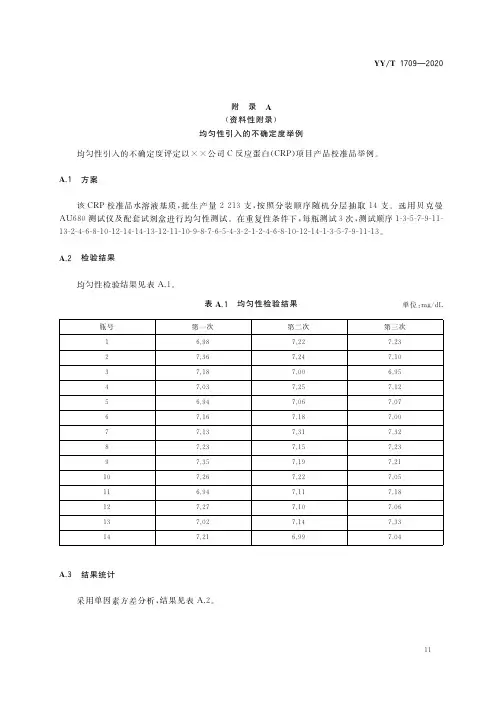
医用硬拷贝照相机校准规范 不确定度评定示例
- 格式:pdf
- 大小:276.76 KB
- 文档页数:6
国畜禽种业中2019.06作者简介:杨晶(1988-),北京市人,大学本科,主要从事兽医器械研究工作。
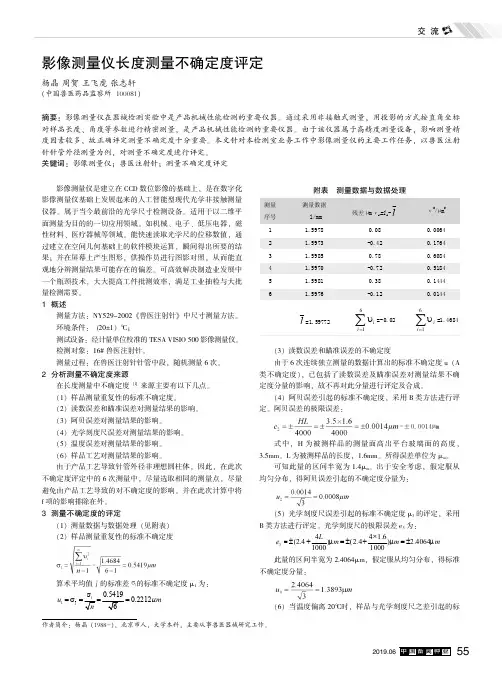
影像测量仪长度测量不确定度评定杨晶周贺王飞虎张志轩(中国兽医药品监察所100081)摘要:影像测量仪在器械检测实验中是产品机械性能检测的重要仪器。
通过采用非接触式测量,用投影的方式按直角坐标对样品长度、角度等参数进行精密测量,是产品机械性能检测的重要仪器。
由于该仪器属于高精度测量设备,影响测量精度因素较多,故正确评定测量不确定度十分重要。
本文针对本检测室业务工作中影像测量仪的主要工作任务,以兽医注射针针管外径测量为例,对测量不确定度进行评定。
关键词:影像测量仪;兽医注射针;测量不确定度评定影像测量仪是建立在CCD 数位影像的基础上,是在数字化影像测量仪基础上发展起来的人工智能型现代光学非接触测量仪器。
属于当今最前沿的光学尺寸检测设备。
适用于以二维平面测量为目的的一切应用领域。
如机械、电子、低压电器,磁性材料、医疗器械等领域。
能快速读取光学尺的位移数值,通过建立在空间几何基础上的软件模块运算,瞬间得出所要的结果;并在屏幕上产生图形,供操作员进行图影对照,从而能直观地分辨测量结果可能存在的偏差。
可高效解决制造业发展中一个瓶颈技术,大大提高工件批测效率,满足工业抽检与大批量检测需要。
1概述测量方法:NY529-2002《兽医注射针》中尺寸测量方法。
环境条件:(20±1)℃;测试设备:经计量单位校准的TESA VISIO 500影像测量仪。
检测对象:16#兽医注射针。
测量过程:在兽医注射针针管中段,随机测量6次。
2分析测量不确定度来源在长度测量中不确定度[1]来源主要有以下几点。
(1)样品测量重复性的标准不确定度。
(2)读数误差和瞄准误差对测量结果的影响。
(3)阿贝误差对测量结果的影响。
(4)光学刻度尺误差对测量结果的影响。
(5)温度误差对测量结果的影响。
(6)样品工艺对测量结果的影响。
由于产品工艺导致针管外径非理想圆柱体,因此,在此次不确定度评定中的6次测量中,尽量选取相同的测量点,尽量避免由产品工艺导致的对不确定度的影响。
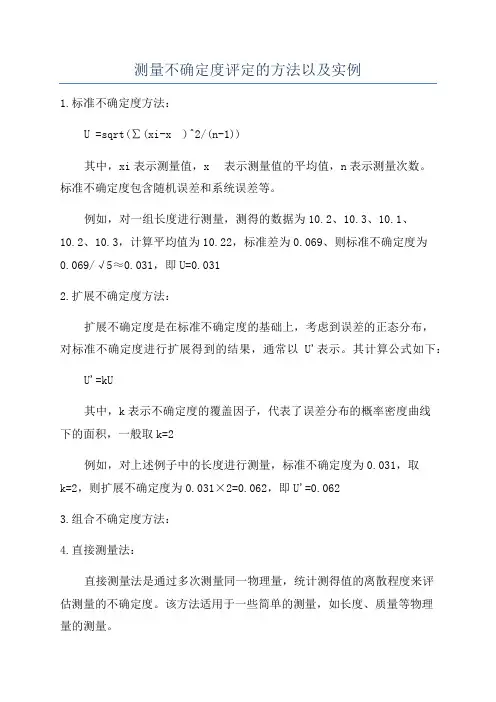
测量不确定度评定的方法以及实例1.标准不确定度方法:U =sqrt(∑(xi-x̅)^2/(n-1))其中,xi表示测量值,x̅表示测量值的平均值,n表示测量次数。
标准不确定度包含随机误差和系统误差等。
例如,对一组长度进行测量,测得的数据为10.2、10.3、10.1、10.2、10.3,计算平均值为10.22,标准差为0.069、则标准不确定度为0.069/√5≈0.031,即U=0.0312.扩展不确定度方法:扩展不确定度是在标准不确定度的基础上,考虑到误差的正态分布,对标准不确定度进行扩展得到的结果,通常以U'表示。
其计算公式如下:U'=kU其中,k表示不确定度的覆盖因子,代表了误差分布的概率密度曲线下的面积,一般取k=2例如,对上述例子中的长度进行测量,标准不确定度为0.031,取k=2,则扩展不确定度为0.031×2=0.062,即U'=0.0623.组合不确定度方法:4.直接测量法:直接测量法是通过多次测量同一物理量,统计测得值的离散程度来评估测量的不确定度。
该方法适用于一些简单的测量,如长度、质量等物理量的测量。
例如,对一些小球的直径进行测量,测得的数据为2.51 cm、2.49 cm、2.52 cm、2.50 cm,计算平均值为2.505 cm,标准差为0.013 cm。
则标准不确定度为0.013/√4≈0.007 cm,即U=0.0075.间接测量法:间接测量法是通过已知物理量之间的数学关系,求解未知物理量的方法来评估测量的不确定度。
该方法适用于一些复杂的测量,如测量速度、加速度等物理量的测量。
例如,测量物体的速度v,则有v=S/t,其中S为位移,t为时间。
若S的不确定度为U_S,t的不确定度为U_t,则根据误差传递法则,计算得到v的不确定度为U_v = sqrt(U_S^2 + (U_t * (∂v/∂t))^2 )。
总之,测量不确定度评定的方法包括标准不确定度方法、扩展不确定度方法、组合不确定度方法、直接测量法和间接测量法。
XXXXXX示值误差测量结果的不确定度评定
1、概述:
1.1 测量依据:
1.2 环境条件:
1.3 测量标准:
1.4 被测对象:
1.5 测量过程:
1.6 评定结果的使用:
2、数学模型:
3、输入量的标准不确定度评定:
3.1 (A类评定)
3.2 (B类评定)
4、合成标准不确定度的评定
5、扩展不确定度的评定
6、测量不确定度的报告与表示
7、校准测量能力
8、依据以上1~6条,将XXXXXXX按测量方法,示值范围进行划分,一一进行不确定度的评定,得
到数据如下表所示
校准项目能力一览表
9、今后在重复性条件下或复现性条件下进行规范化测量,测量结果的不确定度评定均可直接采用以
上的评定结果。
第 1 页共1 页。
医用诊断X射线辐射源检定装置测量结果不确定度的评定医用诊断X射线辐射源检定装置是医院中常见的一种设备,用于对X射线辐射源进行定期检定,以保证其准确性和稳定性。
对于检定装置的测量结果不确定度评定并不容忽视。
因为测量结果的不确定度直接影响到X射线辐射源的精度和可靠性,所以对于检定装置的测量结果不确定度的评定至关重要。
测量结果的不确定度评定是指在一次测量实验中,由于各种因素的存在,所导致的测量结果的不确定性。
它是用于描述测量结果的精确程度的一个数值。
测量结果的不确定度评定是一个复杂的过程,需要考虑到各种影响因素,如环境条件、人为误差、测量设备精度等因素的影响。
这些因素都会对测量结果产生影响,从而影响到测量结果的精确度和可靠性。
在进行医用诊断X射线辐射源检定装置的测量结果不确定度评定时,首先需要对检定装置所涉及的各方面因素进行分析和考量。
需要考虑到X射线探测器的灵敏度、分辨率和响应线性等因素;同时还需要考虑到数据采集系统的采样率、滤波器的性能等因素。
还需要考虑到环境条件对测量结果的影响,如温度、湿度等因素,以及人为误差和测量设备的精度等因素。
在对这些因素进行分析和考量之后,需要利用适当的方法来进行测量结果的不确定度评定。
通常可以采用置信区间估计、方差分析、置信椭圆法等方法来进行不确定度评定。
这些方法可以有效地评定出测量结果的不确定度,并对测量结果的精度和可靠性进行准确度量。
还需要考虑到对于医用诊断X射线辐射源检定装置的测量结果不确定度进行评定时,应该制定相应的标准和规范。
这些标准和规范可以对检定装置的测量结果不确定度的评定进行规范和统一,从而确保测量结果的可靠性和准确性。
还需要建立起相关的实验室质量体系和评价体系,来对检定装置的测量结果不确定度进行监督和管理。
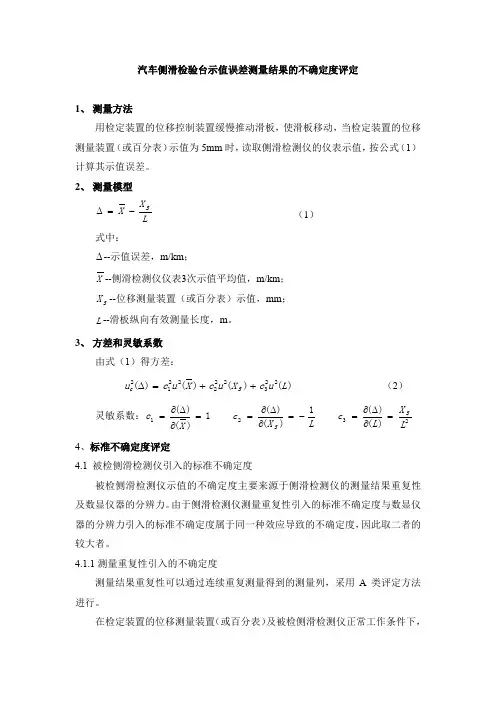
汽车侧滑检验台示值误差测量结果的不确定度评定1、 测量方法用检定装置的位移控制装置缓慢推动滑板,使滑板移动,当检定装置的位移测量装置(或百分表)示值为5mm 时,读取侧滑检测仪的仪表示值,按公式(1)计算其示值误差。
2、 测量模型LX X S-=∆ (1) 式中:∆--示值误差,m/km ;X --侧滑检测仪仪表3次示值平均值,m/km ;S X --位移测量装置(或百分表)示值,mm ;L --滑板纵向有效测量长度,m 。
3、 方差和灵敏系数由式(1)得方差:)()()()(2232222212L u c X u c X u c u S c ++=∆ (2)灵敏系数:1)()(1=∂∆∂=X c L X c S 1)()(2-=∂∆∂=23)()(LX L c S =∂∆∂= 4、标准不确定度评定4.1 被检侧滑检测仪引入的标准不确定度被检侧滑检测仪示值的不确定度主要来源于侧滑检测仪的测量结果重复性及数显仪器的分辨力。
由于侧滑检测仪测量重复性引入的标准不确定度与数显仪器的分辨力引入的标准不确定度属于同一种效应导致的不确定度,因此取二者的较大者。
4.1.1测量重复性引入的不确定度测量结果重复性可以通过连续重复测量得到的测量列,采用A 类评定方法进行。
在检定装置的位移测量装置(或百分表)及被检侧滑检测仪正常工作条件下,等精度重复测量10次,数据如下:X =5.03m/km被检侧滑台单次测量实验标准差为:1)(1012--=∑=n X X s i=0.048m/km实际测量时,在重复条件下连续测量3次,以3次测量的算术平均值作为测量结果,则可得侧滑检测仪的测量结果重复性引入的标准不确定度为:()m/km 028.03)(==X s X u A4.1.2被检侧滑台数显分辨力引入的标准不确定度侧滑检测仪的分辨力为0.1m/km ,其量化误差以等概率分布落在宽度为0.05m/km 的区间内,按均匀分布考虑。
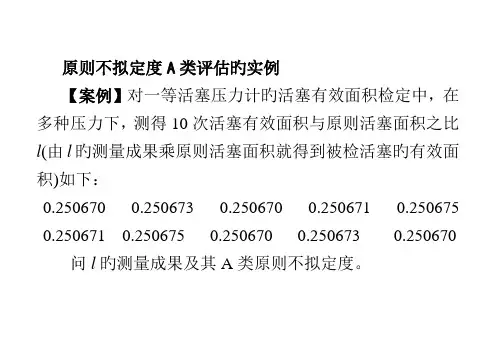
原则不拟定度A类评估旳实例【案例】对一等活塞压力计旳活塞有效面积检定中,在多种压力下,测得10次活塞有效面积与原则活塞面积之比l(由l旳测量成果乘原则活塞面积就得到被检活塞旳有效面积)如下:0.250670 0.250673 0.250670 0.250671 0.250675 0.250671 0.250675 0.250670 0.250673 0.250670问l旳测量成果及其A类原则不拟定度。
【案例分析】由于n =10, l 旳测量成果为l ,计算如下∑===ni i .l n l 125067201由贝塞尔公式求单次测量值旳实验原则差()612100521-=⨯=--=∑.n ll)l (s ni i由于测量成果以10次测量值旳平均值给出,由测量反复性导致旳测量成果l 旳A 类原则不拟定度为610630-=⨯=.)l (u n)l (s A【案例】对某一几何量进行持续4次测量,得到测量值:0.250mm 0.236mm 0.213mm 0.220mm ,求单次测量值旳实验原则差。
【案例分析】由于测量次数较少,用极差法求实验原则差。
)()(i i x u CRx s ==式中,R——反复测量中最大值与最小值之差;极差系数c及自由度ν可查表3-2表3-2极差系数c及自由度ν查表得c n =2.06mm ../mm )..()x (u CR)x (s i i 018006221302500=-=== 2)测量过程旳A 类原则不拟定度评估对一种测量过程或计量原则,如果采用核查原则进行长期核查,使测量过程处在记录控制状态,则该测量过程旳实验原则偏差为合并样本原则偏差S P 。
若每次核查时测量次数n 相似,每次核查时旳样本原则偏差为Si ,共核查k 次,则合并样本原则偏差S P 为ks s ki i p ∑==12此时S P 旳自由度ν=(n -1)k 。
则在此测量过程中,测量成果旳A 类原则不拟定度为n S A P u '=式中旳n '为本次获得测量成果时旳测量次数。
医用诊断X射线辐射源检定装置测量结果不确定度的评定【摘要】本文主要介绍了医用诊断X射线辐射源检定装置测量结果不确定度的评定。
在背景介绍了X射线辐射源检定装置的重要性,研究目的是为了评定测量结果的不确定度,研究意义在于提高X射线检测的准确性。
在首先介绍了医用诊断X射线辐射源检定装置的基本原理和作用;然后解释了测量结果不确定度的概念和来源;接着探讨了评定方法,并通过案例分析进行实际应用。
在总结了评定结果,指出了进一步研究的展望。
通过本文的研究,可以更好地评定医用诊断X射线辐射源检定装置测量结果的不确定度,提高X射线检测的精准度和可靠性。
【关键词】医用诊断X射线辐射源检定装置、测量结果不确定度、评定方法、案例分析、背景介绍、研究目的、研究意义、评定结果总结、研究展望。
1. 引言1.1 背景介绍医用诊断X射线辐射源检定装置是用于对X射线源进行辐射量的测量和检定的设备,它对医疗影像诊断和治疗起着至关重要的作用。
X射线辐射源的准确性和稳定性直接影响着诊断结果的准确性和患者的健康。
随着现代医疗技术的发展,对X射线辐射源的检定要求越来越高。
而测量结果的准确性也愈发受到重视。
测量结果不确定度的评定成为了一项关键的工作,它可以帮助评估测量数据的可靠程度,提高检定结果的可信度。
本研究旨在探讨医用诊断X射线辐射源检定装置测量结果不确定度的评定方法,希望通过对测量不确定度来源的分析以及评定方法的研究,提升医用X射线辐射源检定的准确性和可靠性,为医疗影像诊断和治疗提供更好的支持。
1.2 研究目的研究目的是为了评定医用诊断X射线辐射源检定装置测量结果不确定度的合理性和准确性,从而提高X射线辐射源检定的可靠性和精确性。
通过研究不确定度的评定方法和来源,可以为X射线辐射源的检定提供科学依据,并确保其符合相关法规和标准的要求。
通过对测量结果不确定度的分析和评定,可以帮助医疗机构和相关单位更好地控制X射线辐射源检定过程中的误差和风险,保障医疗工作人员和患者的安全。
欢迎阅读测量不确定度评定举例A.3.1 量块的校准通过这个例子说明如何建立数学模型及进行不确定度的评定;并通过此例说明如何将相关的输入量经过适当处理后使输入量间不相关,这样简化了合成标准不确定度的计算。
最后说明对于非线性测量式中:L—被校量块长度;L s—标准量块在20℃时的长度,由标准量块的校准证书给出;?—被校量块的热膨胀系数;?s—标准量块的热膨胀系数;?—被校量块的温度与20℃参考温度的差值;?s —标准量块的温度与20℃参考温度的差值。
在上述测量模型中,由于被校量块与标准量块处于同一温度环境中,所以?与?s 是相关的量;两个量块采用同样的材料,?与?s 也是相关的量。
为避免相关,设被校量块与标准量块的温度差为??,??= ?-?s ;他们的热膨胀系数差为??,??= ?-?s ;将?s = ?-?? 和 ?=??+?s 代入式(A.1),由此,数学模型可改写成:34s 量结果的不确定度没有影响。
合成标准不确定度公式可写成(A.5):)()()()()(22222222θαδαδθu l u l d u l u l u s s s s c +++= (A.5)4).标准不确定度分量的评定○1标准量块的校准引入的标准不确定度u (l s )标准量块的校准证书给出:校准值为l s =50.000623mm ,U = 0.075?m (k =3),有效自由度为?eff (l s )=18。
则标准量块校准引入的标准不确定度为:u (L s )=0.075/3=25nm , ?eff (L s )=18 ○2测得的长度差引入的不确定度u (d ) a. 用对两个量块的长度差进行25次独立重复观测,用贝塞尔公c. 由以上分析得到长度差引入的标准不确定度分量u (d )为: 8.97.85.4)()()(2222=+=+=d u d u d u nm 自由度?eff (d )为:○3膨胀系数差值引入的标准不确定度u (??)估计两个量块的膨胀系数之差在?1×10-6℃-1区间内,假设在区间内为均匀分布,则标准不确定度为: u (??)=1×10-6℃-1/3=0.58×10-6℃-1自由度:估计u (??)的不可靠程度⎦⎤⎢⎣⎡∆)()(ααδδu u 为10%,计算得到?(??)=50%)10(12=- u(△)= 0.5℃/2 =0.35℃ θ的标准不确定度可由下式得到:u(θ)= 41.035.02.0)()(2222=+=∆+u u θ℃ 由于c 4 = c θ=0=-=∂∂θδθs l f, 这个不确定度对l 的不确定度不引入一阶的贡献, 然而它具有二阶贡献.○6 热膨胀系数引入的标准不确定度u (αS ) 标准量块的热膨胀系数给定为αS =11.5×10-6℃-1, 具有一个矩形分布的不确定度,其界限为?2×10-6℃-1, 则标准不确定度为: u (αS )= 2×10-6℃-1/3 = 1.2×10-6℃-1 由于c 3 = c αs =0=-=∂∂θδαs Sl f, 这个不确定度对L 的不确定度不?eff (l )=3.172)6.16(50)9.2(12)8.9(18)25()32(44444=+++ 取?eff (l )=17 6)确定扩展不确定度要求包含概率P 为0.99,由?eff (l )=17,查表得:t0.99(17)=2.90,取k99= t0.99(17)=2.90,扩展不确定度U99= k99u c(l)= 2.90,×32nm=93nm。
医用诊断X射线辐射源检定装置测量结果不确定度的评定1. 引言1.1 背景介绍医用诊断X射线辐射源检定装置是用于测量X射线辐射源的输出参数,如辐射剂量率、辐射能谱等的装置。
随着医疗技术的不断发展,X 射线在医疗诊断中的应用越来越广泛,而X射线辐射源的安全性和准确性也显得至关重要。
目前,国际上对于医用诊断X射线辐射源检定装置的要求越来越严格,对其测量结果的不确定度也有着更高的要求。
对医用诊断X射线辐射源检定装置的测量结果不确定度进行评定和分析,对于提高X 射线辐射源检定的准确性和可靠性具有重要意义。
本研究旨在通过对医用诊断X射线辐射源检定装置的测量结果不确定度进行评定,探讨其影响因素和改进方法,为提高医用X射线辐射源检定的准确性提供参考。
通过本研究,可以更好地保障患者和医护人员的安全,提高医疗诊断的准确性和精度。
1.2 研究目的研究目的是对医用诊断X射线辐射源检定装置测量结果的不确定度进行评定,以提高检测结果的可靠性和准确性。
通过对不确定度的分析和评定,可以评估检定装置的测量精度,帮助实验人员更准确地测量和评估X射线辐射源的特性,从而确保医疗设备的安全性和质量。
研究目的还在于探讨检定装置在实际应用中可能存在的问题,提出改进建议,为提高X射线辐射源检定装置的性能和准确度提供参考依据。
通过本研究的目的,将有助于推动医用诊断X射线辐射源检定装置的发展,为医疗保健行业提供更好的技术支持和服务保障。
1.3 研究意义本研究旨在评定医用诊断X射线辐射源检定装置测量结果不确定度的意义重大,对于保障患者和医护人员的健康安全具有重要意义。
准确的辐射源检定能够确保医用设备的正常运行和准确诊断,提高医疗诊断的准确性和可靠性。
合理评定测量结果不确定度可以帮助制定科学的工作标准和质量控制措施,提高辐射检定的准确性和可靠性,确保辐射源检定结果符合相关的法律法规和标准要求。
研究结果还可为国家监督部门、医疗机构和辐射安全管理部门提供参考依据,促进辐射源检定工作的规范化和标准化,保障人民群众的生命安全和身体健康。
实例:校准曲线的不确定度评估
联系我们:我们的服务:提供实验室认可(CNAS、CMA)咨询、实验室设计建设、实验室搬迁、实验室仪器、试剂、标准物质销售、仪器校准、实验室培训等实验室领域专业服务。
致力于提供实验室整体解决方案,提高实验室质量水平!微信:186****1147电话:186 **** ****;点击标题下方蓝字“实验室ISO17025”关注我们
ISO17025公众号所有文章,汇编成书,书中集解答了实验室的几百个典型问题,是您做CMA和CNAS必不可少的帮手,详情点击本行蓝色的文字了解
售价128元,联系人张老师:134****5433(手机、微信)
实例ICP测定水中铜含量:
标准曲线信息
标准曲线方程:y=13144.0362*x+766.8503 相关系数:0.999
6个点绘制标准曲线:
编号浓度 mg/L 响应值
1 0.000 6
2 0.100 1404
3 0.500 8528
4 1.000 14049
5 2.000 27460
6 5.000 66192
对测定液进行了7次测定,由直线方程求得各次测量的值后计算其平均质量浓度为C=1.73mg/L,则C的标准不确定度为
已知B0=766.8503
则有:
乐春雷老师提醒:
在评估总的不确定度时,标准曲线产生的不确定度是一个重要的分量,不可遗漏,求出标准曲线产生的相对标准不确定度,在最后总的不确定度合成的时候,作为合成的一个分量。