加工定制机箱图纸
- 格式:doc
- 大小:58.00 KB
- 文档页数:3
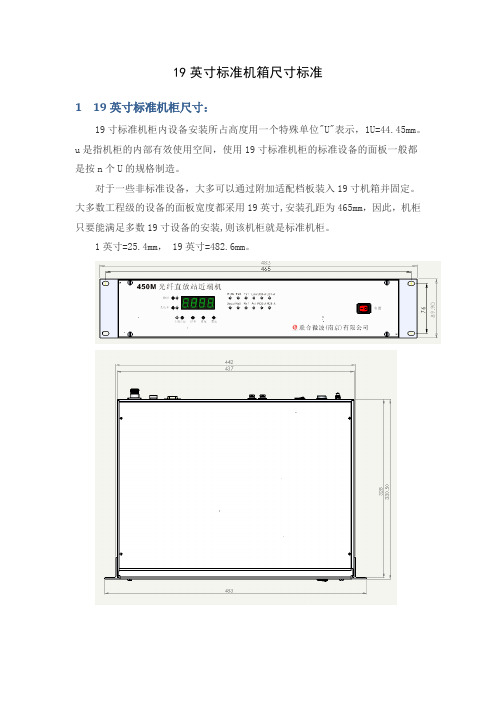
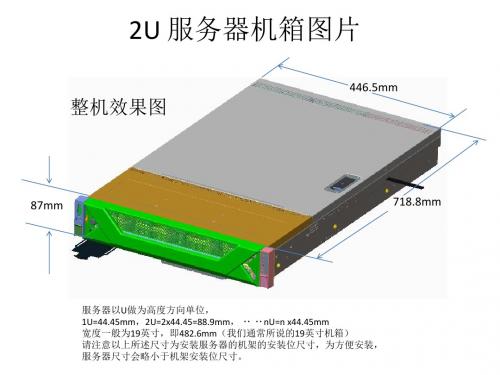
19英寸标准机箱尺寸标准119英寸标准机柜尺寸:19寸标准机柜内设备安装所占高度用一个特殊单位"U"表示,1U=44.45mm。
u是指机柜的内部有效使用空间,使用19寸标准机柜的标准设备的面板一般都是按n个U的规格制造。
对于一些非标准设备,大多可以通过附加适配档板装入19寸机箱并固定。
大多数工程级的设备的面板宽度都采用19英寸,安装孔距为465mm,因此,机柜只要能满足多数19寸设备的安装,则该机柜就是标准机柜。
1英寸=25.4mm, 19英寸=482.6mm。
19寸标准机柜外型有宽度、高度、深度三个常规指标。
机柜的物理宽度通常为600mm和800mm两种。
高度一般从0.7M-2.4M,根据柜内设备的多少和统一格调而定,通常厂商可以定制特殊的高度,常见的成品19寸标准机柜高度为1.6M、1.8M和2M。
机柜的深度一般从600mm-1000mm,根据柜内设备的尺寸而定,通常厂商也可以定制特殊深度的产品,常见的成品19寸标准机柜深度为600mm、700mm、800mm、900mm。
19"标准机柜的结构比较简单,主要包括基本框架、内部支撑系统、布线系统、通风系统。
219英寸标准机柜选购要素:服务器机柜、网络机柜一般是用冷轧钢板或型材制作,用来存放计算机和相关控制设备的物件,可以提供对存放设备的保护,屏蔽电磁干扰,有序、整齐地排列设备,方便以后维护设备。
19英寸标准机柜选购应注意以下几点:(1)机柜生产标准按ISO质量管理体系标准,兼容19"国际标准及其它标准。
(2)机柜选材:用优质冷轧和冷轧拉伸钢板,选材厚度1.5mm以上。
(3)机柜前门处理工艺及门锁:钢化玻璃厚度,门锁样式,双开后门的方式有利于节省空间,方便安装及拆卸。
(4)机柜钢板表面处理工艺。
(5)机柜表面涂层工艺。
(6)机柜钢板加工技术要求。
(7)机柜紧固件采购,安装螺丝螺母、脚轮,脚钉选用。
(8)机柜电器部分选用:电源选用含有CCC认证。

标准机箱机柜设计、机箱面板1、面板(见图1-1~图1-3)2、 面板宽度B 的尺寸系列:482.6 , 609.6 , 762.0mm3、 高度H 的尺寸系列见表1-14、 面板的材料:面板一般使用型材或1.50mm 冷轧钢板制作;工作站的面板用铝合金板制作,厚度分为 10mm 8.0mm 6.0mm 5.0mm 几个规格;5、 面板上的装饰:为了机箱外表的美观,一般在机箱的面板上都有一些装饰性的丝印、凹凸槽等,原则是不能影响机箱功能及牢固性,公司的标志一般装在机 箱面板的左上角醒目位置,特殊情况可例外;表1-1注:表中:U=44.45mm H=nXU-0.8mm当结构设计需要增加不足1U的面板高度时,允许在H值上增加1/2U,但hl、h2、h3不变。
6面板安装槽口或安装孔的尺寸见图1-4 :7、面板的类型与机柜立柱的配合示意,见图1-5 :图1-58、面板与机柜(或机架)在宽度方向上的安装尺寸(见图1-6、表1-2)图1-6表1-2B B1 B'i n482.6 465 450609.6 592 577762.0 744.4 729.49、挂耳:挂耳可与面板做成一体,也可单独做成一个零件,但挂耳上的上架孔以及挂耳与机箱面板整合后的外型尺寸必须符合GB/T3047.2-92 10、把手:把手应优先选用《机械设计通用件标准库》中的把手,为了便于机箱上架后与机柜立柱贴平,机箱面板上固定把手的螺钉应选用沉头螺钉,面板也需在背面沉孔,把手装上后,不得影响上架螺钉的装配;新设计把手时,应符合以下标准:□口□口口□口口】□口口□口*□口口□□口口□口口d口□口□□!r-j「机箱面板Bl罟□□口□口□口□□口□口口口口□口「矶棍安装立柱(1)4U(包含4U)以上的机箱,把手固定孔距为138mm固定螺孔为2-M4;(2)2U机箱把手固定孔距为64mm固定螺孔为2-M4;(3)1U机箱把手固定孔距为35mm固定螺孔为2-M3;11、前框:前框是面板与箱体之间的过渡件,它和面板、箱体都要有良好的电接触,前框不光要支撑面板,还要支撑装在门板内的开关、灯板、防尘网组件等,前框上开关类的开孔可参照《机械设计标准库》,驱动器的开孔是在驱动器外型尺寸基础上周边放大0.3mm,前框与箱体之间的间隙单边留0.3mm比较合适;12、门组件:门组件一般由门、玻璃、门铰链几部份组成,因要监视门内指示灯的运行状态,一般在门上都开有能够看到灯的观察窗,在观察窗内嵌有门玻璃;门铰链是把门与箱体联接起来的一个重要部件,应优先选用《机械设计通用件标准库》中的标准门铰链,设计时应对门的开闭情况做模拟试验,包括锁在内的所有门上附件不得与面板有碰撞、卡滞现象,完全开启后的门也不能碰在面板上,以免蹭掉面板上的喷涂层;一般门与门框的间隙单边留0.3mm比较合适,靠近门铰链侧的间隙可适当放大,考虑到转动干涉及外表的美观,门铰链侧的边可铣成斜边,门框相应位置也需倒角。
电脑主机内部结构图电脑主机内部结构图计算机的总线结构微型计算机硬件结构的最重要特点是总线(Bus) 结构。
它将信号线分成三大类,并归结为数据总线(Date Bus)、地址总线(Address Bus)和控制总线(Control Bus)。
这样就很适合计算机部件的模块化生产,促进了微计算机的普及。
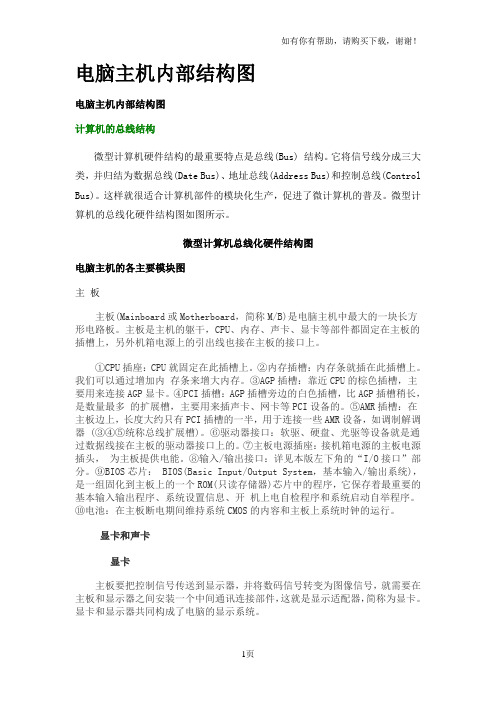
微型计算机的总线化硬件结构图如图所示。
微型计算机总线化硬件结构图电脑主机的各主要模块图主板主板(Mainboard或Motherboard,简称M/B)是电脑主机中最大的一块长方形电路板。
主板是主机的躯干,CPU、内存、声卡、显卡等部件都固定在主板的插槽上,另外机箱电源上的引出线也接在主板的接口上。
①CPU插座:CPU就固定在此插槽上。
②内存插槽:内存条就插在此插槽上。
我们可以通过增加内存条来增大内存。
③AGP插槽:靠近CPU的棕色插槽,主要用来连接AGP显卡。
④PCI插槽:AGP插槽旁边的白色插槽,比AGP插槽稍长,是数量最多的扩展槽,主要用来插声卡、网卡等PCI设备的。
⑤AMR插槽:在主板边上,长度大约只有PCI插槽的一半,用于连接一些AMR设备,如调制解调器(③④⑤统称总线扩展槽)。
⑥驱动器接口:软驱、硬盘、光驱等设备就是通过数据线接在主板的驱动器接口上的。
⑦主板电源插座:接机箱电源的主板电源插头,为主板提供电能。
⑧输入/输出接口:详见本版左下角的“I/O接口”部分。
⑨BIOS芯片: BIOS(Basic Input/Output System,基本输入/输出系统),是一组固化到主板上的一个ROM(只读存储器)芯片中的程序,它保存着最重要的基本输入输出程序、系统设置信息、开机上电自检程序和系统启动自举程序。
⑩电池:在主板断电期间维持系统CMOS的内容和主板上系统时钟的运行。
显卡和声卡显卡主板要把控制信号传送到显示器,并将数码信号转变为图像信号,就需要在主板和显示器之间安装一个中间通讯连接部件,这就是显示适配器,简称为显卡。
新区拉丝钣金机箱机柜定做之材料选择-常见问题-诚瑞丰在新区钣金厂中,要生产出符合拉丝要求的钣金机箱机柜,在选材上一定要足够专业。
拉丝这种表面处理方式对不同材质的影响不一样,例如磨损程度、表面光泽等,下面一起来了解钣金机箱机柜的几种常用材料有何特殊属性。
关于材料的选择选择常见的金属材料,减少材料规格,并尽可能将其保留在公司材料手册的范围内;在同一产品中,尽可能减少材料种类和板材厚度规格;在保证零件功能的前提下,尽量选择便宜料子,要充分考虑减轻整机的重量。
除了在确保零件功能的前提下,还必须考虑材料的冲压性能,添加工艺要求以确保产品加工的合理性和质量。
1.1.2几种常用的板材介绍1)冷轧薄钢板冷轧薄钢板是碳素结构钢冷轧板的缩写,它是碳素结构钢的热轧带材,再将其冷轧成厚度小于4mm的钢板。
由于在室温下轧制不会产生铁锈,因此冷板具有良好的表面质量和较高的尺寸精度。
结合退火处理,其机械性能和加工性能优于热轧薄钢板。
常用的牌号是低碳钢08F和10#钢,它们具有良好的落料和弯曲性能。
2)连续电镀锌冷轧薄钢板连续电镀锌冷轧薄钢板或“电解板”是指在电的作用下,锌从锌盐水溶液连续沉积到预先制备的钢带表面的过程。
在电镀锌线上,由于工艺的限制,涂层较薄。
3)连续热镀锌薄钢板连续热浸镀锌板称为镀锌板或白铁板。
它是一种冷轧连续热浸镀锌钢板和钢带,厚度为0.25〜2.5mm。
首先将钢带通过火焰加热的预热炉,以烧掉表面上的残留油。
同时,在其表面形成氧化铁膜,然后在含有H2和N2混合气体的还原退火炉中将其加热至710〜920℃,以将氧化铁膜还原为海绵铁。
将表面活化和纯化的带材冷却至略高于熔点。
镀锌后,进入450〜460℃的锌锅,用气刀控制锌层的表面厚度。
最后,用铬酸盐溶液进行钝化处理以提高抗白锈性。
与电镀锌板的表面相比,其涂层更厚,主要用于要求强耐腐蚀性的钣金件。
4)覆铝锌板铝锌复合板的铝锌合金涂层由55%的铝,43.4%的锌和1.6%的硅组成,它们在600°C的高温下固化,形成致密的四元晶体保护层,具有优异的耐蚀性和正常使用寿命长达25年,相当于镀锌板的3到6倍,相当于不锈钢。
钣金结构的机柜设计1钣金结构的机柜概述1.1钣金结构机柜的组成钣金结构机柜由底座、前后门、侧门、前后框架、上盖、角规及横梁组成,一般采用可组装结构方式,以便于组装、联接及移动。
钣金结构机柜的钣金件通过金属薄板冷加工而成,同一类型钣金件具备相同厚度,钣金结构机柜是一个联接牢固的整体结构,采用承重性较强的固定托盘,一方面能够使机柜更加稳固,另一方面也有利于控制设备稳定运行。
钣金结构机柜的角规,为确保机柜能够安全接地,一般采用镀彩锌加以处理。
钣金机柜前后门采用高密度网孔构造,能有效减少机柜内部设备的电磁辐射。
钣金机柜的风机外壳经过一次成型,有效减弱风机的震动。
钣金机柜的表面进行喷砂和喷塑加工,整体结构采用防腐喷塑技术,能有效抗腐蚀,抗酸碱。
1.2钣金结构机柜结构类型钣金机柜在结构方面,有两种分类方式,按照机柜框架划分,可以分为整板式和立柱横梁结合式;按照机柜角联的方式划分,又可以分为粘接联接、螺钉联接、销联接及焊联接等四种形式。
由这几种形式类型可以看到,钣金机柜在加工制造过程中主要涉及到了电焊、剪板及折弯这三种工艺,这三种工艺也是钣金工艺形式的主要工序。
1.3钣金结构机柜的主要联接方式随着技术进步和工艺水平的提高,钣金机柜在加工制造上也有着多样的制作方式,既可以采用整面板制作而成,又可以使用具备相应尺寸规范的插件加以组合而成。
通常情况下,前、中、侧横梁及立柱构成了钣金机柜的主体结构,一般来说,前、侧横梁和立柱主要是通过折弯及与折弯工艺相结合的避位穿插应用技术加以联接,同时,前、侧横梁的联接还可以采用焊接的方式;中横梁的联接主要依靠立柱带有的工艺槽。
2钣金结构机柜设计应满足的设计要求在进行钣金结构机柜设计时,要首先明确钣金机柜的设计性能,在此基础上,运用各种新工艺设计草图、规定尺寸及结构、确定强度,使机柜的技术参数达到设计要求。
具体地说,钣金机柜在设计中需要遵循的设计规范为以下几方面:首先,充分发挥钣金机柜在抗震、抗腐蚀、防冲击、防水防尘及防辐射等方面的性能,确保控制设备安全运行。
军用领航鱼ATR机箱热设计军用机载电子设备热设计的基本理论和计算方法以及热可靠性分析与鉴定的方法在GJB/Z 27、QJ 1474均有详述。
机载通信设备内部的高密度集成电路和功率放大部位热密度很高,散热设计往往是结构设计的关键技术。
(领航鱼ATR机箱)设备机箱在方案阶段的设计方法,多数借助数值传热学仿真技术模拟热环境辅设计。
最常用的热分析软件有FLOTHERM和ICEPAK,它们利用计算流体动力学(CFD:ComputationalFluidDynamic)和数值传热学仿真技术来模拟电子设备中的流体流动、热传输以及热辐射(边界条件),并以此计算电子设备周围的流场、温度场、压力场。
热分析软件的瞬态分析计算量非常大,因此绝大多采用稳态的分析的方法,而且允许有较大(30%左右)的误差。
军用机载通信设备的工作环境温度,以技术协议为依据,温度范围可达-50℃~+75℃。
不少设备考虑占空比的因素后,平均热功率仍不少于200W,机箱强迫风冷散热方式被普遍采用。
机箱的热设计设计时要注意以下几点:(1)冷却空气的入口应远离其他设备热空气的出口。
(2)机箱结构设计时应考虑机箱内的热耗分布,为机箱内部单元设计传热、散热的途径,必要时采用热绝缘或热屏蔽措施。
功放管等器件热耗突出,在机箱热设计中要着重分析。
(3)选择风机时,应具备合适的风机尺寸和风量,还要考虑到风机的噪声(转速)、电磁干扰、振动、振幅等因素对机箱内的影响,要充分考虑风机的可靠性。
鼓风产生的风压大、风量集中,很适用于局部冷却,应尽量使风机保持良好的工作点;抽风产生的风量大、负压分布均匀,对流道结构的要求比鼓风低,但要避免气流“短路”。
通过风机的特性曲线找出合适的工作点,作为仿真结果的对比。
风机有工作温度范围,不能超限值工作,有时必要配置风机的控制电路。
(领航鱼ATR机箱)(4)强迫风冷若不满足要求,则首先应优化散热器的几何参数。
增加肋片高度和肋片数,可以增加散热表面积。
19英寸标准机箱尺寸标准19英寸标准机箱尺寸标准1 19英寸标准机柜尺寸:19寸标准机柜内设备安装所占高度用一个特殊单位\表示,1U=44.45mm。
u是指机柜的内部有效使用空间,使用19寸标准机柜的标准设备的面板一般都是按n个U的规格制造。
对于一些非标准设备,大多可以通过附加适配档板装入19寸机箱并固定。
大多数工程级的设备的面板宽度都采用19英寸,安装孔距为465mm,因此,机柜只要能满足多数19寸设备的安装,则该机柜就是标准机柜。
1英寸=25.4mm, 19英寸=482.6mm。
19寸标准机柜外型有宽度、高度、深度三个常规指标。
机柜的物理宽度通常为600mm 和800mm两种。
高度一般从0.7M-2.4M,根据柜内设备的多少和统一格调而定,通常厂商可以定制特殊的高度,常见的成品19寸标准机柜高度为1.6M、1.8M和2M。
机柜的深度一般从600mm-1000mm,根据柜内设备的尺寸而定,通常厂商也可以定制特殊深度的产品,常见的成品19寸标准机柜深度为600mm、700mm、800mm、900mm。
19\标准机柜的结构比较简单,主要包括基本框架、内部支撑系统、布线系统、通风系统。
2 19英寸标准机柜选购要素:服务器机柜、网络机柜一般是用冷轧钢板或型材制作,用来存放计算机和相关控制设备的物件,可以提供对存放设备的保护,屏蔽电磁干扰,有序、整齐地排列设备,方便以后维护设备。
19英寸标准机柜选购应注意以下几点:(1)机柜生产标准按ISO质量管理体系标准,兼容19\国际标准及其它标准。
(2)机柜选材:用优质冷轧和冷轧拉伸钢板,选材厚度1.5mm以上。
(3)机柜前门处理工艺及门锁:钢化玻璃厚度,门锁样式,双开后门的方式有利于节省空间,方便安装及拆卸。
(4)机柜钢板表面处理工艺。
(5)机柜表面涂层工艺。
(6)机柜钢板加工技术要求。
(7)机柜紧固件采购,安装螺丝螺母、脚轮,脚钉选用。
(8)机柜电器部分选用:电源选用含有CCC认证。
机载领航鱼ATR机箱设计ATR机箱介绍ATR机箱(Air Transport Radio 航空运输机无线电设备)机箱是机载电子设备的系列化、通用化的机箱。
ATR 机箱的ARINC404标准是美国航空电子技术委员会拟定的,被列入美国军用标准规范之内,在各国机载电子设备上广泛应用。
经过长时间的修订完善,ATR标准已经相当成熟,采用ATR标准可以有效利用空间,完成设备的小型化;标准化的结构还可以降低维修维护成本;同时减少与飞机设计师与设备设计师之间的协调工作,缩短研制周期。
(四川领航鱼科技)ATR机箱包括可快速抽取的电子设备和设备安装支架,非常适合那种需要快速插入固定与拔出的抗恶劣环境应用。
我国ATR机箱设计规范、机箱外形形式和安装尺寸有相关国家军用标准规定,主要标准如下:GJB 441-1988 机载电子设备机箱和安装架的形式及基本尺寸。
GJB 779-1988 机载电子设备机箱和安装架通用规范。
GJB 780-1989 机载电子设备的安装架及其附件的基本尺寸。
GJB 150A军用装备环境试验大纲ATR机箱案例在某工程中,需研制ATR结构机箱,机箱采用1/2ATR-S-H,尺寸为256.3mm*315mm*194mm,重量不超过2KG,机箱固定于自身单台式安装架,最后安装于集成式安装架之上。
采用模块化设计、热设计、机械强度设计、电磁兼容性设计、轻量化设计等,对ATR机箱进行优化设计。
在设计之初,对ATR机箱结构应力作了计算分析,修正结构设计中的薄弱环节。
机箱结构紧凑、重量轻、空间利用率高,箱体内各功能模块布局整齐明了。
机箱连同安装托架通过了温度、冲击、振动、盐雾、霉菌、湿热等环境实验,并通过了机载条件的电磁兼容测试,满足GJB-150要求。
(四川领航鱼科技)模块化设计将ATR机箱内设备分为机箱、模块盒、底板等结构模块,模块间通过底板互联。
板卡通过加固方法形成一致的安装外形尺寸,加固过程为先安装板卡到竖直的背板上,通过背板与底面的母版连接。

基于钣金工艺综合模块化机箱结构设计分析摘要:机箱的结构设计在电子产品硬件中具有重要的作用,能够直接影响到机箱内电子元器件的性能和使用寿命。
钣金工艺作为现代机箱制造中的重要工艺之一,通过折弯、剪切、冲压等加工工艺,实现了机箱结构的加工和成型。
同时,模块化设计则更加便于机箱的组装和维护,提高了机箱的可用性、稳定性和可维护性。
因此,本文将基于钣金工艺和模块化设计,综合分析机箱结构的设计和加工,旨在提高机箱的质量和性能,满足不同用户的需求。
关键词:钣金工艺;综合模块化机箱;结构设计随着电子技术的不断发展,各种类的电子产品广泛的融入到了我们的日常生活中,然而机箱作为电子产品硬件的重要组成部分,其结构设计也在不断演化和改进。
而在机箱结构设计中,模块化设计和钣金工艺都扮演着不可或缺的角色。
模块化设计可以将整个机箱分为若干模块,便于组装和维护;而钣金工艺则是实现机箱结构设计的关键技术。
因此,基于钣金工艺的综合模块化机箱结构设计分析具有重要的现实意义和应用价值。
一、模块化设计在机箱结构中的重要性模块化设计是将机箱分解为相对独立的模块,每个模块有自己的功能,如电源、硬盘、主板等。
这种设计方法具有维护和升级方便、组装便捷、可扩展性强和生产效率高等优点。
在实际应用中,模块化设计能够提高机箱的可用性和可维护性,降低制造和维护成本,同时也能够提高生产效率和用户体验。
因此,模块化设计成为了机箱结构设计的一种重要方法,将在未来继续得到广泛的应用和推广。
二、钣金工艺概况(一)钣金工艺的基本原理钣金是针对金属薄板(通常在6mm以下)一种综合冷加工工艺,包括剪、冲/切/复合、折、铆接、拼接、成型(如汽车车身)等。
其显著的特征就是同一零件厚度一致。
钣金具有重量轻、强度高、导电(能够用于电磁屏蔽)、成本低、大规模量产性能好等特点,在电子电器、通信、汽车工业、医疗器械等领域得到了广泛应用。
在机箱结构设计中,钣金工艺是非常重要的一环,因为机箱结构需要经过钣金加工来实现精确的尺寸和形状,同时也需要通过钣金工艺来实现机箱的组装和连接。