FPC SMT制程稽核点检表
- 格式:xlsx
- 大小:18.88 KB
- 文档页数:5





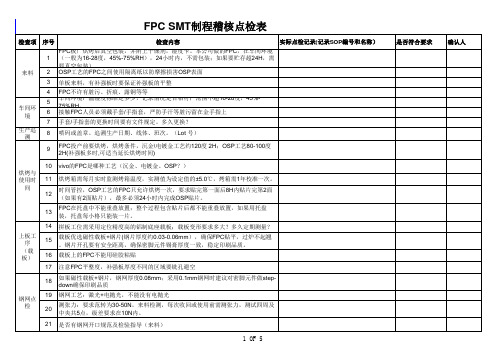
武汉正维电子SMT巡检表温度:℃湿度:%RH编号: ZW/QF-QC-021-001项目巡检内容判断异样原由说明上线物料能否切合工单 BOM要求BOM 同一机种新旧版本的物料表,BOM能否同时在线?生产前能否有对 BOM,ECN,GEBER等进行解读做成相应产品规格资料知会到生产线?PCB料号和版本能否与机器设置符合?PCB 板锡膏钢网印刷机PCB料号和版本能否与钢网符合?为防备氧化,PCB包装开启后72小时不可以用完, 超出72小时后再上线前需进行120 ±5℃烘烤1小时。
不使用则从头烘烤并进行真空包装。
PCB拆封后 , 需注意板上能否有异物残留, 并注意置放方向一致性与正确性取PCB能否戴上静电手套锡膏能否依据先进先出的原则使用?所用锡膏能否为我司工艺认定之锡膏品牌,型号?锡膏的使用寿命能否标示清楚?不一样型号、品牌锡膏能否有混淆使用?其保留温度能否在 0~10℃内?冰箱温度能否每天确认一次,确认能否超出管束界线 , 有无采纳相应付策?锡膏回温时间能否在 4-8小时内?并有记录.搅拌时间能否在 3-6min内?锡膏能否依据作业指导书使用?开启锡膏能否在规准时间内用完?( 一般有效期为 24小时)锡膏回温环境温度能否控制在40-60%RH开罐使用及增添作业后 , 旋紧盖子减少罐中剩锡与空气接触未使用完锡膏之收线锡膏(24H内)可回收搁置于冰箱内,后续优先使用. 累计不得超出24H。
钢网标示能否可追忆到产品名称、料号、版本及厚度及板面、安裝方向?钢网表面能否洁净 ( 检查钢网架上的钢网 )?钢网表面能否平坦没有变形, 凹凸?钢网冲洗能否依规定作业?钢网上能否注明 PCB料号版本?钢网能否按规定放在钢网架上且标示清楚,对位搁置?钢网开孔与最新 BOM,PCB焊盘, 工装, 铜板查对能否有差别? MARK点制作能否切合该产品要求?能否认期洁净锡膏机底部能否有残留锡膏 ?机器表面外观洁净不行有尘埃否有有关 SOP?且为最新版本?作业员能否对 SOP内容充足认识?印刷机能否按规定养护并填写养护记录表?印刷参数能否切合要求?刮刀能否损害及洁净?擦抹纸能否改换?印刷stage 轨道能否残留锡膏 ?顶PIN能否有锡膏?印刷达成的 PCB需与1HR内达成 Reflow不行在印刷离开过程中增添锡膏, 免得损坏印刷质量.生产结束后能否有对钢网洁净及检查查?能否有有关文件说明?生产前能否有查对物料?能否每天按期洁净废料带采集箱?机器运作的系统名称能否和实质生产符合?料架上料槽的编号与料表上的标号能否一致?正在生产的机台上不行放有其余机种的料。



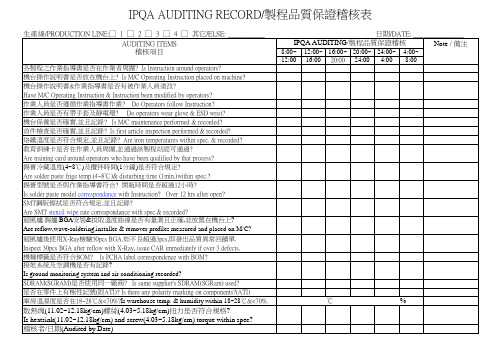
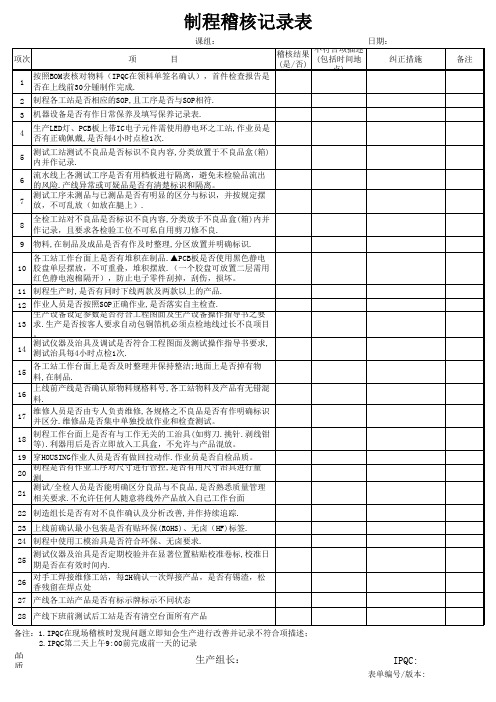
文件编号:AT-D-质-022(B/1) 序列号:8:30-10:3018:30-21:00机种:版本:123456789101112131415 IPQC: 审核: 制造部确认: 核准:次出货:出货(装柜)是否立放?是否记录出货数量和序列号?是否车内拍照1张?备注合盖:打合盖螺丝工位物料是否与BOM 一致?螺丝是否打到位?是否有错位、打滑?贴端子功能标签和后盖铭牌标签是否贴对齐?能效标是否贴?包装:包装确信物料是否与BOM 一致?是否有破损?机器会不会倒?附件包是不是会少物料?外箱标识与实际机型是否一致?防折标贴的位置及机器外观不否脏污或者其它缺陷?序列号与隨机表是否一致?维修:维修工位是否用错物料(螺丝及PCB 板)?是否有维修记录?修后是否打到烤机模式?FQC 测试:测试工位测试视频、色差、VGA 、音频、电脑及双点触摸功能、外观、声音、图象是否正常?3C 标识、QC PASS 是否漏贴?是否在隨机表上记录并贴序列号?不良品是否标识并贴红色不合格标?是否测试高压及接地?产线测试:视频、色差、VGA 、音频、电脑、USB 线双点触摸功能是否正常?LOGO 、图象、声音是否正常?测试结果是否记录随机流动表上?不良是否标识并隔离?是否调为烤机模式?老化:老化(煲机)是否保证4小时煲机并记录煲机异常?装主板:确认物料是否与BOM 一致?触摸框转接板是否与BOM 一致?灵畅触摸框是否配灵畅的转接板?汇冠的触摸框是否配汇冠的转接板?灵畅转接板上是否加磁珠?USB座及插座焊接是否牢固?是否有假焊、锡尖、锡渣、烫坏现象?插排线:LVDS 线白点是否对准主板三角标记?线布置的是否合理?主板螺丝、排插是否插到位?火线零线需是否接对位置?螺丝是否有漏打.打错位.打滑、打不到位?盖壳:盖壳确认物料底盖、螺丝是否与BOM 上一致?是否把随机流动表等其他物件盖进机器?是否有线夹到?模组装支架:五金支撑螺丝是否漏打?五金、线材是否与BOM 上一致?是否有漏打.打错位.打滑?确认线材是否与BOM上一致?屏线是否插到位?屏组立:模组表面是否清洁干净?屏是否偏位?屏压码压屏下部是否贴泡棉?LED 背光模组固定支架螺丝是否打到位?(扭力大小)装喇叭:、按键板、遥控窗及板物料(喇叭、海绵、塑胶支架、排线、螺丝及垫子)是BOM 单一致?喇叭方向是否正确?电批扭力是否合适?螺丝是否有漏打.打错位.打滑、打不到位?随机流动表是否与BOM一致并如实填写(日期、机型、主要物料名)?稽核结果 (工作完成打“√”未做好,未完成打“Ⅹ”)烫装饰条:烫装饰条是否外观均匀,美观、牢固?物料是否与BOM 一致?烙铁温度是否合适?壳内海绵是否贴美观不露边?贴泡棉:.触摸框泡棉海绵是否贴美观不露边?触摸框是否测试双点触摸?线别:稽 核 时 间日期:10:30-13:3013:30-15:3015:30-17:30深圳雅图数字视频技术有限公司Shenzhen ACTO Digital Video Tech Co.,Ltd.制程稽核查检表(一平板)。

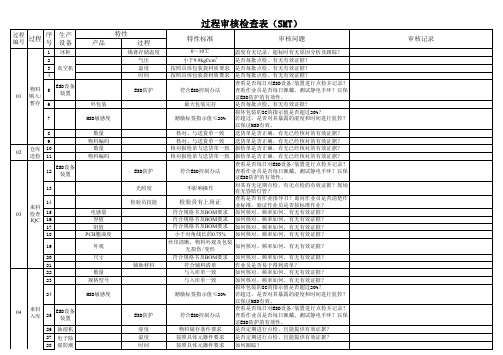
NO工序稽查内容配分得分备注1天宝提供的所有物料是否有被有效的检验或验证?22原材料(包括辅助材料)及客供料是否有制定检验标准?23原材料(包括辅助材料)及客供料检验不合格是否有开出不合格报告会审相关单位?24来料检验不合格是否有开出VCAR进行原因分析与对策并结案归档?25材料存储是否有相SOP规定并对温湿度进行有效的管控?26材料存储区域划分及标示是否明确?不同类别材料是否有作分开管理?27散装材料及尾数材料是否有作明确的规格及数量标识?28锡膏和红胶是否有按SOP规定储存及进行有效回温管理?29SMT车间是否有按规定进行温湿度管控?210PCB板在投入使用前是否有按规定进行烘烤?211锡膏和红胶在使用前是否有按规定进行有效回温及搅拌?212PCB板在印刷时是否有按SOP要求对板面杂物进行清理?213印刷作业员是否有按SOP要求在PCB板印刷后进行检验并按规定的方式进行放板(放板方向一致性)?214印刷作业员是否有按SOP要求的频度对钢网进行擦拭?215印刷工序SOP是否有规定印刷的操作方式及刮刀的角度等(手动印刷台)?216印刷工序作业不良板是否在规定的时间内进行清理?217印刷台面是否有定时进行清理并保持台面清洁?218锡膏和红胶在启用后是否密封存放?219SMT程序设定名称是否能清晰识别相应之规格产品?220机台上或拉头看板是否明确显示生产状态及产品规格?221SMD元件在装机时是否有核对相应机型站位表并填写装料记录?222操作员或组长是否有做首件并送IPQC确认签名后开始生产?223换料时是否有通知IPQC在场确认并详细记录换料规格和数量并签名?224SMT设备是否可以明确显示抛料记录且是否有相关规定进行管制?2SMT外发加工商QPA稽核项点记录表进料检验管理仓储及发放管理SMT印刷SMT贴装。

SMT测试治具验收检查表项目名称:供应商:验收日期:验收人:检查对象类别检查项检查项确认备注整体外观是否良好,整洁走线是否整齐,不杂乱电木材质接线处是否套有热缩管显示屏是否在夹具右侧,方便顺手作业显示屏是否稳固有保护框,接线是否未外露顶针初次定位是否精准,排针是否可小范围调节主板是否定位精准,不过松或过紧FPC排线的卡扣方式是否合理,不易损坏外置摄像头是否不外露,有保护框保护内置摄像头是否接有发光二级管,便于观测跑马灯、呼吸灯、小屏等眼测部位是否合理,易观测SIM卡座上的顶针直径必须大于1.5mm,防止顶针压坏卡座SIM卡座质量是否较好,是否带压力保护板按键设置是否便于操作方便顺手作业整体结构是否稳固,不松动摇晃各接线柱、定位柱、定位针等是否牢固,不松动供电顶针是否较粗,采用直径必须大于1.5mm夹具供电端是否接了大电容(2000UF以上)夹具供电是否通过VBAT供电压板取板是否力度合适,比较顺畅压板后是否不会导致板子变形,不会压坏元器件拿放板是否合适,不易碰撞元器件LCD显示、摄像头、T卡、SIM卡等测试是否稳定不误测听筒、震动、喇叭、按键、等等各功能测试是否正常耳机、充电等外插辅料测试是否方便顺手,合理霍尔测试设计是否合理验收结果:工厂确认:供应商确认:文件编号:测试治具其它外观配备主板性能实测注意:需插SIM卡、T卡、等相关所有辅材说明:1、本表格用于工厂对新夹具验收检查时使用,由工厂工程师以上人员确认。
2、本表格用于所有新项目生产测试前夹具的验收检查,如有不合格项目需在备注栏注明清楚。
2、判定标准:A)三项以内不合格,但工厂端容易修复,可定义为合格。
B)一项以上不合格,且工厂端无法修复,则定义为不合格。
C)三项以上不合格,均定义为不合格。
测试治具验收检查表新制作夹具需要主要检查以下内容年月日。