数控G代码编程指令
- 格式:doc
- 大小:59.50 KB
- 文档页数:7
常见数控系统G代码大全目录FANUC车床G代码FANUC铣床G代码FANUC M指令代码SIEMENS铣床G代码SIEMENS802S/CM 固定循环SIEMENS802DM/810/840DM 固定循环SIEMENS车床G 代码SIEMENS 801、802S/CT、802SeT 固定循环SIEMENS 802D、810D/840D 固定循环HNC车床G代码HNC铣床G代码HNC M指令KND100铣床G代码KND100车床G代码KND100 M指令GSK980车床G代码GSK980T M指令GSK928 TC/TE G代码GSK928 TC/TE M指令GSK990M G代码GSK990M M指令GSK928MA G代码GSK928MA M指令FANUC车床G代码G00 定位(快速移动)G01 直线切削G02 顺时针切圆弧(CW,顺时钟)G03 逆时针切圆弧(CCW,逆时钟)G04 暂停(Dwell)G09 停于精确的位置G20 英制输入G21 公制输入G22 内部行程限位有效G23 内部行程限位无效G27 检查参考点返回G28 参考点返回G29 从参考点返回G30 回到第二参考点G32 切螺纹G40 取消刀尖半径偏置G41 刀尖半径偏置(左侧)G42 刀尖半径偏置(右侧)G50 修改工件坐标;设置主轴最大的RPM G52 设置局部坐标系G53 选择机床坐标系G70 精加工循环G71 内外径粗切循环G72 台阶粗切循环G73 成形重复循环G74 Z 向步进钻削G75 X 向切槽G76 切螺纹循环G80 取消固定循环G83 钻孔循环G84 攻丝循环G85 正面镗孔循环G87 侧面钻孔循环G88 侧面攻丝循环G89 侧面镗孔循环G90 (内外直径)切削循环G92 切螺纹循环G94 (台阶) 切削循环G96 恒线速度控制G97 恒线速度控制取消G98 每分钟进给率G99 每转进给率支持宏程序编程FANUC铣床G代码G00 顶位(快速移动)定位(快速移动)G01 直线切削G02 顺时针切圆弧G03 逆时针切圆弧G04 暂停G15/G16 极坐标指令G17 XY 面赋值G18 XZ 面赋值G19 YZ 面赋值G28 机床返回原点G30 机床返回第2和第3原点*G40 取消刀具直径偏移G41 刀具直径左偏移G42 刀具直径右偏移*G43 刀具长度+ 方向偏移*G44 刀具长度- 方向偏移G49 取消刀具长度偏移*G53 机床坐标系选择G54 工件坐标系1选择G55 工件坐标系2选择G56 工件坐标系3选择G57 工件坐标系4选择G58 工件坐标系5选择G59 工件坐标系6选择G73 高速深孔钻削循环G74 左螺旋切削循环G76 精镗孔循环*G80 取消固定循环G81 中心钻循环G82 反镗孔循环G83 深孔钻削循环G84 右螺旋切削循环G85 镗孔循环G86 镗孔循环G87 反向镗孔循环G88 镗孔循环G89 镗孔循环*G90 使用绝对值命令G91 使用增量值命令G92 设置工件坐标系*G98 固定循环返回起始点*G99 返回固定循环R点G50比例缩放G51G68坐标系旋转G69支持宏程序编程FANUC M指令代码M00 程序停M01 选择停止M02 程序结束(复位)M03 主轴正转(CW)M04 主轴反转(CCW)M05 主轴停M06 换刀M08 切削液开M09 切削液关M30 程序结束(复位) 并回到开头M48 主轴过载取消不起作用M49 主轴过载取消起作用M94 镜象取消M95 X坐标镜象M96 Y坐标镜象M98 子程序调用M99 子程序结束SIEMENS铣床G代码D 刀具刀补号F 进给率(与G4 一起可以编程停留时间)G G功能(准备功能字)G0 快速移动G1 直线插补G2 顺时针圆弧插补G3 逆时针圆弧插补CIP 中间点圆弧插补G33 恒螺距的螺纹切削G331 不带补偿夹具切削内螺纹G332 不带补偿夹具切削内螺纹. 退刀CT 带切线的过渡圆弧插补G4 快速移动G63 快速移动G74 回参考点G75 回固定点G25 主轴转速下限G26 主轴转速上限G110 极点尺寸,相对于上次编程的设定位置G110 极点尺寸,相对于当前工件坐标系的零点G120 极点尺寸,相对于上次有效的极点G17* X/Y平面G18 Z/X平面G19 Y/Z平面G40 刀尖半径补偿方式的取消G41 调用刀尖半径补偿, 刀具在轮廓左侧移动G42 调用刀尖半径补偿, 刀具在轮廓右侧移动G500 取消可设定零点偏置G54 第一可设定零点偏置G55 第二可设定零点偏置G56 第三可设定零点偏置G57 第四可设定零点偏置G58 第五可设定零点偏置G59 第六可设定零点偏置G53 按程序段方式取消可设定零点偏置G60* 准确定位G70 英制尺寸G71* 公制尺寸G700 英制尺寸,也用于进给率FG710 公制尺寸,也用于进给率FG90* 绝对尺寸G91 增量尺寸G94* 进给率F,单位毫米/分G95 主轴进给率F,单位毫米/转G901 在圆弧段进给补偿“开”G900 进给补偿“关”G450 圆弧过渡G451 等距线的交点I 插补参数J 插补参数K 插补参数I1 圆弧插补的中间点J1 圆弧插补的中间点K1 圆弧插补的中间点L 子程序名及子程序调用M 辅助功能M0 程序停止M1 程序有条件停止M2 程序结束M3 主轴顺时针旋转M4 主轴逆时针旋转M5 主轴停M6 更换刀具N 副程序段: 主程序段P 子程序调用次数RET 子程序结束S 主轴转速,在G4 中表示暂停时间T 刀具号X 坐标轴Y 坐标轴Z 坐标轴CALL 循环调用CHF 倒角,一般使用CHR 倒角轮廓连线CR 圆弧插补半径GOTOB 向后跳转指令GOTOF 向前跳转指令RND 圆角支持参数编程SIEMENS802S/CM 固定循环LCYC82 钻削,沉孔加工LCYC83 深孔钻削LCYC840 带补偿夹具的螺纹切削LCYC84 不带补偿夹具的螺纹切削LCYC85 镗孔LCYC60 线性孔排列LCYC61 圆弧孔排列LCYC75 矩形槽,键槽,圆形凹槽铣削SIEMENS802DM/810/840DM 固定循环CYCLE82 中心钻孔CYCLE83 深孔钻削CYCLE84 性攻丝CYCLE85 铰孔CYCLE86 镗孔CYCLE88 带停止镗孔CYCLE71 端面铣削LONGHOLE 一个圆弧上的长方形孔POCKET4 环形凹槽铣削POCKET3 矩形凹槽铣削SLOT1 一个圆弧上的键槽SLOT2 环行槽SIEMENS车床G 代码D 刀具刀补号FF 进给率(与G4 一起可以编程停留时间)G G功能(准备功能字)G0 快速移动G1 直线插补G2 顺时针圆弧插补G3 逆时针园弧插补G33 恒螺距的螺纹切削G4 快速移动G63 快速移动G74 回参考点G75 回固定点G17 (在加工中心孔时要求)G18* Z/X平面G40 刀尖半径补偿方式的取消G41 调用刀尖半径补偿, 刀具在轮廓左侧移动G42 调用刀尖半径补偿, 刀具在轮廓右侧移动G500 取消可设定零点偏置G54 第一可设定零点偏置G55 第二可设定零点偏置G56 第三可设定零点偏置G57 第四可设定零点偏置G58 第五可设定零点偏置G59 第六可设定零点偏置G53 按程序段方式取消可设定零点偏置G70 英制尺寸G71* 公制尺寸G90* 绝对尺寸G91 增量尺寸G94* 进给率F,单位毫米/分G95 主轴进给率F,单位毫米/转I 插补参数I1 圆弧插补的中间点K1 圆弧插补的中间点L 子程序名及子程序调用M 辅助功能M0 程序停止M1 程序有条件停止M2 程序结束M30M17M3 主轴顺时针旋转M4 主轴逆时针旋转M5 主轴停M6 更换刀具N 副程序段: 主程序段P 子程序调用次数RET 子程序结束S 主轴转速,在G4 中表示暂停时间T 刀具号X 坐标轴Y 坐标轴Z 坐标轴AR 圆弧插补张角CALL 循环调用CHF 倒角,一般使用CHR 倒角轮廓连线CR 圆弧插补半径GOTOB 向后跳转指令GOTOF 向前跳转指令RND 圆角支持参数编程SIEMENS 801、802S/CT、802SeT 固定循环LCYC82 钻削,沉孔加工LCYC83 深孔钻削LCYC840 带补偿夹具的螺纹切削LCYC84 不带补偿夹具的螺纹切削LCYC85 镗孔LCYC93 切槽循环LCYC95 毛坯切削循环LCYC97 螺纹切削SIEMENS 802D、810D/840D 固定循环CYCLE71 平面铣削CYCLE82 中心钻孔YCLE83 深孔钻削CYCLE84 刚性攻丝CYCLE85 铰孔CYCLE86 镗孔CYCLE88 带停止镗孔CYCLE93 切槽CYCLE94 退刀槽形状E..F CYCLE95 毛坯切削CYCLE97 螺纹切削HNC车床G代码G00 定位(快速移动)G01 直线切削G02 顺时针切圆弧(CW,顺时钟)G03 逆时针切圆弧(CCW,逆时钟)G04 暂停(Dwell)G09 停于精确的位置G20 英制输入G21 公制输入G22 内部行程限位有效G23 内部行程限位无效G27 检查参考点返回G28 参考点返回G29 从参考点返回G30 回到第二参考点G32 切螺纹G36 直径编程G37 半径编程G40 取消刀尖半径偏置G41 刀尖半径偏置(左侧)G42 刀尖半径偏置(右侧)G53 直接机床坐标系编程G54—G59 坐标系选择G71 内外径粗切循环G72 台阶粗切循环G73 闭环车削复合循环G76 切螺纹循环G80 内外径切削循环G81 端面车削固定循环G82 螺纹切削固定循环G90 绝对值编程G91 增量值编程G92 工件坐标系设定G96 恒线速度控制G97 恒线速度控制取消G94 每分钟进给率G95 每转进给率支持参数与宏编程HNC 铣床G 代码*G00 定位 (快速移动) G01 直线切削 G02 顺时针切圆弧 G03 01 逆时针切圆弧 G04 00 暂停G07 16 虚轴指定G09 00 准停校验*G17 XY 面赋值G18XZ 面赋值 G19 02 YZ 面赋值G20 英寸输入*G21毫米输入 G22 08 脉冲当量G24 镜像开 *G25 03 镜像关G28 返回到参考点 G29 00 由参考点返回 *G40 取消刀具直径偏移G41刀具直径左偏移 G42 07 刀具直径右偏移G43 刀具长度 + 方向偏移G44刀具长度 - 方向偏移 *G49 08 取消刀具长度偏移 *G50 缩放关 G51 04 缩放开G52 局部坐标系设定 G53 00 直接机床坐标系编程*G54 工件坐标系1选择G55 工件坐标系2选择 G56 工件坐标系3选择 G57 工件坐标系4选择 G58 工件坐标系5选择 G59 14 工件坐标系6选择 G60 00 单方向定位*G61 精确停止校验方式 G64 12 连续方式G68 旋转变换 *G69 05 旋转取消G73 高速深孔钻削循环 G74 左螺旋切削循环 G76 精镗孔循环*G80 取消固定循环 G81 中心钻循环G82 反镗孔循环G83深孔钻削循环 G84 右螺旋切削循环 G85 镗孔循环G86 镗孔循环G87 反向镗孔循环 G88 镗孔循环G89 09 镗孔循环*G90 使用绝对值命令 G91 03 使用增量值命令 G92 00 设置工件坐标系 *G94 每分钟进给 G95 14 每转进给*G98 固定循环返回起始点 G99 10 返回固定循环R 点 支持参数与宏编程HNC M 指令M00 程序停M01 选择停止M02 程序结束(复位)M03 主轴正转 (CW)M04 主轴反转 (CCW)M05 主轴停M06 换刀M07 切削液开M09 切削液关M98 子程序调用M99 子程序结束KND100铣床G 代码G00 定位 (快速移动)G01 直线切削 G02 顺时针切圆弧G03 01 逆时针切圆弧G04 00 暂停G17 XY 面赋值G18XZ 面赋值 G19 02 YZ 面赋值G28 机床返回原点 G29 00 从参考点返回*G40 取消刀具直径偏移G41 刀具直径左偏移G42 07 刀具直径右偏移*G43 刀具长度 + 方向偏移*G44刀具长度 - 方向偏移 G49 08 取消刀具长度偏移*G53 机床坐标系选择G54 工件坐标系1选择G55 工件坐标系2选择G56工件坐标系3选择 G57 工件坐标系4选择G58 工件坐标系5选择G59 14 工件坐标系6选择G73 高速深孔钻削循环G74 左螺旋切削循环G76 精镗孔循环*G80 取消固定循环G81 钻孔循环(点钻)G82 钻孔循环(镗阶梯孔)G83深孔钻削循环 G84 攻丝循环G85 镗孔循环G86 钻孔循环G87 反向镗孔循环G88 镗孔循环G89 09 镗孔循环*G90 使用绝对值命令 G91 03 使用增量值命令G92 00 设置工件坐标系*G98 固定循环返回起始点 *G99 10 返回固定循环R 点KND100车床G 代码G00 定位 (快速移动)G01 直线切削 G02 顺时针切圆弧 (CW ,顺时钟)G03 01 逆时针切圆弧 (CCW ,逆时钟)G04 暂停 (Dwell) G10 00 偏移值设定G20 英制输入 G21 06 公制输入G27 检查参考点返回G28 参考点返回 G29 从参考点返回G31 00 跳跃机能G32 01 切螺纹G36 X 轴自动刀偏设定G37 Z 轴自动刀偏设定G40 取消刀尖半径偏置G41刀尖半径偏置 (左侧) G42 07 刀尖半径偏置 (右侧)G50 坐标系设定G54工件坐标系 G55---G59 00 工件坐标系G70 精加工循环G71 内外径粗切循环G72 台阶粗切循环G73成形重复循环 G74 端面深孔加工循环G75 外圆、内圆切削循环G76 00 切螺纹循环G90 (内外直径)切削循环G92切螺纹循环 G94 01 (台阶) 切削循环G96 恒线速度控制 G97 12 恒线速度控制取消G98 每分钟进给率 G99 05 每转进给率KND100 M 指令M00 程序停M01 选择停止M02 程序结束(复位)M03 主轴正转 (CW)M04 主轴反转 (CCW)M05 主轴停M06 换刀M08切削液开M09切削液关 M10卡紧 M11松开 M32润滑开 M33润滑关 M98子程序调用 M99 子程序结束GSK980车床G 代码G00 定位(快速移动)*G01 直线插补(切削进给) G02 圆弧插补CW (顺时针)G03 01 圆弧插补CCW (逆时针)G04 暂停,准停 G28 00 返回参考点G32 01 螺纹切削G50 00 坐标系设定G65 00 宏程序命令G70 精加工循环G71 外圆粗车循环G72 端面粗车循环 G73 封闭切削循环G74 端面深孔加工循环G75 00 外圆,内圆切槽循环G90 外圆,内圆车削循环G92 螺纹切削循环G94 01 端面切削循环G96 恒线速开 G97 02 恒线速关*G98 每分进给 G99 03 每转进给支持参数与宏编程GSK980T M 指令M03 主轴正转M04 主轴反转M05 主轴停止M08 冷却液开M09 冷却液关(不输出信号)M32 润滑开M33 润滑关(不输出信号)M10 备用M11 备用尖(不输出信号)M00程序暂停,按‘循环起动’程序继续执行 M30 程序结束,程序返回开始GSK928 TC/TE G 代码G00 定位(快速移动)*G01 直线插补(切削进给)G02 圆弧插补CW (顺时针)G03 圆弧插补CCW (逆时针)G32 攻牙循环G33 螺纹切削G71 外圆粗车循环G72 端面粗车循环G74 端面深孔加工循环G75 外圆,内圆切槽循环G90 外圆,内圆车削循环 G92 螺纹切削循环G94 外圆内圆锥面循环G22 局部循环开始G80 局部循环结束*G98 每分进给G99 每转进给G50 设置工件绝对坐标系G26 X 、Z 轴回参考G27 X 轴回参考点G29 Z 轴回参考点支持参数与宏编程GSK928 TC/TE M 指令M03 主轴正转M04 主轴反转M05 主轴停止M08 冷却液开M09 冷却液关(不输出信号)M32 润滑开M33 润滑关(不输出信号)M10 备用M11 备用尖(不输出信号)M00 程序暂停,按‘循环起动’程序继续执行M30 程序结束,程序返回开始GSK990M G 代码G00 定位 (快速移动)G01 01 直线切削G02顺时针切圆弧G03逆时针切圆弧 G0400 暂停 G17XY 面赋值 G18XZ 面赋值 G1902 YZ 面赋值 G28机床返回原点 G2900 从参考点返回 *G40取消刀具直径偏移 G41刀具直径左偏移 G4207 刀具直径右偏移 *G43刀具长度 + 方向偏移 *G44刀具长度 - 方向偏移 G4908 取消刀具长度偏移 *G53机床坐标系选择 G54工件坐标系1选择 G55工件坐标系2选择 G56工件坐标系3选择 G57工件坐标系4选择 G58工件坐标系5选择 G5914 工件坐标系6选择 G73高速深孔钻削循环 G74左螺旋切削循环 G76精镗孔循环 *G80取消固定循环 G81钻孔循环(点钻) G82钻孔循环(镗阶梯孔) G83深孔钻削循环 G84攻丝循环 G85镗孔循环 G86钻孔循环 G87反向镗孔循环 G88镗孔循环 G8909 镗孔循环 *G90使用绝对值命令 G9103 使用增量值命令 G9200 设置工件坐标系 *G98固定循环返回起始点*G99 10 返回固定循环R 点GSK990M M 指令M00 程序停M01 选择停止M02 程序结束(复位)M03 主轴正转 (CW)M04 主轴反转(CCW)M05 主轴停M06 换刀M08 切削液开M09 切削液关M10 卡紧M11 松开M32 润滑开M33 润滑关M98 子程序调用M99 子程序结束GSK928MA G代码G00 定位(快速移动)G1 直线切削G02 顺时针切圆弧G03 逆时针切圆弧G04 延时等待G17 XY 面赋值G18 XZ 面赋值G19 YZ 面赋值G28 机床返回原点G29 从参考点返回*G40 取消刀具直径偏移G41 刀具直径左偏移G42 刀具直径右偏移*G43 刀具长度+ 方向偏移*G44 刀具长度- 方向偏移G49 取消刀具长度偏移*G53 机床坐标系选择G54 工件坐标系1选择G55 工件坐标系2选择G56 工件坐标系3选择G57 工件坐标系4选择G58 工件坐标系5选择G59 工件坐标系6选择G73 高速深孔钻削循环G74 左螺旋切削循环G80 取消固定循环G81 钻孔循环(点钻)G82 钻孔循环(镗阶梯孔)G83 深孔钻削循环G84 右旋攻牙循环G85 镗孔循环G86 钻孔循环G89 镗孔循环*G90 使用绝对值命令G91 使用增量值命令G92 设置浮动坐标系*G98 固定循环返回起始点*G99 返回固定循环R点G10 G11 圆凹槽内粗铣G12 G13 全圆内精铣G14 G15 外圆精铣G22 系统参数运算(模态)G23 判参数值跳转G27 机械零点检测G28 经中间点快速定位到程序G31 快速返回R基准面G34 G35 矩形凹槽内精铣G38 G39 矩形外精铣GSK928MA M指令M0 程序停止。
一.指令集(X向如X、U等的编程量均采用直径量)G00:快速定位指令。
格式为G00? X(U)Z(W),X、Z为绝对编程时的目标点,U、W为相对编程时的目标点。
两轴同时以机床最快速度开始运动,但不一定同时停止,即合成刀具轨迹并不一定是直线。
本系统可以混合编程,如G00? X W。
G01:直线插补指令。
格式为G01? X(U)Z(W)F,X、Z为绝对编程时的目标点,U、W为相对编程时的目标点,F值为插补速度,单位是mm/min或mm/r,具体取决于设定为G98还是G99。
G02:顺圆插补指令。
格式为G02? X(U)Z(W)R(I K)F,X、Z为绝对编程时的目标点,U、W为相对编程时的目标点,R为半径(仅用于劣弧编程),I、K为圆心的X、Z坐标,F值为插补速度,单位是mm/min或mm/r,具体取决于设定为G98还是G99。
注:I采用半径量,I、K始终为相对量编程。
G03:逆圆插补指令。
格式为G03? X(U)Z(W)R(I K)F,X、Z为绝对编程时的目标点,U、W为相对编程时的目标点,R为半径(仅用于劣弧编程),I、K为圆心的X、Z坐标,F值为插补速度,单位是mm/min或mm/r,具体取决于设定为G98还是G99。
注:I采用半径量,I、K始终为相对量编程。
?G04:暂停指令。
格式为G04 P(X U ) ,采用P时(不能用小数点),时间单位为ms,X、U 时,时间单位为s。
最大延时9999.999s。
G20:英制单位设定指令。
G21:公制单位设定指令。
注意:某程序若不指定G20、G21,则采用上次关机时的设定值。
G27:返回参考点检测指令。
格式为G27? X(U)Z(W)T0000,本指令执行前必须使刀架回零一次。
若指定的两个坐标值分别是机床参考点的坐标值,且机床面板上的两个回零参考点指示灯都亮,则说明机床零点正确。
否则,机床定位误差过大。
G28:返回参考点指令。
格式为G28? X(U)Z(W)T0000,若机床启动后回过零点,则本指令的执行使刀架经过指定点回零,否则经过指定点移动至系统加电时的位置。
G代码代码名称-功能简述G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G07------Z 样条曲线插补G08------进给加速G09------进给减速G20------子程序调用G22------半径尺寸编程方式G220-----系统操作界面上使用G23------直径尺寸编程方式G230-----系统操作界面上使用G24------子程序结束G25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制G33------等螺距螺纹切削,公制G53,G500-设定工件坐标系注销G54------设定工件坐标系一G55------设定工件坐标系二G56------设定工件坐标系三G57------设定工件坐标系四G58------设定工件坐标系五G59------设定工件坐标系六G60------准确路径方式G64------连续路径方式G70------英制尺寸寸G71------公制尺寸毫米G74------回参考点(机床零点)G75------返回编程坐标零点G76------返回编程坐标起始点G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G94------进给率,每分钟进给G95------进给率,每转进给G00—快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
移动过程中不得对工件进行加工。
(2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他轴继续运动,(3)不运动的坐标无须编程。
(4)G00可以写成G0例:G00 X75 Z200G0 U-25 W-100先是X和Z同时走25快速到A点,接着Z向再走75快速到B点。
CNC加工应用G代码大全及应用详解CNC加工中心G代码:G00定位G01直线切削G02顺时针方向圆弧切削G03逆时针方向圆弧切削G04暂停指令G09正确停止检测G10补正设定G12顺时针方向圆周切削G13逆时针方向圆周切削G15极座标系统取消G16极座标系统设定G17XY平面设定G18XZ平面设定G19YZ平面设定G20英制单位设定G21公制单位设定G22软体极限设定G23软体极限设定取消G27机械原点复归检测G28自动经中间点复归机械原点G29自动从参考点复归G30自动复归到第二原点G40刀具半径补正取消G41刀具半径偏左补正G42刀具半径偏右补正G43刀具长度沿正向补正G44刀具长度沿负向补正G49刀具长度补正取消G45刀具位置补正增加G46刀具位置补正减少G47刀具位置补正两倍增加G48刀具位置补正两倍减少G50比例功能取消OFFG51比例功能设定ONG52回复到基本座标系统G53回复到机械座标系统G54第一工件座标系统G55第二工件座标系统G56第三工件座标系统G57第四工件座标系统G58第五工件座标系统G59第六工件座标系统G60 外部补正G70圆周等分段循环G71圆周分段循环G72直线分段循环G73高速喙钻循环G74左旋牙切削循环G76精搪孔循环G77反面搪孔循环G80固定循环取消G81钻孔循环G82沉头孔加工循环G83啄钻循环G84右旋牙切削循环G85搪孔循环G86搪孔循环G87搪孔循环G88搪孔循环G89搪孔循环G90绝对指令座标值设定G91增量指令座标值设定G92绝对程式零点设定G94每分钟进给量设定mm/minG95每转进给给设定mm/revG98固定循环,刀具复归到起始点G99固定循环,刀具复归到R点M04主轴逆时针旋转M05主轴停止M06刀具交换M07雾化冷却液开启M08冷却液开启M09冷却液关启M10工作台(B轴)锁住M11工作台(B轴)松开M13主轴顺时针转动及加切削液M14主轴逆时针转动及加切削液M15正方向运动M16负方向运动M19主轴定位M30程式结束记忆体回归M90程式中断取消M91程式中断设定M92多段暂存取消M93多段暂存设定M94镜像投影工能取消M95镜像投影工能设定M96刀具补正圆弧转角模式M97刀具补正交角转角模式M98副程式呼叫M99副程式结束G代码代码名称-功能简述G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G07------Z 样条曲线插补G08------进给加速G09------进给减速G20------子程序调用22------半径尺寸编程方式G220-----系统操作界面上使用G23------直径尺寸编程方式G230-----系统操作界面上使用G24------子程序结束25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制G33------等螺距螺纹切削,公制G53,G500-设定工件坐标系注销G54------设定工件坐标系一G55------设定工件坐标系二G56------设定工件坐标系三G57------设定工件坐标系四G58------设定工件坐标系五G59------设定工件坐标系六G60------准确路径方式G64------连续路径方式G70------英制尺寸寸G71------公制尺寸毫米G74------回参考点(机床零点)G75------返回编程坐标零点G76------返回编程坐标起始点G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G94------进给率,每分钟进给G95------进给率,每转进给功能详解G00—快速定位格式:G00 X(U)__Z(W)__ 说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
数控编程中常用的指令(G 代码、M 代码)在数控编程中,有的编程指令是不常用的,有的只适用于某些特殊的数控机床。
这里只要介绍一些常用的编程指令,对于不常用的编程指令,请参考使用的数控机床编程手册。
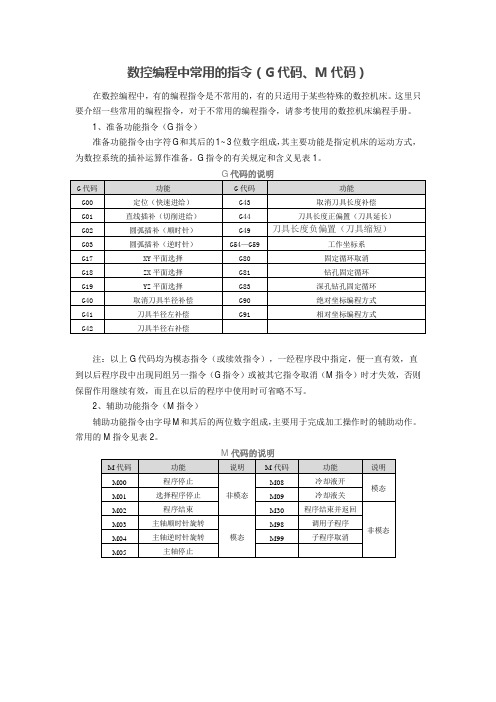
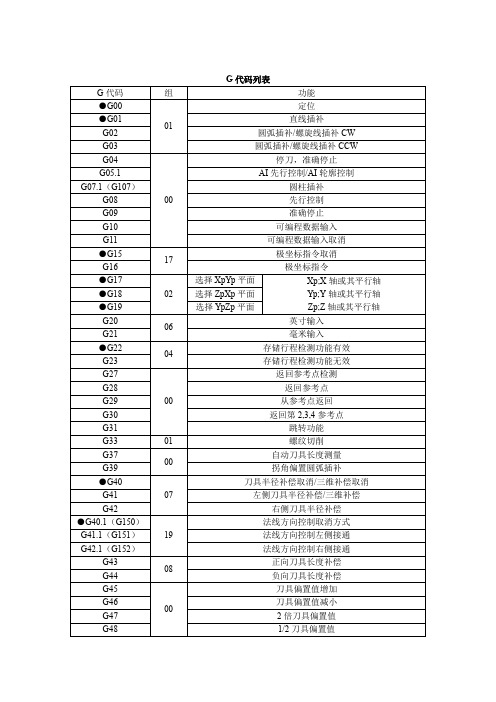
1、准备功能指令(G 指令)准备功能指令由字符G 和其后的1~3位数字组成,其主要功能是指定机床的运动方式,为数控系统的插补运算作准备。
G 指令的有关规定和含义见表1。
G 代码的说明G 代码 功能 G 代码 功能 G00 定位(快速进给) G43 取消刀具长度补偿 G01 直线插补(切削进给) G44 刀具长度正偏置(刀具延长)G02 圆弧插补(顺时针) G49 刀具长度负偏置(刀具缩短)G03 圆弧插补(逆时针) G54—G59 工作坐标系 G17 XY 平面选择 G80 固定循环取消 G18 ZX 平面选择 G81 钻孔固定循环 G19 YZ 平面选择 G83 深孔钻孔固定循环 G40 取消刀具半径补偿 G90 绝对坐标编程方式 G41 刀具半径左补偿 G91 相对坐标编程方式G42刀具半径右补偿注:以上G 代码均为模态指令(或续效指令),一经程序段中指定,便一直有效,直到以后程序段中出现同组另一指令(G 指令)或被其它指令取消(M 指令)时才失效,否则保留作用继续有效,而且在以后的程序中使用时可省略不写。
2、辅助功能指令(M 指令)辅助功能指令由字母M 和其后的两位数字组成,主要用于完成加工操作时的辅助动作。
常用的M 指令见表2。
M 代码的说明M 代码 功能 说明M 代码 功能 说明 M00 程序停止 非模态 M08 冷却液开 模态M01 选择程序停止 M09 冷却液关 M02 程序结束 M30 程序结束并返回 非模态 M03 主轴顺时针旋转 模态 M98 调用子程序 M04 主轴逆时针旋转 M99 子程序取消M05主轴停止。
数控技术_铣削指令1. 绝对坐标和相对坐标指令:G90、G91功能:设定编程时的坐标值为增量值或者绝对值。
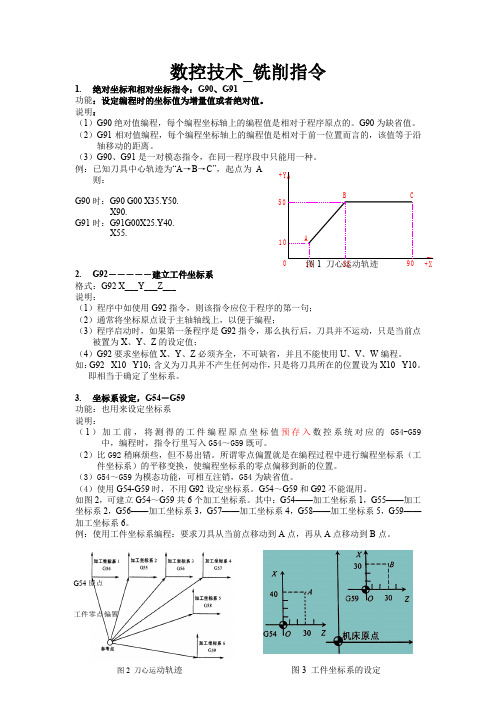
(1(2(32. (1(2(3(43. 坐标系设定,G54-G59 功能:也用来设定坐标系 说明:(1)加工前,将测得的工件编程原点坐标值预存入数控系统对应的G54-G59中,编程时,指令行里写入G54~G59既可。
(2)比G92稍麻烦些,但不易出错。
所谓零点偏置就是在编程过程中进行编程坐标系(工件坐标系)的平移变换,使编程坐标系的零点偏移到新的位置。
(3)G54~G59为模态功能,可相互注销,G54为缺省值。
(4)使用G54-G59时,不用G92设定坐标系。
G54~G59和G92不能混用。
如图2,可建立G54~G59共6个加工坐标系。
其中:G54——加工坐标系1,G55——加工坐标系2,G56——加工坐标系3,G57——加工坐标系4,G58——加工坐标系5,G59——加工坐标系6。
例:使用工件坐标系编程:要求刀具从当前点移动到A 点,再从A 点移动到B 点。
工件零点偏置 G54原点%3303N01 G54 G00 G90 X40. Z30. N02 G59N03 G00 X30. Z30. N04 M30G54的确定:首先回参考点,移动刀具至某一点A ,将此时屏幕上显示的机床坐标值输入到数控系统G54的参数表中,编程序时如G54 G00 G90 X40. Y30.,则刀具在以A 点为原点的坐标系内移至(40,30)点。
这就是操作时G54与编程时G54的关系。
4. 加工平面设定(插补平面选择)或指令G17、G18、G19 格式:G17(或G18,或G19)G17 选择XOY 平面插补 G18 选择XOZ 平面插补 G19 选择YOZ 平面插补 说明:(1)适应于以下情况的平面定义:A 、定义刀具半径补偿平面;B 、定义螺旋线补偿的螺旋平面;C 、定义圆弧插补平面。
(2)当在G41、G42、G43、G44刀补时,不得变换定义平面; (3)一般的轨迹插补系统自动判别插补平面而无须定义平面; (4)三联动直线插补无平面选择问题; (5)系统上电时,自动处于G17状态;(6)注意的是,移动指令与平面选择无关,例如指令“G17 G01 Z10”时,Z 轴照样会移动。
数控编程G代码大全众所周知在当前CNC加工中,电脑方面有UG和masctcam等软件代替了人工编程,但有些简单的零件和程序修改是肯定要用到和认识代码的。
其中G代码是最常见也是最常用的代码,今天我就给大家收集了所有能用到的G代码供大家参考。
PS:后面没写文字部份代表,没有这个代码。
由于时间有限如有遗漏欢迎大家指正。
谢谢!G00快速定位G01直线插补G02圆弧插补G03圆弧插补G04暂停G05G06G07G08G09G10G11G12G13刀架选择:刀架AG14刀架选择:刀架BG15G16G17刀具半径补偿:X-Y平面G18刀具半径补偿:Z-X平面G19刀具半径补偿:Y-Z平面G20原始位置指令G21ATC原始位置指令G22扭距跳过指令G23G24ATC原始位置移动指令(不带直线插补)G25节点位置移动指令(不带直线插补)G26G27G28扭距极限指令取消G29扭距极限指令G30跳步循环G31固定螺纹车削循环:轴向G32固定螺纹车削循环:端面G33固定螺纹车削循环G34变螺距螺纹车削循环:增加螺距G35变螺距螺纹车削循环:减少螺距G36动力刀具轴-进给轴同步进给(正转) G37动力刀具轴-进给轴同步进给(反转) G38G39G40刀尖圆狐半径补偿:取消G41刀尖圆狐半径补偿:左G42刀尖圆狐半径补偿:右G43G44G45G46G47G48G49G50零点位移,主轴最高转速指令G51G52六角刀架转位位置误差补偿G53G54G55G56G57G58G59G60G61G62镜像指令G63G64到位控制关G65到位控制开G66G67G69G70G71复合固定螺纹车削循环:轴向G72复合固定螺纹车削循环:径向G73轴向铣槽复合固定循环G74径向铣槽复合固定循环G75自动倒角G76自动倒圆角G77攻丝复合固定循环G78反向螺纹攻丝循环G79G80形状定义结束(LAP)G81轴向形状定义开始(LAP)G82径向形状定义开始(LAP)G83坯材形状定义开始(LAP)G84棒料车削循环中改变切削条件(LAP) G85调用棒料粗车循环(LAP)G86调用重复粗车循环(LAP)G87调用精车循环(LAP)G88调用连续螺纹车削循环(LAP)G89G90绝对值编程G91增量编程G92G93G94每分进给模式(mm/min)G95每转进给模式(mm/rev)G96恒周速切削开G97G96取消G98G99G100刀架A或刀架B单独切削的优先指令G101创成加工中直线插补G102创成加工中圆弧插补(正面)(CW)G103创成加工中圆弧插补(正面)(CCW) G104G105G107主轴同步攻丝,右旋螺纹G108主轴同步攻丝,左旋螺纹G109G110刀架A恒周速切削G111刀架B恒周速切削G112圆弧螺纹车削CWG113圆弧螺纹车削CCWG114G115G116G117G118G119刀具半径补尝:C-X-Z平面G120G121G122刀架A副主轴W轴指令(13)G123刀架B副主轴W轴指令(G14)G124卡盘A有效原点G125卡盘B有效原点G126锥度加工模式OFF指令G127锥度加工模式ON指令G128M/C加工模式OFF指令G129M/C加工模式ON指令G130G131G132创成加工中圆弧插补(侧面)(CW)G133创成加工中圆弧插补(侧面)(CCW)G134G135G136坐标反转结束或Y轴模式关G137坐标反转开始G138Y轴模式开G139G140主轴加工模式的指定G141副主轴加工模式的指定G142自动脱模主轴加工模式的指定G143自动脱模主轴和第3刀架加工模式的指定G144W-轴控制OFF指令G145W-轴控制ON指令G146G147G148B-轴控制OFF指令G149B-轴控制ON指令G150G151G152可编程尾架定位(牵引尾架)G153可编中心架G代码(牵引)G154W-轴单向定位指令G155精确轮廓描绘模式ON指令G156精确轮廓描绘模式OFF指令G157G158刀具轴方向刀具长度偏移量G159刀具轴方向刀具长度偏移量(不带旋转位移偏移量) G160取消刀具轴方向刀具长度偏移量G161G代码宏功能MODING162G代码宏功能MODING163G代码宏功能MODING164G代码宏功能MODING165G代码宏功能MODING166G代码宏功能MODING167G代码宏功能MODING168G代码宏功能MODING169G代码宏功能MODING170G代码宏功能MODING171G代码宏功能CALLG172G173G174G175G176G177G178同步攻丝循环(CW)G179同步攻丝循环(CCW)G180动力刀具复合固定循环:取消G181动力刀具复合固定循环:钻孔G182动力刀具复合固定循环:镗孔G183动力刀具复合固定循环:深孔钻G184动力刀具复合固定循环:攻丝G185动力刀具复合固定循环:轴向螺纹车削G186动力刀具复合固定循环:端面螺纹车削G187动力刀具复合固定循环:轴向直螺纹车削G188动力刀具复合固定循环:经向直螺纹车削G189动力刀具复合固定循环:铰孔/镗孔G190动力刀具复合固定循环:键槽切削循环G191动力刀具复合固定循环:轴向键槽切削循环G192G193G194G195G196G197G198G199G200G201G202G203G204G205G代码宏功能CALLG206G代码宏功能CALLG207G代码宏功能CALLG208G代码宏功能CALLG209G代码宏功能CALLG210G代码宏功能CALLG211G代码宏功能CALLG212G代码宏功能CALLG213G代码宏功能CALLG214G代码宏功能CALL。
常见数控系统G代码大全目录FANUC车床G代码FANUC铣床G代码FANUC M指令代码SIEMENS铣床G代码SIEMENS802S/CM 固定循环SIEMENS802DM/810/840DM 固定循环SIEMENS车床G 代码SIEMENS 801、802S/CT、802SeT 固定循环SIEMENS 802D、810D/840D 固定循环HNC车床G代码HNC铣床G代码HNC M指令KND100铣床G代码KND100车床G代码KND100 M指令GSK980车床G代码GSK980T M指令GSK928 TC/TE G代码GSK928 TC/TE M指令GSK990M G代码GSK990M M指令GSK928MA G代码GSK928MA M指令FANUC车床G代码G00 定位(快速移动)G01 直线切削G02 顺时针切圆弧(CW,顺时钟)G03 逆时针切圆弧(CCW,逆时钟)G04 暂停(Dwell)G09 停于精确的位置G20 英制输入G21 公制输入G22 内部行程限位有效G23 内部行程限位无效G27 检查参考点返回G28 参考点返回G29 从参考点返回G30 回到第二参考点G32 切螺纹G40 取消刀尖半径偏置G41 刀尖半径偏置(左侧)G42 刀尖半径偏置(右侧)G50 修改工件坐标;设置主轴最大的RPM G52 设置局部坐标系G53 选择机床坐标系G70 精加工循环G71 内外径粗切循环G72 台阶粗切循环G73 成形重复循环G74 Z 向步进钻削G75 X 向切槽G76 切螺纹循环G80 取消固定循环G83 钻孔循环G84 攻丝循环G85 正面镗孔循环G87 侧面钻孔循环G88 侧面攻丝循环G89 侧面镗孔循环G90 (内外直径)切削循环G92 切螺纹循环G94 (台阶) 切削循环G96 恒线速度控制G97 恒线速度控制取消G98 每分钟进给率G99 每转进给率支持宏程序编程FANUC铣床G代码G00 顶位(快速移动)定位(快速移动)G01 直线切削G02 顺时针切圆弧G03 逆时针切圆弧G04 暂停G15/G16 极坐标指令G17 XY 面赋值G18 XZ 面赋值G19 YZ 面赋值G28 机床返回原点G30 机床返回第2和第3原点*G40 取消刀具直径偏移G41 刀具直径左偏移G42 刀具直径右偏移*G43 刀具长度+ 方向偏移*G44 刀具长度- 方向偏移G49 取消刀具长度偏移*G53 机床坐标系选择G54 工件坐标系1选择G55 工件坐标系2选择G56 工件坐标系3选择G57 工件坐标系4选择G58 工件坐标系5选择G59 工件坐标系6选择G73 高速深孔钻削循环G74 左螺旋切削循环G76 精镗孔循环*G80 取消固定循环G81 中心钻循环G82 反镗孔循环G83 深孔钻削循环G84 右螺旋切削循环G85 镗孔循环G86 镗孔循环G87 反向镗孔循环G88 镗孔循环G89 镗孔循环*G90 使用绝对值命令G91 使用增量值命令G92 设置工件坐标系*G98 固定循环返回起始点*G99 返回固定循环R点G50比例缩放G51G68坐标系旋转G69支持宏程序编程FANUC M指令代码M00 程序停M01 选择停止M02 程序结束(复位)M03 主轴正转(CW)M04 主轴反转(CCW)M05 主轴停M06 换刀M08 切削液开M09 切削液关M30 程序结束(复位) 并回到开头M48 主轴过载取消不起作用M49 主轴过载取消起作用M94 镜象取消M95 X坐标镜象M96 Y坐标镜象M98 子程序调用M99 子程序结束SIEMENS铣床G代码D 刀具刀补号F 进给率(与G4 一起可以编程停留时间)G G功能(准备功能字)G0 快速移动G1 直线插补G2 顺时针圆弧插补G3 逆时针圆弧插补CIP 中间点圆弧插补G33 恒螺距的螺纹切削G331 不带补偿夹具切削内螺纹G332 不带补偿夹具切削内螺纹. 退刀CT 带切线的过渡圆弧插补G4 快速移动G63 快速移动G74 回参考点G75 回固定点G25 主轴转速下限G26 主轴转速上限G110 极点尺寸,相对于上次编程的设定位置G110 极点尺寸,相对于当前工件坐标系的零点G120 极点尺寸,相对于上次有效的极点G17* X/Y平面G18 Z/X平面G19 Y/Z平面G40 刀尖半径补偿方式的取消G41 调用刀尖半径补偿, 刀具在轮廓左侧移动G42 调用刀尖半径补偿, 刀具在轮廓右侧移动G500 取消可设定零点偏置G54 第一可设定零点偏置G55 第二可设定零点偏置G56 第三可设定零点偏置G57 第四可设定零点偏置G58 第五可设定零点偏置G59 第六可设定零点偏置G53 按程序段方式取消可设定零点偏置G60* 准确定位G70 英制尺寸G71* 公制尺寸G700 英制尺寸,也用于进给率FG710 公制尺寸,也用于进给率FG90* 绝对尺寸G91 增量尺寸G94* 进给率F,单位毫米/分G95 主轴进给率F,单位毫米/转G901 在圆弧段进给补偿“开”G900 进给补偿“关”G450 圆弧过渡G451 等距线的交点I 插补参数J 插补参数K 插补参数I1 圆弧插补的中间点J1 圆弧插补的中间点K1 圆弧插补的中间点L 子程序名及子程序调用M 辅助功能M0 程序停止M1 程序有条件停止M2 程序结束M3 主轴顺时针旋转M4 主轴逆时针旋转M5 主轴停M6 更换刀具N 副程序段: 主程序段P 子程序调用次数RET 子程序结束S 主轴转速,在G4 中表示暂停时间T 刀具号X 坐标轴Y 坐标轴Z 坐标轴CALL 循环调用CHF 倒角,一般使用CHR 倒角轮廓连线CR 圆弧插补半径GOTOB 向后跳转指令GOTOF 向前跳转指令RND 圆角支持参数编程SIEMENS802S/CM 固定循环LCYC82 钻削,沉孔加工LCYC83 深孔钻削LCYC840 带补偿夹具的螺纹切削LCYC84 不带补偿夹具的螺纹切削LCYC85 镗孔LCYC60 线性孔排列LCYC61 圆弧孔排列LCYC75 矩形槽,键槽,圆形凹槽铣削SIEMENS802DM/810/840DM 固定循环CYCLE82 中心钻孔CYCLE83 深孔钻削CYCLE84 性攻丝CYCLE85 铰孔CYCLE86 镗孔CYCLE88 带停止镗孔CYCLE71 端面铣削LONGHOLE 一个圆弧上的长方形孔POCKET4 环形凹槽铣削POCKET3 矩形凹槽铣削SLOT1 一个圆弧上的键槽SLOT2 环行槽SIEMENS车床G 代码D 刀具刀补号FF 进给率(与G4 一起可以编程停留时间)G G功能(准备功能字)G0 快速移动G1 直线插补G2 顺时针圆弧插补G3 逆时针园弧插补G33 恒螺距的螺纹切削G4 快速移动G63 快速移动G74 回参考点G75 回固定点G17 (在加工中心孔时要求)G18* Z/X平面G40 刀尖半径补偿方式的取消G41 调用刀尖半径补偿, 刀具在轮廓左侧移动G42 调用刀尖半径补偿, 刀具在轮廓右侧移动G500 取消可设定零点偏置G54 第一可设定零点偏置G55 第二可设定零点偏置G56 第三可设定零点偏置G57 第四可设定零点偏置G58 第五可设定零点偏置G59 第六可设定零点偏置G53 按程序段方式取消可设定零点偏置G70 英制尺寸G71* 公制尺寸G90* 绝对尺寸G91 增量尺寸G94* 进给率F,单位毫米/分G95 主轴进给率F,单位毫米/转I 插补参数I1 圆弧插补的中间点K1 圆弧插补的中间点L 子程序名及子程序调用M 辅助功能M0 程序停止M1 程序有条件停止M2 程序结束M30M17M3 主轴顺时针旋转M4 主轴逆时针旋转M5 主轴停M6 更换刀具N 副程序段: 主程序段P 子程序调用次数RET 子程序结束S 主轴转速,在G4 中表示暂停时间T 刀具号X 坐标轴Y 坐标轴Z 坐标轴AR 圆弧插补张角CALL 循环调用CHF 倒角,一般使用CHR 倒角轮廓连线CR 圆弧插补半径GOTOB 向后跳转指令GOTOF 向前跳转指令RND 圆角支持参数编程SIEMENS 801、802S/CT、802SeT 固定循环LCYC82 钻削,沉孔加工LCYC83 深孔钻削LCYC840 带补偿夹具的螺纹切削LCYC84 不带补偿夹具的螺纹切削LCYC85 镗孔LCYC93 切槽循环LCYC95 毛坯切削循环LCYC97 螺纹切削SIEMENS 802D、810D/840D 固定循环CYCLE71 平面铣削CYCLE82 中心钻孔YCLE83 深孔钻削CYCLE84 刚性攻丝CYCLE85 铰孔CYCLE86 镗孔CYCLE88 带停止镗孔CYCLE93 切槽CYCLE94 退刀槽形状E..F CYCLE95 毛坯切削CYCLE97 螺纹切削HNC车床G代码G00 定位(快速移动)G01 直线切削G02 顺时针切圆弧(CW,顺时钟)G03 逆时针切圆弧(CCW,逆时钟)G04 暂停(Dwell)G09 停于精确的位置G20 英制输入G21 公制输入G22 内部行程限位有效G23 内部行程限位无效G27 检查参考点返回G28 参考点返回G29 从参考点返回G30 回到第二参考点G32 切螺纹G36 直径编程G37 半径编程G40 取消刀尖半径偏置G41 刀尖半径偏置(左侧)G42 刀尖半径偏置(右侧)G53 直接机床坐标系编程G54—G59 坐标系选择G71 内外径粗切循环G72 台阶粗切循环G73 闭环车削复合循环G76 切螺纹循环G80 内外径切削循环G81 端面车削固定循环G82 螺纹切削固定循环G90 绝对值编程G91 增量值编程G92 工件坐标系设定G96 恒线速度控制G97 恒线速度控制取消G94 每分钟进给率G95 每转进给率支持参数与宏编程HNC 铣床G 代码*G00 定位 (快速移动) G01 直线切削 G02 顺时针切圆弧 G03 01 逆时针切圆弧 G04 00 暂停G07 16 虚轴指定G09 00 准停校验*G17 XY 面赋值G18XZ 面赋值 G19 02 YZ 面赋值G20 英寸输入*G21毫米输入 G22 08 脉冲当量G24 镜像开 *G25 03 镜像关G28 返回到参考点 G29 00 由参考点返回 *G40 取消刀具直径偏移G41刀具直径左偏移 G42 07 刀具直径右偏移G43 刀具长度 + 方向偏移G44刀具长度 - 方向偏移 *G49 08 取消刀具长度偏移 *G50 缩放关 G51 04 缩放开G52 局部坐标系设定 G53 00 直接机床坐标系编程*G54 工件坐标系1选择G55 工件坐标系2选择 G56 工件坐标系3选择 G57 工件坐标系4选择 G58 工件坐标系5选择 G59 14 工件坐标系6选择 G60 00 单方向定位*G61 精确停止校验方式 G64 12 连续方式G68 旋转变换 *G69 05 旋转取消G73 高速深孔钻削循环 G74 左螺旋切削循环 G76 精镗孔循环*G80 取消固定循环 G81 中心钻循环G82 反镗孔循环G83深孔钻削循环 G84 右螺旋切削循环 G85 镗孔循环G86 镗孔循环G87 反向镗孔循环 G88 镗孔循环G89 09 镗孔循环*G90 使用绝对值命令 G91 03 使用增量值命令 G92 00 设置工件坐标系 *G94 每分钟进给 G95 14 每转进给*G98 固定循环返回起始点 G99 10 返回固定循环R 点 支持参数与宏编程HNC M 指令M00 程序停M01 选择停止M02 程序结束(复位)M03 主轴正转 (CW)M04 主轴反转 (CCW)M05 主轴停M06 换刀M07 切削液开M09 切削液关M98 子程序调用M99 子程序结束KND100铣床G 代码G00 定位 (快速移动)G01 直线切削 G02 顺时针切圆弧G03 01 逆时针切圆弧G04 00 暂停G17 XY 面赋值G18XZ 面赋值 G19 02 YZ 面赋值G28 机床返回原点 G29 00 从参考点返回*G40 取消刀具直径偏移G41 刀具直径左偏移G42 07 刀具直径右偏移*G43 刀具长度 + 方向偏移*G44刀具长度 - 方向偏移 G49 08 取消刀具长度偏移*G53 机床坐标系选择G54 工件坐标系1选择G55 工件坐标系2选择G56工件坐标系3选择 G57 工件坐标系4选择G58 工件坐标系5选择G59 14 工件坐标系6选择G73 高速深孔钻削循环G74 左螺旋切削循环G76 精镗孔循环*G80 取消固定循环G81 钻孔循环(点钻)G82 钻孔循环(镗阶梯孔)G83深孔钻削循环 G84 攻丝循环G85 镗孔循环G86 钻孔循环G87 反向镗孔循环G88 镗孔循环G89 09 镗孔循环*G90 使用绝对值命令 G91 03 使用增量值命令G92 00 设置工件坐标系*G98 固定循环返回起始点 *G99 10 返回固定循环R 点KND100车床G 代码G00 定位 (快速移动)G01 直线切削 G02 顺时针切圆弧 (CW ,顺时钟)G03 01 逆时针切圆弧 (CCW ,逆时钟)G04 暂停 (Dwell) G10 00 偏移值设定G20 英制输入 G21 06 公制输入G27 检查参考点返回G28 参考点返回 G29 从参考点返回G31 00 跳跃机能G32 01 切螺纹G36 X 轴自动刀偏设定G37 Z 轴自动刀偏设定G40 取消刀尖半径偏置G41刀尖半径偏置 (左侧) G42 07 刀尖半径偏置 (右侧)G50 坐标系设定G54工件坐标系 G55---G59 00 工件坐标系G70 精加工循环G71 内外径粗切循环G72 台阶粗切循环G73成形重复循环 G74 端面深孔加工循环G75 外圆、内圆切削循环G76 00 切螺纹循环G90 (内外直径)切削循环G92切螺纹循环 G94 01 (台阶) 切削循环G96 恒线速度控制 G97 12 恒线速度控制取消G98 每分钟进给率 G99 05 每转进给率KND100 M 指令M00 程序停M01 选择停止M02 程序结束(复位)M03 主轴正转 (CW)M04 主轴反转 (CCW)M05 主轴停M06 换刀M08切削液开M09切削液关 M10卡紧 M11松开 M32润滑开 M33润滑关 M98子程序调用 M99 子程序结束GSK980车床G 代码G00 定位(快速移动)*G01 直线插补(切削进给) G02 圆弧插补CW (顺时针)G03 01 圆弧插补CCW (逆时针)G04 暂停,准停 G28 00 返回参考点G32 01 螺纹切削G50 00 坐标系设定G65 00 宏程序命令G70 精加工循环G71 外圆粗车循环G72 端面粗车循环 G73 封闭切削循环G74 端面深孔加工循环G75 00 外圆,内圆切槽循环G90 外圆,内圆车削循环G92 螺纹切削循环G94 01 端面切削循环G96 恒线速开 G97 02 恒线速关*G98 每分进给 G99 03 每转进给支持参数与宏编程GSK980T M 指令M03 主轴正转M04 主轴反转M05 主轴停止M08 冷却液开M09 冷却液关(不输出信号)M32 润滑开M33 润滑关(不输出信号)M10 备用M11 备用尖(不输出信号)M00程序暂停,按‘循环起动’程序继续执行 M30 程序结束,程序返回开始GSK928 TC/TE G 代码G00 定位(快速移动)*G01 直线插补(切削进给)G02 圆弧插补CW (顺时针)G03 圆弧插补CCW (逆时针)G32 攻牙循环G33 螺纹切削G71 外圆粗车循环G72 端面粗车循环G74 端面深孔加工循环G75 外圆,内圆切槽循环G90 外圆,内圆车削循环 G92 螺纹切削循环G94 外圆内圆锥面循环G22 局部循环开始G80 局部循环结束*G98 每分进给G99 每转进给G50 设置工件绝对坐标系G26 X 、Z 轴回参考G27 X 轴回参考点G29 Z 轴回参考点支持参数与宏编程GSK928 TC/TE M 指令M03 主轴正转M04 主轴反转M05 主轴停止M08 冷却液开M09 冷却液关(不输出信号)M32 润滑开M33 润滑关(不输出信号)M10 备用M11 备用尖(不输出信号)M00 程序暂停,按‘循环起动’程序继续执行M30 程序结束,程序返回开始GSK990M G 代码G00 定位 (快速移动)G01 01 直线切削G02顺时针切圆弧G03逆时针切圆弧 G0400 暂停 G17XY 面赋值 G18XZ 面赋值 G1902 YZ 面赋值 G28机床返回原点 G2900 从参考点返回 *G40取消刀具直径偏移 G41刀具直径左偏移 G4207 刀具直径右偏移 *G43刀具长度 + 方向偏移 *G44刀具长度 - 方向偏移 G4908 取消刀具长度偏移 *G53机床坐标系选择 G54工件坐标系1选择 G55工件坐标系2选择 G56工件坐标系3选择 G57工件坐标系4选择 G58工件坐标系5选择 G5914 工件坐标系6选择 G73高速深孔钻削循环 G74左螺旋切削循环 G76精镗孔循环 *G80取消固定循环 G81钻孔循环(点钻) G82钻孔循环(镗阶梯孔) G83深孔钻削循环 G84攻丝循环 G85镗孔循环 G86钻孔循环 G87反向镗孔循环 G88镗孔循环 G8909 镗孔循环 *G90使用绝对值命令 G9103 使用增量值命令 G9200 设置工件坐标系 *G98固定循环返回起始点*G99 10 返回固定循环R 点GSK990M M 指令M00 程序停M01 选择停止M02 程序结束(复位)M03 主轴正转 (CW)M04 主轴反转(CCW)M05 主轴停M06 换刀M08 切削液开M09 切削液关M10 卡紧M11 松开M32 润滑开M33 润滑关M98 子程序调用M99 子程序结束GSK928MA G代码G00 定位(快速移动)G1 直线切削G02 顺时针切圆弧G03 逆时针切圆弧G04 延时等待G17 XY 面赋值G18 XZ 面赋值G19 YZ 面赋值G28 机床返回原点G29 从参考点返回*G40 取消刀具直径偏移G41 刀具直径左偏移G42 刀具直径右偏移*G43 刀具长度+ 方向偏移*G44 刀具长度- 方向偏移G49 取消刀具长度偏移*G53 机床坐标系选择G54 工件坐标系1选择G55 工件坐标系2选择G56 工件坐标系3选择G57 工件坐标系4选择G58 工件坐标系5选择G59 工件坐标系6选择G73 高速深孔钻削循环G74 左螺旋切削循环G80 取消固定循环G81 钻孔循环(点钻)G82 钻孔循环(镗阶梯孔)G83 深孔钻削循环G84 右旋攻牙循环G85 镗孔循环G86 钻孔循环G89 镗孔循环*G90 使用绝对值命令G91 使用增量值命令G92 设置浮动坐标系*G98 固定循环返回起始点*G99 返回固定循环R点G10 G11 圆凹槽内粗铣G12 G13 全圆内精铣G14 G15 外圆精铣G22 系统参数运算(模态)G23 判参数值跳转G27 机械零点检测G28 经中间点快速定位到程序G31 快速返回R基准面G34 G35 矩形凹槽内精铣G38 G39 矩形外精铣GSK928MA M指令M0 程序停止。
对于一台数控CNC机床来说,要让它动起来,完成一个零件的加工,编程是必不可少的一个步骤!而对于一个零件的加工好坏,则取决于其程序的好坏!因此,一段好的程序也是很重要的!我们在使用数控加工中心的过程中,最常见的数控代码有两种,一种是G代码,一种是M代码。
本文整理了常见的G代码和M代码的含义,不同厂商不同的数控系统可能稍有出入,在实际中以说明书为准。
G代码----功能--------------格式G00--------快速移动格式:G00X-----Y-----Z----格式:4.5.6.7.9.10.11.12.13.14.G29--------从参考点返回15.G40--------刀具半径补偿取消16.G41--------刀具半径左补偿17.G42--------刀具半径右补偿18.G43--------正向刀具长度补偿19.G44--------负向刀具长度补偿20.G49--------刀具长度补偿取消21.G50--------比例缩放取消22.G51--------比例缩放有效23.G54~G59选择工件坐标系1~~~624.G68--------坐标旋转25.G69--------坐标旋转取消26.G73--------高速深孔钻循环格式:G73X---Y---Z---R---Q---F---K--- 27.G74--------左旋攻丝循环格式:G74X---Y---Z---R---Q---F---K--- 28.G76--------精镗循环格式:G76X---Y---Z---R---Q---P---F---K--- 29.G80--------取消固定循环30.G81--------钻孔循环格式:G81X---Y---Z---R---F---31.G83--------排屑钻孔循环格式:G83X---Y---Z---R---Q---F---K--- 32.G84--------刚性攻丝循环格式:G84X---Y---Z---R---P---F---K--- 33.G90--------绝对值编程34.G91--------增量值编程35.G94--------每分钟进给36.G95--------每转进给37.G98--------固定循环返回到参考点38.G99--------固定循环返回到R点G代码:准备功能,控制机床动作(比如G00快速移动)M代码:辅助功能,辅助机床动作。
(圆弧插补)G02/G03G02 G03X(U)- Z(W)- R-( I- K-)F-顺逆时针圆弧插补X、Z:为绝对编程时,圆弧终点在工件坐标系中的坐标。
U、W:为增量编程时,圆弧终点相对于起点的位移量。
I、K:圆心相对于圆弧起点的增加量(等于圆心坐标减去圆弧起点的坐标),在绝对、增量编程时都是以增量方式指定,在直径、半径编程时 I 都是半径值。
见图3.3.8所示。
R:圆弧半径(同时编入R与I、K时,R有效)F -:被编程的两个轴的合成进给速度。
倒直角加工螺纹切削G32G32 X(U)- Z(W)- R- E- P- F-X、Z:绝对编程时,有效螺纹终点在工件坐标系中的坐标;U、W:增量编程时,有效螺纹终点相对于螺纹切削起点的位移量;F:螺纹导程,即主轴每转一圈,刀具相对于工件的进给量;R、E:螺纹切削的退尾量,R 表示 Z 向退尾量,E 为 X 向退尾量,R、E 在绝对或增量编程时都是以增量方式指定,其为正表示沿Z、X 正向回退,为负表示沿Z、X负向回退。
使用R、E可免去退刀槽。
R、E可以省略,表示不用回退功能(此时必须有退刀槽)。
根据螺纹标准R 一般取2倍的螺距,E取螺纹的牙型高。
P:主轴基准脉冲处距离螺纹切削起始点的主轴转角。
注:1. 从螺纹粗加工到精加工,主轴的转速必须保持一常数;2. 在没有停止主轴的情况下,停止螺纹的切削将非常危险,因此螺纹切削时进给保持功能无效,如果按下进给保持按键,刀具在加工完螺纹后停止运动;3. 在螺纹加工中不使用恒线速度控制功能;4. 在螺纹加工轨迹中应设置足够的升速进刀段δ和降速退刀段δ′,以消除伺服滞后造成的螺纹误差。
暂停指令 G04G04 P-P:暂停时间,单位为S(秒)恒线速度指令G96、G97G96 S- G97 S-G96:恒线速度有效G97:取消恒线速度功能S:G96 后面的S值为切削的恒线速度,单位为m/min; G97 后面的S值为取消恒线速度后指定的主轴转速,单位为 r/min;G96为缺省值。
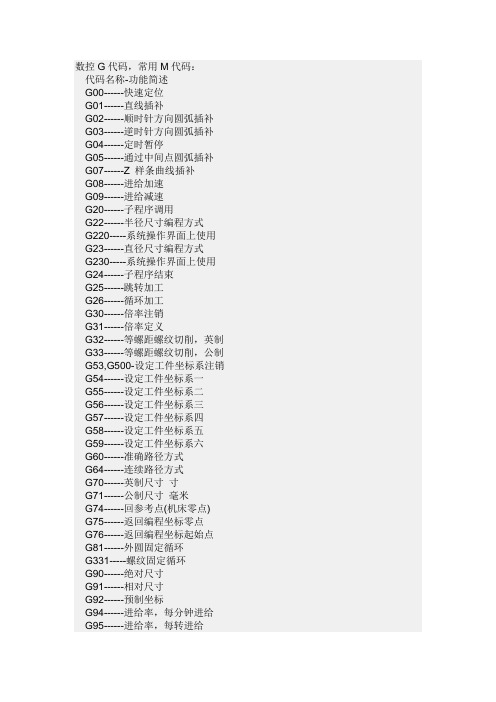
数控G代码,常用M代码:代码名称-功能简述G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G07------Z 样条曲线插补G08------进给加速G09------进给减速G20------子程序调用G22------半径尺寸编程方式G220-----系统操作界面上使用G23------直径尺寸编程方式G230-----系统操作界面上使用G24------子程序结束G25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制G33------等螺距螺纹切削,公制G53,G500-设定工件坐标系注销G54------设定工件坐标系一G55------设定工件坐标系二G56------设定工件坐标系三G57------设定工件坐标系四G58------设定工件坐标系五G59------设定工件坐标系六G60------准确路径方式G64------连续路径方式G70------英制尺寸寸G71------公制尺寸毫米G74------回参考点(机床零点)G75------返回编程坐标零点G76------返回编程坐标起始点G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G94------进给率,每分钟进给G95------进给率,每转进给功能详解G00—快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
移动过程中不得对工件进行加工。
(2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他轴继续运动,(3)不运动的坐标无须编程。

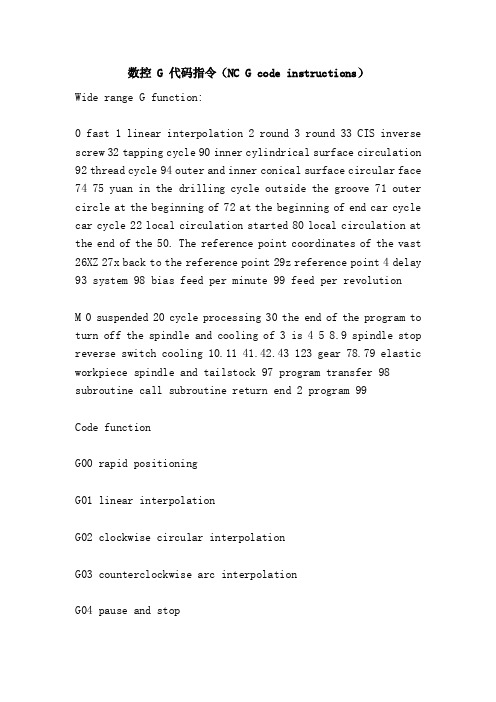
数控 G 代码指令(NC G code instructions)Wide range G function:0 fast 1 linear interpolation 2 round 3 round 33 CIS inverse screw 32 tapping cycle 90 inner cylindrical surface circulation 92 thread cycle 94 outer and inner conical surface circular face 74 75 yuan in the drilling cycle outside the groove 71 outer circle at the beginning of 72 at the beginning of end car cycle car cycle 22 local circulation started 80 local circulation at the end of the 50. The reference point coordinates of the vast 26XZ 27x back to the reference point 29z reference point 4 delay 93 system 98 bias feed per minute 99 feed per revolutionM 0 suspended 20 cycle processing 30 the end of the program to turn off the spindle and cooling of 3 is 4 5 8.9 spindle stop reverse switch cooling 10.11 41.42.43 123 gear 78.79 elastic workpiece spindle and tailstock 97 program transfer 98 subroutine call subroutine return end 2 program 99Code functionG00 rapid positioningG01 linear interpolationG02 clockwise circular interpolationG03 counterclockwise arc interpolationG04 pause and stopG05 three point arc interpolationG62 clockwise elliptic interpolationG63 inverse elliptic interpolationG72 clockwise parabolic interpolationG73 counterclockwise parabolic interpolationG10 data input mode is validG11 cancels data input modeG20 imperial unit selectionG21 metric unit selectionThe G28 automatically returns the mechanical zeroG30 back to machine second, third, fourth reference point G31 jump interpolationG32 equal pitch thread cuttingG33 Z shaft tapping cycleG34 variable pitch thread cuttingG36 automatic tool compensation measurement XG37 automatic tool compensation measurement Z G40 cancels tool nose radius compensationG41 nose radius left compensationG42 nose radius right compensationG50 sets the workpiece coordinate systemG65 macro codeG66 macro program modal invocationG67 cancels macro program modal invocationG70 finishing cycleG71 axial rough cycleG72 radial rough cycleG73 closed cutting cycleG74 axial grooving cycleG75 radial grooving cycleG76 multiple thread cutting cycleG90 axial cutting cycleG92 thread cutting cycleG94 radial cutting cycleG96 constant line speed controlG97 cancel constant line speed controlG98 feed per minuteG99 feed per turnGuangzhou CNC cycle G instructions:G71 outer circle rough vehicle cycleG72 end face rough cycleG74 end hole drilling cycleG75 internal and external circular groove cutting G80 program loop endWithin G90, the outer cylindrical loopG92 thread cutting cycleIn G94, the outer circle cone cycleFrank:1, G00 and G01G00 motion track has two kinds of straight lines and broken lines. This instruction is only used for point positioning and can not be used for cuttingG01 moves at a specified speed to the specified target point in a straight line motion, generally used for cutting2, G02 and G03G02: clockwise arc interpolation, G03:, counterclockwise arc interpolation3, G04 (delay or pause instruction)Generally used for positive and reverse switching, processing blind hole, ladder hole, turning groove cutting4, G17, G18, G19 plane selection instructions, specify plane processing, generally used in milling machines and machining centersThe G17:X-Y plane may be omitted, or it can be a plane parallel to the plane of the X-YG18:X-Z planes or planes parallel to them. In NC lathes only the X-Z plane is not specifiedG19:Y-Z planes or planes parallel to them5, G27, G28, and G29 reference point instructionsG27: returns the reference point, checking and confirming the reference point locationG28: automatically returns the reference point (through the middle point)G28 returns from reference point and is used in conjunction with G29:6, G40, G41, G42 radius compensationG40: cancel tool radius compensationGive it so much, and make it up in the evening7, G43, G44, G49 length compensationG43: length positive compensation G44: length negative compensation G49: cancel tool length compensation8, G32, G92, G76G32: thread cutting G92: thread cutting, stationary cycle, G76: thread cutting, compound cycle9, turning processing: G70, G71, 72, G73G71: axial rough compound cycle instruction G70: finishing compound cycle G72: end turning, radial roughing cycle G73: profiling, roughing cycle10 、 milling machine and machining center:G73: high speed deep hole peck drilling G83: deep hole peck drilling G81: drilling cycle G82: deep hole drilling cycleG74: left handed thread processing, G84: right-hand screw machining, G76: precision boring cycle G86: boring machining cycleG85: reaming G80: cancel the loop instruction11, programming mode G90, G91G90: absolute coordinate programming G91: incremental coordinate programming12, spindle setting instructionsG50: spindle maximum speed setting G96: constant line speed control G97: spindle speed control (cancel constant line speed control instruction) G99: return to R point (middle hole) G98: return to reference point (last hole)13, the spindle is reversed, stop the instructions M03, M04, M05M03: spindle M04: spindle reverse M05: spindle stop14 、 cutting fluid switch M07, M08, M09M07: mist cutting fluid opens M08: liquid cutting fluid opens M09: cutting fluid closes15, exercise stops M00, M01, M02, M30M00: program paused M01: plan to stop M02: machine reset, M30: program finished, pointer returned to the beginning16, M98: Call Subroutine17, M99: return to the main programFANUC G Code: functional details:G00 - quick positioningFormat: G00 X (U) __Z (W) __Instructions: (1) the instruction moves the tool rapidly to the specified position according to the point control mode. The workpiece must not be removed during movementProcessing.(2) all programming axes move at the same speed as the parameter defines. When a shaft has finished, the programming value stopsShaft continue motion,(3) coordinates without movement need not be programmed.(4) G00 can be written as G0Example: G00, X75, Z200G0 U-25 W-100First, X and Z go 25 at the same time, and then go to A, and then Z goes 75, and goes to B.G01 - linear interpolationFormat: G01, X (U), __Z (W), __F__ (mm/min)Instructions: (1) the instruction moves the cutter in a straight line interpolation to the specified position. The movement speed is governed by the F commandFeed rate. All coordinates can be linked together.(2) G01 can also be written as G1Example: G01, X40, Z20, F150Two axis linkage from A point to B pointG02 inverse circle interpolationFormat 1:G02, X (U), ____Z (W), ____I____K____F_____Explanation: (1) when X and Z are in G90, the arc end point coordinate is the absolute coordinate value relative to the programming zero point. At G91,The arc end point is the increment value of the relative arc starting point. In both G90 and G91, I and K are the coordinate values of the arc end points.I is the X direction value, and K is the Z direction value. The coordinate of the center of a circle should not be omitted in circular interpolation unless it is programmed in other formats.(2) G02 instruction programming, you can directly edit quadrant, circle, round, etc..Note: if the image is limited, the clearance compensation will be automatically carried out. If the parameter area is at the end of the input gap, the gap between the compensation and the actual reverse of the machine will be compensatedA sharp cut will occur on the workpiece.(3) G02 can also be written as G2.Examples: G02, X60, Z50, I40, K0, F120The format of 2:G02 X (U) ____Z (W) ____R (\) FInstructions: (1) cannot be used for whole round programming(2) R is the radius of the unilateral R arc of the workpiece. R is signed, + +, indicating that the arc angle is less than 180 degrees;"-" means that the arc angle is greater than 180 degrees. Where "+" can be omitted.(3) it is based on the coordinate of the end point. When the length of the end point and the starting point is greater than 2R, the arc is replaced by a straight line.Example: G02, X60, Z50, R20, F120The format of 3:G02 X (U) ____Z (W) = ____CR (radius) by F__ The format of 4:G02 X (U) ____Z (W) D (diameter F___)These two programming formats are basically the same as in format 2G03 - round interpolationDescription: in addition to the opposite rotation of the arc, the format is the same as the G02 instruction.G04 - timed pauseFormat: G04__F__ or G04 __K__Description: Processing movement pause, time after, continue processing. The pause time is specified by the data behind F. Units are seconds.The range is 0.01 seconds to 300 seconds.G05 - through the middle point arc interpolationFormat: G05, X (U), ____Z (W), ____IX_____IZ_____F_____Description: (1) X, Z is the end point coordinate value, IX, IZ is the middle point coordinate value. Others are similar to G02/G03Examples: G05, X60, Z50, IX50, IZ60, F120G08/G09 feed acceleration / decelerationFormat: G08Explanation: they take a single line in the program segment, and the feed rate will increase by 10% when the program runs to this section,To add 20%, you need to write two separate sections.G22 (G220) - radius size programmingFormat: G22Explanation: a single line in the program, the system runs ina radius, and the following values in the program are alsoAt a radius.G23 (G230) - diameter size programmingFormat: G23Explanation: a single line in a program, the system runs in diameter, and the following values in the program are alsoIn diameter.G25 - jump processingFormat: G25 LXXXExplanation: when a program executes to this program, it transfers the specified program segment. (XXX program).G26 - cycle machiningFormat: G26 LXXX QXXExplanation: when a program executes to this program, its specified program segment starts with this section as a loop body,The number of cycles is determined by the value behind Q.G30 - magnification cancellationFormat: G30Description: in the program alone line, and G31 with the use of G31 cancellation function.G31 - magnification definitionFormat: G31 F_____G32 - equal pitch thread processing (inch)G33 - equal pitch thread machining (Metric)Format: G32/G33, X (U), ____Z (W), ____F____Description: (1) X and Z are end coordinate values, and F is pitch(2) G33/G32 can only process single pole and single thread.(3) the change of X value can process taper thread(4) when using this instruction, the speed of the main shaft can not be too high, otherwise, the tool wear is relatively large.G50 - sets the workpiece coordinates / sets the spindle's maximum (low) speedFormat: G50 S____Q____Description: S is the spindle maximum speed, Q is the spindle minimum speedG54 - sets the workpiece coordinatesFormat: G54Explanation: there are several coordinate systems in the system. G54 corresponds to the first coordinate system, and the origin position value is in the machine toolParameter setting.G55 - sets the workpiece coordinates twoDittoG56 - sets the workpiece coordinates threeDittoG57 - sets the workpiece coordinates fourDittoG58 - sets the workpiece coordinates fiveDittoG59 - sets the workpiece coordinates sixDittoG60 - exact path modeFormat: G60Explanation: in actual machining, when several actions are linked together and programmed with the exact path, they are then proceedingIn the next processing, there will be a buffer process (meaning deceleration)G64 - continuous path modeFormat: G64Explanation: relative to G60. Mainly used for rough machining.G74 - return reference point (machine zero)Format: G74 X ZDirections: (1) no other content may appear in this paragraph.(2) the coordinates that appear behind G74 will be zero back in X and Z.(3) before using the G74, it is necessary to confirm that the machine tool is equipped with a reference point switch.(4) single axis zeroing can also be carried out.G75 - returns the zero point of the programming coordinateFormat: G75 X ZExplanation: return the programming coordinate zeroG76 - returns the starting point of the programming coordinateFormat: G76Explanation: return to the position where the tool is machined.G81 external circle (internal circle) fixed cycleFormat: G81__X (U) __Z (W) __R__I__K__F__Note: (1) X, Z is the end point coordinate value, U, W is the end point, relative to the current point of the incremental value.(2) R is the diameter to be machined at the beginning of the cross section.(3) I is coarse feed, K is fine feed, I and K are signed numbers, and both symbols should be the same.The symbol convention is as follows: cut by outside center axis (outside the circle) is "-", this is opposite"".(4) different X, Z, R determine different switches of excircle, such as taper or no degree,Forward or reverse taper, left or right cutting.(5) F is the speed of cutting (mm/min)(6) after cutting, the tool stops at the finish line.Examples: G81, X40, Z,, R15,, I-3, K-1, F100Machining process:1:G01 feed 2 times the I (first knife is I, the last knife is I K precision car), deep cutting:2:G01 two axis interpolation, cutting to the end cross section, if the end of processing, then stop:3:G01 retract I to a safe position, and assist the smooth treatment of the section4:G00 fast feed to high working surface I outside, reserve I for next cutting, repeat to 1.G90 - absolute value programmingFormat: G90Directions: (1) when G90 is programmed, all subsequentcoordinate values are based on programming zeros.(2) after the system is powered on, the machine is in the G state.N0010, G90, G92, X20, z90N0020, G01, X40, Z80, F100N0030, G03, X60, Z50, I0, K-10N0040 M02G91 - incremental programmingFormat: G91Explanation: when G91 is programmed, all coordinate values are computed as a starting pointProgrammed values of motion. In the next section of the coordinate system, always start as a starting point.Example: N0010, G91, G92, X20, Z85N0020, G01, X20, Z-10, F100N0030 Z-20N0040 X20 Z-15N0050 M02G92 - setting the workpiece coordinate systemFormat: G92 X__ Z__Directions: (1) G92 only changes the coordinate value displayed by the system, does not move the coordinate axis, and reaches the set coordinatePurpose of origin.(2) the effect of G92 is to change the indicated nose coordinates to set values.(3) the XZ behind G92 can be separately compiled or fully compiled.G94 - feed rate, feed per minuteDescription: This is the boot default state of the machine tool.G20 - subroutine callFormat: G20 L__N__Directions: (1) L is the program name after the subroutine N to be called, but N cannot be entered.1~99999999 is only allowed with digital N.(2) this paragraph shall not be subject to any description other than those described above.G24 - the end of the subroutine returnsFormat: G24Directions: (1) G24 means the end of the subroutine and returns to the next section of the program that calls the subroutine.(2) G24 and G20 appear in pairs(3) no other instructions are allowed in this section of G24.ExampleExample: through the next example shows the process of parameter transfer during subroutine call, please note the applicationProgram name: P10M03 S1000G20 L200M02N200 G92 X50 Z100G01 X40 F100Z97G02, Z92, X50, I10, K0, F100G01 Z-25 F100G00 X60Z100G24If you want to call many times, use it in the following format M03 S1000N100 G20 L200N101 G20 L200N105 G20 L200M02N200 G92 X50 Z100G01 X40 F100Z97G02, Z92, X50, I10, K0, F100G01 Z-25 F100G00 X60Z100G24G331 - thread processing cycleFormat: G331 X__ Z__I__K__R__p__Description: (1) X changes to diameter, X=0 is straight thread(2) Z is thread length, absolute or relative programming(3) I is the trailing length of the thread in the direction of X after cutting(4) the diameter difference between the outer diameter of R thread and the root diameter is positive(5) the pitch of K is KMM(6) the machining times of P threads, that is, cut off with a few knivesPrompt:1, each time for R / P feed depth and rounded the last knife not to feed the whole light thread surface2. The tail of the internal thread is decided by the I value along the positive and negative direction of the X.3. The starting position of the thread processing cycle is to align the tool point to the outer circle of the thread.Example:M3G4 F2G0 x30 Z0G331, z-50, x0, I10, K2, r1.5, P5G0 Z0M05Supplement:1, G00 and G01G00 motion track has two kinds of straight lines and broken lines. This instruction is only used for point positioning andcan not be used for cuttingG01 moves at a specified speed to the specified target point in a straight line motion, generally used for cutting2, G02 and G03G02: clockwise arc interpolation, G03:, counterclockwise arc interpolation3, G04 (delay or pause instruction)Generally used for positive and reverse switching, processing blind hole, ladder hole, turning groove cutting4, G17, G18, G19 plane selection instructions, specify plane processing, generally used in milling machines and machining centersThe G17:X-Y plane may be omitted, or it can be a plane parallel to the plane of the X-YG18:X-Z planes or planes parallel to them. In NC lathes only the X-Z plane is not specifiedG19:Y-Z planes or planes parallel to them5, G27, G28, and G29 reference point instructionsG27: returns the reference point, checking and confirming the reference point locationG28: automatically returns the reference point (through the middle point)G28 returns from reference point and is used in conjunction with G29:6, G40, G41, G42 radius compensationG40: cancel tool radius compensation7, G43, G44, G49 length compensationG43: length positive compensation G44: length negative compensation G49: cancel tool length compensation8, G32, G92, G76G32: thread cutting G92: thread cutting, stationary cycle, G76: thread cutting, compound cycle9, turning processing: G70, G71, 72, G73G71: axial rough compound cycle instruction G70: finishing compound cycle G72: end turning, radial roughing cycle G73: profiling, roughing cycle10 、 milling machine and machining center:G73: high speed deep hole peck drilling G83: deep hole peck drilling G81: drilling cycle G82: deep hole drilling cycleG74: left handed thread processing, G84: right-hand screw machining, G76: precision boring cycle G86: boring machining cycleG85: reaming G80: cancel the loop instruction11, programming mode G90, G91G90: absolute coordinate programming G91: incremental coordinate programming12, spindle setting instructionsG50: spindle maximum speed setting G96: constant line speed control G97: spindle speed control (cancel constant line speed control instruction) G99: return to R point (middle hole) G98: return to reference point (last hole)Specific to see the FANUC programming instructions, for reference only.。
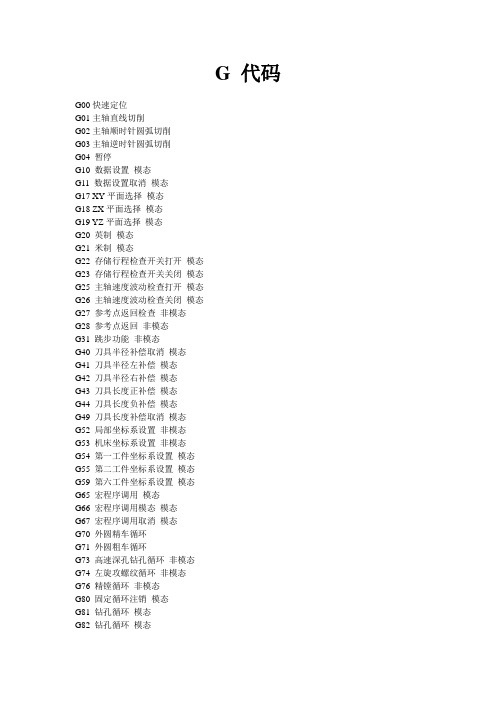
G 代码G00快速定位G01主轴直线切削G02主轴顺时针圆弧切削G03主轴逆时针圆弧切削G04 暂停G10 数据设置模态G11 数据设置取消模态G17 XY平面选择模态G18 ZX平面选择模态G19 YZ平面选择模态G20 英制模态G21 米制模态G22 存储行程检查开关打开模态G23 存储行程检查开关关闭模态G25 主轴速度波动检查打开模态G26 主轴速度波动检查关闭模态G27 参考点返回检查非模态G28 参考点返回非模态G31 跳步功能非模态G40 刀具半径补偿取消模态G41 刀具半径左补偿模态G42 刀具半径右补偿模态G43 刀具长度正补偿模态G44 刀具长度负补偿模态G49 刀具长度补偿取消模态G52 局部坐标系设置非模态G53 机床坐标系设置非模态G54 第一工件坐标系设置模态G55 第二工件坐标系设置模态G59 第六工件坐标系设置模态G65 宏程序调用模态G66 宏程序调用模态模态G67 宏程序调用取消模态G70 外圆精车循环G71 外圆粗车循环G73 高速深孔钻孔循环非模态G74 左旋攻螺纹循环非模态G76 精镗循环非模态G80 固定循环注销模态G81 钻孔循环模态G82 钻孔循环模态G83 深孔钻孔循环模态G84 攻螺纹循环模态G85 粗镗循环模态G86 镗孔循环模态G87 背镗循环模态G89 镗孔循环模态G90 绝对尺寸模态G91 增量尺寸模态G92 工件坐标原点设置模态G97 以转速进给固定循环回到初始点G98 以时间进给固定循环回到R点M指令M00 程序停止M01 条件程序停止M02 程序结束M03 主轴正转M04 主轴反转M05 主轴停止M06 刀具交换M08 冷却开M09 冷却关M10 工件夹紧M11 工件松开M18 主轴定向解除M19 主轴定向M20 程序结束循环加工M29 刚性攻丝M30 程序结束并返回程序头M98 调用子程序M99 子程序结束返回/重复执行。
FANUC 0-TD系統G 代碼命令代碼組及其含義“模態代碼” 和“一般” 代碼“形式代碼” 的功能在它被執行後會繼續維持,而“一般代碼” 僅僅在收到該命令時起作用。
定義移動的代碼通常是“模態代碼”,像直線、圓弧和迴圈代碼。
反之,像原點返回代碼就叫“一般代碼”。
每一個代碼都歸屬其各自的代碼組。
在“模態代碼”里,當前的代碼會被載入的同組代碼替換。
G代碼組別解釋G00 01 定位 (快速移動)G01 直線切削G02 順時針切圓弧 (CW,順時鐘)G03 逆時針切圓弧 (CCW,逆時鐘)G04 00 暫停 (Dwell)G09 停於精確的位置G20 06 英制輸入G21 公制輸入G22 04 內部行程限位有效G23 內部行程限位無效G27 00 檢查參考點返回G28 參考點返回G29 從參考點返回G30 回到第二參考點G32 01 切螺紋G40 07 取消刀尖半徑偏置G41 刀尖半徑偏置 (左側)G42 刀尖半徑偏置 (右側)G50 00 修改工件坐標;設置主軸最大的 RPMG52 設置局部坐標係G53 選擇機床坐標係G70 00 精加工迴圈G71 內外徑粗切迴圈G72 台階粗切迴圈G73 成形重復迴圈G74 Z 向步進鑽削G75 X 向切槽G76 切螺紋迴圈G80 10 取消固定迴圈G83 鑽孔迴圈G84 攻絲迴圈G85 正面鏜孔迴圈G87 側面鑽孔迴圈G88 側面攻絲迴圈G89 側面鏜孔迴圈G90 01 (內外直徑)切削迴圈G92 切螺紋迴圈G94 (台階) 切削迴圈G96 12 恒線速度控制G97 恒線速度控制取消G98 05 每分鐘進給率G99 每轉進給率代碼解釋G00 定位1. 格式 G00 X_ Z_ 這個命令把刀具從當前位置移動到命令指定的位置 (在絕對坐標方式下),或者移動到某個距離處 (在增量坐標方式下)。
2. 非直線切削形式的定位我們的定義是:採用獨立的快速移動速率來決定每一個軸的位置。
G代码代码名称-功能简述G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G07------Z 样条曲线插补G08------进给加速G09------进给减速G20------子程序调用G22------半径尺寸编程方式G220-----系统操作界面上使用G23------直径尺寸编程方式G230-----系统操作界面上使用G24------子程序结束G25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制G33------等螺距螺纹切削,公制G53,G500-设定工件坐标系注销G54------设定工件坐标系一G55------设定工件坐标系二G56------设定工件坐标系三G57------设定工件坐标系四G58------设定工件坐标系五G59------设定工件坐标系六G60------准确路径方式G64------连续路径方式G70------英制尺寸寸G71------公制尺寸毫米G74------回参考点(机床零点)G75------返回编程坐标零点G76------返回编程坐标起始点G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G94------进给率,每分钟进给G95------进给率,每转进给G00—快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
移动过程中不得对工件进行加工。
(2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他轴继续运动,(3)不运动的坐标无须编程。
(4)G00可以写成G0例:G00 X75 Z200G0 U-25 W-100先是X和Z同时走25快速到A点,接着Z向再走75快速到B点。
G01—直线插补格式:G01 X(U)__Z(W)__F__(mm/min)说明:(1)该指令使刀具按照直线插补方式移动到指定位置。
移动速度是由F指令进给速度。
所有的坐标都可以联动运行。
(2)G01也可以写成G1例:G01 X40 Z20 F150两轴联动从A点到B点G02—逆圆插补格式1:G02 X(u)____Z(w)____I____K____F_____说明:(1)X、Z在G90时,圆弧终点坐标是相对编程零点的绝对坐标值。
在G91时,圆弧终点是相对圆弧起点的增量值。
无论G90,G91时,I和K均是圆弧终点的坐标值。
I是X方向值、K是Z方向值。
圆心坐标在圆弧插补时不得省略,除非用其他格式编程。
(2)G02指令编程时,可以直接编过象限圆,整圆等。
注:过象限时,会自动进行间隙补偿,如果参数区末输入间隙补偿与机床实际反向间隙悬殊,都会在工件上产生明显的切痕。
(3)G02也可以写成G2。
例:G02 X60 Z50 I40 K0 F120格式2:G02 X(u)____Z(w)____R(+\-)__F__说明:(1)不能用于整圆的编程(2)R为工件单边R弧的半径。
R为带符号,“+”表示圆弧角小于180度;“-”表示圆弧角大于180度。
其中“+”可以省略。
(3)它以终点点坐标为准,当终点与起点的长度值大于2R时,则以直线代替圆弧。
例:G02 X60 Z50 R20 F120格式3:G02 X(u)____Z(w)____CR=__(半径)F__格式4:G02 X(u)____Z(w)__D__(直径)F___这两种编程格式基本上与格式2相同G03—顺圆插补说明:除了圆弧旋转方向相反外,格式与G02指令相同。
G04—定时暂停格式:G04__F__ 或G04 __K__说明:加工运动暂停,时间到后,继续加工。
暂停时间由F后面的数据指定。
单位是秒。
范围是0.01秒到300秒。
G05—经过中间点圆弧插补格式:G05 X(u)____Z(w)____IX_____IZ_____F_____说明:(1)X,Z为终点坐标值,IX,IZ为中间点坐标值。
其它与G02/G03相似例:G05 X60 Z50 IX50 IZ60 F120G08/G09—进给加速/减速格式:G08说明:它们在程序段中独自占一行,在程序中运行到这一段时,进给速度将增加10%,如要增加20%则需要写成单独的两段。
G22(G220)—半径尺寸编程方式格式:G22说明:在程序中独自占一行,则系统以半径方式运行,程序中下面的数值也是以半径为准的。
G23(G230)—直径尺寸编程方式格式:G23说明:在程序中独自占一行,则系统以直径方式运行,程序中下面的数值也是以直径为准的。
G25—跳转加工格式:G25 LXXX说明:当程序执行到这段程序时,就转移它指定的程序段。
(XXX为程序段号)。
G26—循环加工格式:G26 LXXX QXX说明:当程序执行到这段程序时,它指定的程序段开始到本段作为一个循环体,循环次数由Q后面的数值决定。
G30—倍率注销格式:G30说明:在程序中独自占一行,与G31配合使用,注销G31的功能。
格式:G31 F_____G32—等螺距螺纹加工(英制)G33—等螺距螺纹加工(公制)格式:G32/G33 X(u)____Z(w)____F____说明:(1)X、Z为终点坐标值,F为螺距(2)G33/G32只能加工单刀、单头螺纹。
(3)X值的变化,能加工锥螺纹(4)使用该指令时,主轴的转速不能太高,否则刀具磨损较大。
G54—设定工件坐标一格式:G54说明:在系统中可以有几个坐标系,G54对应于第一个坐标系,其原点位置数值在机床参数中设定。
G55—设定工件坐标二同上G56—设定工件坐标三同上G57—设定工件坐标四同上G58—设定工件坐标五同上G59—设定工件坐标六同上G60—准确路径方式格式:G60说明:在实际加工过程中,几个动作连在一起时,用准确路径编程时,那么在进行下一段加工时,将会有个缓冲过程(意即减速)G64—连续路径方式格式:G64说明:相对G60而言。
主要用于粗加工。
G74—回参考点(机床零点)格式:G74 X Z说明:(1)本段中不得出现其他内容。
(2)G74后面出现的的座标将以X、Z依次回零。
(3)使用G74前必须确认机床装配了参考点开关。
(4)也可以进行单轴回零。
G75—返回编程坐标零点说明:返回编程坐标零点G76—返回编程坐标起始点格式:G76说明:返回到刀具开始加工的位置。
G81—外圆(内圆)固定循环格式:G81__X(U)__Z(W)__R__I__K__F__说明:(1)X,Z为终点坐标值,U,W为终点相对于当前点的增量值。
(2)R为起点截面的要加工的直径。
(3)I为粗车进给,K为精车进给,I、K为有符号数,并且两者的符号应相同。
符号约定如下:由外向中心轴切削(车外圆)为“—”,反这为“+”。
(4)不同的X,Z,R 决定外圆不同的开关,如:有锥度或没有度,正向锥度或反向锥度,左切削或右切削等。
(5)F为切削加工的速度(mm/min)(6)加工结束后,刀具停止在终点上。
例:G81 X40 Z 100 R15 I-3 K-1 F100加工过程:1:G01进刀2倍的I(第一刀为I,最后一刀为I+K精车),进行深度切削:2:G01两轴插补,切削至终点截面,如果加工结束则停止:3:G01退刀I到安全位置,同时进行辅助切面光滑处理4:G00快速进刀到高工面I外,预留I进行下一步切削加工,重复至1。
G90—绝对值方式编程格式:G90说明:(1)G90编入程序时,以后所有编入的坐标值全部是以编程零点为基准的。
(2)系统上电后,机床处在G状态。
N0010 G90 G92 x20 z90N0020 G01 X40 Z80 F100N0030 G03 X60 Z50 I0 K-10N0040 M02G91—增量方式编程格式:G91说明:G91编入程序时,之后所有坐标值均以前一个坐标位置作为起点来计算运动的编程值。
在下一段坐标系中,始终以前一点作为起始点来编程。
例:N0010 G91 G92 X20 Z85N0020 G01 X20 Z-10 F100N0030 Z-20N0040 X20 Z-15N0050 M02G92—设定工件坐标系说明:(1)G92只改变系统当前显示的坐标值,不移动坐标轴,达到设定坐标原点的目的。
(2)G92的效果是将显示的刀尖坐标改成设定值。
(3)G92后面的XZ可分别编入,也可全编。
G94—进给率,每分钟进给说明:这是机床的开机默认状态。
G20—子程序调用格式:G20 L__N__说明:(1)L后为要调用的子程序N后的程序名,但不能把N输入。
N后面只允许带数字1~99999999。
(2)本段程序不得出现以上描述以外的内容。
G24—子程序结束返回格式:G24说明:(1)G24表示子程序结束,返回到调用该子程序程序的下一段。
(2)G24与G20成对出现(3)G24本段不允许有其它指令出现。
例:通过下例说明在子程序调用过程中参数的传递过程,请注意应用程序名:P10M03 S1000G20 L200M02N200 G92 X50 Z100G01 X40 F100Z97G02 Z92 X50 I10 K0 F100G01 Z-25 F100G00 X60Z100G24如果要多次调用,请按如下格式使用M03 S1000N100 G20 L200N101 G20 L200N105 G20 L200M02N200 G92 X50 Z100G01 X40 F100Z97G02 Z92 X50 I10 K0 F100G00 X60Z100G24G331—螺纹加工循环格式:G331 X__ Z__I__K__R__p__说明:(1)X向直径变化,X=0是直螺纹(2)Z是螺纹长度,绝对或相对编程均可(3)I是螺纹切完后在X方向的退尾长度,±值(4)R螺纹外径与根径的直径差,正值(5)K螺距KMM(6)p螺纹的循环加工次数,即分几刀切完提示:1、每次进刀深度为R÷p并取整,最后一刀不进刀来光整螺纹面2、内螺纹退尾根据沿X的正负方向决定I值的称号。
3、螺纹加工循环的起始位置为将刀尖对准螺纹的外圆处。
例子:M3G4 f2G0 x30 z0G331 z-50 x0 i10 k2 r1.5 p5G0 z0M05。