选煤厂煤泥水处理系统优化设计及实践
- 格式:doc
- 大小:27.00 KB
- 文档页数:5
选煤厂煤泥水处理系统优化设计及实践摘要:煤泥水处理效果的好坏直接影响着分选系统稳定性、产品质量和洗水浓度。
针对洗煤厂煤泥水处理过程中遇到的问题,经现场分析研究决定在合理选择和添加药剂、改进分选工艺等方面对原煤泥处理系统进行改造。
技改实践表明,煤泥水处理系统经技术改造后有效地提高了煤泥水的处理效果,为提高选煤厂经济效益奠定了基础。
关键词:煤泥水;工艺优化;技改方案;效果分析随着环境保护要求的不断提高,选煤厂洗水闭路循环要求也在不断提高,煤泥水的处理便成了选煤厂洗水循环中的重点和难点。
煤泥水处理效果的好坏直接影响煤炭洗选效率和产品质量,甚至会影响到整个洗煤厂分选工艺流程。
分选实践表明,煤泥水处理系统能力不足,则会造成分选设备故障率升高,洗水浓度偏高,分选效率低下,降低了产品的质量,影响产品销售。
尽管采取化学、物理手段可以大幅度的降低洗水中煤泥含量,但洗水浓度偏高问题仍然是困扰洗煤厂的关键难题[1-3]。
文章以西部某矿附属选煤厂为研究对象,为实现低浓度洗水和煤泥的有效回收,对原煤泥水处理工艺进行技术改造。
1 煤泥水处理系统问题分析该选煤厂设计可入选原煤能力300万吨/年,煤泥水处理系统具体为煤泥水经由煤泥重介质旋流器进行分级和浓缩,底流进入选煤厂粗煤泥回收系统,溢流进入浓缩机和加压过滤机进行脱水回收煤泥,所得滤液进入闭路循环洗水。
该选煤厂自2001年运营以来,生产系统稳定,分选精度高,但是受到矿井开采工艺的改变,入选原煤煤泥含量大幅度提高,造成分选系统中煤泥处理难度加大,原分选工艺煤泥处理能力减弱,致使洗水中煤泥含量较高。
另外,选煤采用单絮凝剂进行煤泥沉淀,该絮凝剂对于细煤泥处理效果较差,造成洗水中煤泥含量偏高,原因是细煤泥表面存在斥力较大的电荷会阻碍煤泥的絮凝过程,故药剂的选择不合理也是造成洗水浓度偏高的重要原因。
洗水浓度偏高会一定程度地制约选厂正常分选,造成重介分选系统处于低负荷运行;煤泥部分进入分选产品中,造成产品质量不达标;今年应客户要求将喷吹煤灰分指标调为9.6~10%,而当前产品灰分值普遍高于10%,这样造成产品销售困难。
布尔台选煤厂煤泥水处理系统优化选煤厂总建设规模为30.00Mt/a,全厂小时设计处理能力为5871.21t/h(收到基)。
末煤系统能力按占原煤总量的55%进行计算,即末煤重介系统的能力为3229.17t/h,末煤重介系统与筛分车间相对应,设A、B两大系统,每套系统能力为1614.58t/h。
每个大系统再设两个子系统,每个子系统的能力为807.29t/h。
但由于原煤泥化严重,且中细煤泥含量大,致使原有煤泥水处理系统能力严重不足,特别是浓缩池沉降面积不足,导致现有末煤入洗能力只能达到设计能力的30%,严重制约末煤入洗能力。
标签:选煤厂;煤泥;水处理1 现有生产系统现状工艺及存在问题1.1 生产现状现有的浓缩系统煤泥水澄清效果较差。
由于煤质中-0.125mm的细粒煤泥占到总量的62.08%,尤其是-0.045mm煤泥占煤泥总量的44.07%,使煤泥水处理难度加大,现有浓缩机的澄清效果差。
浓缩系统生产方式灵活性较差,现有系统块、末煤泥水系统不能分开,而且仅有一种生产方式。
1.2 选煤工艺布尔台选煤厂+13mm块煤采用重介浅槽分选;13-2mm末煤采用有压两产品重介旋流器分选,2-0.2mm粗煤泥采用TBS干扰床分选,-0.2mm细煤泥直接脱水回收。
本次工程为改扩建工程不改变现有选煤工艺。
本次改造在布尔台选煤厂现有系统的基础上新建一座Φ45m浓缩池及泵房,建成后可以作为二段浓缩机,处理现有末煤浓缩车间两台浓缩机的溢流可进行串联使用。
也可与现有末煤浓缩车间两台浓缩机并联使用。
1.3 产品结构改造不改变选煤厂现有产品结构,现有产品结构及质量要求:(1)块精煤:粒度200-50(25)mm;(2)优质动力煤:块精煤破碎至50-0mm,Qner.ar>5500kcal/kg;(3)洗混煤:粒度50-0mm,Qner.ar>5000kcal/kg;(4)末原煤:粒度13-0mm;(5)细煤泥:可单独外运。
保德选煤厂南部区煤泥水系统系列优化方案的设计与实施摘要:针对保德选煤厂南部区原煤泥水处理系统所存在的诸多问题,经分析、论证,采取了5项系列改进措施,包括助滤剂添加、螺旋矸石预先脱水、煤泥水双检测系统应用、脱泥脱介筛筛板改造、截粗弧形筛原煤单系统全入洗改造等,并逐步实施,实施完成后取得了较好的效果,煤泥水处理系统压力得以降低,煤泥水处理设备工况得以改善,煤泥水分得以降低,选煤厂入洗量和煤质指标也得以保证。
关键词:煤泥水优化方案实施助滤剂在整个煤炭洗选加工领域,一直以来煤泥水系统都是影响选煤厂正常生产的最主要环节之一[1],煤泥水系统运行的好坏,是评价一个选煤厂管理和技术水平的最主要因素[2]。
随着国家环保政策的不断加强,实现煤泥水系统的一级闭路循环和清水洗煤就成了每个选煤厂的主要工作目标[3、4],如何在煤泥水系统允许的情况下,入洗更多的煤,洗出更合格的产品,从而为企业创造更多的效益,也成为选煤厂本身存在的意义所在。
[5]1 保德选煤厂煤泥水系统所存在的问题保德选煤厂南部区于2004年建成投产[6],至今已有10年,因10年来原煤煤质不断恶化,煤泥量不断增加,导致现有的煤泥水系统处理能力难以满足生产需要,成为南部区生产中的瓶颈所在,制约了南部区的生产。
进行系列改造优化前,南部区浓缩池扭矩始终维持在30以上的高位运行,加压过滤机排料时间最高达800S,排料水分极高,煤泥成糊状,水分高达25%,粒度0.045 mm以下的极细煤泥量达到43.9%,加压过滤机难以有效将其排出,在系统内不断的死循环,末煤仅能入洗20%~30%,一旦加大末煤入洗量,就面临着压耙子的风险。
为改善保德选煤厂南部区煤泥水处理系统运行效果,提高处理能力,保证煤质指标合格,保德选煤厂在2013年组织技术人员进行了系统性的论证,分析症结所在,找出解决方案,并一一进行了实施。
2 存在问题的分析及解决方案基于上述问题,通过分析论证,保德选煤厂从如何降低进入系统的煤泥量、如何使煤泥快速沉降、如何将沉降后的煤泥高效的排出系统、如何提高煤泥处理设备的处理效果、如何在系统故障时提高系统灵活性五方面入手采取措施。
东山选煤厂煤泥水技术改造的实践摘要:东山选煤厂采用煤泥水技术改造进行试点,以改善环境污染、提高煤炭质量、节省能源以及降低成本。
本文概述了煤泥水技术改造的设计方案、施工过程及实施成果,并分析了这一技术改造实施在东山选煤厂所带来的效益。
关键词:东山选煤厂、煤泥水技术改造、环境污染、煤炭质量、能源节约、成本降低正文:东山选煤厂为全面实现节能减排、提高煤炭质量及优化经营管理,于2020年开启煤泥水技术改造试点。
该试点改造设计了煤泥水回收及处理系统,使煤泥水中的碳含量以及粒度小于碳质标准,碳质指标明显提升,满足煤炭的质量要求。
同时,改造还提高了脉动选择器的效率,并降低了电能消耗,节省了每百公斤电能消耗量20.3%。
此外,改造技术还导致了环境污染的大幅减少,将煤泥水污染物排放量降低96.6%,有效改善了周边环境质量,实现了节能减排目标。
另外,改造还能够节省生产成本,使整个作业过程得以优化,压缩了产品成本,提高了企业的经济效益。
总之,东山选煤厂采用煤泥水技术改造,不仅能够改善环境污染,提高煤炭质量,节省能源以及降低成本,还能够改善企业经营管理水平。
改造实施以来,东山选煤厂的安全生产指标有显著改善,在节省能源及降低成本方面有突出的表现。
在煤泥水技术改造的指导下,东山选煤厂采用了信息化应用系统,能够实时监控煤泥水处理系统的运行情况;采用工作流程改造,提高了维修的效率,减少了运行中的损失;安装设备实施标准化作业,提高了质量控制水平。
此外,人员安全也得到了有效保障。
东山选煤厂采取了“三级防护措施”:首先开展安全知识教育,提高员工的安全意识;其次实施安全设施改造,提升基础设施的防护品质;最后采用安全自动化技术,将安全措施深入到生产过程中,以防止事故的发生。
总之,煤泥水技术改造不仅能带来经济效益的提升,还极大提升了安全生产的水平,使东山选煤厂的安全管理得以有效改善。
煤泥水技术改造实施以来,东山选煤厂质量管理水平也得到了极大提升。
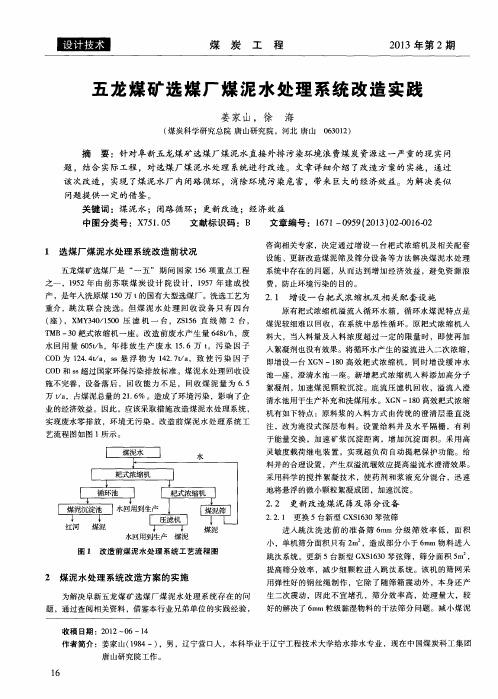
第19卷第3期2019年3月黑龙江工业学院学报JOURNAL OF HEILONGJIANG UNIVERSITY OF TECHNOLOGY Vol.19 No.3Mar.2019文章编号:2096-3874(2019)03 -0031 -04煤泥水处理系统优化设计及实践王爱卿(黑龙江工业学院环境工程系,黑龙江鸡西158100)摘要:煤发是我国应用比较广泛的资源之一。
煤炭企业的发展也是我国经济发展中主要 的项目,在当前新的环境形势下,对于煤炭发展的要求越来越高,既要符合当前可持续发展的要 求,又要符合绿色、环保、低碳的要求,因此,必须要做好煤炭企业的环保工作。
在煤炭企业的环 保工作中,煤泥水处理系统的改造是重中之重。
优化煤泥水处理系统可以减少资源的浪费、环 境的污染,提高工作质量,保证资源的可持续发展。
试论述煤泥水的来源及其特点,概述煤泥水 处理系统的现状,列举煤泥水的处理方法,探讨分析煤泥水处理技术目前存在的问题并提出改 进方案。
关键词:煤泥水;污水处理;系统优化中图分类号:TD926.5随着社会经济的发展,资源节约、环境保护等 这些保护生态发展的观念越来越深人人心。
在这 种大环境下,人们对煤炭企业的要求越来越高,尤 其是煤泥水的处理,不仅与环境保护息息相关,还 与人们的日常生活相关。
因为污水的排放和人们 日常饮用的生活水有关,所以必须要对煤泥水进 行精益处理,保护生态环境。
1煤泥水的来源及其特点煤泥水主要来自于煤炭在加工过程中所产生 的水,是煤矿在加工过程中所产生的工业污水或 者尾水,这里面含有大量的煤炭杂质、煤泥和泥 沙,因此一般称之为煤泥水,如果煤泥水没有经过 处理,直接排放出去,就会给周围环境造成严重的 污染。
因此,要了解煤泥水产生的原因及其煤泥 水的特点,这样可以更好地处理煤泥水。
以实际 工程为例:在选煤的过程中会需要大量的水,例 如,选取1吨的原煤需要3至5立方米的循环水,在这其中还需要添加一些清水,这些水经过洗选 之后里面会含有一些煤炭的小颗粒,我们把这些文献标识码:A含有颗粒径小于1毫米的煤水称为洗煤废水,这种水具有高度的污染性。
收稿日期:2020-03-20*基金项目:2019年神东煤炭集团第一批专项基金(201914223056)作者简介:方治民(1995—),男,陕西榆林人,2018年毕业于中国矿业大学(北京)矿物加工工程专业,助理工程师,现从事选煤厂工艺设计方面的工作。
试验研究哈拉沟选煤厂煤泥水系统优化设计*方治民(鄂尔多斯市神东工程设计有限公司,陕西神木719315)摘要:煤泥水处理工艺是选煤厂生产过程中的一个重要环节,它直接关系到选煤厂产品质量指标的好坏,同时也对选煤产品的成本管控、全厂洗水闭路循环有直接的影响。
通过分析哈拉沟选煤厂的煤质特点,结合该厂煤泥水系统运行过程中存在的问题,对哈拉沟选煤厂煤泥水系统进行优化升级改造。
在末煤系统增加2台板框压滤机处理极细煤泥,末煤浓缩系统的浓缩工艺由并联使用调整为串联使用。
系统优化改造后,可将1台加压过滤机停转,末煤系统只需运行3台加压过滤机及2台板框压滤机,一定程度上降低了选煤厂电能消耗,同时新型板框压滤机的出料水分能够控制在30%以下,可以有效控制商品煤水分,提升选煤厂的品种煤产率。
关键词:选煤厂;煤泥水处理;细煤泥;板框压滤机;加压过滤机中图分类号:TD946文献标志码:A 文章编号:1671-749X (2020)03'-0001-05Optimization design of slime water system in Halagoucoal preparation plantFANG Zhi-min(Ordos Shendong Engineering Design Co.,Ltd.,Shenmu 719315,China )Abstract :Coal slime water treatment process is an important part in the production process of coal preparation plant ,which is directly related to the index of the product quality of coal preparation plant ,and also has a direct impact on the cost con-trol of coal preparation products ,and the closed-circuit circulation of washing water in the whole plant.Based on the analysis of the characteristics of coal quality in Halagou coal preparation plant and the problems existing in the operation of the slime water system ,the optimization scheme of adding two plate-frame filter presses in the powder system to deal with extremely fine slime ,and adjusting the power coal concentration process from parallel operation to series operation was put forward.Af-ter the optimization of the system ,only three pressure filters and two plate-frame filter presses are needed in the power coal system ,which can reduce the power consumption of the coal preparation plant.At the same time ,the discharge water content of the new plate-frame filter press can be controlled below 30%,which can effectively control the water content of commer-cial coal and improve the yield of coal varieties in the coal preparation plant.Key words :coal preparation plant ;slime water treatment ;fine coal slime ;plate-and-frame filter press ;pressure filter引言目前动力煤选煤厂常用的细煤泥处理工艺主要是先将煤泥水导入浓缩池进行浓缩沉降,然后将浓缩池底流打入加压过滤机进行压滤脱水处理形成低灰煤泥产品,并得到清净的循环水返回再用。
选煤厂煤泥水处理工艺改进研究摘要:煤炭洗选是煤炭清洁利用的主要手段,煤炭洗选产生大量煤泥水,如不能妥善处理并循环利用,将产生严重污染环境和水资源浪费。
对煤泥水进行处理,实现洗水闭路循环,对于绿色选煤至关重要。
在选煤厂生产和经营的过程中,设置了煤泥水处理过程,以固、液分离的形式为主,形成完整的回收过程。
在洗选煤作业中,为了优化煤泥水处理作业的整体成效,需要采用分级形式,对脱泥操作进行完善,促进浓缩、澄清、浮选、过滤、压滤等操作的有序进行,并促进水质净化作业同步开展,从而构成系统化的泥煤水处理系统。
对选煤厂煤泥回收系统存在问题进行分析,并依据现场情况对改进策略以及改进方案进行设计,并进行工程应用。
关键词:选煤厂;煤泥;水处理引言现阶段选煤厂常用的洗选方式包括有重介选、浮选以及跳汰选等,在洗选过程中使用的洗选介质均为水或者水混合物。
煤泥水处理是需要注重下述两点:采用固液分离技术分离煤泥水中固体、液体,并将分离的水作为循环水,实现洗水闭路循环;排放煤泥水时,必须确保水质满足相关标准要求,不能对环境造成污染。
1选煤厂煤泥水的处理现状及工艺技术现阶段,我国的选煤技术及煤泥水处理技术得到了很大的提高与发展,已经能够适应大多数选煤厂的煤泥水处理需求。
部分省份的环保部门执法力度不足,一些选煤企业的煤泥水回收技术、设备不完善,导致了资源浪费。
此外,尚有部分选煤厂存在工艺和设施问题,没有进行循环闭路清洗,这也是外排污水的关键因素。
有关资料表明,我国没有实现洗水闭路的选煤厂占比较大,提升选煤厂煤泥水处理技术水平非常关键。
2煤泥水处理存在问题(1)经混凝处理后选煤厂废水含有害化学元素,其排放易对生态环境造成污染,不符合绿色可持续化发展的要求。
(2)絮凝剂、混凝剂协同作用,工艺较为复杂,且仅依靠混凝技术处理煤泥水时效性差,煤泥沉降速度慢,很难在短时间内达到理想的澄清效果,不符合双碳目标下高效低能耗水处理要求。
(3)试剂的选择没有精确到根据矿物颗粒界面的差异性进行分类,往往在实际应用中没有针对性,造成药剂消耗量大、成本增加。

选煤厂煤泥水处理系统优化与改造作者:梅晓光来源:《卷宗》2020年第22期摘要:一直以来煤泥水处理都是选煤厂洗水循环的重难点,煤泥水处理系统的作用是利用固液分离技术将煤泥颗粒和水分离,形成煤泥产品和可重复利用的循环水。
当前很多煤泥水处理后的水质根本无法达到工艺用水规定,甚至不能很好地满足洗水闭路循环的需求。
为提高煤泥水处理系统能力,保证产品质量。
本文结合具体案例,提出了相应的优化改造措施,仅供参考。
关键词:选煤厂;煤泥水处理系统;改造措施煤炭深度化洗选加工,一直以来都是提高煤炭质量的重要手段,选煤作为煤炭深加工的一项重要工序,需要通过各类化学、物理方法从原煤内将合格煤炭分离出来。
1 案例分析一矿选煤厂隶属于平煤神马集团一矿,是一座大型现代化矿井选煤厂。
在选煤厂煤泥水处理系统中,煤泥压滤位于煤泥水系统的末端,煤泥压滤效率是保证煤泥水系统稳定的重要条件。
煤泥内具有大量细颗粒及黏土矿物,这也是煤泥综合处理效率低的主要因素之一。
为了解实际情况,本文采用了小筛分试验,对浓缩池底流进行分析。
经测定,底流内-0.045mm极细煤泥所占比例达到63.1%,可判定为极难处理煤泥水。
2 选煤厂煤泥水处理系统问题分析本系统压滤处理流程为浓缩池底流通过管道运输到加压过滤机、板框压滤机、筛网沉降离心机进行单独处理,滤液将重新流向浓缩池并进行再次沉降。
目前,在这个处理环节,存在以下几点问题:1)入料粒度组成太细,压滤设备处理效率不高。
2)加压过滤机和筛网沉降离心机的滤液重新流到浓缩池,再次沉降后,将大幅增加药剂消耗量,提高底流粘度。
此外,重新进入压滤设备进行处理时,将会导致料层变薄,产品水分增大,出现恶性循环。
3)设备维护不及时,致使设备工况不佳。
4)滤液浓度略低,水循环量太大。
3 选煤厂煤泥水处理系统优化与改造措施3.1 筛网离心机二次加药工艺筛网沉降离心机脱水具备沉降离心机和筛网过滤离心机的共同优势,在沉降段将有大量液体排出,可形成主滤液,此类滤液具有浓度低、粒度细的特点。
选煤厂煤泥水处理工艺的优化摘要:选煤厂煤泥水处理工艺的优化对环保和生产效益都有着重要的意义。
本文针对选煤厂煤泥水处理中存在的问题,提出了一种优化方案,即利用沉淀法和过滤法相结合,采用多级过滤,同时注重设备维护保养和工艺操作管理。
在实际应用中,该方案有效地解决了煤泥水处理过程中的各种问题,提高了处理效率和水质稳定性,同时也降低了处理成本和环境污染。
关键词:选煤厂;煤泥水处理;设备维护保养;工艺操作管理随着我国工业化的快速发展,选煤行业也得到了迅猛的发展。
然而,煤泥水处理成为了选煤厂面临的一个难题。
煤泥水的高浓度、高含砂率、高含杂质等特点,使得传统的处理方法难以达到理想的处理效果。
此外,选煤厂在处理煤泥水时,还会产生大量的废水、废渣等固体废弃物,对环境造成一定程度的影响。
因此,如何优化选煤厂的煤泥水处理工艺,既要提高处理效率和水质稳定性,又要降低处理成本和环境污染,是目前选煤行业急需解决的问题。
本文从选煤厂的煤泥水处理工艺入手,提出了一种优化方案,即利用沉淀法和过滤法相结合,采用多级过滤,同时注重设备维护保养和工艺操作管理。
1选煤厂煤泥水处理工艺的研究现状随着煤炭行业的快速发展,煤泥水作为一种重要的工业废水,因其水质复杂、处理难度大而备受关注。
在选煤过程中,煤泥水往往含有大量杂质,如煤粉、砂石、矿物质等,直接排放会对环境造成严重的污染。
因此,煤泥水的处理成为选煤厂必须面对的问题。
以下是选煤厂煤泥水处理工艺的研究现状的几个方面:1.1处理工艺的选择目前,常见的煤泥水处理工艺主要包括沉淀法、过滤法、生物法、吸附法等。
各种工艺有其各自的优点和适用范围,需要根据实际情况选择合适的处理工艺。
1.2处理设备的改进煤泥水处理的关键在于对杂质的有效去除,因此对于处理设备的选择和改进尤为重要。
如采用特制的过滤材料、多级过滤等,能够提高杂质去除率,提高处理效率。
1.3污泥处理的综合利用在煤泥水处理过程中,处理产生的污泥也是一个需要解决的问题。
煤泥水处理技术与实践摘要:针对选煤厂煤泥水处理内容,结合田庄选煤厂具体实践和探索,就相关技术问题提供了可资借鉴的思路和经验,特别是在优化改造粗煤泥分级系统、采取直接浮选和浓缩过滤工艺、研制双流态微泡浮选机、加强浮选精煤脱水、浮选尾煤的浓缩澄清、煤泥水的闭路循环和煤泥产品的加工利用等方面的做法,有其独到之处。
关键词:选煤煤泥水处理技术经验煤泥水处理在选煤厂的生产管理中有着极其重要性的作用,是湿法炼焦选煤厂建设中投资最大的系统,也是选煤厂生产、技术和管理中最重要、最复杂、最困难的系统,涉及到选煤生产的各个环节,其运行质量与效果直接影响着选煤厂的经济效益和社会效益。
田庄选煤厂作为我国第一座自行设计和建设的大型全重介选煤厂,在这方面做了大量卓有成效的探索与实践,取得了很好的效果。
本文就此谈点粗浅的看法。
1 煤泥水的处理内容煤泥水的处理主要是指煤炭在分选加工过程中产生的介质用水的处理技术。
由于煤炭的分选加工绝大多数是以水或水的混合物作为分选介质的,因此,煤泥水处理与煤炭的洗选加工密切相关,其主要任务就是实现煤泥全部厂内回收、洗水闭路循环,实现节能减排的目的。
田庄选煤厂煤泥水由五部分组成:原煤湿法分级和脱泥的筛下水;块煤脱介筛稀介质回收净化后的煤泥水;末煤脱介筛稀介质回收净化后的煤泥水;离心脱水机的离心液;重介车间跑冒滴漏和卫生清扫的煤泥水。
煤泥水处理主要包括几个方面内容:1.1 煤泥的分选、回收、脱水作业煤泥的分选、回收、脱水是煤泥水处理中最主要的任务和内容。
对炼焦精煤选煤厂而言,尽可能多地的从煤泥水中把中低灰分精煤固体颗粒分离出来,加以充分回收利用,并尽可能降低煤泥产品所含水分,实现精煤产率最大化。
1.2 煤泥水的分级作业煤泥是由各种粒度组成的混合粒群,其中的粗粒和细粒在许多性质上差别很大。
在重介选煤厂中,煤大于0.5mm粒级全部进入末原煤系统,小于0.5mm粒级全部进入浮选系统。
1.3 煤泥水的浓缩作业各种煤泥分选、回收和脱水设备,对入料的浓度有一定的要求,只有适合的浓度才能满足工艺效果。
太西洗煤厂煤泥水工艺改造生产实践随着工业的发展和城市化进程的加快,能源需求不断增加,煤炭作为我国主要的能源资源之一,其开发利用也变得愈发重要。
在煤炭生产过程中,随之带来的煤泥水处理问题却成为了重要环保难题。
近年来,太西洗煤厂在煤泥水工艺改造方面进行了积极探索和实践,取得了显著成效。
一、煤泥水工艺现状分析太西洗煤厂作为当地重要的煤炭加工企业,每年生产大量的煤泥水。
在煤炭洗选过程中,会产生大量的煤泥水废料,其中含有大量的煤矸石、煤灰等有毒有害物质,对环境造成了严重的污染。
传统的煤泥水处理工艺主要是采用沉淀法和过滤法,这种处理方式存在着效率低、处理成本高、排放标准难以达到等问题,不能满足环保要求。
二、工艺改造方案设计为了改善煤泥水处理工艺,太西洗煤厂成立了专门的工艺改造小组,对煤泥水处理工艺进行了深入研究和探讨,最终确定了采用生物法处理煤泥水的方案。
生物法处理煤泥水主要是利用微生物对有机物进行降解,将有机物转化为无害的废物并释放出二氧化碳和水,达到减少有毒有害物质排放的目的。
三、生产实践过程1. 装置建设:太西洗煤厂在工艺改造过程中,积极引进了先进的生物法污水处理设备,包括生物反应器、曝气装置、沉淀池等设备,并对原有的处理设施进行了改造升级。
2. 试验阶段:在设备装置建设完成后,太西洗煤厂对新工艺进行了试验阶段的运行,通过对煤泥水进行处理,观察处理效果,调整操作参数,不断改进工艺,提高处理效率。
3. 正式投运:经过试验阶段的不断优化,新的生物法处理煤泥水工艺得到了广泛应用,并正式投入生产。
通过长期稳定的运行,不断积累经验,太西洗煤厂逐渐形成了一套适合自身生产特点的煤泥水工艺处理体系。
四、改造效果评估经过一段时间的生产实践,太西洗煤厂对新工艺的改造效果进行了评估。
生物法处理煤泥水工艺改造取得了显著效果:1. 减少了有毒有害物质排放:传统工艺中煤泥水中的有害物质难以被有效去除,而新工艺能够将有机物降解并释放出二氧化碳和水,大大减少了有毒有害物质的排放。
选煤厂煤泥水优化处理的试验研究摘要:万年矿无烟煤具有低硫、环保特点,是钢铁工业中重要的原材料,但因其内灰高、夹矸多,需要对其进行洗选才能应用于工业生产。
受万年事业部工艺不完善影响,精(中、矸)磁尾混合进入稀介和煤泥桶,造成尾煤灰分低,损失大、受系统和煤质影响明显。
通过对我国精中矸磁尾分离工艺技术的可行性和必要性进行了研究;张磊等对选煤工艺、流程管理、生产系统和选煤设备等方面进行了优化。
通过对万年事部洗选生产工艺进行分析,2020年经过技术改造,将精煤和中煤磁尾混合与矸石磁尾分离,新增2台磁选机,洗选过程中存在中煤和矸石不分或分离不彻底等问题得到解决,精煤带介和煤泥灰分得到明显改善,因此,对中煤和矸石煤泥水处理流程进行了优化。
以该洗煤厂煤泥水为研究对象,基于降低洗水浓度为目标,进行了煤泥水絮凝沉降试验,确定凝聚剂和絮凝剂最佳添加量,满足生产需求。
关键词煤泥水;絮凝剂;凝聚剂;沉降1项目概况1.1概况万年事业部位于河北省武安市磁山镇,为矿井型洗煤厂,设计入洗能力为0.9Mt/a,主要入洗万年矿原煤。
入洗原煤为低硫、低磷、低挥发无烟煤,采用块煤跳汰+末煤重介分选与粗煤泥分选结合的选煤方法。
生产工艺流程为:块煤跳汰分选+末煤重介有压三产品+粗煤泥旋流器分选+煤泥压滤回收。
1.2煤泥水处理的现状与问题从2010年至今,该洗煤厂煤泥水处理过程中煤泥洗水浓度偏高、发灰,洗水中煤泥含量较高。
2021年4月连续一周的数据检测表明(表1),该洗煤厂煤泥洗水浓度高,长期以来都得不到有效的处理。
表1洗煤厂煤泥水原洗水浓度检测结果从表1数据可知,洗水浓度长期偏高,洗水中的细粒煤含量大,造成洗水粘度增大。
对于配置成的悬浮液来说,粘度的增加会使各粒级的沉降速度变慢,干扰沉降的加剧,分选效率随之降低。
洗水浓度过高会导致脱介筛喷水压力降低,且容易糊死介筛筛板筛缝,影响脱介效果,还会直接影响到产品脱水,造成产品水分偏高。
煤泥水处理系统是选煤厂的重要环节,由于工艺复杂,投资多,现场管理困难,生产成本较大,处理效果的好坏直接影响到选煤厂的经济、社会效益。

选煤厂煤泥水处理系统优化设计及实践
摘要:煤泥水处理效果的好坏直接影响着分选系统稳定性、产品质量和洗水浓度。
针对洗煤厂煤泥水处理过程中遇到的问题,经现场分析研究决定在合理选择和添加药剂、改进分选工艺等方面对原煤泥处理系统进行改造。
技改实践表明,煤泥水处理系统经技术改造后有效地提高了煤泥水的处理效果,为提高选煤厂经济效益奠定了基础。
关键词:煤泥水;工艺优化;技改方案;效果分析
随着环境保护要求的不断提高,选煤厂洗水闭路循环要求也在不断提高,煤泥水的处理便成了选煤厂洗水循环中的重点和难点。
煤泥水处理效果的好坏直接影响煤炭洗选效率和产品质量,甚至会影响到整个洗煤厂分选工艺流程。
分选实践表明,煤泥水处理系统能力不足,则会造成分选设备故障率升高,洗水浓度偏高,分选效率低下,降低了产品的质量,影响产品销售。
尽管采取化学、物理手段可以大幅度的降低洗水中煤泥含量,但洗水浓度偏高问题仍然是困扰洗煤厂的关键难题[1-3]。
文章以西部某矿附属选煤厂为研究对象,为实现低浓度洗水和煤泥的有效回收,对原煤泥水处理工艺进行技术改造。
1 煤泥水处理系统问题分析
该选煤厂设计可入选原煤能力300万吨/年,煤泥水处理系统具体为煤泥水经由煤泥重介质旋流器进行分级和浓缩,底流进入选煤厂粗煤泥回收系统,溢流进入浓缩机和加压过滤机进行脱水回收煤泥,所得滤液进入闭路循环洗水。
该选煤厂自2001年运营以来,生产系统稳定,分选精度高,但是受到矿井开采工艺的改变,入选原煤煤泥含量大幅度提高,造成分选系统中煤泥处理难度加大,原分选工艺煤泥处理能力减弱,致使洗水中煤泥含量较高。
另外,选煤采用单絮凝剂进行煤泥沉淀,该絮凝剂对于细煤泥处理效果较差,造成洗水中煤泥含量偏高,原因是细煤泥表面存在斥力较大的电荷会阻碍煤泥的絮凝过程,故药剂的选择不合理也是造成洗水浓度偏高的重要原因。
洗水浓度偏高会一定程度地制约选厂正常分选,造成重介分选系统处于低负荷运行;煤泥部分进入分选产品中,造成产品质量不达标;今年应客户要求将喷吹煤灰分指标调为9.6~10%,而当前产品灰分值普遍高于10%,这样造成产品销售困难。
另外,煤泥水处理系统偏弱还造成煤泥中精煤流失,影响了选煤厂精煤产率。
因此,对原煤泥水处理系统进行优化设计已刻不容缓。
2 煤泥水处理系统技改方案
2.1 药剂的合理选择和使用
选煤厂原来使用的凝聚剂为明矾,在进行煤泥处理过
程中存在絮凝剂使用量大、添加药剂频繁,处理效果较差等问题。
本着降耗节约的目的,决定采用TLT系列有机絮凝剂和凝聚剂解决明矾使用过程中存在的问题。
用药量的确定对于选煤成本和分选效果至关重要,在满足生产要求的基础上对不同型号药剂进行交叉试验,通过药剂添加量、煤泥沉降速度、洗水浓度等多个指标来确定药剂量和药剂组合。
试验结果表明,当确定质量分数为1.0%的TLT8840型凝聚剂和质量分数为0.1%的TLT8610型絮凝剂用量分别为0.20ml/m3和0.15ml/m3时,煤泥沉降效果最好,洗水浓度最低,且有效地避免了细煤泥难处理问题,故煤泥处理系统用药量和药剂组合应以此试验结果为基准进行确定。
药剂添加位置对于煤泥沉降效果有直接影响,通过多次试验得出药剂添加位置若距离浓缩机入料点过近则易造成药剂与煤泥水混溶时间短,药剂分散程度较差;若药剂添加位置距离入料点过远则易造成药剂絮团破坏。
最终确定絮凝剂添加位置为距离入料点约为20m处,凝聚剂添加位置在絮凝剂添加位置前方14~15m,这样可以有效保证药剂与煤泥水混溶,有利于提高煤泥水处理能力。
2.2 分选工艺优化
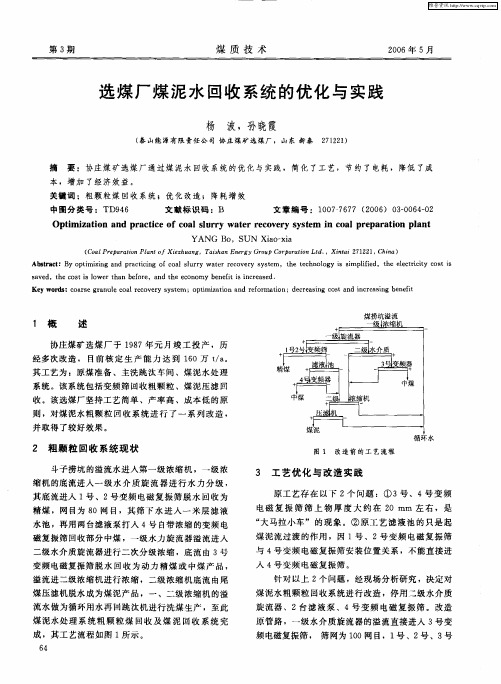
鉴于原煤泥水处理工艺流程会导致精煤灰分和洗水浓度偏高等问题,这些问题的存在对于提高产品质量和选煤厂效益极为不利,故决定对原煤泥水处理工艺进行优化设
计,具体见图1所示。
由图1可知,该煤泥水处理系统属于两段浓缩、两段回收煤泥处理系统,具体为:煤泥水进入1#浓缩机,1#浓缩机根据要求添加TLT8840型凝聚剂和TLT8610型絮凝剂降煤泥进行沉淀和浓缩,煤泥水经1#浓缩机处理后底流进入离心机,溢流和离心机离心液进入2#浓缩机;2#浓缩机按要求添加TLT8610型絮凝剂,2#浓缩机底流进入加压过滤机进行压滤,压滤液进入沉淀池进行沉淀,浓缩机溢流进入闭路循环水系统。
该煤泥水处理系统实现了离心机和加压过滤机分离给料,可有效解决细煤泥难处理问题,2#浓缩机的使用进一步提高了细煤泥回收效果;同时配合有机絮凝剂和凝聚剂的使用,有效地保证了煤泥的正常回收,可有效降低洗水浓度同时提产品质量,对于提高选煤厂综合效益具有重要作用。
3 煤泥处理系统优化效果分析
通过煤泥水处理系统技术改造和药剂的合理选择与添加,煤泥水系统处理能力得到了较大幅度的提升,洗水浓度得到了较好的控制,确保了精煤灰分在可控范围内,对于选煤厂主分选系统的稳定运行具有较好的推助作用。
另外,洗水浓度的有效控制,分选过程中介质消耗量也显著降低。
对煤泥水处理系统改造前后各指标进行对比结果显示,改造后精煤回收率由原54%提高至62%,洗水浓度由原80g/L~120g/L降低至24g/L,介质消耗量由原 5.6kg/t降低至
2.3kg/t。
由此可知,改造后的煤泥水处理系统效果显著。
4 结束语
针对选煤厂原煤泥水处理系统存在的精煤灰分高、洗水浓度高、煤泥水处理能力弱等问题,通过药剂的合理选择、添加和煤泥水处理工艺的改进,实现了煤泥的有效回收和洗水的闭路循环。
同时因煤泥水处理系统技术改造带来的经济利益相当可观,按照入选原煤300万吨/年计,每年可多回收精煤32万吨,每年可增加营业收入近2.4亿元,仅靠降低介质消耗而节省的开支可达900万元/年。
作为选煤管理人员,应高度重视煤泥水处理的重要性,及时对存在的问题进行分析,对不合理的工艺进行改进,只有这样才能真正实现选煤厂效益的最大化。
参考文献
[1]张荣瑞.官地矿选煤厂煤泥水处理工艺系统改造[J].选煤技术,2011(4):41-42.
[2]冉进才,陶东平,李延峰.选煤厂煤泥水处理问题及对策[J].选煤技术,2003(1):29-30.
[3]王光泽,宋万军,张宁.煤泥水处理系统的优化[J].洁净煤技术,2013,19(2):21-23.
作者简介:訾威(1987,6-),男,河南永城人,硕士研究生,现从事煤矿管理工作。