1 项目简介
1.1产品及生产纲领
(1)产品
主要承担大中型冲压零件的生产任务(四门两盖、地板、翼子板、立柱轮罩等);属于大批量生产性质;
(2)生产纲领
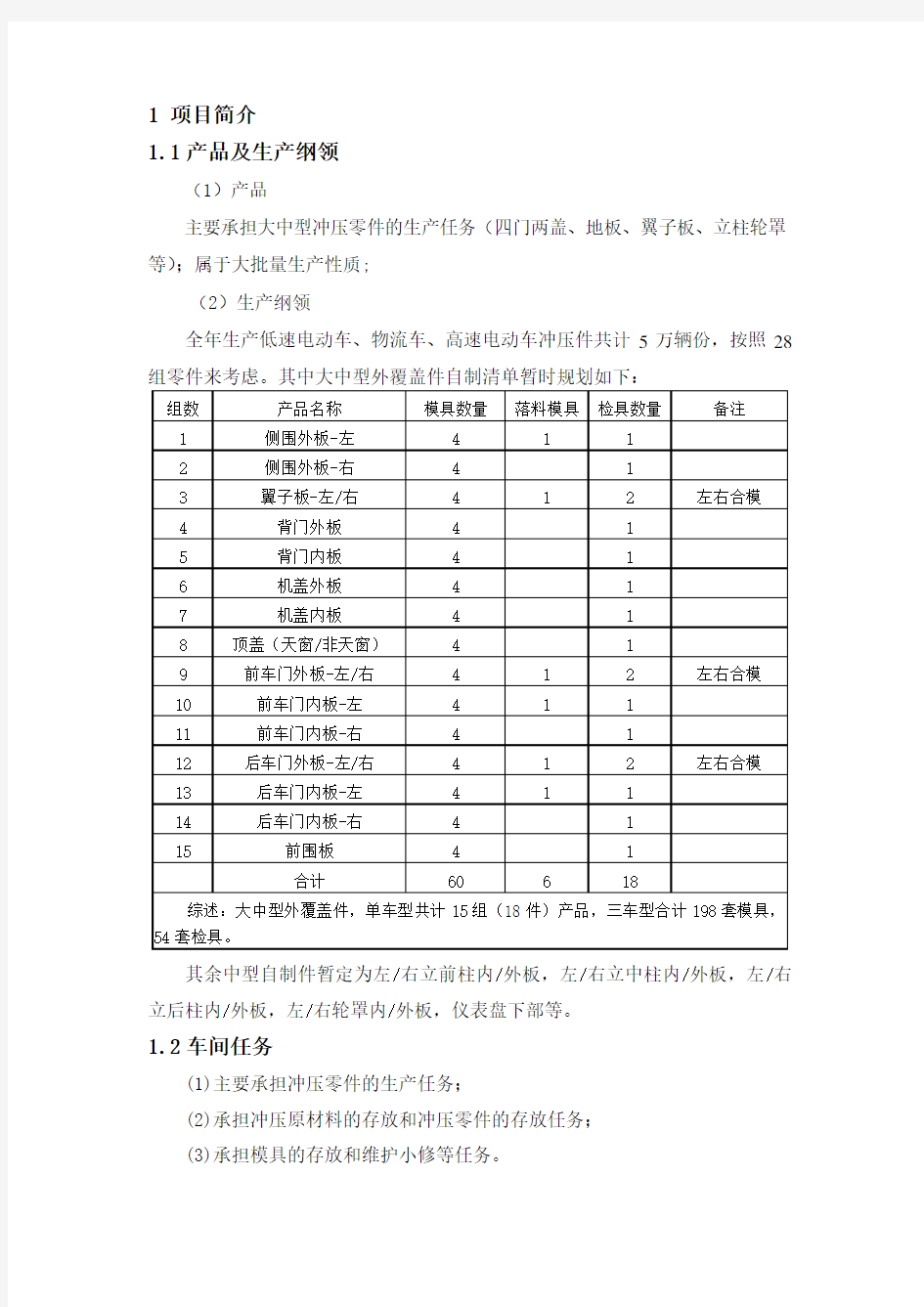
全年生产低速电动车、物流车、高速电动车冲压件共计5万辆份,按照28组零件来考虑。其中大中型外覆盖件自制清单暂时规划如下:
其余中型自制件暂定为左/右立前柱内/外板,左/右立中柱内/外板,左/右立后柱内/外板,左/右轮罩内/外板,仪表盘下部等。
1.2车间任务
(1)主要承担冲压零件的生产任务;
(2)承担冲压原材料的存放和冲压零件的存放任务;
(3)承担模具的存放和维护小修等任务。
(4)承担废料的收集处理等任务。
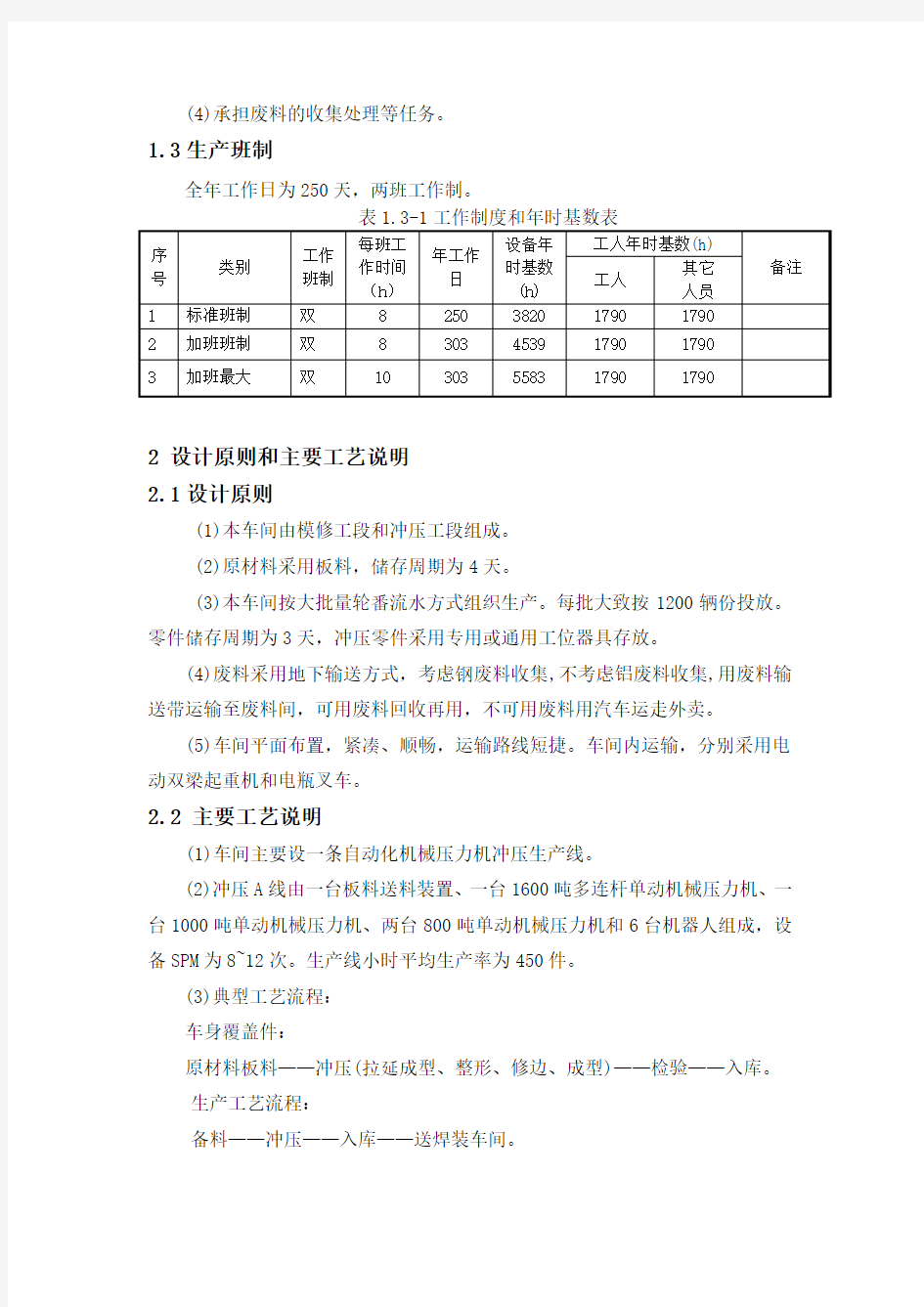
1.3生产班制
全年工作日为250天,两班工作制。
2 设计原则和主要工艺说明
2.1设计原则
(1)本车间由模修工段和冲压工段组成。
(2)原材料采用板料,储存周期为4天。
(3)本车间按大批量轮番流水方式组织生产。每批大致按1200辆份投放。零件储存周期为3天,冲压零件采用专用或通用工位器具存放。
(4)废料采用地下输送方式,考虑钢废料收集,不考虑铝废料收集,用废料输送带运输至废料间,可用废料回收再用,不可用废料用汽车运走外卖。
(5)车间平面布置,紧凑、顺畅,运输路线短捷。车间内运输,分别采用电动双梁起重机和电瓶叉车。
2.2 主要工艺说明
(1)车间主要设一条自动化机械压力机冲压生产线。
(2)冲压A线由一台板料送料装置、一台1600吨多连杆单动机械压力机、一台1000吨单动机械压力机、两台800吨单动机械压力机和6台机器人组成,设备SPM为8~12次。生产线小时平均生产率为450件。
(3)典型工艺流程:
车身覆盖件:
原材料板料——冲压(拉延成型、整形、修边、成型)——检验——入库。
生产工艺流程:
备料——冲压——入库——送焊装车间。
2.3 主要设备简介