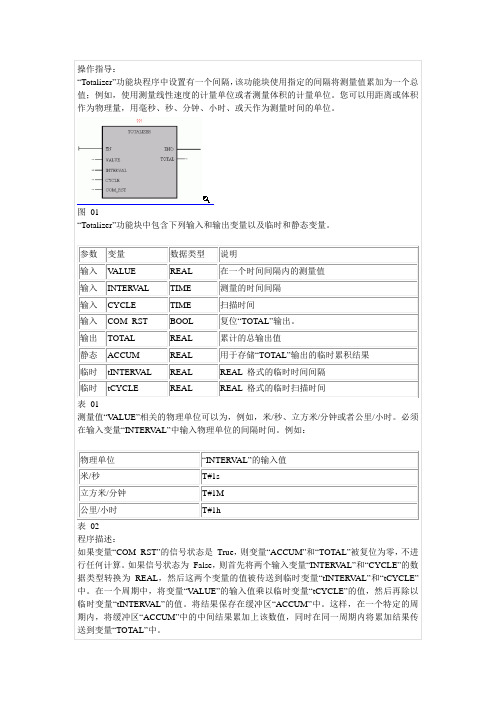
PLC 在流量控制中的应用摘要:利用通用的称重单元结合PLC 的计算功能来替代专用的流量控制单元,达到准确计量的目的。
关键词:计量控制应用概述:在很多行业对固态物料(也包括一些浓度很高不容易通过普通管道流量计进行计量的液态物料)的流量控制都采用专用的流量控制单元,此类控制单元一般价格昂贵,不易维修,一旦损坏供货周期很长,即有可能导致设备停机。
本文将讨论利用通用的称重单元与PLC 的强大功能相结合,来替代专用的流量控制单元,达到减小投资、维护方便、并且能够准确计量的目的。
图为某生产线对胶、颜料以及其它添加剂流量控制的结构框图,可以通过人机界面对工艺参数进行读写,实施对流量以及其它工艺参数的实时监控。
由于是对固态物料的流量控制,不能像对液体流量一样在管道中使用流量计计量,只能通过对物料料仓的重量计算来得到实际流量。
原理如下:物料通过计量螺旋(或计量泵)进入生产线,料仓的重量将逐渐减少。
流量控制单元对料仓的重量进行检测,通过对单位时间里料仓重量的减少量的计算就可得到物料的实际流量。
工艺参数的流量值通过Modbus 送到流量控制单元,该控制单元由供应商特别设计,能够根据给定的流量数据自动计算并适时调整得到在该流量下计量螺旋(或计量泵)所需转速的模拟控制量,模拟量通过PLC 的远程模拟输入单元送到CPU,再通过Profibus控制变频器的频率,达到流量控制的目的。
该结构的优点是使用简单,无需专门设计流量控制程序,因为流量控制单元可以根据工艺所需的给定流量独立运行。
缺点是成本高,流量控制单元不易维修,对供货商的依赖性强,一旦损坏供货周期很长,将有可能导致设备停机。
下面我们介绍一种利用通用称重单元结合PLC 的计算功能构成的流量控制,以供参考。
图为某食品生产线对面粉流量控制的结构框图,在该系统中我们采用的CPU是A-B 的SLC-500 ,并且使用了一个Profibus-Scanner 的模块下挂通用的称重单元和变频器。
浅谈西门子PLC编程中关于流量累计结果引言:在山东新华制药股份有限公司(以下简称新华制药)各车间的能源计量中,包含了对各种流量的累计,制药生产过程中用蒸汽、氮气、压风、盐水、自来水、冷却水流量等都需要成本核算进行流量累计。
新华制药能源系统是一个能源管理和生产成本考核数据平台。
新华制药能源管理系统大量采用西门子S7-300PLC系统进行数据采集,通过组态软件进行流量累计的应用,在TMP、CPC 车间使用Wincc对各种流量计量时,通过在PLC系统中对瞬时流量进行豪秒级的累加来实现。
但是在实际应用中发现,对于西门子S7-300PLC系统,会出现累计结果到一定的数值时不继续累加的情况,在对累计程序进行多种调试和修改后,结果并没有改善。
通过长期对流量累计情况观察总结后发现,如果在正常情况下被累计量趋于一个稳定值,在这个稳定值累计结果达到一定的值后,若被累计量远小于正常被累计量时,则累计结果就不再繼续累加,只有当被累计量大于正常被累计量时,累计结果才将继续累加。
为查明问题出现的原因,搭建一个实验系统平台。
一、试验系统设计1、试验系统硬件组成试验系统使用西门子工业自动化PLC的S7-300系统。
试验系统硬件型号:底板为6ES7 390-1AJ30-0AA0;电源为6ES7 307-1EA00-0AA0;中央处理器CPU为6ES7 315-2AH14-0AB0 V5.3;存储卡6ES7 953-8LG11-0AA0;模拟量输入模块为6ES7331-7KF02-OAB0。
2、试验系统软件组成计算机操作系统:WindowsXP Professional sp2;PLC软件:STEP7 V5.5SP5,监控软件:Simatic WinCC V6.2SP2。
二、验证程序设计1、验证程序简单编程使用西门子PLC系统自带模拟量处理功能块FC105采集外部模拟量输人,并做相应量程转换。
在现场应用中,通常在西门子S7-300PLC中使用系统定时中断组织块OB35来做流量累计。
目前,PLC(可编程逻辑控制器)已经广泛应用于钢铁、石油、化工、电力、建材、机械制造、汽车、轻纺、交通运输、环保及文化娱乐等各个行业,它具有高可靠性、抗干扰能力强、功能强大、灵活,易学易用、体积小,重量轻,价格便宜的特点,在流量计量方面也有着广泛的用途,在用于流量累积时又有其编程的独特之处,下面进行详细的分析和论述,包括在西门子S7-200CPU上编程的例子。
流量计输出的信号一般是脉冲信号或4-20mA电流信号,这两种信号输出的都是瞬时流量(也有用继电器输出累积量信号,原理一样,不再赘述),我们的目的是在PLC中计算和显示瞬时流量值和计算累积量值,当输入信号是脉冲信号是,在计算瞬时流量的时候,必须按照一个严格的时间间隔计算才能保证瞬时流量的准确性,因此,计算瞬时流量的时候必须用定时中断来进行,而且,在PLC系统中只能运行这一个中断程序,不允许再产生其它中断(即使是低优先级的中断也不允许运行),以防止干扰定时中断的时间间隔的准确性,计算瞬时流量就是将这个时间段的累计脉冲个数换算成累计流量,再除以时间就是瞬时流量,对于4-20mA输入只需按照其对应的量程进行换算就可以直接得到瞬时流量,而累积流量就是将每个时间段内的累积流量累加起来就是累积流量,在实际使用PLC编程的过程中必须注意以下几个问题:1. 输入脉冲频率范围是否超出PLC接收的范围;2. PLC高速计数器在达到最大计数值时如何保证计算正确;3. 如何保证定时中断不受干扰;4. 如何避免计算累积量的误差;5. 累积量的最大累积位数;6. 如何复位累积量;对于高速计数器是否达到最大计数值时需要判断,S7-200CPU的高速计数器是可以周而复始的进行累计的,最高位为符号位,最小值为7FFFFFFF,由于计数器是一直累加的,不可能出现本次读取的的计数值小于上次的计数值,因此判断计数器当前值是否小于前一次的计数值,就可以判断计数是否达到最大值的拐点(7FFFFFFF),如果达到,则执行特殊的计算以便消除计算错误,如下列程序所示,当当前计数值大于等于上次计数值时,两个计数值做差,就得到程序两次扫描时间间隔内的计数差值,同时将当前计数值赋值到上次计数值上;当当前计数值小于上次计数值时,计算上次计数值与7FFFFFFF之间的差值(用减法),以及当前计数值和7FFFFFFF之间的差值(用加法),然后将两个结果相加就是程序两次扫描时间间隔内的计数差值,从而实现对对累计计数值达到拐点时的正确计算。

流量累积计算在PLC系统中的实现作者:单珊梁伟来源:《中国管理信息化》2018年第11期[摘要] 阐述了通过PLC(Programmable Logic Controller,可编程逻辑控制系统),实现流量显示以及对于流量累计计量的基本算法。
其中介绍了PLC系统的基本应用、流量累积计算的原理、针对带有累积功能和不带有累积功能的两种流量计利用PLC系统实现累积计量的方法。
[关键词] PLC系统;累积量计算;高速计数器doi : 10 . 3969 / j . issn . 1673 - 0194 . 2018. 11. 060[中图分类号] TP311 [文献标识码] A [文章编号] 1673 - 0194(2018)11- 0137- 021 PLC系统基本介绍以及流量累积计算的原理1.1 PLC系统的基本介绍PLC(Programmable Logic Controller,可编程逻辑控制系统),以微处理器为基础,是综合了计算机技术与自动化控制技术为一体的工业控制产品。
它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入/输出控制各种类型的机械或生产过程。
随着工业控制技术的飞速发展,PLC系统已广泛应用于石油、钢铁、化工、电力、建材、汽车、交通运输等各个行业,并且增加了一些专用的控制功能,如PID调节功能、伺服功能、高速计数(HSC)功能等,提高了系统的实用性和控制效率。
具有高可靠性、抗干扰能力强、功能强大、灵活、易学易用、体积小、重量轻等优点。
PLC系统主要由电源、中央处理单元(CPU)、存储器、输入输出接口电路、功能模块和通讯模块等部分组成。
该系统的主要应用类型有以下几种:1.1.1 开关量逻辑控制这是PLC最基本、最广泛的应用领域,它取代了传统的继电器电路,实现逻辑控制和顺序控制。
1.1.2 模拟量控制在工业生产过程中,有许多连续变化的量,如流量、压力、温度、液位、速度等都是模拟量,PLC为此设计了A/D和D/A转换器来实现模拟量控制。
摘要随着社会的快速发展,人们对物质需求越来越大,在工业的生产中需要引入更多的自动控制去提高工作效率和节约生产成本。
流量控制是一项不可或缺的自动控制技术,无论是在工业生产中还是生活应用中都极为重要。
流量精确的输出可提高产品质量,合理利用资源,提高生产效率,降低生产成本。
本文基于PLC工作原理,利用PLC作为下位机去实现流量控制。
通过组态王与PLC 的通信连接,在组态王上创建控制面面去监督控制与数据采集,结合PID原理去实现对流量的精确控制。
本设计是在过程控制设备AE2000B去实现的,主要是通过PLC来调节电动调节阀的开度以达到流量的控制。
本次设计可作为今后在真正的工业控制应用上的一个原形,为今后的工业控制打下理论基础。
关键字流量控制;PLC;组态王;AE2000B;PIDAbstractWith the rapid development of society, people's material needs are growing, the need to introduce more automatic control in industrial production to improve efficiency and reduce production costs. Flow control is an integral part of automatic control technology, both in industrial production or life applications are extremely important. Traffic precise output can improve product quality, rational use of resources, improve production efficiency and reduce production costs.This article is based on the the PLC working principle, the use of the PLC as the next crew to achieve flow control. By KingView and PLC communication connected with PID control the configuration king as the host computer supervisory control and data acquisition, tuning PID parameters to achieve precise control of the flow. The design process control hardware system equipment AE2000B to achieve in order to achieve the flow control is adjusted through the PLC electric control valve opening degree. The design and lay a solid foundation for the future in the real industrial automation applications.Keywords Flow control PLC KingView AE2000B PID目录摘要 (I)Abstract (II)目录 (III)第1章绪论 (1)1.1 研究的背景和意义 (1)1.2 国内外在该方向上的现状与分析 (1)1.3 流量控制的原理与特点 (2)1.3.1 流量的概述 (2)1.3.2 流量控制原理 (2)1.3.3 反馈控制系统 (2)1.4 本文研究的主要内容 (3)第2章系统结构及其工具 (4)2.1 西门子PLC介绍 (4)2.1.1 PLC的产生 (4)2.1.2 PLC的特点 (4)2.1.3 PLC的工作原理 (4)2.1.4 西门子S7-200主要特点 (5)2.2 AE2000B型系统介绍 (6)2.2.1 系统主要特点 (6)2.2.2 检测装置 (7)2.3 STEP 7-Micro/Win 编程软件 (8)2.3.1 STEP 7-Micro/WIN的基本功能 (8)2.3.2 STEP 7-Micro/WIN窗口组件 (9)2.3.3 设计一个微型PLC系统的步骤 (10)2.4 组态软件King View (10)2.4.1 组态软件的特点 (10)2.4.2 组态软件的系统构成 (11)2.4.3 组态软件使用步骤 (12)本章小结 (12)第3章流量控制系统的设计与实现 (13)3.1 流量控制系统方案 (13)3.2 PID控制 (13)3.2.1 PID控制原理 (13)3.2.2 PID控制的特点 (15)3.2.3 PLC实现PID控制的方法 (15)3.3 编写PLC程序 (16)3.4 建立组态 (19)3.4.1 设计图形界面 (19)3.4.2 设备连接 (22)3.4.3 变量设置 (24)3.4.4 动画连接 (25)本章小结 (27)第4章系统的运行与调试 (28)4.1 PLC运行与调试 (28)4.1.1编译 (28)4.1.2 程序下载 (28)4.2 系统现场设备连线 (29)4.3 组态运行与调试 (30)4.3.1 参数整定 (31)4.3.2 实验的总结 (36)本章小结 (36)结论 (37)参考文献 (38)致谢 (39)第1章绪论1.1 研究的背景和意义流量是衡量效率的重要指标,在工业生产已成为重要的被控对象参数,特别是在石油化工、污水处理等各类工业中,在生活中也处处可见,例如喷泉、液体的稀释等。
使用P L C做流量累积首先必须明确,用PLC做流量累计的精度远不如电磁等本身自带累计功能的流量计。
对有累积功能的流量计转换器,一般流量转换器的流量累积输出是脉冲输出,这样,可通过PLC的高速脉冲输入端进行高速计数,从而得出累积流量。
如果不使用高速脉冲通道采集,而使用普通的DI通道进行脉冲采集,要注意脉冲的宽度,宽度太窄的脉冲,PLC的采集是有困难的。
对只有瞬时流量输出的流量计,才考虑在PLC中用定时脉冲进行流量累积加法运算,但要注意数据存储区中数值的溢出问题。
以AB公司的PLC为例,对于CONTROLLOGIX系统,应使用周期性Task进行累积计算,对于SLC500系列的PLC则使用中断的方法。
在PLC内做累积的时候,不应使用定时器来做,那样加出来数据的误差是大的不能承受的。
流量计的数值单位应用的较多的是m3/h。
在PLC内可以每秒钟采一次样,进行累加,再将累加值除以3600,即得到每小时的累积值。
在PLC上做累积的时候还应注意停电后累积流量要能保存,累积数值的自动和手动清零问题也必须考虑,免得溢出。
对于某些需要温压补偿的流量计,流量数据应在处理好后再进行累积,而不能直接使用流量计本身的瞬时值。
SLC500的累积程序示例:除了以上程序,再在主程序中使用MOV 或其它指令实现对累积值的清零。
附:STI 参数的设置STI: 可选定时中断允许用户以特定的周期自动中断主程序文件,扫描一个指定的子程序文件1. 创建一个子程序2. 在S:31内输入可选定时中断STI子程序文件的文件号,如文件号为0,则禁止中断功能。
3.在S:30内输入设定值(两次连续中断的时间间隔).对于5/04,范围是1-32767ms,以ms为单位。
中断STI精度位S:2/10,为1时,单位为ms。
为0时,单位10ms4.设定值必须长于STI子程序文件执行的时间长,否则次要故障位被置位。
为了表示可选定时中断子程序,在子程序文件的第一梯级的第一条指令应是INT指令。
PLC在流量显示和累积计量上的应用
目前,PLC(可编程逻辑控制器)已经广泛应用于钢铁、石油、化工、电力、建材、机械制造、汽车、轻纺、交通运输、环保及文化娱乐等各个行业,它具有高可靠性、抗干扰能力强、功能强大、灵活,易学易用、体积小,重量轻,价格便宜的特点,在流量计量方面也有着广泛的用途,在用于流量累积时又有其编程的独特之处,下面进行详细的分析和论述,包括在西门子S7-200CPU上编程的例子。
流量计输出的信号一般是脉冲信号或4-20mA电流信号,这两种信号输出的都是瞬时流量(也有用继电器输出累积量信号,原理一样,不再赘述),我们的目的是在PLC中计算和显示瞬时流量值和计算累积量值,当输入信号是脉冲信号是,在计算瞬时流量的时候,必须按照一个严格的时间间隔计算才能保证瞬时流量的准确性,因此,计算瞬时流量的时候必须用定时中断来进行,而且,在PLC系统中只能运行这一个中断程序,不允许再产生其它中断(即使是低优先级的中断也不允许运行),以防止干扰定时中断的时间间隔的准确性,计算瞬时流量就是将这个时间段的累计脉冲个数换算成累计流量,再除以时间就是瞬时流量,对于4-20mA输入只需按照其对应的量程进行换算就可以直接得到瞬时流量,而累积流量就是将每个时间段内的累积流量累加起来就是累积流量,在实际使用PLC编程的过程中必须注意以下几个问题:
1. 输入脉冲频率范围是否超出PLC接收的范围;
2. PLC高速计数器在达到最大计数值时如何保证计算正确;
3. 如何保证定时中断不受干扰;
4. 如何避免计算累积量的误差;
5. 累积量的最大累积位数;
6. 如何复位累积量;
下面就最关键的2,4,6问题进行详细的叙述,以西门子S7-200 CPU224为例,S7-200的CPU224具有6个单相最大30kHz的高速计数器,但PLC内部没有提供相应的算法来计算频率,因此,需要自己编程计算,这就需要在PLC高速计数器在达到最大计数值时要保证计算的正确性,实际编程时,对高速计数器初始化以后就使之连续计数,不再对其进行任何干预,其高速计数器的初始化程序如下:
注意:此段程序应该放到PLC第一个扫描周期执行的程序中执行。
对于高速计数器是否达到最大计数值时需要判断,S7-200CPU的高速计数器是可以周而复始的进行累计的,最高位为符号位,最小值为7FFFFFFF,由于计数器是一直累加的,不可能出现本次读取的的计数值小于上次的计数值,因此判断计数器当前值是否小于前一次的计数值,就可以判断计数是否达到最大值的拐点(7FFFFFFF),如果达到,则执行特殊的计算以便消除计算错误,如下列程序所示,当当前计数值大于等于上次计数值时,两个计数值做差,就得到程序两次扫描时间间隔内的计数差值,同时将当前计数值赋值到上次计数值上;当当前计数值小于上次计数值时,计算上次计数值与7FFFFFFF之间的差值(用减法),以及当前计数值和7FFFFFFF之间的差值(用加法),然后将两个结果相加就是程序两次扫描时间间隔内的计数差值,从而实现对对累计计数值达到拐点时的正确计算。
注:此程序应放在定时中断子程序中执行。
实际上,在现场应用中定时中断子程序是采用250ms中断一次执行的,使用SMB34进行控制的,需要注意的是,系统中必须只保证这个中断是唯一存在的,不会受到其他中断的影响,否则可能会由于其他中断的影响使周期性中断不准时,从而影响精度。
通过以上计算就得到了250ms内流量计发过来的脉冲个数,这个数值乘以脉冲当量就是250ms内的流量值,再除以时间就是瞬时流量,另外,在250ms内再执行累加程序就可以计算累积流量了,在计算累积流量过程中需要避免累积过程的的计算误差,我们知道,流量累积量是一直累积的一个数值,一般会累积到8位数,而PLC内部的浮点数的有效位数是6位,当累积量数值很大的时候就会造成一个大数和一个小数相加,势必导致小数的有效位数丢失,造成很大的累积误差,因此,要避免大数和小数相加的情况出现,解决方法是采用多个流量累积器,只允许同数量级的数值相加,从而避免数值有效位数损失,实际编程中采用了5个累积器,根据常用流量情况下,在周期中断时间间隔(250ms)内流过的流量乘以15作为第一个累积器的上限,当达到这个累积器的上限值后,将这个累积器的值累加到第2个累积器中,并把第一个累积器清零,对于第三个累积器也同样处理,第4个累积器用于保存累积量小数部分数值,第5个累积器用于保存累积量整数部分数值,这样在显示总累积量时只需显示整数部分和小树部分就可以了,整个过程充分避免了累积过程中大数与小数相加的情况出现,在实际工程中,需根据流量的大小、周期中断的时间间隔来确定所用累积器的个数,而累积器的整数部分用双整数来表示,双整数的范围是
-2,147,483,648到+2,147,483,647,因此,可以使累积器的整数位数达到9位,这样,在显示累积量时就可以最多显示9位整数的累积量和6位的小数累积量。
总计15位,从而省略累积器倍乘系数,使读数更简便。
对累积器需要在一定条件下复位,累积到最大数值或手动复位,在中断程序中判断累积量是否达到超过最大位数,当超过最大数值时,将各个累积器清零,另外清零的触发信号也可以是手动触发。