32CNCKAD_参数库说明
- 格式:pdf
- 大小:275.80 KB
- 文档页数:4

CNC加工编程参数CNC加工编程参数是用于控制数控机床进行加工操作的一系列参数。
这些参数包括刀具路径、切削速度、进给速度、刀具半径补偿、插补方式等,通过设定这些参数可以实现精确的加工操作。
下面将详细介绍几个常见的CNC加工编程参数。
1.刀具路径:刀具路径是指切削工具在加工过程中的移动轨迹。
在CNC加工过程中,刀具路径可以通过直线和曲线方式进行定义。
直线刀具路径只需要指定起点和终点的坐标,而曲线刀具路径则需要指定曲线的各个点的坐标。
在编程过程中,需要根据具体加工要求选择合适的刀具路径。
2.切削速度和进给速度:切削速度是指刀具在切削过程中移动的速度,而进给速度是指工件相对于切削刀具的移动速度。
切削速度和进给速度对于加工质量和效率起着重要的影响。
切削速度过快可能导致刀具磨损加剧,而切削速度过慢则可能导致加工效率低下。
进给速度过快可能造成加工质量不稳定,而进给速度过慢则可能导致加工周期过长。
编程时需要根据材料性质和加工要求选择合适的切削速度和进给速度。
3.刀具半径补偿:刀具半径补偿是用于修正切削刀具的半径,以保证加工尺寸的精度。
在编程时,需要预先测量切削刀具的半径,并将修正值输入数控机床中。
数控机床会根据刀具半径进行相应的修正,从而保证加工尺寸的精度。
4.插补方式:插补方式是指控制切削刀具的加工路径。
在CNC编程中,常见的插补方式有直线插补和圆弧插补。
直线插补用于定义两个直线之间的移动路径,圆弧插补则用于定义切削刀具在圆弧上的移动路径。
编程时需要根据具体的加工要求选择合适的插补方式。
5.其他参数:除了上述几个常见的CNC加工编程参数之外,还有一些其他参数也需要进行设定,例如切削深度、刀具补偿、坐标轴移动速度等。
这些参数都是根据具体的加工需求进行设定的,以保证加工过程的准确性和稳定性。
综上所述,CNC加工编程参数是一系列用于控制数控机床进行加工操作的参数,通过设定这些参数可以实现精确的加工。
在编程过程中,需要根据具体的加工要求选择合适的刀具路径、切削速度、进给速度、刀具半径补偿和插补方式等参数,以确保加工质量和效率的同时最大程度地提高生产效率。
H AN SLA S E RCNCKAD 参数库说明参数库设置:切割工艺参数库为数据库文档,不同的机床应该更加激光器功率选择对应的参数库,设置位置:设置-机器设置-机器-机器设置,打开机器设置界面,选择参数库,选择后不可频繁更改。
打开参数库:1、在CAM 或NEST 界面点击图标打开参数库,或在CAM 界面-工艺-切割参数-打开。
两个界面可同时打开,是对同一数据库编辑,修改时请确认材料与厚度,参数修改后点空白处即可,无需确定,立即生效。
2、参数库界面如下:H AN SLA S E R参数库介绍:1、2、参数与机床切割层对应关系High –-----CUT1----------切割层1----主要用于切割工艺调整 Medium—-CUTT2-------切割层2----主要用于切割工艺调整 Low—-----CUT3----------切割层3----主要用于切割工艺调整 Engrave—-MARK4-------标刻4------主要用于标记工艺调整 Vaporize—MARK5-------标刻5------主要用于喷膜工艺调整3、参数库可自动根据轮廓阈值来对被加工轮廓设置不同的工艺参数4、可自动根据不同的工艺添加补偿-光束直径,补偿值可不同5、不同的工艺层可设置不同的引线参数6、根据材料不同可设置不同的自动圆角参数-圆角半径 常用参数修改:1、 引入线参数修改位置:H AN SLA SE R确认材料与厚度,修改对应层的引入线设置,引入线最小值与最大值代表直线引线的可变范围,引入最小半径与最大半径代表引入圆弧的值区间,设置为0,表示仅直线引入。
2、 引出线参数修改位置确认材料与厚度,修改对应层的引出线设置,引出线最小值与最大值代表直线引线的可变范围。
3、 圆角半径应用于所有的尖角自动倒圆角,默认参数自动圆角为0,如果仅仅对个别图形处理,可手动添加编辑角参数添加或修改设置,或者在自动工艺-全局参数-角参数设置,自动添加对角进行处理。

CNCKAD冲床编程使用说明书目录备注 (2)添加使用的机器 (2)创建转塔文件 (3)导入零件 (7)导出零件 (14)图形检查 (15)自动添加冲压 (16)手动添加冲压 (22)添加微连接 (30)删除线微连接 (31)修改角微连接 (32)设置板材与夹钳 (32)调节模具加工顺序 (40)生成NC (47)删除模具/实体/标记/辅助线 (50)模拟加工 (51)编辑CAM (53)设置冲压方向 (54)共边冲压 (54)手动重定位 (55)创建特殊模具 (57)创建样例程序 (60)编辑模具库 (62)自定义形状 (65)切割板材 (69)设定模具顺序 (71)替换模具 (72)CAM层的使用方法 (73)设置暂停/推出 (75)雕刻折弯线 (80)处理零件表 (81)显示/隐藏微连接 (82)SP(特殊冲压设置) (82)TDC(设置模具的上死点/下死点) (84)绘制DFT文本 (85)绘制文字 (86)如何生成加工报告 (88)新建板材 (91)添加余料到材料库 (92)翻转:组合模具 (96)DB模具 (97)手动编辑移动路径 (97)备注:在CNCKAD选择一个功能命令时,建议大家一定要认真看功能的使用提示说明。
软件会提示你每一步是怎么操作的。
添加使用的机器软件会存在一个默认的机器,当我们使用多个机器或切换使用的机器时,在设置菜单中选择机器设置。
会弹出如下的对话框。
在对话框中点击机器设置按钮。
进入选择机器设置的界面。
在机器设置对话框中,可以选择机器文件的路径(一般默认就可以了),设置零件的路径,在选择机器一栏中选择制造商>>机器的型号>>点击向右的箭头添加到已选用机器一栏中就可以了。
选择机器点击向左的箭头可以删除已选用的机器。
机器添加完成后点击确定完成。
在转塔一栏选择和机器想匹配的转塔。
创建转塔文件对于转塔性的冲床我们首次使用软件编程的时候需要创建转塔文件和实际机器转塔上的模具一致。

CNC电机库使用说明文档V1.02017/08/25灵药一:单片机外设要求:1:需要单片机提供2个定时器,正常工作状态使用1个定时器,手轮状态使用1个定时器2:定时器初始化,两个定时器的clk需要预分频到1us,使用比较中断和溢出中断,2个定时器的中断都必须是最高优先级二:CNC库说明:1:cnc库分成两部分,一部分可以封装为cnc.lib作为标准库使用,这两个文件就是cnc.lib的源码另外一部分是用户可以自己定义,实现cnc参数设置,硬件的初始化和需要用户自己添加的按键和显示函数2:cnc.lib文件介绍这里一共有4个文件:cnc_base.c是cnc基本函数,含有爬频制表,速度转换,脉冲当量和基本初始化函数cnc_move.c是cnc运动控制函数,提供了这两个用户可以调用的api接口手动运行,需要用户提供按键驱动cnc_gcode.c是用来解析和执行G代码,解析过程和外设定义都可在cnc_user_gcode.c中重新定义cnc.ehdw.c支持手脉功能需要将此函数放入死循环中使用(注意:这个模块还在测试完善中)3:user文件夹介绍cnc.h外围API函数类型初始化和工作状态定义cnc_conf.h定义管脚常量cnc_conf.c初始化cnc库,把用户提供的驱动进行耦合cnc_user.c是需要用户自己添加按键和显示的执行函数cnc_user_gcode.c用需要用户自己添加G代码的执行函数其他三个文件夹可以根据单片机的外设自己重写,已有基本框架,直接在框架下写入驱动pvd_api掉电保存模块tim_api正常工作下定时器的初始化模块ehdw_api手脉定时器模块(测试完善中)驱动编写案例:(驱动结构体的定义可以在cnc_user.h中查看)用户需要在这两个函数中编写按键驱动,使得cnc模块可以响应用户的按键命令这是stm32的t2定时器驱动,通过这样方式,用户可以把cnc代码移植到任意的单片机上而不受硬件的控制4:参数说明这里截取的基本参数(结构体的定义可以在cnc_base.h中查看)其中脉冲比例的设定方法是:1:先设定gs=1cp=12:运行固定长度例如1003:gs=100cp=直尺测量出的实际长度4:把gs/cp进行约分,最后写入入参数中三:CNC库使用:先初始参数变量(上图),然后直接调用cnc_init即可完成cnc 库的初始化。
H AN SLA S E RCNCKAD 参数库说明参数库设置:切割工艺参数库为数据库文档,不同的机床应该更加激光器功率选择对应的参数库,设置位置:设置-机器设置-机器-机器设置,打开机器设置界面,选择参数库,选择后不可频繁更改。
打开参数库:1、在CAM 或NEST 界面点击图标打开参数库,或在CAM 界面-工艺-切割参数-打开。
两个界面可同时打开,是对同一数据库编辑,修改时请确认材料与厚度,参数修改后点空白处即可,无需确定,立即生效。
2、参数库界面如下:H AN SLA S E R参数库介绍:1、2、参数与机床切割层对应关系High –-----CUT1----------切割层1----主要用于切割工艺调整 Medium—-CUTT2-------切割层2----主要用于切割工艺调整 Low—-----CUT3----------切割层3----主要用于切割工艺调整 Engrave—-MARK4-------标刻4------主要用于标记工艺调整 Vaporize—MARK5-------标刻5------主要用于喷膜工艺调整3、参数库可自动根据轮廓阈值来对被加工轮廓设置不同的工艺参数4、可自动根据不同的工艺添加补偿-光束直径,补偿值可不同5、不同的工艺层可设置不同的引线参数6、根据材料不同可设置不同的自动圆角参数-圆角半径 常用参数修改:1、 引入线参数修改位置:H AN SLA SE R确认材料与厚度,修改对应层的引入线设置,引入线最小值与最大值代表直线引线的可变范围,引入最小半径与最大半径代表引入圆弧的值区间,设置为0,表示仅直线引入。
2、 引出线参数修改位置确认材料与厚度,修改对应层的引出线设置,引出线最小值与最大值代表直线引线的可变范围。
3、 圆角半径应用于所有的尖角自动倒圆角,默认参数自动圆角为0,如果仅仅对个别图形处理,可手动添加编辑角参数添加或修改设置,或者在自动工艺-全局参数-角参数设置,自动添加对角进行处理。

CNCKAD_参数库说明一、参数库是什么参数库是CNCKAD中的一个功能模块,用于存储和管理加工所需的各种参数。
这些参数包括机床参数、刀具参数、材料参数、加工策略等。
用户可以在参数库中定义各种参数,并在加工过程中根据需要进行调用和修改。
二、参数库的作用1.提高工作效率:通过使用参数库,用户可以在不同的项目中共享和复用参数,避免重复工作,提高工作效率。
2.统一管理:参数库可以集中管理各种参数,确保参数数据的一致性和准确性。
3.实时调整:在加工过程中,用户可以实时调整参数值,以满足具体的加工要求。
三、参数库的使用方法1.创建参数库在CNCKAD的菜单栏中选择“管理”>“参数库”,打开参数库管理窗口。
点击“新建”按钮,创建一个新的参数库。
可以为参数库设置一个名称和描述,以便更好地区分和管理。
2.添加参数点击“添加参数”按钮,在弹出的对话框中填写参数的名称、类型、单位、默认值等信息,并选择合适的参数分类。
参数可以分为机床参数、刀具参数、材料参数、加工策略等不同的分类,以便更好地组织和管理。
3.调用参数在设计或加工过程中,可以通过参数库的方式调用参数。
在合适的位置输入参数名,并用参数库的函数形式包围,以表示调用参数库的参数值。
例如,如果要使用刀具半径参数,可以在相应位置输入“#[ParameterName]#”,CNCKAD会自动替换为参数库中对应的数值。
4.修改参数在加工过程中,可以根据具体要求对参数进行修改。
在设计或加工过程中选择需要修改的参数,通过参数库管理窗口的界面进行修改。
修改后的参数值会立即生效,影响相应的加工操作。
四、参数库的注意事项1.参数库中的参数应尽量详细和准确,以确保加工过程中的准确性和稳定性。
2.参数库应遵循一定的命名规则和组织结构,方便参数的调用和管理。
3.在使用参数时,应注意参数的合法性和适用性,避免因参数设置错误导致的加工问题。
5.参数库应定期进行备份和更新,以防止参数丢失或过时。

ModScan32 运用手册之相礼和热创作
1.首先要包管内部连接线正确连接好,确认数据的连接正常,搞定了硬件,上面进入到软件界面操纵.
第一步: 单击菜单栏的Connenction ---”connect”出现
第二步: 单击Rotocol Selection进入下一步
2.Modbus的类型选择:
在Modbus Point Type就是要读取的寄存器区:
“01 : COIL STATUS ”指1号命令DO寄存器
“02 : INPUT STATUS ”指2号命令DI寄存器
“03 : HOLDING REGUSTER ”指3号命令保管寄存器
“04 : INPUT REGISTER ”指4号命令输出寄存器
按照硬件产品阐明书引导选择哪一品种型.
3.PC表现数据设置:
从左到右对应看:二进制、八进制、十六进制
4.别的功能菜单项:
从左到右对应看:新建、打开、保管、连接、断开、数据定义等.
全部参数设置完成后单击OK,假如对应串口无数据输出,就能猎取数据.
备注:
采取Modbus/485信号接入要求如下:
1.Server通讯的参数为9600,8,1,有效验(可调整,但
是现在企业通讯形式参数同等)
2.Server 的485地址是1
3.网络点对应Modbus RTU 地址为4001开始,数据类型为RINT.
4.提供的MOdbus RTU Server必须是国际尺度版协议,运用Modscan调试软件可以测试经过.。

cnckad软件使用技巧cnckad是一款用于数控编程的软件工具,它可以帮助用户将设计图转化为实际的数控机床操作指令。
下面是一些cnckad 软件使用的技巧和建议:1. 熟悉软件界面:在开始使用cnckad之前,先熟悉软件的界面布局和各个功能模块的位置。
熟悉界面可以使你更加高效地使用软件,快速找到需要的功能。
2. 学会绘制几何图形:准确绘制几何图形是数控编程的基础。
在cnckad中,可以使用多种工具绘制线段、圆弧、矩形等几何图形。
熟练掌握这些工具的使用方法,可以帮助你快速创建和编辑图形。
3. 利用自动化功能:cnckad提供了许多自动化功能,如图形关系、自动刀具路径生成等。
学会合理地使用这些功能,可以提高编程的效率和准确性。
4. 学习使用宏命令:宏命令是cnckad中的一种脚本语言,可以用于自定义一些特定功能或者自动化一系列的操作。
学习使用宏命令可以极大地提高编程的效率,将重复繁琐的工作交给计算机自动执行。
5. 理解刀具路径生成算法:在cnckad中,刀具路径生成是将几何图形转化为机床操作指令的关键步骤。
学习了解刀具路径生成算法的原理和各个参数的含义,可以帮助你更好地控制机床的操作,并优化程序的运行效果。
6. 寻求帮助:如果在使用cnckad的过程中遇到问题,不要犹豫,及时向软件厂商或者其他有经验的用户寻求帮助。
他们可能能够提供一些技巧和建议,帮助你解决问题。
7. 多练习:最后,熟能生巧。
多进行编程练习,学习掌握cnckad的各种功能和技巧。
通过不断地实践和反思,你的编程能力会逐渐提高。
总之,学习使用cnckad软件需要一定的耐心和勤奋,但是掌握了这些技巧和建议,你将能够更加高效地进行数控编程,为实际的生产操作提供准确且高质量的数控程序。

自动套材使用说明书目录选择使用的机器 (1)新建套裁 (3)导入零件 (3)导入非DFT格式零件的处理方式 (11)设置零件信息 (13)零件自动排版 (19)填充零件 (25)零件排序 (26)生成NC (27)生成套材加工报告 (27)手动排版 (31)手动添加零件 (31)编辑零件 (32)添加/删除子套材 (32)转到NEST中打开套材 (32)转到DFT中打开套材 (33)在CNCKAD(DFT模式)下编辑单个零件 (34)共边排版切割 (34)组合零件 (40)切割余料 (41)保存余料到材料库 (42)显示零件和套材 (43)零件的显示 (44)在板材上显示零件 (45)选择使用的机器软件会存在一个默认的机器,当我们使用多个机器或切换使用的机器时,在设置菜单中选择机器设置。
会弹出如下的对话框。
在对话框中点击机器设置按钮。
进入选择机器设置的界面。
在机器设置对话框中,可以选择机器文件的路径(一般默认就可以了),设置零件的路径,在选择机器一栏中选择制造商>>机器的型号>>点击向右的箭头添加到已选用机器一栏中就可以了。
选择机器点击向左的箭头可以删除已选用的机器。
机器添加完成后点击确定完成。
在窗口中点击设置当前机器按钮,可以选择当前使用的机器。
新建套裁打开自动套材软件,点击新建按钮(如果当前使用的机器有多个的话会弹出一个对话框让你选择机器),选择保存的路径输入套材的名称点击保存完成。
导入零件备注:导入零件的类型我们可以分为两类:一种是DFT格式的零件(就是我们在DFT模式下把零件导入-检查图形-添加加工后点击保存就可以了)。
此类零件是已经在CNCKAD软件DFT的模式下导入处理过了,已经包含了加工信息。
而且可以把不同材料类型和板厚的零件一起导入排版。
软件会自动按不同的板材类型和厚度分开排版。
此类零件排版好了以后可以直接生成NC代码。
还有一种就是非DFT格式的零件(比如:DXF/DWG格式的),此类零件导入后是需要做一些处理的需要转换成DFT格式的,随后会讲到。

数控机床CNC参数设置1 CNC参数的调试修改方法⑴、在设置页面打开参数开关。
⑵、工作模式选择在录入方式。
⑶、在参数页面修改相应的参数。
⑷、修改完参数后关掉参数开关再按复位键,部分参数修改后还需关掉系统电源。
2了解每个CNC参数所对应的作用以及修改参数后机床性能的变化K1000M CNC参数一览表OTFP 1:输出最高频率为512Kpps。
0:输出最高频率为32Kpps。
RDRN 1:空运行时,快速运动指令运行有效。
0:空运行时,快速运动指令运行无效。
DECI 1:在返回参考点时减速信号为"1"表示减速(回零方式B 时有效)。
0:在返回参考点时减速信号为"0"表示减速。
IOF 1:用MDI键入时,偏置值为增量值。
0:用MDI键入时,偏置值为绝对值。
RS43 1:G43,G44的偏移矢量在复位时被清零。
0:G43,G44的偏移矢量在复位时保持不变。
DCS 1:MDI方式时,按【输出】键执行。
0:MDI方式时,按【循环启动】键执行。
SCW 1:最小指令增量按英制系统(机床是英制系统)。
0:最小指令增量按公制系统(机床是公制系统)。
NFDO 1:恒设为1TJHD 1:在手动示教方式中,手轮有效。
0:在手动示教方式中,手轮无效。
PM2,PM1:设定固定循环G76,G87中的退刀方向。
RSJG 0:按复位键时,系统自动关闭M03、M04、润滑、冷却输出。
1:按复位键时,对输出M03、M04、润滑、冷却输出没有影响。
MPOF 1:屏蔽电压低报警PPD 1:用绝对零点编程(G92)也设置相对坐标值。
0:用绝对零点编程(G92)不设置相对坐标值。
PCMD 1:输出波形是脉冲。
0:输出波形是方波。
PRGB :无意义。
TLCP 1:在与指定平面(G17,G18,G19)垂直的轴上进行刀具长度补偿。
(刀具长度补偿B)。
0:与指定平面无关,在Z轴上进行刀具长度补偿(刀具长度补偿A)。

数控常用参数查询手册《数控常用参数查询手册》是一本对数控加工相关参数进行整理、分类、解释的工具书,为广大数控加工从业者提供了便捷的参考和查询工具。
本手册将要介绍的内容涉及数控机床的基本参数、主要运动参数、进给参数、加工参数、控制参数等方面,为数控工作者提供了方便的查询和指导,以提高数控加工效率和质量。
第一章:数控机床的基本参数1.1 机床型号及规格1.2 主要结构参数1.3 主轴参数1.4 工作台参数1.5 机床外形尺寸第二章:主要运动参数2.1 主轴转速范围2.2 快速移动速度2.3 工作进给速度2.4 主轴加速度2.5 主轴刚性载荷第三章:进给参数3.1 进给轴数3.2 进给速度范围3.3 进给速度调节范围3.4 进给轴定位精度3.5 进给轴重复定位精度第四章:加工参数4.1 刀具参数4.2 切削参数4.3 冷却参数4.4 加工精度4.5 加工效率参数第五章:控制参数5.1 数控系统型号5.2 程序存储容量5.3 控制精度5.4 故障诊断功能5.5 程序编辑功能第六章:其他参数6.1 电气参数6.2 润滑参数6.3 工作环境温度范围6.4 机床净重6.5 机床功率通过本手册,数控加工人员能够快速查询到相应的参数信息,了解机床的基本情况,合理地设置参数,提高加工效率和加工质量。
文中还会介绍一些常见参数设置的意义和影响,帮助读者更好地理解参数的作用,为实际操作提供指导和支持。
希望本手册能够成为每一位数控加工从业者的得力助手,为数控加工事业的发展贡献力量。

数控常用参数查询手册一、数控系统参数概述数控系统是利用计算机技术控制机床运动和加工工艺的自动化装备,是现代制造业中不可或缺的关键设备之一。
数控系统参数的设置与调整至关重要,它直接关系到机床的加工精度、工艺稳定性和生产效率。
本手册将介绍数控系统中常用的参数及其查询方法,希望能够帮助广大工程技术人员更好地了解数控系统的操作和维护。
二、数控系统参数分类数控系统参数可以分为机床参数和加工工艺参数两大类。
1. 机床参数包括:- 运动轴参数:包括速度、加速度、定位精度等;- 进给轴参数:包括进给速度、进给率、进给精度等;- 伺服参数:包括伺服电机参数、伺服控制参数等;- 自动换刀参数:包括刀具编号、换刀时间等;- 其他机床性能参数:如主轴转速、刀具长度补偿、刀具半径补偿、刀具补偿号等。
2. 加工工艺参数包括:- 刀具参数:包括刀具类型、刀柄尺寸、刀具刃数等;- 切削参数:包括切削速度、切削深度、进给速度、刀具转速等;- 工件参数:包括工件材料、工件尺寸、工件加工顺序等;- 其他工艺参数:如加工精度要求、表面光洁度要求、加工冷却液类型等。
三、常用数控系统参数查询方法1. 数控系统操作界面上查询:在数控系统的操作界面上,一般可以通过参数设置、参数查询等功能按钮进行操作。
用户可以直接输入相应参数号进行查询,也可以通过菜单操作进入相应参数设置页面查看参数值。
2. 数控系统参数手册查询:对于一些常见的数控系统,设备厂家通常会提供参数手册供用户查询。
用户可以根据设备型号和参数类型在手册中找到相应的参数说明和设置方法。
3. 在线查询:一些数控系统设备厂家会在其官方网站上提供参数查询的在线服务,用户可直接登录官网进行查询。
4. 厂家技术支持:如果遇到特殊问题,用户可以直接向设备厂家的技术支持部门咨询,他们会根据用户的具体情况提供专业的指导和帮助。
四、数控系统参数设置注意事项1. 在更改数控系统参数前,一定要对参数进行备份,以免出现意外导致参数丢失。

![CNC参数指南[1]](https://img.taocdn.com/s1/m/63d325d3360cba1aa811daac.png)
FANUC 16系统参数系统参数不正确也会使系统报警。
另外,工作中常常遇到工作台不能回到零点、位置显示值不对或是用MDI键盘不能输入刀偏量等数值,这些故障往往和参数值有关,因此维修时若确认PMC信号或连线无误,应检查有关参数。
一.16系统类参数1.SETTING 参数参数号符号意义16-T 16-M0/0 TVC 代码竖向校验O O0/1 ISO EIA/ISO代码O O0/2 INI MDI方式公/英制O O0/5 SEQ 自动加顺序号O O2/0 RDG 远程诊断O O3216 自动加程序段号时程序段号的间隔O O2.RS232C口参数20 I/O通道(接口板):0,1: 主CPU板JD5A2: 主CPU板JD5B3: 远程缓冲JD5C或选择板1的JD6A(RS-422)5: Data Server10 :DNC1/DNC2接口O O100/3 NCR 程序段结束的输出码O O100/5 ND3 DNC运行时:读一段/读至缓冲器满O OI/O 通道0的参数:101/0 SB2 停止位数O O101/3 ASII 数据输入代码:ASCII或EIA/ISO O O101/7 NFD 数据输出时数据后的同步孔的输出O O102 输入输出设备号:0:普通RS-232口设备(用DC1-DC4码)3:Handy File(3″软盘驱动器)O O103 波特率:10:480011:960012:19200 O OI/O 通道1的参数:111/0 SB2 停止位数O O111/3 ASI 数据输入代码:ASCII或EIA/ISO O O111/7 NFD 数据输出时数据后的同步孔的输出O O112 输入输出设备号:0:普通RS-232口设备(用DC1-DC4码)3:Handy File(3″软盘驱动器)O O113 波特率:10:480011:960012:19200 O O其它通道参数请见参数说明书。
3.进给伺服控制参数1001/0 INM 公/英制丝杠O O1002/2 SFD 是否移动参考点O O1002/3 AZR 未回参考点时是否报警(#90号)O 1006/0,1 ROT,ROS 设定回转轴和回转方式O O 1006/3 DIA 指定直径/半径值编程O1006/5 ZMI 回参考点方向O O1007/3 RAA 回转轴的转向(与1008/1:RAB合用) O O 1008/0 ROA 回转轴的循环功能O O1008/1 RAB 绝对回转指令时,是否近距回转O O 1008/2 RRL 相对回转指令时是否规算O O1260 回转轴一转的回转量O O1010 CNC的控制轴数(不包括PMC轴) O O1020 各轴的编程轴名O O1022 基本坐标系的轴指定O O1023 各轴的伺服轴号O O1410 空运行速度O O1420 快速移动(G00)速度O O1421 快速移动倍率的低速(Fo) O O1422 最高进给速度允许值(所有轴一样) O O1423 最高进给速度允许值(各轴分别设) O O1424 手动快速移动速度O O1425 回参考点的慢速FL O O1620 快速移动G00时直线加减速时间常数O O 1622 切削进给时指数加减速时间常数O O1624 JOG方式的指数加减速时间常数O O1626 螺纹切削时的加减速时间常数O1815/1 OPT 用分离型编码器O O1815/5 APC 用绝对位置编码器O O1816/4,5,6 DM1--3 检测倍乘比DMR O O1820 指令倍乘比CMR O O1819/0 FUP 位置跟踪功能生效O O1825 位置环伺服增益O O1826 到位宽度O O1828 运动时的允许位置误差O O1829 停止时的允许位置误差O O1850 参考点的栅格偏移量O O1851 反向间隙补偿量O O1852 快速移动时的反向间隙补偿量O O1800/4 RBK 进给/快移时反向间补量分开O O 4.坐标系参数1201/0 ZPR 手动回零点后自动设定工件坐标系O O 1250 自动设定工件坐标系的坐标值O O1201/2 ZCL 手动回零点后是否取消局部坐标系O O1202/3 RLC 复位时是否取消局部坐标系O O 1240 第一参考点的坐标值O O1241 第二参考点的坐标值O O1242 第三参考点的坐标值O O1243 第四参考点的坐标值O O5.行程限位参数1300/0 OUT 第二行程限位的禁止区(内/外)O O 1320 第一行程限位的正向值O O1322 第一行程限位的反向值O O1323 第二行程限位的正向值O O1324 第二行程限位的反向值O O1325 第三行程限位的正向值O O1321 第三行程限位的反向值O O6.DI/DO参数3003/0 ITL 互锁信号的生效O O3003/2 ITX 各轴互锁信号的生效O O3003/3 DIT 各轴各方向互锁信号的生效O O 3004/5 OTH 超程限位信号的检测O O3010 MF,SF,TF,BF滞后的时间O O3011 FIN宽度O O3017 RST信号的输出时间O O3030 M代码位数O O3031 S 代码位数O O3032 T代码位数O O3033 B代码位数O Ofanuc gm功能代码全解(叁菱也基本通用)最新fanuc数控铣床gm功能代码全解G代码组别功能附注g00 01 快速定位模态g01 直线插补模态g02 顺时针圆弧插补模态g03 逆时针圆弧插补模态g04 00 暂停非模态*g10 数据设置模态g11 数据设置取消模态g17 16 xy平面选择模态g18 zx平面选择(缺省)模态g19 yz平面选择模态g20 06 英制(in) 模态g21 米制(mm) 模态*g22 09 行程检查功能打开模态g23 行程检查功能关闭模态*g25 08 主轴速度波动检查关闭模态g26 主轴速度波动检查打开非模态g27 00 参考点返回检查非模态g28 参考点返回非模态g31 跳步功能非模态*g40 07 刀具半径补尝取消模态g41 刀具半径左补尝模态g42 刀具半径右补尝模态g43 00 刀具长度正补尝模态g44 刀具长度负补尝模态g45 刀具长度补尝取消模态g50 00 工件坐标原点设置,最大主轴速度设置非模态g52局部坐标系设置非模态g53 机床坐标系设置非模态*g54 14 第一工件坐标系设置模态g55 第二工件坐标系设置模态g56 第三工件坐标系设置模态g57 第四工件坐标系设置模态g58 第五工件坐标系设置模态g59 第六工件坐标系设置模态g65 00 宏程序调用非模态g66 12 宏程序模态调用模态*g67 宏程序模态调用取消模态g73 00 高速深孔钻孔循环非模态g74 工旋攻螺纹循环非模态g75 精镗循环非模态*g80 10 钻孔固定循环取消模态g81 钻孔循环g84 攻螺纹循环模态g85 镗孔循环g86 镗孔循环模态g87 背镗循环模态g89 镗孔循环模态g90 01 绝对坐标编程模态g91 增量坐标编程模态g92 工件坐标原点设置模态G5.1功能是在18M加工圆滑刀具轨迹,开关参数Q1/Q0注:1.当机床电源打开或按重置键时,标有"* "符号的g代码被激活,即缺省状态。

Fadal CNC 88, CNC 88HS and MP-32Machine ParametersStrictly speaking it is is not necessary to change any parameters. All that needs configuring is the Baud Rate. This can be changed by using the CD command, but this change is not retained on power off.To change using the CD command:Press the manual key until the ENTER NEXT COMMAND prompt is showing and enter CD, followed by a number listed below that represents the required baud rate. For example CD,8 would set the baud rate at 9600.To change using the machine parametersTo change the baud rate so it is retained on power off. Press the manual key until the ENTER NEXT COMMAND prompt is showing and enter SETP. Press ENTER until the Baud Rate parameter is selected. Key in a number from the above table and then press the ENTER key. Press MANUAL to exit the parameters.Other SettingsAll Fadal controls have the settings detailed below. These are fixed and cannot be changed with the machine parameters.How to send and receive<ENTER> = press the ENTER keySending to machineShopLink FLASH is powered up with the “FILE” led on, ready to send (select “SEND” folder).At the machine, press the manual key until the ENTER NEXT COMMAND prompt is showing.Enter TA,1 <ENTER>.Receiving from machineShopLink FLASH is powered up with the “FILE” led on, ready to receive (select “RECEIVE” folder).At the machine press the manual key until the ENTER NEXT COMMAND prompt is showing.Enter PU,2 <ENTER>.ShopLink FLASH “FILE” led will go off after 10 seconds, power off and remove FLASH drive.There are different values that can be used with the PU command listed below:DNC OperationIf you want to drip feed the Nc code to the machine because it is to large for the memory.ShopLink FLASH is powered up with the “FILE” led on, ready to send (select “SEND” folder).At the machine press the manual key until the ENTER NEXT COMMAND prompt is showing and enter DNC <ENTER>.Press the cycle start button at the machine.。
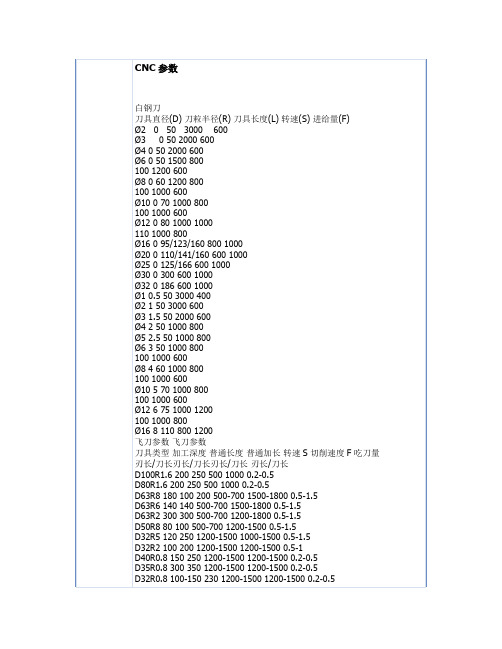
CNC参数白钢刀刀具直径(D) 刀粒半径(R) 刀具长度(L) 转速(S) 进给量(F)Ø2 0 50 3000 600Ø3 0 50 2000 600Ø4 0 50 2000 600Ø6 0 50 1500 800100 1200 600Ø8 0 60 1200 800100 1000 600Ø10 0 70 1000 800100 1000 600Ø12 0 80 1000 1000110 1000 800Ø16 0 95/123/160 800 1000Ø20 0 110/141/160 600 1000Ø25 0 125/166 600 1000Ø30 0 300 600 1000Ø32 0 186 600 1000Ø1 0.5 50 3000 400Ø2 1 50 3000 600Ø3 1.5 50 2000 600Ø4 2 50 1000 800Ø5 2.5 50 1000 800Ø6 3 50 1000 800100 1000 600Ø8 4 60 1000 800100 1000 600Ø10 5 70 1000 800100 1000 600Ø12 6 75 1000 1200100 1000 800Ø16 8 110 800 1200飞刀参数飞刀参数刀具类型加工深度普通长度普通加长转速S 切削速度F 吃刀量刃长/刀长刃长/刀长刃长/刀长刃长/刀长D100R1.6 200 250 500 1000 0.2-0.5D80R1.6 200 250 500 1000 0.2-0.5D63R8 180 100 200 500-700 1500-1800 0.5-1.5D63R6 140 140 500-700 1500-1800 0.5-1.5D63R2 300 300 500-700 1200-1800 0.5-1.5D50R8 80 100 500-700 1200-1500 0.5-1.5D32R5 120 250 1200-1500 1000-1500 0.5-1.5D32R2 100 200 1200-1500 1200-1500 0.5-1D40R0.8 150 250 1200-1500 1200-1500 0.2-0.5D35R0.8 300 350 1200-1500 1200-1500 0.2-0.5D32R0.8 100-150 230 1200-1500 1200-1500 0.2-0.5D25R4 80 200 250 1000-1500 1000-2000 0.3-0.5D20R0.4 80-120 150 200 1300 1500 0.3-0.5D16R0.4 60-100 150 200 1200-1500 1000-2000 0.2-0.5D30R15 100-160 230 350 1200-1500 1000-1500 0.3-0.6D20R10 80-120 160 190 1000-1200 1000-1500 0.3-0.6D16R8 80-120 160 1200-1500 1000-1500 0.3-0.5D12R6 60 100 1500 1000-1500 0.2-0.5D10R5 60 100 >1500 1000-1500 0.2-0.5合金刀刀具类型加工深度普通长度普通加长转速S 切削速度F 吃刀量12 50 25/75 26/100 1800 500-1500 0.05-0.510 50 22/70 25-100 2000 500-1500 0.05-0.58 45 19/60 20/100 2500 500-1500 0.05-0.56 30 13/50 15/100 3000 500-1500 0.05-0.44 30 11/50 3500 500-1500 0.05-0.32 25 8/50 4000 500-1500 0.05-0.31 20 6/50 5000 500-1500 0.05-0.15R6 75 22/75 22/100 2000 1000-2000 0.2-1R5 75 18/70 18/100 2000 1000-2000 0.2-1R4 75 14/60 14/100 2000 1000-2000 0.2-1R3 75 12/50 12/100 2500 800-1500 0.2-0.8R2.5 30 10/50 3000 800-1500 0.15-0.6R2 25 8/50 3000 800-1500 0.15-0.6R1.5 25 8/50 3500 800-1500 0.15-0.6R1 25 5/50 4000 500-800 0.1-0.2R0.5 25 2.5/50 5000 500-800 0.025白钢刀刀具类型加工深度普通长度普通加长转速S 切削速度F 吃刀量32 80-120 60/125 106/186 300-400 500-1000 0.1-125 80-120 60/125 90/166 300-400 500-1000 0.1-120 120 50/110 75/141 500-700 500-1000 0.1-116 120 40/95 65/123 500-800 500-1000 0.1-112 100 30/80 53/110 500-1000 500-1000 0.1-110 80 23/75 45/95 800-1000 500-1000 0.1-0.88 50 20/65 28/82 800-1200 500-1000 0.1-0.56 50 15/60 800-1200 500-1000 0.1-0.5R8 80 32/92 35/140 800-1000 500-1000 0.2-0.4R6 80 26/83 26/120 800-1000 500-1000 0.2-0.4R5 60 20/72 20/110 800-1000 500-1000 0.2-0.4R4 50 19/63 20/100 1000-1500 500-1000 0.2-0.4R3 30 13/57 15/90 1000-1500 500-1000 0.2-0.4注:以P20钢材为中间参考值,切削速度取中间值,硬度高于P20参数调低,硬度低于P20参数调高。

C-32数控车床介绍一、数控机床的名称及机床型号、规格产品名称:经济型数控车床机床型号:C-32机床规格:550mm三、数控机床特点简介C-32系列数控车床是在我厂开发的一款经济适用的机床产品,该机产品结构成熟,性能质量稳定可靠,能实现轴类,盘类的内外表面,锥面,圆弧,螺纹等加工。
是替代普通车床加工的理想换代产品,主要结构特点为:1 产品结构成熟,性能质量稳定。
该机采用成熟的机械结构及国内外知名品牌的数控系统,加上多年数控机床生产的经验总结,该机性能成熟稳定。
2 X ,Z轴由伺服电机直联驱动,可有效减小传动误差,提高加工精度。
3 铸件采用树脂砂铸造,多重时效定型,导轨采用超音频淬火,硬度高,淬硬层厚度大。
4 整体床脚,充分利用普车资源。
5 主轴采用独立主轴结构,主轴组件采用高精度角接触轴承与NN系列双列短圆柱滚柱轴承组合排列高刚度结构。
使用进口高级润滑脂润滑。
每台机床的主轴组件用动平衡机进行动平衡试验和校正,达到平衡品质等级为G2.5的要求。
并用径向测量规对NN系列主轴轴承进行预紧检测,使轴承的预紧力达到最佳效果。
主轴轴承支撑轴径按轴承内环配磨,主轴箱体孔按轴承外环配镗,确保其配合间隙达到设计要求。
先进的主轴结构加上完善的工艺措施,确保主传动系统具有高的刚度和回转精度,高的精度保持性。
6 本机床是两座标(纵向Z、横向X)连续控制卧式数控车床,能自动完成内外圆表面、圆锥面、圆弧面、端面、多种螺纹(公英制螺纹、锥螺纹、端面螺纹) 、钻、铰、镗孔等车削加工。
8 本机床可配备国产GSK 980TD数控系统、及其他进口系统。
9 主轴传动配变频电机或伺服电机,无级调速。
10 机床配有自动润滑系统,能有效减少热变形的影响,保证了加工精度。
本机床具有广泛的万能性,适用于一般机械制造业的零件批量生产。
四、机床的技术参数项目单位规格备注床身上最大回转直径mm 380最大切削长度mm 380最大切削直径mm 320推荐加工盘类零件直径mm 320滑板上最大回转直径mm 200推荐加工轴类零件直径mm 48主轴端部型式及代号A2-5主轴前端孔锥度MT5主轴孔直径mm 52最大通过棒料直径mm 38主轴转速范围r/min 50~3500主轴转速级数无级主电机输出功率30分钟额定值kW 5.5 连续额定值kW 4标准卡盘卡盘直径inch 160 加配气动弹簧夹头X轴快移速度(滚动导轨/滑动导轨)m/min 8Z轴快移速度(滚动导轨/滑动导轨)m/min 10X 轴行程mm 210Z 轴行程mm380刀架形式立式四工位加装上排刀座刀具尺寸外圆刀mm 20 镗刀杆直径mm机床重量总重kg 1500 550kg中心高(距床身底面)mm 1070机床外型长×宽×高mm 2100x1300x1700 550总电源电压V AC380电压波动范围-15~+10%频率Hz 50±2总电源容量kV A五、机床精度本机床精度贯彻GB/T8324-1996《数控卧式车床精度检测》标准。

CNC参数、子程序、M代码、定制指令汇总一、CNC参数 (1)二、子程序命名规则 (5)三、O2切割子程序清单 (6)四、N2切割子程序清单 (7)五、空气切割子程序清单 (8)六、M代码 (8)七、定制指令G181 – G189 (10)(自2008年11月11日起,Z轴提升方式改为随动M31)一、CNC参数按类别按顺序二、子程序命名规则子程序号共4位,第1位(1-9)表示气体,第2、3位表示穿孔切割方式,第4位表示功用。
三、O2切割子程序清单四、N2切割子程序清单五、空气切割子程序清单六、M代码七、定制指令G181 – G189(SUB 1000) ;程序准备(P152=1000,ANAO4=P143,ANAO8=P107)FP126M21M55M12SP111M3(PCALL 9980,P0)(RET);***** O2 *****(SUB 1001) ;开光(P130=PPOSX,P131=PPOSY,P112=POSX,P113=POSY,P153=BLKN,ANAO8=P108) M10 随动下降M20 电子光闸开;M22(ANAO4=P142)(PCALL 9980,P0)SP111M3 M3激光给定功率输出启动;FP126M101 增益(RET)(SUB 1002) ;关光G04 暂停M21 关电子关闸M100(RET)(SUB 1009) 程序结束(P151=0,P153=0,ANAO8=0) 主程序中最后穿孔的零件子程序内部最后穿孔处的程序段号M13 机械关闸关M11 随动解除会参考点G00G90Z0(RET)(SUB 1010) 一级脉冲穿孔连续波切割程序准备(P152=1010,ANAO4=P143,ANAO8=P107) 穿孔时喷嘴高度和气压FP126M55M21M12(RET)(SUB 1012) 一级脉冲穿孔连续波切割关光M21M31(ANAO8=P107,ANAO4=P143)M100(RET)(SUB 1019) 一级脉冲穿孔连续波切割程序结束(P151=0,P153=0,ANAO8=0)M13M11G00G90Z0(RET)(SUB 1020) 二级脉冲穿孔连续波切割程序准备(P152=1020,ANAO4=P143,ANAO8=P107)FP126M55M21M12(RET)(SUB 1021) 二级脉冲穿孔连续波切割开光(P130=PPOSX,P131=PPOSY,P112=POSX,P113=POSY,P153=BLKN)SP231M3M10(PCALL 9980,P2)M20G4KP251 第1级穿孔时间(P144=P143-1)(ANAO4=P144)(PCALL 9980,P1)SP232(PCALL 9980,P0)SP111G4K20M101(RET)(SUB 1022) 二级脉冲穿孔连续波切割关光M21M55M31(ANAO8=P107,ANAO4=P143)M100(RET)(SUB 1029) 二级脉冲穿孔连续波切割程序结束(P151=0,P153=0,ANAO8=0)M13M11G00G90Z0(RET)(SUB 1070) 薄板高空连续波穿孔、连续波切割程序准备(P152=1070,ANAO4=P143,ANAO8=P107)FP126M55M21M12SP111M3(PCALL 9980,P0)(RET)(SUB 1071)(P130=PPOSX,P131=PPOSY,P112=POSX,P113=POSY,P153=BLKN,ANAO8=P108) FP126M10M20M15(ANAO4=P142) 开光G04K20M101(RET);(SUB 1072) 关光M21M55M31(ANAO8=P107,ANAO4=P143)M100(RET)M13M11G00G90Z0(RET)1级脉冲穿孔、脉冲切割(SUB 1310) 程序准备阶段(P152=1310,ANAO4=P143,ANAO8=P107)FP126M55M21M12(RET)(SUB 1311)(P130=PPOSX,P131=PPOSY,P112=POSX,P113=POSY,P153=BLKN) 1级脉冲穿孔、脉冲切割开光SP231M3M10(PCALL 9980,P4)M20M15(ANAO4=P142,ANAO8=P108)(PCALL 9980,P5)SP111M3G4K20M101(RET);(SUB 1312) 1级脉冲穿孔、脉冲切割关光M21M55M31(ANAO4=P143,ANAO8=P107)M100(RET)(SUB 1319) 1级脉冲穿孔、脉冲切割程序结束(P151=0,P153=0,ANAO8=0)M13M11G00G90Z0(RET)工艺品、表演快速切割(SUB 1900) 程序准备阶段(P152=1900,ANAO4=P143,ANAO8=P107)FP126M55M21M12(PCALL 9980,P0)SP111M3G51E0.3(SUB 1901)(P130=PPOSX,P131=PPOSY,P112=POSX,P113=POSY,P153=BLKN,ANAO8=P108) M10M20M15(ANAO4=P142)M101(RET);(SUB 1902)M21M55M31(ANAO4=P143,ANAO8=P107)M100(RET)(SUB 1911)SP111M3(PCALL 9980,P6)(RET);(SUB 1912)SP111M3(PCALL 9980,P0)(RET)(****** LASER PLUSE CONTROL ******)9980V.PLC.R[480]=P15#RET(SUB 1981) 穿明孔(P130=PPOSX,P131=PPOSY,P112=POSX,P113=POSY,P153=BLKN)SP231M3M10(PCALL 9980,P2)M20G4KP251(P144=P143-1)(ANAO4=P144)SP232(PCALL 9980,P1)M15M21M100(ANAO4=P143)(SUB 1983) 穿盲孔(P130=PPOSX,P131=PPOSY,P160=PRGF,ANAO8=P107,ANAO4=P143) S1800M3(PCALL 9980,P3)M55M23M10M100M20G4K100M21M31(RET )(SUB 1991) 点标记(P130=PPOSX,P131=PPOSY,P112=POSX,P113=POSY,P153=BLKN) SP2000M3M10(P110=2000)M20G04K20M21M16G91Z-20M101(RET);。
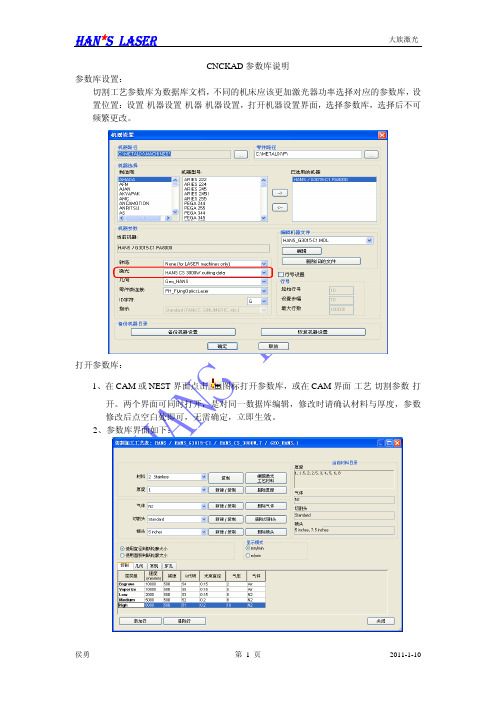
CNCKAD参数库说明
参数库设置:
切割工艺参数库为数据库文档,不同的机床应该更加激光器功率选择对应的参数库,设置位置:设置-机器设置-机器-机器设置,打开机器设置界面,选择参数库,选择后不可频繁更改。
打开参数库:
1、在CAM或NEST界面点击图标打开参数库,或在CAM界面-工艺-切割参数-打
开。
两个界面可同时打开,是对同一数据库编辑,修改时请确认材料与厚度,参数修改后点空白处即可,无需确定,立即生效。
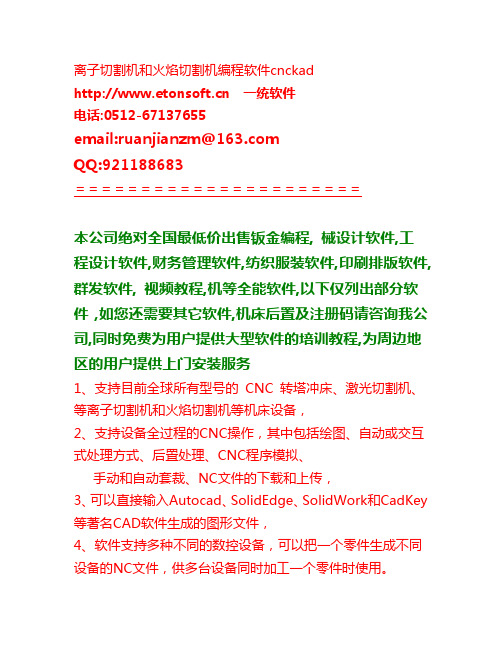
2、参数库界面如下:
参数库介绍:
1、
2、参数与机床切割层对应关系
High –-----CUT1----------切割层1----主要用于切割工艺调整
Medium—-CUTT2-------切割层2----主要用于切割工艺调整
Low—-----CUT3----------切割层3----主要用于切割工艺调整
Engrave—-MARK4-------标刻4------主要用于标记工艺调整
Vaporize—MARK5-------标刻5------主要用于喷膜工艺调整
3、参数库可自动根据轮廓阈值来对被加工轮廓设置不同的工艺参数
4、可自动根据不同的工艺添加补偿-光束直径,补偿值可不同
5、不同的工艺层可设置不同的引线参数
6、根据材料不同可设置不同的自动圆角参数-圆角半径
常用参数修改:
1、引入线参数修改位置:
确认材料与厚度,修改对应层的引入线设置,引入线最小值与最大值代表直线引线的可变范围,引入最小半径与最大半径代表引入圆弧的值区间,设置为0,表示仅直线引入。
2、引出线参数修改位置
确认材料与厚度,修改对应层的引出线设置,引出线最小值与最大值代表直线引线的可变范围。
3、圆角半径
应用于所有的尖角自动倒圆角,默认参数自动圆角为0,如果仅仅对个别图形处理,
可手动添加编辑角参数添加或修改设置,或者在自动工艺-全局参数-角参数设置,自动添加对角进行处理。
4、圆环尺寸
应用于所有的尖角外绕,默认参数自动圆环为0,如果仅仅对个别图形处理,可手
动添加编辑角参数添加或修改设置,或者在自动工艺-全局参数-角参数设置,自动添加对角进行外绕处理。
角参数设置说明请参考-角参数使用说明
5、轮廓阈值修改
默认参数为根据直径判断轮廓大小,默认为使用3个切割层,层阈值可修改,但最小阈值中的最小值表示小于此值的轮廓机床不切割而进行标记,如上图,2MM不锈钢板小于1MM的孔将不切割,软件自动标记,标记形状与方式见-设置板材与夹
钳-切割参数-标记点类型。
阈值之间值要连续
6、光束直径
光束直径表示补偿直径,可根据材料类型与厚度设置不同的补偿值,同一厚度也可根据层设置不同的补偿值,
7、速度参数
速度参数对平板切割无影响,仅对管切割时生效
8、其他参数
气体、气压、减速、Q代码、常规、穿孔等仅做显示,设置无效。
9、默认参数中碳钢板12MM以下的板材未设置圆弧引线,可根据需要适当修改,建
议如果直线引线可满足要求,不会出现过烧的情况时不添加圆弧引线,圆弧半径大小要大于光束补偿半径值,否则出错。
10、引线的最大长度与最小长度要与轮廓阈相匹配,否则引线会出错。
11、注意
参数修改后,需要删除原工艺后,重新添加新工艺后,所设置的工艺参数才生效。