任务二C650车床控制电路的分析
- 格式:ppt
- 大小:1.39 MB
- 文档页数:56

C650车床的电气控制线路设计C650车床的电气控制线路是整个机床的核心部分,主要负责车床各个部分的电气控制。
本文将从控制电路原理、电路设计、电路元器件选型、电路安全措施等方面详细介绍C650车床的电气控制线路设计。
一、控制电路原理C650车床的电气控制线路采用PLC控制器作为中心控制单元,通过交流变频器对主轴电机进行变频控制,实现主轴转速的调节。
同时通过伺服系统实现两轴的运动控制,分别控制切削刀架和进给系统的运动。
同时,车床还具备自动泄废功能,通过限位开关和气动元件组成的气路控制实现自动泄废,提高作业效率。
二、电路设计1.主轴电机控制电路主轴电机控制电路采用三相异步电机变频控制方式,通过交流变频器调节主轴电机的转速,实现车床的加工和加工精度控制。
2.伺服运动控制电路伺服运动控制电路包括两轴的运动控制,分别控制切削刀架和进给系统的运动。
切削刀架的伺服运动控制采用开环控制,进给系统采用闭环控制。
通过PLC控制器输出PWM信号给伺服电机驱动器,控制伺服电机的运动。
3.自动泄废控制电路自动泄废控制电路采用气动元件组成的气路控制,通过限位开关控制气动元件的执行情况,实现车床自动泄废功能。
三、电路元器件选型1.控制器:C650车床采用PLC控制器作为中央控制单元,控制精度高,可靠性好。
2.交流变频器:交流变频器是控制主轴电机变频的核心元器件,C650车床采用功率适中、控制精度高的变频器,能够满足车床的加工要求。
3.伺服电机:C650车床选用功率合适、控制精度高的伺服电机,能够满足车床的切削刀架和进给系统的运动要求。
4.限位开关:限位开关是气路控制的关键元器件,C650车床选用质量可靠、使用寿命长的限位开关,确保车床的自动泄废功能正常运行。
四、电路安全措施C650车床的电气控制线路设计时需要注意安全问题,速度快、功率大的主轴电机、伺服电机和变频器都存在一定的安全隐患,特别是在操作过程中需要做好以下安全措施:1.在开机前,要做好预检和检查工作,确保电器线路安全可靠,防止因线路问题导致事故。



C650车床继电触摸器操控电路图阐明C650中型卧式车床,可加工最大工件直径为1020mm,最大工件长度为3000mm。
如下图所示为C650通常车床继电触摸器操控电路,下表为电路电气元件的称谓及用处。
C650中型卧式车床的主轴电动机功率为30kW,主轴电动机驱动主轴箱的动力轴翻滚,经过变速齿轮股动夹有工件的主轴翻滚。
由于工件较方,为使其能活络接连翻滚,有必要设有泊车制动功用,该机床选用反接制动,为削减制动电流,定子回路串入了限流电阻R。
装在滑板箱上的刀架与滑板箱,由主轴箱中的传动轴来驱动,使其沿着主轴线方向移动,结束刀架的进给。
为减轻工人劳作强度和节约辅佐作业时刻,专门设置一台2.2kW的拖动溜板箱的活络移动电动机。
在切削进程中还需要油液冷却,由一台液压泵供应。
图中三台电动机,M1为主轴电动机,其央求是能够正回转,能制动,泊车快,为了加工调整便当,应能点动操作;M2为液压泵电动机,能长时刻作业,在加工时供应冷却液;M3为活络移动电动机,应能随时手动操控起动和接连。
C650通常车床电气元件表:主电路剖析主电路有三台电动机。
主电动机由三个触摸器操控,其间KM1为正转触摸器,KM2为回转触摸器,KM3为短接反接制动限流电阻触摸器。
M1具有FU1作短路维护、FR1作过载维护、电流表监督电流、速度继电器KS用于反接制动;冷却泵M2由KM4操控;活络移动电动机M3由KM5操控。
M2、M3都选用直接起动,单向作业。
操控电路剖析一、主电动机点动操控:上面的车床电路图中,M1的点动由点动按钮SB2操控。
按下SB2,触摸器KM1得电吸合,其主触点闭合,电动机定子绕组串电阻R与电源接通,电动机在低速下起动。
松开SB2,KM1断电[M1正转时,速度继电器正转常开触点KS1(17-23)已闭合]。
所以KM1常闭触点闭合,使KM2得电吸合,电动机反接制动而接连。
在点动进程中,由于KA、KM3都不得电,因而KM1、KM2就不能自锁。
课题二C650卧式车床电气控制线路分析与检修在金属切削机床中,车床所占的比例最大,而且应用也最广泛。
它能够车削外圆、内圆、端面、螺纹和螺杆,能够车削定型表面,并可用钻头、铰刀等刀具进行钻孔、镗孔、倒角、割槽及切断等加工工作。
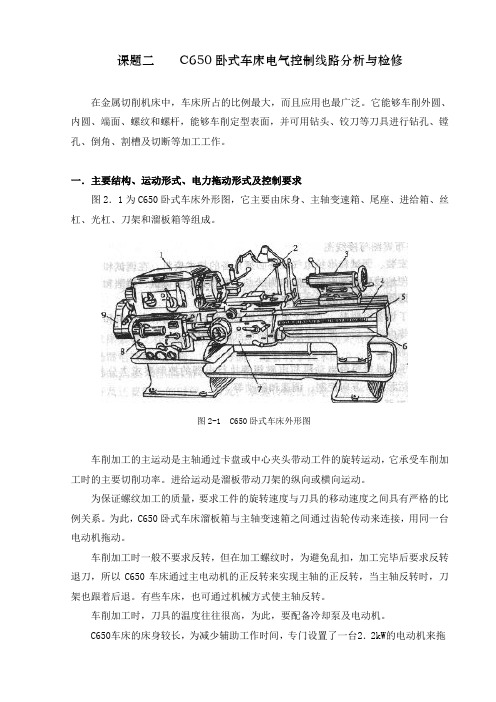
一.主要结构、运动形式、电力拖动形式及控制要求图2.1为C650卧式车床外形图,它主要由床身、主轴变速箱、尾座、进给箱、丝杠、光杠、刀架和溜板箱等组成。
图2-1 C650卧式车床外形图车削加工的主运动是主轴通过卡盘或中心夹头带动工件的旋转运动,它承受车削加工时的主要切削功率。
进给运动是溜板带动刀架的纵向或横向运动。
为保证螺纹加工的质量,要求工件的旋转速度与刀具的移动速度之间具有严格的比例关系。
为此,C650卧式车床溜板箱与主轴变速箱之间通过齿轮传动来连接,用同一台电动机拖动。
车削加工时一般不要求反转,但在加工螺纹时,为避免乱扣,加工完毕后要求反转退刀,所以C650车床通过主电动机的正反转来实现主轴的正反转,当主轴反转时,刀架也跟着后退。
有些车床,也可通过机械方式使主轴反转。
车削加工时,刀具的温度往往很高,为此,要配备冷却泵及电动机。
C650车床的床身较长,为减少辅助工作时间,专门设置了一台2.2kW 的电动机来拖动溜板箱快速移动,并采用点动控制。
一般车床的调速范围较大,常用齿轮变速机构来调速,调速范围可达40倍以上。
C650 车床的主电动机采用普通笼型异步电动机,功率为30kW。
为提高工作效率,该机床采用了反接制动。
二.主电路分析图2-2是C650车床的电气原理图。
图2-2 C650卧式车床电气原理图图2-2中组合开关QS为电源引入开关,空气开关QF为电源总短路保护。
FUl为主电动机M1的短路保护用熔断器,FRl为其过载保护用热继电器。
R为限流电阻,在主轴点动时,限制起动电流,在停车反接制动时,又起限制过大的反向制动电流的作用。
电流表PA用来监视主电动机M1的绕组电流,由于M1功率很大,故PA接入电流互感器TA 回路。


C650车床电气控制1)主电动机点动控制按下SB2,KM1线圈通电,根据原态支路常断现象,其余所有线圈均处于断电状态。
因此主电路中为KM1主触头闭合,由QS隔离开关引入的三相交流电源将经KM1主触头、限流电阻接入主电动机M1的三相绕组中,主电动机M1串电阻减压起动。
一旦松开SB2,KM1线圈断电,电动机M1断电停转。
SB2是主电动机M2的点动控制按钮。
2)主电动机正转控制按下SB3,KM3线圈通电与KT线圈同时通电,并通过20区的常开辅助触头KM3闭合而使KA线圈通电,KA线圈通电又导致11区中的KA常开辅助触头闭合,使KM1线圈通电。
而11~12区的KM1常开辅助触头与14区的KA常开辅助触头对SB3形成自锁。
主电路中KM3主触头与KM1主触头闭合,电动机不经限流电阻R则全压正转起动。
绕组电流监视电路中,因KT线圈通电后延时开始,但由于延时时间还未到达,所以KT常闭延时断开触头保持闭合,感应电流经KT触头短路,造成A电流表中没有电流通过,避免了全压起动初期绕组电流过大而损坏A电流表。
KT线圈延时时间到达时,电动机已接近额定转速,绕组电流监视电路中的KT将断开,感应电流流入A电流表将绕组中电流值显示在A表上。
3)主电动机反转控制按下SB4,通过9、10、5、6线路导致KM3线圈与KT线圈通电,与正转控制相类似,20区的KA线圈通电,再通过11、12、13、14使KM2线圈通电。
主电路中KM2、KM3主触头闭合,电动机全压反转起动。
KM1线圈所在支路与KM2线圈所在支路通过KM2与KM1常闭触头实现电气控制互锁。
4)主电动机反接制动控制正转制动控制KS2是速度继电器的正转控制触头,当电动机正转起动至接近额定转速时,KS2闭合并保持。
制动时按下SB1,控制线路中所有电磁线圈都将断电,主电路中KM1、KM2、KM3主触头全部断开,电动机断电降速,但由于正转转动惯性,需较长时间才能降为零速。
一旦松开SB1,则经1、7、8、KS2、13、14,使KM2线圈通电。
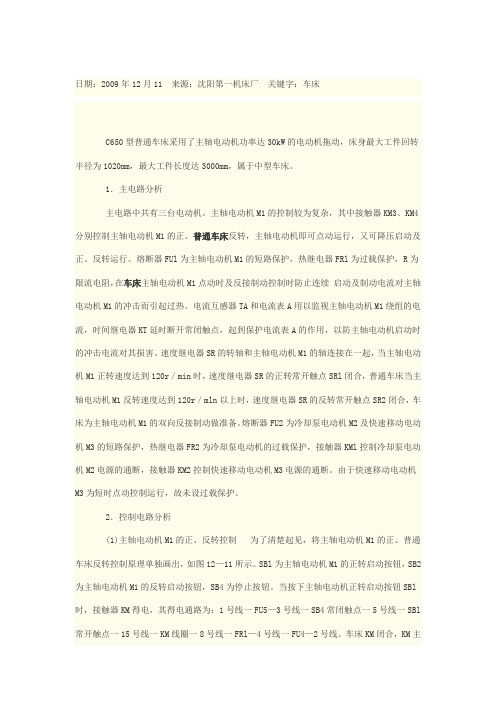
日期:2009年12月11 来源:沈阳第一机床厂关键字:车床C650型普通车床采用了主轴电动机功率达30kW的电动机拖动,床身最大工件回转半径为1020mm,最大工件长度达3000mm,属于中型车床。
1.主电路分析主电路中共有三台电动机。
主轴电动机M1的控制较为复杂,其中接触器KM3、KM4分别控制主轴电动机M1的正、普通车床反转,主轴电动机即可点动运行,又可降压启动及正、反转运行。
熔断器FUl为主轴电动机M1的短路保护,热继电器FRl为过载保护,R为限流电阻,在车床主轴电动机M1点动时及反接制动控制时防止连续启动及制动电流对主轴电动机M1的冲击而引起过热。
电流互感器TA和电流表A用以监视主轴电动机M1绕组的电流,时间继电器KT延时断开常闭触点,起到保护电流表A的作用,以防主轴电动机启动时的冲击电流对其损害。
速度继电器SR的转轴和主轴电动机M1的轴连接在一起,当主轴电动机M1正转速度达到120r/min时,速度继电器SR的正转常开触点SRl闭合,普通车床当主轴电动机M1反转速度达到120r/mln以上时,速度继电器SR的反转常开触点SR2闭合,车床为主轴电动机M1的双向反接制动做准备。
熔断器FU2为冷却泵电动机M2及快速移动电动机M3的短路保护,热继电器FR2为冷却泵电动机的过载保护,接触器KMl控制冷却泵电动机M2电源的通断,接触器KM2控制快速移动电动机M3电源的通断。
由于快速移动电动机M3为短时点动控制运行,故未设过载保护。
2.控制电路分析(1)主轴电动机M1的正、反转控制为了清楚起见,将主轴电动机M1的正、普通车床反转控制原理单独画出,如图12—11所示。
SBl为主轴电动机M1的正转启动按钮,SB2为主轴电动机M1的反转启动按钮,SB4为停止按钮。
当按下主轴电动机正转启动按钮SBl时,接触器KM得电,其得电通路为:1号线一FU5—3号线一SB4常闭触点一5号线一SBl常开触点一15号线一KM线圈一8号线一FRl—4号线一FU4—2号线。

C650型普通车床电气控制原理分析与故障排除【摘要】本文对C650普通车床的工作原理进行了分析,并对一些特殊的控制环节进行讲解,同时也对其故障进行分析排除。
【关键词】车床;联锁;电气保护一、C650普通车床电力拖动要求与控制特点1.主运动的控制:由笼型异步电动机M1,完成主轴主运动的驱动。
电动机采用直接起动的方式起动,可正反两个方向旋转,并可实现正反两个旋转方向的电气停车制动。
为加工调整方便,还具有点动功能。
2.进给运动的控制:车削螺纹时,刀架移动与主轴旋转运动之间必须保持准确的比例关系,因此,车床主轴运动和进给运动只由一台电动机拖动,刀架移动由主轴箱通过机械传动链来实现。
3.辅助运动的控制:为了提高生产效率、减轻工人劳动强度,溜板箱的快速移动由电动机M3单独拖动。
根据使用需要,可随时手动控制起停。
尾座的移动和工件的夹紧与放松为手动操作。
4.冷却泵电机的控制:车削加工中,为防止刀具和工件的温度过高、延长刀具使用寿命、提高加工质量,车床附有一台单方向旋转的冷却泵电动机M2,与主轴电动机实现顺序起停,也可单独操作。
二、C650普通车床电气控制线路的分析1.机床电气控制电路的分析步骤分析电气控制线路时,将整个电气控制线路划分成若干部分逐一进行分析。
例如:各电动机的起动、停止、变速、制动、保护相互间的联锁等。
在仔细阅读设备说明书、了解电器控制系统的总体结构、电动机电器的分布状况及控制要求等内容之后,便可以分析电气控制原理图了。
电气控制原理图通常由主电路、控制电路、辅助电路、保护联锁环节以及特殊控制电路等部分组成。
分析控制电路的最基本方法是查线读图法。
(1)分析主电路。
从主电路入手,根据每台电动机和执行电器的控制要求去分析各电动机和执行电器的控制内容,包括电动机起动、转向控制、调速和制动等基本控制电路。
(2)分析控制电路。
根据主电路各个电动机和执行电器的控制要求,逐一找出控制电路中的控制环节,将控制电路“化整为零”,按功能不同划分成若干个局部控制电路来进行分析。
C650-2普通车床电气原理图分析主要由三台电动机组成,M1为主轴电动机,M2为冷却泵电动机,M3为刀架快速移动电动机。
电路路径:(L12号线)?FU2熔断器?(1号线)?SB1停止按钮1、主轴电动机点动控制常闭触点?(3号线)?SB2点动按钮常开触点?(4号线)?KM2接触器常闭触点?(6号线)?KM1接触器线圈?(7号线)?FR1热继电器常闭触点?(2号线)?FU2熔断器?(L13号线);当按下SB2点动按钮后,KM1接触器吸合(主触点闭合、常开触点闭合、常闭触点断开);主电路路径:(L1号线、L2号线、L3号线)?QS刀开关?(L11号线、L12号线、L13号线)?FU1熔断器?(U11号线、V11号线、W11号线)?KM1接触器主触点?(U21号线、V21号线、W21号线)?FR1热继电器热元件?(U31号线、V31号线、W31号线)?(U1号线、V1号线、W1号线)?电动机M1(主轴旋转); 电阻R2、主轴电动机正转控制电路路径:主轴电动机正转启动按钮SB3使用了2组常开触点。
但启动的先决条件是KM3接触器和KA中间继电器都要保持常时吸合。
路径:(L12号线)?FU2熔断器?(1号线)?SB1停止按钮常闭触点?(3号线)?SB3正转启动按钮常开触点?(8号线)?KM3接触器线圈?(7号线)?FR1热继电器常闭触点?(2号线)?FU2熔断器?(L13号线); KM3接触器吸合(主触点闭合、常开触点闭合、常闭触点断开)?(L12号线)?FU2熔断器?(1号线)?SB1停止按钮常闭触点?(3号线)?KM3接触器常开触点触点?(13号线)?KA中间继电器线圈?FU2熔断器?(L13号线);当KM3接触器和KA中间继电器吸合后,KM3接触器主触点闭合,KA中间继电器常开触点闭合常闭触点断开。
两个器件并保持常时吸合,常时吸合路径:(L12号线)?FU2熔断器?(1号线)?SB1停止按钮常闭触点?(3号线)?KA中间继电器常开触点?(8号线)?K3接触器线圈?FU2熔断器?(L13号线);KM3接触器吸合,那么KA中间继电器也吸合,使用KA中间继电器的常开触点形成一个常时吸合的回路。


题目:C650型普通卧式车床的电气控制与故障分析系 (部):机电工程系专业名称:机电一体化姓名:准考证号:班级名称: 09机电自考大专( )班提交时间:年月日目录一、C650型车床的主要结构和运动情况 (1)二、C650车床对电气控制的要求 (2)三、C650型车床电气控制电路分析 (2)(一)主电路分析 (2)(二)控制电路分析 (3)四、C650型车床电器控制特点与故障分析 (6)(一)电气控制电路特点 (6)(二)常见故障分析 (6)致谢 (8)参考文献 (9)C650型普通卧式车床的电气控制与故障分析摘要:普通卧式车床是一种应用极为广泛的金属切削机床,主要用来车削外圆、内圆、端面、螺纹和定型表面,并可通过尾架进行钻孔、铰孔、攻螺纹等加工。
关键词:车床电气控制操作原理故障分析一、C650型车床的主要结构和运动情况C650型卧式车床属于中型普通车床,加工工件回转半径最大为1020mm,最大工件长度为3000mm,其结构如图1所示,主要由车床、主轴变速箱、进给箱、溜板箱、刀架、尾架、丝杆和光杆等部位组成。
图1 普通车床的结构示意图车床的主运动为工件的旋转运动,它是由主轴通过卡盘带动工件旋转。
车削加工时,应根据工件材料、刀具、工件加工工艺要求等来选择不同的切削速度,所以主轴要求有变速功能。
普通车床一般采用机械变速。
车削时,一般不要求反转,但在加工螺纹时,为避免乱扣,要求反转退刀,再以正向进刀继续进行加工,所以要求主轴能够实现正反转。
车床的进给运动是溜板带动刀具(架)的横向或纵向的直线运动。
其运动方式偶手动和机动两种。
加工螺纹时要求工件的切削速度与刀架横向进给速度之间应有严格的比例关系。
所以,车床的主运动与进给运动有一台电动机驱动并通过各自的变速箱来改变主轴转速与进给速度。
为提高生产效率,减轻劳动强度,C650型车床的溜板还能快速移动,这种运动形式称为辅助运动。
二、C650车床对电气控制的要求根据C650车床运动情况及加工需要,共采用三台三相笼型异步电动机驱动,即主轴与进给电动机M1、冷却泵电动机M2和溜板箱快速移动电动机M3。