第三章 阴极保护2011
- 格式:ppt
- 大小:2.38 MB
- 文档页数:97
阴极保护引言:阴极保护是一种常用的金属腐蚀防护方法,主要应用于金属设备、管道、船舶和建筑等领域。
通过采取适当的措施,将金属材料的电位移到更负的方向,从而减少金属材料的腐蚀速度。
本文将介绍阴极保护的原理、应用领域、常用方法以及一些优缺点。
一、阴极保护的原理阴极保护是基于金属腐蚀的电化学原理而实施的一种防护方法。
金属腐蚀是指金属在水、空气、土壤等介质中,受到氧化或其他化学物质作用而逐渐破坏的过程。
通过施加外加电源,将金属材料的电位移向更负的方向,实施阴极保护,可以有效地减缓金属的腐蚀过程。
具体而言,阴极保护主要包括两种方式:1) 通过阴极电流的施加,在结构表面形成一个足够厚度的电子屏蔽,从而降低腐蚀的速率;2) 通过阳极材料的提供,以消耗环境中的氧气而达到抑制腐蚀的效果。
二、阴极保护的应用领域阴极保护广泛应用于金属设备、管道、船舶和建筑等领域,并且有着重要的经济和社会效益。
以下是几个常见的应用领域:1. 管道防腐阴极保护在石油、天然气、水泥、化工等行业中广泛应用于管道防腐。
通过在管道表面施加电流,降低金属管道的腐蚀速率,延长其使用寿命。
这种方法具有效果明显、使用方便等优点,已被广泛采用。
2. 船舶防腐船舶在海域中长时间暴露于水中,容易受到海洋环境的腐蚀。
阴极保护在船舶上的应用可以有效地减缓腐蚀速度,延长船舶的使用寿命。
通过在船体附近安装阴极保护系统,将船体电位负化,以减少腐蚀。
3. 油罐防腐石油储罐是石油储存和运输的重要设施,经常接触到腐蚀性介质。
阴极保护可以在油罐内外表面施加电流,降低其腐蚀速率,保护油罐的安全运营。
三、阴极保护的常用方法阴极保护有多种常用的方法,具体选择方法应根据不同情况和需求作出。
以下是几种常见的阴极保护方法:1. 外加直流电源法该方法是最常见的阴极保护方法之一,通过外接直流电源,在金属结构和电源之间建立电路,施加足够的电流来实现保护。
通过控制电流大小和施加时间,可以有效地减缓金属的腐蚀速度。
阴极保护1、定义通过外加电流或在被保护体上连接一个电位更负的金属或合金作为阳极,从而使被保护体阴极极化,消除或减轻金属的腐蚀叫做阴极保护。
2、阴极保护的原理当外加的电子来不及与电解质溶液中的某些物质起作用时,就在金属表面聚积起来,导致阴极表面金属电极电位向负方向移动,即产生阴极极化。
3、阴极保护的方法(1)牺牲阳极保护法1)、要有足够的负电位,且很稳定;2)、工作中阳极极化要小,溶解均匀,产生易脱落;3)、阳极必须具有高的电流效率,即实际电容量和理论电容量之比要大;4)、电化当量要高,即单位重量的电容量要大;5)、腐蚀产物无互、无污染环境;6)、材料来源要广、加工容易,价格便宜;7)、在一般情况下,牺牲阳极提供的电流是有限的,牺牲阳极阴极保护一般都用在所需保护电流较小的声合(通常小于1A)及土壤电阻率较低(通常小于1000欧·厘米)采用适量阴级就可以获得所需保护电流的地方。
同样管道钢材和牺牲阳极金属之间的驱动电压也是有限的,因此阳极和土壤之间的接触电阻必须很低以使阳极输出足够的电流。
这也就意味着牺牲阳极通常用低电阴率土壤中常用的牺牲阳极有镁(mg.-1.6v)阳极和锌(2n.-1.1v)阳极。
(2)强制电流保护法定义:用外部的直流电源作阴极保护的极化电源,将电源的负极接到管道(被保护体)上,电源的正极接辅助阳极,在电流的作用下,使管道发生阴极极化,实现阴极保护。
(3)排流保护定义:当有杂散电流存在时,可通过排流实现对管道的阴极极化,这时杂散电流就形成了阴极保护的电流。
4、阴极保护原理(另释)在腐蚀原电池的阴极区,金属不断的失去电子,以离子的形式进入电解质液,即位于阳极区的金属不断的腐蚀。
管道的阴极保护就是利用外加电流对管道进行阴极极化,使管道成为阴极区,从而受到保护。
a图将被保护的金属管道与电源的负极相连,把辅助的阳极接引电源的正极,便管道成为阴极,这种阴极保护的方法称为强制电流阴极保护。
冯洪臣的阴极保护讲义第一章绪论一、防腐蚀的重要意义自然界中,大多数金属是以化合状态存在的。
通过炼制,被赋予能量,才从离子状态转变成原子状态。
然而,回归自然状态是金属固有本性。
我们把金属与周围的电解质发生反应、从原子变成离子的过程称为腐蚀。
金属腐蚀广泛的存在于我们的生活中,国外统计表明,每年由于腐蚀而报废的金属材料,约相当于金属产量的20~40%,全世界每年因腐蚀而损耗的金属达1亿吨以上,金属腐蚀直接和间接地造成巨大的经济损失,据有关国家统计每年由于腐蚀而造成的经济损失,美国为国民经济总产值的4.2%;英国为国民经济总产值的3.5%;日本为国民经济总值1.8%。
二、防腐蚀工程发展概况六十年代初,我国开始研究阴极保护方法,六十年代末期在船舶,闸门等钢铁构筑物上得到应用。
我国埋地油气管道的阴极保护始于1958年,六十年代在新疆、大庆、四川等油气管道上推广应用,目前,全国主要油气管道已全部安装了阴极保护系统,收到明显的效果。
第二章阴极保护基本原理一、腐蚀电位或自然电位每种金属浸在一定的介质中都有一定的电位,称之为该金属的腐蚀电位(自然电位)。
腐蚀电位可表示金属失去电子的相对难易。
腐蚀电位愈负愈容易失去电子,我们称失去电子的部位为阳极区,得到电子的部位为阴极区。
阳极区由于失去电子(如,铁原子失去电子而变成铁离子溶入土壤)受到腐蚀而阴极区得到电子受到保护。
相对于饱和硫酸铜参比电极(CSE),不同金属的在土壤中的腐蚀电位(V)金属电位(CSE)高纯镁 -1.75镁合金(6%Al,3%Zn,0.15%Mn) -1.60锌 -1.10铝合金(5%Zn) -1.05纯铝 -0.80低碳钢(表面光亮) -0.50to-0.80低碳钢(表面锈蚀) -0.20to-0.50铸铁 -0.50混凝土中的低碳钢 -0.20铜 -0.20在同一电解质中,不同的金属具有不同的腐蚀电位,如轮船船体是钢,推进器是青铜制成的,铜的电位比钢高,所以电子从船体流向青铜推进器,船体受到腐蚀,青铜器得到保护。

阴极保护法阴极保护法是一种常用的金属腐蚀防护方法,通过在金属表面施加一定的电流,使其成为阴极而得以保护。
该方法被广泛应用于各种金属结构和设备的保护,以延长其使用寿命并降低维护成本。
原理阴极保护法的原理基于电化学反应,即利用外加电流使金属表面的活性变化,从而减少或避免金属的腐蚀。
当金属处于电化学反应环境中时,其表面会发生氧化或还原反应。
阴极保护法通过在金属表面施加一定的电流,使金属表面成为阴极并进行还原反应,从而阻止腐蚀反应的发生。
具体而言,阴极保护法有两种常见的应用方式:外部电流阴极保护和阳极保护。
外部电流阴极保护外部电流阴极保护是通过将外部电源与金属结构相连,施加一定的电流,使金属结构成为阴极,从而防止腐蚀反应的发生。
这种方法适用于金属结构埋入土壤或浸泡在水中等介质中的情况。
在外部电流阴极保护中,首先需要在金属结构表面涂覆一层电绝缘层,以防止电流外泄。
然后,在金属结构上设置一个或多个阴极,通常使用铝或镁合金制成。
外部电源将电流引入阴极,通过电解液传输到金属结构表面,从而防止腐蚀反应的发生。
阳极保护阳极保护是通过在金属结构周围放置一个或多个阳极,将阳极与金属结构相连,并通过电解液使阳极产生一定的电流,从而保护金属结构。
这种方法适用于金属结构暴露在大气中或液体流动环境中的情况。
在阳极保护中,阳极可以使用铝、镁或锌等活性更高的金属制成。
阳极和金属结构之间通过电解液连接,形成一个电化学反应环境。
阳极通过电解液中的氧化反应生成电流,而金属结构则成为阴极,从而防止金属的腐蚀。
应用领域阴极保护法被广泛应用于以下领域:1.石油和天然气工业:阴极保护法可用于石油和天然气管线、储罐等设备的保护,减少金属的腐蚀,延长设备的使用寿命。
2.水处理行业:阴极保护法可用于水处理设备、管道等金属结构的防腐保护。
3.船舶和海洋工程:阴极保护法可用于船舶、海洋平台等金属结构的防腐保护,延长使用寿命。
4.建筑行业:阴极保护法可用于混凝土结构中的钢筋防腐,防止钢筋锈蚀。

阴极保护—搜狗百科
金属—电解质溶解腐蚀体系受到阴极极化时,电位负移,金属阳极氧化反应过电位ηa 减小,反应速度减小,因而金属腐蚀速度减小,称为阴极保护效应。
利用阴极保护效应减轻金属设备腐蚀的防护方法叫做阴极保护。
由外电路向金属通入电子,以供去极化剂还原反应所需,从而使金属氧化反应(失电子反应)受到抑制。
当金属氧化反应速度降低到零时,金属表面只发生去极化剂阴极反应。
两种阴极保护法:外加电流阴极保护和牺牲阳极保护。
1、牺牲阳极阴极保护是将电位更负的金属与被保护金属连接,并处于同一电解质中,使该金属上的电子转移到被保护金属上去,使整个被保护金属处于一个较负的相同的电位下。
该方式简便易行,不需要外加电源,很少产生腐蚀干扰,广泛应用于保护小型(电流一般小于1安培)或处于低土壤电阻率环境下(土壤电阻率小于100欧姆.米)的金属结构。
如,城市管网、小型储罐等。
根据国内有关资料的报道,对于牺牲阳极的使用有很多失败的教训,认为牺牲阳极的使用寿命一般不会超过3年,最多5年。
牺牲阳极阴极保护失败的主要原因是阳极表面生成一层不导电的硬壳,限制了阳极的电流输出。
本人认为,产生该问题的主要原因是阳极成份达不到规范要求,其次是阳极所处位置土壤电阻率太高。
因此,设计牺牲阳极阴极保护系统时,除了严格控制阳极成份外,一定要选择土壤电阻率低的阳极床位置。
2、外加电流阴极保护是通过外加直流电源以及辅助阳极,迫使电子流(不是电流,否则没法保护,电流与电子流的方向相反)从土壤中流向被保护金属,使被保护金属结构电位低于周围环境。
该方式主要用于保护大型或处于高土壤电阻率土壤中的金属结构,如:长输埋地管道,大型罐群等。
阴极保护原理
在腐蚀控制领域,阴极保护是一种常用的防护措施。
阴极保护通过在受保护金属表面施加一定的电流,将金属表面转化为阴极,从而抑制电化学反应,阻止金属的进一步腐蚀。
阴极保护原理基于金属腐蚀的电化学反应理论。
金属腐蚀是一个电池过程,由金属表面的阳极和阴极区域组成。
阳极处发生氧化反应,产生阳极溶解,阴极处则发生还原反应。
阴极保护的目的是将金属表面转化为阴极,使得金属表面的电位降低到极低值,使阳极溶解的速率极低或者完全停止,从而达到保护金属的目的。
实施阴极保护主要有两种方法:外加电流法和取代电位法。
外加电流法是通过外部电源施加一定的电流,使金属表面成为强化阴极,减少金属的氧化反应速率。
取代电位法是通过在金属表面放置一种具有更高自发电位的金属或导电体,将金属表面转化为低自发电位的阴极,使金属表面发生极化,减缓或停止金属的腐蚀反应。
阴极保护的实施需要考虑一系列因素,如金属的特性、介质的性质、电流密度等。
适当选择阴极保护方法和参数,能够有效延长金属的使用寿命,并减少维护和修复的成本。
总的来说,阴极保护通过将金属表面转化为阴极,通过减少电化学反应的速率来抵抗腐蚀。
这种技术在许多领域得到广泛应用,例如油气管道、船舶、桥梁等。
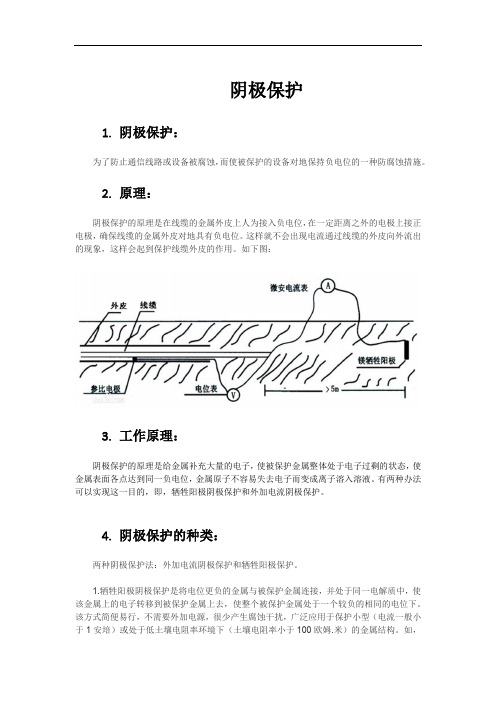
阴极保护1.阴极保护:为了防止通信线路或设备被腐蚀,而使被保护的设备对地保持负电位的一种防腐蚀措施。
2.原理:阴极保护的原理是在线缆的金属外皮上人为接入负电位,在一定距离之外的电极上接正电极,确保线缆的金属外皮对地具有负电位。
这样就不会出现电流通过线缆的外皮向外流出的现象,这样会起到保护线缆外皮的作用。
如下图:3.工作原理:阴极保护的原理是给金属补充大量的电子,使被保护金属整体处于电子过剩的状态,使金属表面各点达到同一负电位,金属原子不容易失去电子而变成离子溶入溶液。
有两种办法可以实现这一目的,即,牺牲阳极阴极保护和外加电流阴极保护。
4.阴极保护的种类:两种阴极保护法:外加电流阴极保护和牺牲阳极保护。
1.牺牲阳极阴极保护是将电位更负的金属与被保护金属连接,并处于同一电解质中,使该金属上的电子转移到被保护金属上去,使整个被保护金属处于一个较负的相同的电位下。
该方式简便易行,不需要外加电源,很少产生腐蚀干扰,广泛应用于保护小型(电流一般小于1安培)或处于低土壤电阻率环境下(土壤电阻率小于100欧姆.米)的金属结构。
如,城市管网、小型储罐等。
根据国内有关资料的报道,对于牺牲阳极的使用有很多失败的教训,认为牺牲阳极的使用寿命一般不会超过3年,最多5年。
牺牲阳极阴极保护失败的主要原因是阳极表面生成一层不导电的硬壳,限制了阳极的电流输出。
产生该问题的主要原因是阳极成份达不到规范要求,其次是阳极所处位置土壤电阻率太高。
因此,设计牺牲阳极阴极保护系统时,除了严格控制阳极成份外,一定要选择土壤电阻率低的阳极床位置。
优点:不需要外部电源、对邻近构筑物无干扰或很小、投产调试后可不需管理、工程越小越经济、保护电流分布均匀、利用率高。
缺点:需要外部电源、对邻近金属构筑物干扰大、维护管理工作量大。
2、外加电流阴极保护是通过外加直流电源以及辅助阳极,是给金属补充大量的电子,使被保护金属整体处于电子过剩的状态,使金属表面各点达到同一负电位,使被保护金属结构电位低于周围环境。
阴极保护的原理
阴极保护的原理
阴极保护通过使金属表面各点电位一致,可以减少电子的损失,减缓金属腐蚀。
阴极保护方法包括牺牲阳极阴极保护和外加电流阴极保护。
下面介绍外加电流阴极保护的基本原理和参考范围。
外加电流阴极保护是指外部施加到阳极地床并输入到土壤中的电流。
电流通过土壤流向我们想要保护的建筑结构或工业机械,并从电流的移动路线返回到供电设备。
这样,被保护的设备的电流始终处于电流运动的状态,这样就不会因为电子的丢失而受到保护。
由于电流是强制连接的,所以这种阴极保护方法又称为强制电流阴极保护。
由于传统习惯的影响,在建造大型储罐时,往往需要在储罐底板下铺设一层沥青砂,防止地下水泛滥,从而达到减缓储罐底板腐蚀的目的。
但事实证明,由于储罐过渡段的变化和储罐底板的变形,沥青砂层很快就会开裂、粉化,无法达到防治地下水的目的。
此外,潮湿的空气进入罐体底板与沥青砂之间的间隙后,由于温度变化的影响,水也会被分析凝结,造成罐体底板的腐蚀。
对于安装了阴极保护的油罐,沥青砂的存在会阻碍阴极保护电流的流动,影响油罐底板的阴极保护效果。
正确的方法不是用沥青砂,而是用细砂,涂覆罐底板,并施以阴极保护。
这不仅可以节省投资,保护环境,而且可以减缓罐底板的腐蚀。
采用净阳极阴极保护时,阴极保护电位从罐体中心到边缘逐渐增大(变为正)。
这个难题是由地基中不同的氧气含量引起的。
越靠近罐体边缘,氧含量越高,罐体底板极化越困难。
在判断阴极保护状态时,最好以100mV阴极极化作为判断指标。