第七章-钢的热处理工艺-2-淬火(精品 值得参考)
- 格式:ppt
- 大小:3.45 MB
- 文档页数:55
热处理车间淬火工艺规范一、调质1.1 调质定义为了达到产品的工艺硬度要求,得到回火索氏体,得到良好的强韧性,提高使用性能和寿命,因此曲轴和连杆产品需进行调质处理。
调质,即淬火加高温回火,以获得回火索氏体组织,主要用于中碳碳素结构钢或低合金结构钢以获得良好的综合机械性能。
1.1.1 淬火的定义淬火是将钢加热到临界温度Ac3 (亚共析钢)或Ac1 (过共析钢)以上温度,保温一段时间,使之全部或部分奥氏体化,然后以大于临界冷却速度的冷速快冷到Ms以下(或Ms附近等温)进行马氏体(或贝氏体)转变的热处理工艺。
通常也将铝合金、铜合金、钛合金、钢化玻璃等材料的固溶处理或带有快速冷却过程的热处理工艺也称为淬火。
1.1.2淬火的目的淬火的目的是使过冷奥氏体进行马氏体或贝氏体转变,得到马氏体或贝氏体组织,然后配合以不同温度的回火,以大幅提高钢的刚性、硬度、耐磨性、疲劳强度以及韧性等,从而满足各种机械零件和工具的不同使用要求。
也可以通过淬火满足某些特种钢材的铁磁性、耐蚀性等特殊的物理、化学性能。
1.1.3回火的定义回火是工件淬硬后加热到Ac1 (加热时珠光体向奥氏体转变的开始温度)以下的某一温度,保温一定时间,然后冷却到室温的热处理工艺。
按回火温度范围,回火可分为低温回火、中温回火和高温回火。
4.1.1低温回火:工件在150~250C进行的回火。
目的是保持淬火工件高的硬度和耐磨性,降低淬火残留应力和脆性,回火后得到回火马氏体,指淬火马氏体低温回火时得到的组织。
应用范围:主要应用于各类高碳钢的工具、刃具、量具、模具、滚动轴承、渗碳及表面淬火的零件等。
4.1.2中温回火:工件在350〜500 C之间进行的回火。
目的是得到较高的弹性和屈服点,适当的韧性。
回火后得到回火屈氏体,指马氏体回火时形成的铁素体基体内分布着极其细小球状碳化物(或渗碳体)的复相组织。
应用范围:主要用于弹簧、发条、锻模、冲击工具等。
4.1.3高温回火:工件在500~650C以上进行的回火。

钢的热处理工艺知识大全热处理是将固态金属或合金采用适当的方式加热、保温和冷却以获得所需要的组织结构与性能的工艺。
热处理工艺它能提高零件的使用性能,充分发挥钢材的潜力,延长零件的使用寿命,此外,热处理还可改善工件的工艺性能、提高加工质量、减小刀具磨损。
钢的热处理方法可分为:退火、正火、淬火、回火及表面热处理等五种。
热处理方法虽然很多,但任何一种热处理工艺都是由加热、保温和冷却三个阶段所组成的,因此,热处理工艺过程可用在温度一时间坐标系中的曲线图表示,如下图所示,这种曲线称为热处理工艺曲线。
一、退火将钢加热到适当温度,保持一定时间,然后缓慢冷却(一般随炉冷却)的热处理工艺称为退火。
退火的主要目的是:(1)降低钢的硬度,提高塑性,以利于切削加工及冷变形加工。
(2)细化晶粒,均匀钢的组织及成分,改善钢的性能或为以后的热处理作准备。
(3)消除钢中的残余内应力,以防止变形和开裂。
常用的退火方法有完全退火、球化退火、去应力退火等几种。
(1)完全退火完全退火是将钢加热到完全奥氏体化(AC3 以上30〜50C),随之缓慢冷却,以获得接近平衡状态组织的工艺方法。
在完全退火加热过程中,钢的组织全部转变为奥氏体,在冷却过程中,奥氏体变为细小而均匀的平衡组织(铁素体+珠光体),从而达到降低钢的硬度、细化晶粒、充分消除内应力的目的。
完全退火主要用于中碳钢及低、中碳合金结构钢的铸件、锻件、热轧型材等,有时也用于焊接结构件,过共析钢不宜采用完全退火,因过共析钢完全退火需加热到AS以上,在缓慢冷却时,钢中将析出网状渗碳体,使钢的力学性能变坏。
(2)球化退火是将钢加热到AG以上20〜30C,保温一定时间,以不大于50C /H的冷却速度随炉冷却下来,使钢中碳化物呈球状的工艺方法。
球化退火适用于共析钢及过共析钢,如碳素工具钢、合金工具钢、轴承钢等。
这些钢在锻造加工后进行球化退火,一方面有利于切削加工,同时为最后的淬火处理作好组织准备。

常用钢的处理热工艺,正火、退火、淬火、回火的基础知识摘要:常用钢的处理热工艺,正火、退火、淬火、回火的基础知识1.正火的基本概念正火是将亚共析钢加热到Ac3+30~50℃,共析钢加热到Ac1...常用钢的处理热工艺,正火、退火、淬火、回火的基础知识1. 正火的基本概念正火是将亚共析钢加热到Ac3+30~50℃,共析钢加热到Ac1+30~50℃,过共析钢加热到Ac cm+30~50℃保温后空冷的工艺。
正火比退火冷却速度大。
正火的目的:(1)对于低、中碳钢(≤0.6%C),目的与退火的相同。
(2)对于过共析钢,用于消除网状二次渗碳体,为球化退火作组织准备。
(3)普通件最终热处理。
要改善切削性能,低碳钢用正火,中碳钢用退火或正火,高碳钢用球化退火。
2. 退火的基本概念将钢件加热至高于或低于钢的临界温度,经适当保温后随炉或埋入导热性较差的介质中缓慢冷却,以获得接近平衡状态组织的热处理工艺。
退火的目的:(1)调整硬度,便于切削加工。
适合加工的硬度为170-250HB;(2)消除内应力,防止加工中变形;(3)细化晶粒,为最终热处理作组织准备。
退火的种类很多,常用的有完全退火、等温退火、球化退火、扩散退火、去应力退火、再结晶退火。
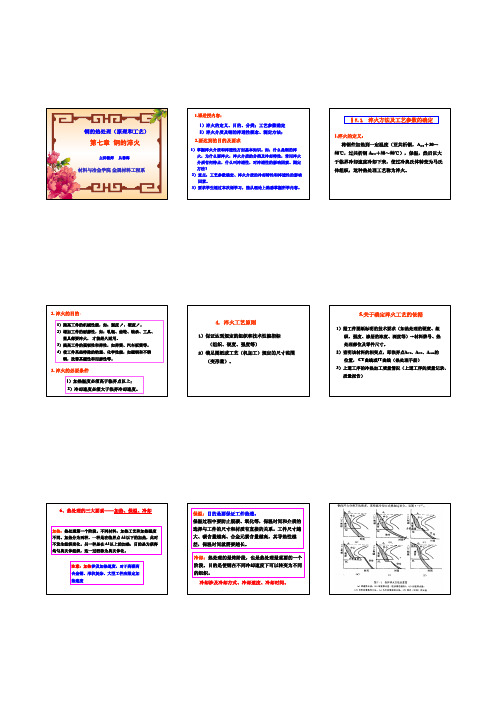
3. 淬火的基本概念将钢加热到Ac3(亚共析钢)或Ac1(过共析钢)以上(30~50)℃,保温后在水或油中快速冷却的操作工艺称为淬火。
一般是为了获得马氏体组织,随后再配合适当的回火,以获得多种多样的使用性能。
碳钢的淬火温度主要由钢中的含C量根据Fe-Fe3C相图来确定,如图所示为淬火加热温度范围。
在对金属进行淬火处理时,需要将金属工件加热到某一适当温度并保持一段时间,随即浸入淬冷介质中快速冷却。
可根据淬火的冷却速度进行区分,常用的淬火介质有水、水溶液、矿物油、熔盐、熔碱等。
常用的淬火方法包括单液淬火法、双液淬火法、分级淬火法、等温淬火法。
4. 回火的基本概念回火是指将淬火钢加热到A1以下的某温度保温适当时间后,置于空气或水中冷却的工艺。

钢材各种热处理工艺流程
1.退火
-目的:降低钢材硬度,改善切削加工性能,消除内应力,细化晶粒,改善机械性能。
-步骤:将钢材加热到预定的温度(一般是低于临界温度Ac1或Ac3),然后在炉内保温一段时间,使内部组织均匀化,最后缓慢冷却,一般为空冷或炉冷。
2.正火
-目的:细化晶粒,改善组织,提高机械性能,为后续加工或进一步热处理作准备。
-步骤:将钢材加热到Ac3(亚共析钢)或Ac1(过共析钢)以上温度,保温使组织完全奥氏体化,然后出炉在空气中冷却,得到珠光体组织。
3.淬火
-目的:大幅提高钢材的硬度和强度。
-步骤:将钢材加热到超过临界温度(如Ac3),保持足够时间使组织全部转变为奥氏体,随后迅速放入淬火介质中(如油、水或盐浴等)冷却,使奥氏体快速转变为马氏体或贝氏体组织。
4.回火
-目的:调整钢材的硬度和韧性,降低脆性,稳定组织,提高机械性能。
-步骤:淬火后的钢材再次加热到低于临界温度的某一温度区间,保温后缓慢冷却,使过高的硬度降低,提高韧性。
5.调质处理
-目的:综合提高钢材的强度和韧性。
-步骤:先进行淬火处理,然后进行回火处理,通过两次热处理的组合优化钢材的综合机械性能。
6.表面硬化处理
-包括火焰淬火、感应淬火、渗碳、氮化、氰化、碳氮共渗等方法,目的是只硬化钢材表面而不改变心部组织,以达到表面高硬度和心部高韧性的要求。
7.固溶处理
-主要用于合金材料,如铝合金、镁合金、不锈钢等,目的是将合金元素充分溶解到基体中,形成均匀的固溶体,然后通过时效处理强化材料。
高速钢的热处理工艺
高速钢的热处理工艺主要包括两个步骤:回火和淬火。
1. 回火:高速钢冷却后,需要进行回火处理,目的是通过加热和保温使其硬度和韧性达到最佳平衡。
高速钢的回火温度通常在500C-600C之间,保温时间取决于钢材的类型和尺寸,一般为1-2小时。
回火温度和保温时间的选择是根据具体材料和要求决定的。
2. 淬火:在高速钢回火处理完成后,需要进行淬火以增加其硬度。
淬火温度通常在1100C-1200C之间,根据钢材的类型和要求决定。
在淬火过程中,需要将高速钢迅速加热到淬火温度,并保持在该温度下一段时间,通常为30分钟到1小时,然后迅速冷却至室温。
冷却方式可以通过水淬或油淬等方式实现,具体采用哪种方式也根据具体条件和材料要求决定。
高速钢的热处理工艺需要根据具体的钢材类型、要求和工艺条件进行选择和优化,以达到理想的性能和使用效果。
钢的热处理(原理和工艺)第七章第七章 钢的淬火主讲教师 从善海材料与冶金学院 金属材料工程系2. 淬火的目的:1)加热温度必须高于临界点以上; 2)冷却速度必须大于临界冷却速度。
1)提高工件的机械性能,如:强度↗,硬度↗。
2)增加工件的耐磨性,如:轧辊、齿轮、轴承、工具、 量具都要淬火, 才能经久耐用。
3)提高工件的强韧性和弹性,如弹簧、汽车板簧等。
4)使工件某些特殊的物理、化学性能,如磁钢和不锈 钢,改善其磁性和而磨性等。
3. 淬火的必要条件即:把已奥氏体化的工件直接淬入单一淬火介质中的方法。
特点:(1)可利用热加工余热(锻造、铸造、 渗C)直接淬火。
(2)操作简单、经济,适合大批作业,应用最为广泛。
(3)碳钢用水淬、盐水淬;合金钢用油淬。
优点:操作简便;将加热工件淬入温度稍高于或稍低于钢的Ms点温度的液体介质(盐浴或碱浴)中,保持适当时间(工件内外温度达到介质温度)后取出空冷,以获得M组织的淬火工艺(见下图)。
3)分级淬火表3-2 零件有效厚度的确定淬火油、光亮淬火油、真空淬火油等。
图3-19工件正确淬火浸入方式实际淬火介质的冷却曲线,大多不能同时具备上述状态。
淬火介质在淬火工艺中起着重要作用,了解它极为重要。
2)沸腾阶段)沸腾阶段----BC ----BC ----BC段段3)对流阶段)对流阶段----CD ----CD ----CD段段图3-5 冷却机理示意图1)蒸汽膜阶段----AB 段3.冷却机理 冷却过程大致可分三个阶段静止水的冷却能力20℃↗80℃时,最大冷速从780℃/S ↘约210℃/S ,约↘4倍,同时最大冷却出现的温度从300℃↘150℃。
可见:水在高温、中温的冷却能力不强,但300℃时却很大。
(3)水温对冷却速度影响很大静止水的冷却能力由C 曲线可知:淬火钢件需要在高、中温区冷速大,特别是在中温550~650℃的鼻尖处,需要快冷,而水却冷速最大,这样一来,即使淬硬,也会使组织应力、热应力很高。


热处理淬火工艺介绍热处理是将材料在一定温度下加热,并通过控制冷却速度来改变材料的内部结构和性能的工艺。
其中,淬火是热处理的一种重要工艺,它可以使材料达到更高的硬度和强度,并提高其耐磨性、抗冲击性等机械性能。
下面将详细介绍热处理淬火工艺。
热处理淬火工艺是将材料加热到A3线以上,然后迅速冷却的过程。
其中,A3线是指材料在加热时发生相变的温度。
在淬火过程中,冷却速度通常是非常快的,可以达到几十度每秒,甚至更快。
这种快速冷却会导致材料内部的结构发生变化,从而产生更高的硬度和强度。
淬火的目的是通过快速冷却将材料的基体组织变为马氏体或者贝氏体,从而提高其硬度。
马氏体在内部结构中呈针状或片状分布,具有较高的硬度和强度。
贝氏体则是一种较软的组织,在材料的内部结构中呈条纹状分布。
通过控制淬火工艺的不同参数,可以得到不同的马氏体和贝氏体结构,从而获得不同的材料性能。
热处理淬火的工艺参数包括加热温度、保温时间和冷却介质等。
加热温度是指将材料加热到的温度,通常需要超过材料的临界点。
保温时间是指材料在加热温度下保持一定时间,使其达到均匀加热的状态。
冷却介质可以是水、油或者盐水等,不同的冷却介质会对材料的淬火效果产生影响。
冷却介质的选择要根据材料的类型和要求进行合理选择。
热处理淬火的工艺过程可分为加热、保温和冷却三个阶段。
首先,将材料加热到设定温度以上,通常需要使用专用的加热设备,如电阻炉或者气体炉。
加热温度要根据材料的类型和要求进行合理选择。
然后,在加热温度下保持一定的时间,使材料达到均匀加热的状态。
保温时间一般根据材料的尺寸和加热温度进行确定。
最后,通过控制冷却速度将材料迅速冷却,使其达到淬火效果。
冷却介质的选择和冷却速度的控制要根据材料的类型和要求进行合理选择。
热处理淬火工艺可以应用于各种金属材料,如钢、铁、铜、铝等。
其中,钢是应用最广泛的材料之一、经过热处理淬火的钢材具有较高的硬度和强度,用于制造各种机械零件和工具等。


![淬火[钢铁热处理的工艺]](https://img.taocdn.com/s1/m/991ac019cd1755270722192e453610661fd95a50.png)
淬火[钢铁热处理的工艺]淬火其他百科词条钢铁热处理的工艺钢的淬火是将钢加热到临界温度Ac3(亚共析钢)或Ac1(过共析钢)以上温度,保温一段时间,使之全部或部分奥氏体化,然后以大于临界冷却速度的冷速快冷到Ms以下(或Ms附近等温)进行马氏体(或贝氏体)转变的热处理工艺。
通常也将铝合金、铜合金、钛合金、钢化玻璃等材料的固溶处理或带有快速冷却过程的热处理工艺称为淬火。
基本信息中文名淬火外文名quenching拼音cuì huǒ科普中国权威合作机构中国科协官方科普平台基本介绍淬火是把钢加热到临界温度以上,保温一定时间,然后以大于临界冷却速度进行冷却,从而获得以马氏体为主的不平衡组织(也有根据需要获得贝氏体或保持单相奥氏体)的一种热处理工艺方法。
淬火是钢热处理工艺中应用最为广泛的工种工艺方法。
钢铁热处理大致有退火、正火、淬火和回火四种基本工艺。
退火将工件加热到适当温度,根据材料和工件尺寸采用不同的保温时间,然后进行缓慢冷却(冷却速度最慢)目的是使金属内部组织达到或接近平衡状态,获得良好的工艺性能和使用性能,或者为进一步淬火作组织准备。
正火将工件加热到适宜的温度后在空气中冷却,正火的效果同退火相似,只是得到的组织更细,常用于改善材料的切削性能,也有时用于对一些要求不高的零件作为最终热处理。
回火为了降低钢件的脆性,将淬火后的钢件在高于室温而低于710℃的某一适当温度进行长时间的保温,再进行冷却,这种工艺称为回火。
工件加热奥氏体化后以适当方式冷却获得马氏体或贝氏体组织的热处理工艺。
最常见的有水冷淬火、油冷淬火、空冷淬火等。
退火、正火、淬火、回火是整体热处理中的“四把火”,其中的淬火与回火关系密切,常常配合使用,缺一不可。
操作目的淬火的目的是使过冷奥氏体进行马氏体或贝氏体转变,得到马氏体或贝氏体组织,然后配合以不同温度的回火,以大幅提高钢的刚性、硬度、耐磨性、疲劳强度以及韧性等,从而满足各种机械零件和工具的不同使用要求。

钢的淬火工艺钢的淬火是将钢奥氏体化后以适当的冷却速度冷却,使工件在横截面内全部或在一定范围内发生马氏体不稳定组织结构转变的热处理工艺。
一. 淬火工件的工艺流程一般工件:淬火→清洗→回火→喷砂(或喷丸等)表面清理→检验。
轴类零件及易变形工件:淬火→清洗→回火→校直→去应力处理→喷砂→检验。
二. 淬火前的准备(1)核对工件数量、材质及尺寸,并检查工件有无裂纹、碰伤、缺边、锐边、尖角及锈蚀等影响淬火质量的缺陷。
(2)根据图样及工艺文件,明确淬火的具体要求,如硬度、局部淬火范围等。
(3)根据淬火要求,设计选用合适的工夹具,有的工件进行适当的绑扎,在易产生裂纹的部位,采取相应的防护措施,如用铁皮或石棉绳包扎及堵孔等。
(4)表面不允许氧化、脱碳的工件,应在盐浴炉或预抽真空保护气氛炉中加热,或采取以下防护措施:a. 涂料防护,推荐选用下列涂料配方:① 10%石墨+90%润滑脂(质量分数)。
② 100gSiO2+5gAl2O3+25gNaSiO3+40gH2O.热涂层0.05~0.10mm,当加热温度小于1050℃时有防氧化、脱碳作用。
③ 20gSiO2+10Al2O3g+10g长石10gCr2O3+10gSiC+8gKSiO3+12~15gH2O0热涂层0.2~0.30mm,加热温度小于1200℃时有防氧化、脱碳作用。
b. 将工件装入盛有木炭或已使用过的铸铁屑的铁箱中,加盖密封。
(5)大批工件必须作单件或小批量试淬,制订工艺后方可进行批量淬火,并在生产过程中经常抽检。
三. 装炉(1)允许不同材质但具有相同加热工艺的工件装入同一炉中加热。
(2)装炉工件均应干燥、不得有油污及其他脏物。
(3)截面大小不同的工件装入同一炉时,大件应放在炉膛后部,大、小工件分别计算保温时间。
(4)装炉时必须将工件有规律摆放在装炉架或炉底板上,用钩子、钳子或专用工具堆放,不得将工件直接抛入炉内,以免碰伤工件或损坏炉衬。
(5)细长工件必须在井式炉或盐炉中垂直吊挂加热,以减少变形。