Quality Requirement -0918
- 格式:docx
- 大小:23.23 KB
- 文档页数:8
AEROSPACE STANDARD(R) Aerospace First Article Inspection Requirement®AS9102Technically equivalent to AECMA prEN 9102REV. AFOREWORDIn December 1998, the Aerospace Industry had established the International Aerospace QualityGroup (IAQG) with the purpose of achieving significant improvements in quality and reductionsin cost throughout the value stream.This organization, with representation from Aerospace companies in Americas, Asia and Europeand sponsored by SAE, SJAC, and AECMA has agreed to take responsibility for the technical contents of this standard. TABLE OF CONTENTS1. INTRODUCTION.......................................……….............. ..31.1 Scope (3)1.2 Pu rpose (3)1.3 Convention (3)2. REFERENCES (3)3. DEFINITIONS (4)4. APPLICABILITY (5)5. REQUIREMENTS (5)5.1 Par t Requirements (5)5.2 Evaluation Activities (6)5.3 Partial or Re-accomplishment of First Article Inspection (6)5.4 Nonconformance Handling (7)5.5 Documentation (7)5.5.1 Forms (7)5.5.2 Characteristic Accountability (8)5.5.3 Record of Results (8)5.6 Control of Records (8)6. NOTES (9)APPENDIX A FORMS AND GUIDELINES TO COMPLETE THE FORMS ..101. INTRODUCTION:1.1 Scope:This SAE Aerospace Standard (AS) establishes requirements for performing anddocumenting the First Article Inspection (FAI).1.2 Purpose:The purpose of the First Article Inspection is to give objective evidence that allengineering, design and specification requirements are correctly understood, accounted for, verified, and recorded. The purpose of this standard is to provide a consistent documentation requirement for aerospace components FAI.1.3 Convention:The following convention is used in this Standard.• The words .shall. and .must. indicate mandatory requirements.• The word .should. indicates mandatory requirements with some flexibility allowed incompliance methodology. An Organization is permitted to show that its approach meets the intent of the requirement and this standard. 航空标准航空首件检查要求版本:A前言1998年12月,航空工业成立的国际航空质量部门(IAQG),目的是为了提高质量和降低成本。
Airport Handling ManualEffective 1 January—31 December 201838NOTICEDISCLAIMER. The information contained in thispublication is subject to constant review in the lightof changing government requirements and regula-tions. No subscriber or other reader should act onthe basis of any such information without referringto applicable laws and regulations and/or withouttak ing appropriate professional advice. Althoughevery effort has been made to ensure accuracy, theInternational Air Transport Association shall not beheld responsible for any loss or damage caused byerrors, omissions, misprints or misinterpretation ofthe contents hereof. Furthermore, the InternationalAir Transport Association expressly disclaims anyand all liability to any person or entity, whether apurchaser of this publication or not, in respect ofanything done or omitted, and the consequencesof anything done or omitted, by any such person orentity in reliance on the contents of this publication.Opinions expressed in advertisements appearing inthis publication are the advertiser’s opinions and donot necessarily reflect those of IATA. The mentionof specific companies or products in advertisementdoes not imply that they are endorsed or recom-mended by IATA in preference to others of a simi-lar nature which are not mentioned or advertised.© International Air Transport Association. AllRights Reserved. No part of this publication maybe reproduced, recast, reformatted or trans-mitted in any form by any means, electronic ormechanical, including photocopying, record-ing or any information storage and retrieval sys-tem, without the prior written permission from:Senior Vice PresidentAirport, Passenger, Cargo and SecurityInternational Air Transport Association800 Place VictoriaP.O. Box 113Montreal, QuebecCANADA H4Z 1M1Airport Handling ManualMaterial No.: 9343-38ISBN 978-92-9229-505-9© 2017 International Air Transport Association. All rights reserved.TABLE OF CONTENTSPage Preface (xv)Introduction (xvii)General (1)AHM001Chapter0—Record of Revisions (1)AHM011Standard Classification and Numbering for Members Airport Handling Manuals (2)AHM012Office Function Designators for Airport Passenger and Baggage Handling (30)AHM020Guidelines for the Establishment of Airline Operators Committees (31)AHM021Guidelines for Establishing Aircraft Ground Times (34)AHM050Aircraft Emergency Procedures (35)AHM070E-Invoicing Standards (53)Chapter1—PASSENGER HANDLING (91)AHM100Chapter1—Record of Revisions (91)AHM110Involuntary Change of Carrier,Routing,Class or Type of Fare (92)AHM112Denied Boarding Compensation (98)AHM120Inadmissible Passengers and Deportees (99)AHM140Items Removed from a Passenger's Possession by Security Personnel (101)AHM141Hold Loading of Duty-Free Goods (102)AHM170Dangerous Goods in Passenger Baggage (103)AHM176Recommendations for the Handling of Passengers with Reduced Mobility(PRM) (105)AHM176A Acceptance and Carriage of Passengers with Reduced Mobility(PRM) (106)AHM180Carriage of Passengers with Communicable Diseases (114)AHM181General Guidelines for Passenger Agents in Case of SuspectedCommunicable Disease (115)Chapter2—BAGGAGE HANDLING (117)AHM200Chapter2—Record of Revisions (117)AHM210Local Baggage Committees (118)AHM211Airport Operating Rules (124)Airport Handling ManualPageChapter2—BAGGAGE HANDLING(continued)AHM212Interline Connecting Time Intervals—Passenger and Checked Baggage (126)AHM213Form of Interline Baggage Tags (128)AHM214Use of the10Digit Licence Plate (135)AHM215Found and Unclaimed Checked Baggage (136)AHM216On-Hand Baggage Summary Tag (138)AHM217Forwarding Mishandled Baggage (139)AHM218Dangerous Goods in Passengers'Baggage (141)AHM219Acceptance of Firearms and Other Weapons and Small Calibre Ammunition (142)AHM221Acceptance of Power Driven Wheelchairs or Other Battery Powered Mobility Aidsas Checked Baggage (143)AHM222Passenger/Baggage Reconciliation Procedures (144)AHM223Licence Plate Fallback Sortation Tags (151)AHM224Baggage Taken in Error (154)AHM225Baggage Irregularity Report (156)AHM226Tracing Unchecked Baggage and Handling Damage to Checked and UncheckedBaggage (159)AHM230Baggage Theft and Pilferage Prevention (161)AHM231Carriage of Carry-On Baggage (164)AHM232Handling of Security Removed Items (168)AHM240Baggage Codes for Identifying ULD Contents and/or Bulk-Loaded Baggage (169)Chapter3—CARGO/MAIL HANDLING (171)AHM300Chapter3—Record of Revisions (171)AHM310Preparation for Loading of Cargo (172)AHM311Securing of Load (174)AHM312Collection Sacks and Bags (177)AHM320Handling of Damaged Cargo (178)AHM321Handling of Pilfered Cargo (179)AHM322Handling Wet Cargo (180)AHM330Handling Perishable Cargo (182)AHM331Handling and Protection of Valuable Cargo (184)AHM332Handling and Stowage of Live Animals (188)AHM333Handling of Human Remains (190)Table of ContentsPageChapter3—CARGO/MAIL HANDLING(continued)AHM340Acceptance Standards for the Interchange of Transferred Unit Load Devices (191)AHM345Handling of Battery Operated Wheelchairs/Mobility AIDS as Checked Baggage (197)AHM350Mail Handling (199)AHM351Mail Documents (203)AHM353Handling of Found Mail (218)AHM354Handling of Damaged Mail (219)AHM355Mail Security (220)AHM356Mail Safety (221)AHM357Mail Irregularity Message (222)AHM360Company Mail (224)AHM380Aircraft Documents Stowage (225)AHM381Special Load—Notification to Captain(General) (226)AHM382Special Load—Notification to Captain(EDP Format and NOTOC Service) (231)AHM383Special Load—Notification to Captain(EDP NOTOC Summary) (243)AHM384NOTOC Message(NTM) (246)Chapter4—AIRCRAFT HANDLING AND LOADING (251)AHM400Chapter4—Record of Revisions (251)AHM411Provision and Carriage of Loading Accessories (252)AHM420Tagging of Unit Load Devices (253)AHM421Storage of Unit Load Devices (263)AHM422Control of Transferred Unit Load Devices (268)AHM423Unit Load Device Stock Check Message (273)AHM424Unit Load Device Control Message (275)AHM425Continued Airworthiness of Unit Load Devices (279)AHM426ULD Buildup and Breakdown (283)AHM427ULD Transportation (292)AHM430Operating of Aircraft Doors (295)AHM431Aircraft Ground Stability—Tipping (296)AHM440Potable Water Servicing (297)AHM441Aircraft Toilet Servicing (309)Airport Handling ManualPageChapter4—AIRCRAFT HANDLING AND LOADING(continued)AHM450Standardisation of Gravity Forces against which Load must be Restrained (310)AHM451Technical Malfunctions Limiting Load on Aircraft (311)AHM453Handling/Bulk Loading of Heavy Items (312)AHM454Handling and Loading of Big Overhang Items (313)AHM455Non CLS Restrained ULD (316)AHM460Guidelines for Turnround Plan (323)AHM462Safe Operating Practices in Aircraft Handling (324)AHM463Safety Considerations for Aircraft Movement Operations (337)AHM465Foreign Object Damage(FOD)Prevention Program (340)Chapter5—LOAD CONTROL (343)AHM500Chapter5—Record of Revisions (343)AHM501Terms and Definitions (345)AHM503Recommended Requirements for a New Departure Control System (351)AHM504Departure Control System Evaluation Checklist (356)AHM505Designation of Aircraft Holds,Compartments,Bays and Cabin (362)AHM510Handling/Load Information Codes to be Used on Traffic Documents and Messages (368)AHM513Aircraft Structural Loading Limitations (377)AHM514EDP Loading Instruction/Report (388)AHM515Manual Loading Instruction/Report (404)AHM516Manual Loadsheet (416)AHM517EDP Loadsheet (430)AHM518ACARS Transmitted Loadsheet (439)AHM519Balance Calculation Methods (446)AHM520Aircraft Equipped with a CG Targeting System (451)AHM530Weights for Passengers and Baggage (452)AHM531Procedure for Establishing Standard Weights for Passengers and Baggage (453)AHM533Passengers Occupying Crew Seats (459)AHM534Weight Control of Load (460)AHM536Equipment in Compartments Procedure (461)AHM537Ballast (466)Table of ContentsPageChapter5—LOAD CONTROL(continued)AHM540Aircraft Unit Load Device—Weight and Balance Control (467)AHM550Pilot in Command's Approval of the Loadsheet (468)AHM551Last Minute Changes on Loadsheet (469)AHM561Departure Control System,Carrier's Approval Procedures (471)AHM562Semi-Permanent Data Exchange Message(DEM) (473)AHM564Migration from AHM560to AHM565 (480)AHM565EDP Semi-Permanent Data Exchange for New Generation Departure Control Systems (500)AHM570Automated Information Exchange between Check-in and Load Control Systems (602)AHM571Passenger and Baggage Details for Weight and Balance Report(PWR) (608)AHM580Unit Load Device/Bulk Load Weight Statement (613)AHM581Unit Load Device/Bulk Load Weight Signal (615)AHM583Loadmessage (619)AHM587Container/Pallet Distribution Message (623)AHM588Statistical Load Summary (628)AHM590Load Control Procedures and Loading Supervision Responsibilities (631)AHM591Weight and Balance Load Control and Loading Supervision Training and Qualifications (635)Chapter6—MANAGEMENT AND SAFETY (641)AHM600Chapter6—Record of Revisions (641)AHM610Guidelines for a Safety Management System (642)AHM611Airside Personnel:Responsibilities,Training and Qualifications (657)AHM612Airside Performance Evaluation Program (664)AHM615Quality Management System (683)AHM616Human Factors Program (715)AHM619Guidelines for Producing Emergency Response Plan(s) (731)AHM620Guidelines for an Emergency Management System (733)AHM621Security Management (736)AHM633Guidelines for the Handling of Emergencies Requiring the Evacuation of an Aircraft During Ground Handling (743)AHM650Ramp Incident/Accident Reporting (745)AHM652Recommendations for Airside Safety Investigations (750)AHM660Carrier Guidelines for Calculating Aircraft Ground Accident Costs (759)Airport Handling ManualChapter7—AIRCRAFT MOVEMENT CONTROL (761)AHM700Chapter7—Record of Revisions (761)AHM710Standards for Message Formats (762)AHM711Standards for Message Corrections (764)AHM730Codes to be Used in Aircraft Movement and Diversion Messages (765)AHM731Enhanced Reporting on ATFM Delays by the Use of Sub Codes (771)AHM780Aircraft Movement Message (774)AHM781Aircraft Diversion Message (786)AHM782Fuel Monitoring Message (790)AHM783Request Information Message (795)AHM784Gate Message (797)AHM785Aircraft Initiated Movement Message(MVA) (802)AHM790Operational Aircraft Registration(OAR)Message (807)Chapter8—GROUND HANDLING AGREEMENTS (811)AHM800Chapter8—Record of Revisions (811)AHM801Introduction to and Comments on IATA Standard Ground Handling Agreement(SGHA) (812)AHM803Service Level Agreement Example (817)AHM810IATA Standard Ground Handling Agreement (828)AHM811Yellow Pages (871)AHM813Truck Handling (872)AHM815Standard Transportation Documents Service Main Agreement (873)AHM817Standard Training Agreement (887)AHM830Ground Handling Charge Note (891)AHM840Model Agreement for Electronic Data Interchange(EDI) (894)Chapter9—AIRPORT HANDLING GROUND SUPPORT EQUIPMENT SPECIFICATIONS (911)AHM900Chapter9—Record of Revisions (911)AHM901Functional Specifications (914)AHM904Aircraft Servicing Points and System Requirements (915)AIRBUS A300B2320-/B4/C4 (917)A300F4-600/-600C4 (920)A310–200/200C/300 (926)A318 (930)A319 (933)Table of ContentsPageChapter9—AIRPORT HANDLING GROUND SUPPORT EQUIPMENT SPECIFICATIONS(continued) AHM904Aircraft Doors,Servicing Points and System Requirements for the Use of Ground Support Equipment(continued)A320 (936)A321 (940)A330-200F (943)A330-300 (948)A340-200 (951)A340-300 (955)A340-500 (959)A340-600 (962)Airbus350900passenger (965)AIRBUS A380-800/-800F (996)ATR42100/200 (999)ATR72 (1000)AVRO RJ70 (1001)AVRO RJ85 (1002)AVRO RJ100 (1003)B727-200 (1004)B737–200/200C (1008)B737-300,400,-500 (1010)B737-400 (1013)B737-500 (1015)B737-600,-700,-700C (1017)B737-700 (1020)B737-800 (1022)B737-900 (1026)B747–100SF/200C/200F (1028)B747–400/400C (1030)B757–200 (1038)B757–300 (1040)Airport Handling ManualPageChapter9—AIRPORT HANDLING GROUND SUPPORT EQUIPMENT SPECIFICATIONS(continued) AHM904Aircraft Doors,Servicing Points and System Requirements for the Use of Ground Support Equipment(continued)B767—200/200ER (1041)B767—300/300ER (1044)B767—400ER (1048)B777–200/200LR (1051)B777–300/300ER (1055)Boeing787800passenger (1059)BAe ATP(J61) (1067)Bombardier CS100 (1068)Bombardier CS300 (1072)CL-65(CRJ100/200) (1076)DC8–40/50F SERIES (1077)DC8–61/61F (1079)DC8–62/62F (1081)DC8–63/63F (1083)DC9–15/21 (1085)DC9–32 (1086)DC9–41 (1087)DC9–51 (1088)DC10–10/10CF (1089)DC10–30/40,30/40CF (1091)EMBRAER EMB-135Regional Models (1092)EMBRAER EMB-145Regional Models (1094)Embraer170 (1096)Embraer175 (1098)Embraer190 (1100)Embraer195 (1102)FOKKER50(F27Mk050) (1104)FOKKER50(F27Mk0502) (1106)Chapter9—AIRPORT HANDLING GROUND SUPPORT EQUIPMENT SPECIFICATIONS(continued) AHM904Aircraft Doors,Servicing Points and System Requirements for the Use of Ground Support Equipment(continued)FOKKER70(F28Mk0070) (1108)FOKKER100(F28Mk0100) (1110)FOKKER100(F28Mk0100) (1112)IL-76T (1114)MD-11 (1116)MD–80SERIES (1118)SAAB2000 (1119)SAAB SF-340 (1120)TU-204 (1122)AHM905Reference Material for Civil Aircraft Ground Support Equipment (1125)AHM905A Cross Reference of IATA Documents with SAE,CEN,and ISO (1129)AHM909Summary of Unit Load Device Capacity and Dimensions (1131)AHM910Basic Requirements for Aircraft Ground Support Equipment (1132)AHM911Ground Support Equipment Requirements for Compatibility with Aircraft Unit Load Devices (1136)AHM912Standard Forklift Pockets Dimensions and Characteristics for Forkliftable General Support Equipment (1138)AHM913Basic Safety Requirements for Aircraft Ground Support Equipment (1140)AHM914Compatibility of Ground Support Equipment with Aircraft Types (1145)AHM915Standard Controls (1147)AHM916Basic Requirements for Towing Vehicle Interface(HITCH) (1161)AHM917Basic Minimum Preventive Maintenance Program/Schedule (1162)AHM920Functional Specification for Self-Propelled Telescopic Passenger Stairs (1164)AHM920A Functional Specification for Towed Passenger Stairs (1167)AHM921Functional Specification for Boarding/De-Boarding Vehicle for Passengers withReduced Mobility(PRM) (1169)AHM922Basic Requirements for Passenger Boarding Bridge Aircraft Interface (1174)AHM923Functional Specification for Elevating Passenger Transfer Vehicle (1180)AHM924Functional Specification for Heavy Item Lift Platform (1183)AHM925Functional Specification for a Self-Propelled Conveyor-Belt Loader (1184)AHM925A Functional Specification for a Self-Propelled Ground Based in-Plane LoadingSystem for Bulk Cargo (1187)Chapter9—AIRPORT HANDLING GROUND SUPPORT EQUIPMENT SPECIFICATIONS(continued) AHM925B Functional Specification for a Towed Conveyor-Belt Loader (1190)AHM926Functional Specification for Upper Deck Catering Vehicle (1193)AHM927Functional Specification for Main Deck Catering Vehicle (1197)AHM930Functional Specification for an Upper Deck Container/Pallet Loader (1201)AHM931Functional Specification for Lower Deck Container/Pallet Loader (1203)AHM932Functional Specification for a Main Deck Container/Pallet Loader (1206)AHM933Functional Specification of a Powered Extension Platform to Lower Deck/Container/ Pallet Loader (1209)AHM934Functional Specification for a Narrow Body Lower Deck Single Platform Loader (1211)AHM934A Functional Specification for a Single Platform Slave Loader Bed for Lower DeckLoading Operations (1213)AHM936Functional Specification for a Container Loader Transporter (1215)AHM938Functional Specification for a Large Capacity Freighter and Combi Aircraft TailStanchion (1218)AHM939Functional Specification for a Transfer Platform Lift (1220)AHM941Functional Specification for Equipment Used for Establishing the Weight of aULD/BULK Load (1222)AHM942Functional Specification for Storage Equipment Used for Unit Load Devices (1224)AHM950Functional Specification for an Airport Passenger Bus (1225)AHM951Functional Specification for a Crew Transportation Vehicle (1227)AHM953Functional Specifications for a Valuable Cargo Vehicle (1229)AHM954Functional Specification for an Aircraft Washing Machine (1230)AHM955Functional Specification for an Aircraft Nose Gear Towbar Tractor (1232)AHM956Functional Specification for Main Gear Towbarless Tractor (1235)AHM957Functional Specification for Nose Gear Towbarless Tractor (1237)AHM958Functional Specification for an Aircraft Towbar (1240)AHM960Functional Specification for Unit Load Device Transport Vehicle (1242)AHM961Functional Specification for a Roller System for Unit Load Device Transportation on Trucks (1245)AHM962Functional Specification for a Rollerised Platform for the Transportation of Twenty Foot Unit Load Devices that Interfaces with Trucks Equipped to Accept Freight ContainersComplying with ISO668:1988 (1247)AHM963Functional Specification for a Baggage/Cargo Cart (1249)AHM965Functional Specification for a Lower Deck Container Turntable Dolly (1250)AHM966Functional Specification for a Pallet Dolly (1252)Chapter9—AIRPORT HANDLING GROUND SUPPORT EQUIPMENT SPECIFICATIONS(continued) AHM967Functional Specification for a Twenty Foot Unit Load Device Dolly (1254)AHM968Functional Specification for Ramp Equipment Tractors (1256)AHM969Functional Specification for a Pallet/Container Transporter (1257)AHM970Functional Specification for a Self-Propelled Potable Water Vehicle with Rear orFront Servicing (1259)AHM971Functional Specification for a Self-Propelled Lavatory Service Vehicle with Rear orFront Servicing (1262)AHM972Functional Specifications for a Ground Power Unit for Aircraft Electrical System (1265)AHM973Functional Specification for a Towed Aircraft Ground Heater (1269)AHM974Functional Specification for Aircraft Air Conditioning(Cooling)Unit (1272)AHM975Functional Specifications for Self-Propelled Aircraft De-Icing/Anti-Icing Unit (1274)AHM976Functional Specifications for an Air Start Unit (1278)AHM977Functional Specification for a Towed De-Icing/Anti-Icing Unit (1280)AHM978Functional Specification for a Towed Lavatory Service Cart (1283)AHM979Functional Specification for a Towed Boarding/De-Boarding Device for Passengers with Reduced Mobility(PRM)for Commuter-Type Aircraft (1285)AHM980Functional Specification for a Self-Propelled Petrol/Diesel Refueling Vehicle forGround Support Equipment (1287)AHM981Functional Specification for a Towed Potable Water Service Cart (1289)AHM990Guidelines for Preventative Maintenance of Aircraft Towbars (1291)AHM994Criteria for Consideration of the Investment in Ground Support Equipment (1292)AHM995Basic Unit Load Device Handling System Requirements (1296)AHM997Functional Specification for Sub-Freezing Aircraft Air Conditioning Unit (1298)Chapter10—ENVIRONMENTAL SPECIFICATIONS FOR GROUND HANDLING OPERATIONS (1301)AHM1000Chapter10—Record of Revisions (1301)AHM1001Environmental Specifications for Ground Handling Operations (1302)AHM1002Environmental Impact on the Use of Ground Support Equipment (1303)AHM1003GSE Environmental Quality Audit (1305)AHM1004Guidelines for Calculating GSE Exhaust Emissions (1307)AHM1005Guidelines for an Environmental Management System (1308)Chapter11—GROUND OPERATIONS TRAINING PROGRAM (1311)AHM1100Chapter11—Record of Revisions (1311)AHM1110Ground Operations Training Program (1312)Appendix A—References (1347)Appendix B—Glossary (1379)Alphabetical List of AHM Titles (1387)IATA Strategic Partners..............................................................................................................................SP–1。
SALES ORDER NUMBER / YEAR:Declaration of Conformity and Special InstructionsDéclaration de conformité et instructions spécialesKonformitätserklärung und besondere AnweisungenDichiarazione di conformità ed istruzioni specialiDeclaración de homologación e instrucciones especialesThe Equipment:Endura ACA592 Conductivity TransmitterEndura APA592 pH / Redox (ORP) TransmitterThe Manufacturer:ABB Inc.The Address of:843 North Jefferson Street, Lewisburg WV 24901 USAThe Conformity:Directive2004/108/EC of December 15, 2004 (until April 19, 2016) and the recast Directive2014/30/EU of February 26, 2014 (after April 20, 2016) for Electromagnetic Compatibility (EMC); Industrial Environment, in accordance with the latest edition of the applicable conformity standard EN61326-1:2013;Directive94/9/EC of March 23, 1994 (until April 19, 2016) and the recast Directive2014/34/EU of February 26, 2014 (after April 20, 2016) for Potentially Explosive Atmospheres (ATEX), concerning the technical rules and Type Examination certification, in accordance with the latest edition of the applicableconformity standards: EN60079-0:2012, EN60079-1:2014, EN60079-11:2012, and EN 60079-15:2010II 2G/D; Ex d IIC T4, EPL Gb/Db, EC Type Examination Certificate LCIE 11ATEX 3057XII 3G/D; Ex nA IIC T4, EPL Gc/Dc,Voluntary Type Examination Certificate LCIE 11ATEX 1005X Notified Body 0081 responsible for Type Examination Certificate: LCIE Bureau Veritas 33 av. du Général Leclerc, 92260, Fontenay aux Roses – FranceThe equipment described herein is constructed in accordance with the principles of good engineering practices with regard to safety matters, and provides adequate protection against other hazards specific to the Essential Health and Safety Requirements for electrical equipment for measurement, control, and laboratory use in accordance with the applicable conformity standard EN 61010-1:2010;The Declaration of March 3, 2016:The manufacturer hereby declares that the process control equipment described herein is intended for use in a potentially explosive atmosphere and the object of the declaration is in conformity with the relevant Union harmonization Legislation for the Directives set forth. Furthermore. The manufacturer attests thatthis equipment aligns with the New Legislative Framework (NLF) and satisfies the necessary requirements for equipment marking CE.F. Scott Kiddle, Compliance Officer and “Authorized Person” for ABB Inc. – LewisburgThe User Is Responsible For Ensuring The Special Conditions For Safe Use:The installer shall be responsible for ensuring a quality electrical supply to the equipment. Natural lightning strikes, fast high voltage transients, low voltage conditions, or an unstable line voltage frequency may cause instrument performance degradation, function loss, or damage to the equipment. The manufacturer recommends that the installation include a suitable surge suppressor to protect the equipment, and that the user provides an instrument grade intrinsically safe supply power that is free from potential electrical supply problems. The equipment is not susceptible to radio frequency when properly installed in a Class A industrial or Class B commercial environment. Assurance of electromagnetic compatibility for the complete system is by isolating the equipment from any potentially hazardous interconnected device.The safety of the equipment relies on the provision of proper operation when used in a potentially explosive atmosphere. The temperature code T4 (135o C)corresponds with the ambient temperature range from -20o C to +60o C. The electrical installation of the equipment in a hazardous area shall be in accordance with the applicable standard EN/IEC60079-14. The installer shall be responsible for ensuring that all connections to the equipment are approved for the area classification. The equipment is not intended for below surface mining applications. The equipment should not be operated in a hazardous area without special permission from the local inspection authority having jurisdiction.Zone 0 and Zone 20 area:The apparatus must only be combined with an associated intrinsically safe certified apparatus and must be compatible as far as intrinsic safety is concerned. Electrical parameters for the supply circuit are:Intrinsic Safety Electrical Parameters Supply circuit Output circuitMaximum voltage U i = 30 V Uo = 11.8 VMaximum current I i = 160 mA lo = 5 mAMaximum power P i = 0.8 W Po = 15 mWMaximum capacitance C i = 5 nF Co = 1.45 uFMaximum inductance L i = 0.5 mH Lo = 1 HAny modification affecting the essential health and safety requirements of the equipment, or the integrity of a type protection, shall be defined as substantial.The person conducting such modification shall be responsible for ensuring a unit verification and approval by a Notified Body. This controlled compliance document is subject to change without notice. Refer to the equipment manual for installation, operation, maintenance and service instructions.。
制造验收准则的缩略语English Response:The acronym for Manufacturing Acceptance Criteria is: MAC.Manufacturing Acceptance Criteria (MAC) is a set of requirements that must be met before a manufactured product can be accepted by the customer. These requirements may include specifications for the product's dimensions, performance, and quality. MACs are typically developed by the product's manufacturer and are used to ensure that the product meets the customer's expectations.MACs can be used to evaluate a product's compliance with regulatory requirements, such as those set by the Food and Drug Administration (FDA). They can also be used to ensure that a product meets the customer's specific needs. MACs are an important part of the manufacturing process and can help to ensure that products are safe, effective, andmeet the customer's expectations.中文回答:制造验收准则的缩写,MAC.制造验收准则(MAC)是一组要求,必须满足该要求,才能由客户接受制造的产品。
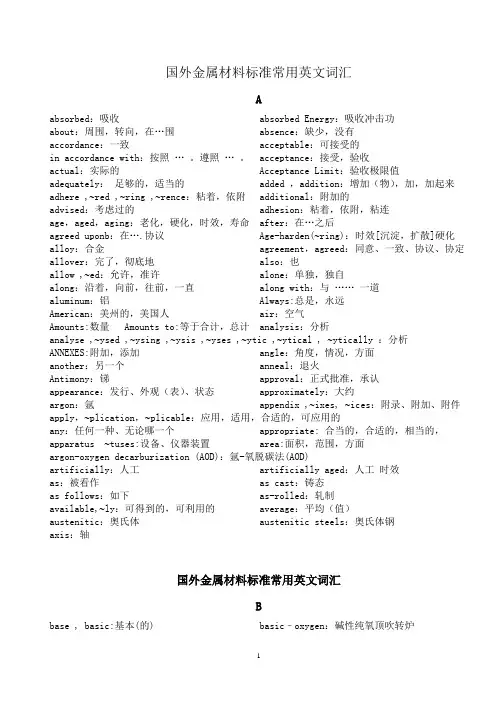
国外金属材料标准常用英文词汇Aabsorbed:吸收absorbed Energy:吸收冲击功about:周围,转向,在…围absence:缺少,没有accordance:一致acceptable:可接受的in accordance with:按照…。
遵照…。
acceptance:接受,验收actual:实际的Acceptance Limit:验收极限值adequately:足够的,适当的added ,addition:增加(物),加,加起来adhere ,~red ,~ring ,~rence:粘着,依附additional:附加的advised:考虑过的adhesion:粘着,依附,粘连age,aged,aging:老化,硬化,时效,寿命after:在…之后agreed uponb:在….协议Age-harden(~ring):时效[沉淀,扩散]硬化alloy:合金agreement,agreed:同意、一致、协议、协定allover:完了,彻底地also:也allow ,~ed:允许,准许alone:单独,独自along:沿着,向前,往前,一直along with:与……一道aluminum:铝Always:总是,永远American:美州的,美国人air:空气Amounts:数量 Amounts to:等于合计,总计analysis:分析analyse ,~ysed ,~ysing ,~ysis ,~yses ,~ytic ,~ytical , ~ytically :分析ANNEXES:附加,添加angle:角度,情况,方面another:另一个anneal:退火Antimony:锑approval:正式批准,承认appearance:发行、外观(表)、状态approximately:大约argon:氩appendix ,~ixes, ~ices:附录、附加、附件apply,~plication,~plicable:应用,适用,合适的,可应用的any:任何一种、无论哪一个appropriate: 合当的,合适的,相当的,apparatus ~tuses:设备、仪器装置area:面积,范围,方面argon-oxygen decarburization (AOD):氩-氧脱碳法(AOD)artificially:人工artificially aged:人工时效as:被看作as cast:铸态as follows:如下as-rolled:轧制available,~ly:可得到的,可利用的average:平均(值)austenitic:奥氏体austenitic steels:奥氏体钢axis:轴国外金属材料标准常用英文词汇Bbase , basic:基本(的) basic–oxygen:碱性纯氧顶吹转炉base metal:基本金属bar ,bars:条、棒based (up) on:以……为依据because:因为below:在…下面before:在前面,以前,在…前面,在…以前,优先于bending, bends:弯曲between:在…之间beforehand:事先,提前地blocks:一批,一组,块,块状both:两(个,者,面),(二者)都,双(方,侧)bore ,~eing ~ ehole:开孔,钻[镗、穿]孔,镗削加工,金属切削boiler :锅炉brackets:括号breaks:超过brinell:布氏brought , bring:产生,引起,卖,出售Brinell hardness reading:布氏硬度仪by agreement:根据协议back:背面,后面,在后面(的)BH[Brinell hardness]:布氏硬度HB=Hb= Brinell hardness:布氏硬度BHN=BH NO =Brinell hardness number:布氏硬度(数、值)Ccapable ,bility ,~ bilities:能力,才能,才干,有能力(的)calibration:检查,标准,标定case:情况carbon:碳careful:仔细的carried out:执行carry:搬运case:范围,区域,面积carburize ~zing:(使)渗碳,碳化cast castings:浇铸,铸件caused:引起,使,原因cavity:空洞center:中心certification:证明、确认、合格证characteristics:特性charge:一次装炉量,一批charpy:摆锤charts:图纸,表格,制成图表,以图表表示chemical Requirements:化学成分要求chemical:化学check:控制,检查,标准,凭据chromium:铬classes:等级,种类,把…分类classify ,~ fication ,~fied , ~fyiing:分类法;分类的,分类等级的,归类close:密闭,(严密、接近、几乎相等、限制)的,关闭,接近,终止,结束coarse:粗糙的,原始的,未加工的,近似的cold:冷的,冷态,常温的Code:法(规、则),标(准、记、号)cold -R0lled strip(带):冷轧带cold-R0lled sheet(薄板):冷轧薄板cool,~lant,~ling:凉的,使…变冷,使…冷却collars :颈圈,轴颈,轴环,凸台,环coolant:冷却剂components:[元、零、构]件,元素,部分的comments:注解、意见common:[共同、常见、常有、普通]的,普通comparison:比较,对照,相似composition:组织,[合、组、构]成,混合物complied complying:遵照,遵守国外金属材料标准常用英文词汇Cconformity , conformace:遵守,服从conditions:条件,环境conducted:实施、行为conflicting:不一致的,矛盾的conform:符合conflict:抵触,矛盾configuration:外形,轮廓,形状connection:连接considered:考虑过的content ,~tment ,~ted:满意(的)目录,含量,内容corrugate ,~ted ,~ting:波纹状(形状)的,使成波纹状形状construction :结构,编制,制作,意义,解释consist:由…组成control:控制,调节coupon [法语] :试样continue,~ued,~uing,~uation ,~uous:继续,连续,使继续,延长的contain,containing:包含,含有,包括Test coupon :试样copper:铜convex:凸起的conversion:转(变、更)换,改变,换算(法、系数)core:中心,核心corrosion Resistant:(抗)耐腐蚀corrosion:腐蚀、腐蚀状态correlation:相关性,相应,相互作用,换算cover:包括covers:通过,盖子cracks:破裂,裂缝,裂开,第一流的cracks:裂纹critical,~ly:苛刻、严重(的)criteria,~ion:判断,标准,规范,依据,指标cross-section:横截面cycle:循环,周期cut:切割cylindrical ,~ly:圆柱体的,圆筒形的curve ,~ved ,~ving:曲线(的),特性曲线cue:线索,记号,暗示,插入current:当今的,流通的[水、气、电]流,趋势,趋向Ddata,datum:资料,材料,数据,论据dare ,dared, dures:敢于,(竟,胆)敢,不怕defective:有缺陷的define ,~ned ,~ning:解释……意义,下定义,详细说明,定范围。
序号顾客特殊要求摘录来源交付。
严格遵守买方规定的交付日期是所有合同的一个重大条件。
根据合同的要求,供应商应按照订单或交货时间表(如适用)中规定的、或合同双方以书面方式约定的数量和日期交付物。
直至买方实际收到并接受交付物,交付才完成。
时间对于交付交付物极为重要,但因买方或不可抗力事件而导致的延迟除外。
如供应商因任何原因预见遵守所要求的交付日期有困难,则供应商应立即(任何情况下为在获知这种困难的 24 小时内)以书面形式通知买方,告知预见困难的详情和原因、正在采取的缓解此等延迟交付的任何措施以及预计的交付时间。
此等通知不会削减或限制因供应商的延迟交付而产生的买方的权利或救济。
变更。
1) 买方的变更。
买方保留在向供应商发出变更书面通知后更改任何合同中的任何规格、图纸、交付日期、数量和物品的权利。
如此等更改导致供应商履约成本显著增加,则供应商可就增加的部分向买方收取费用,前提是供应商 i) 在收到买方要求后的十(10) 个工作日内以书面形式通知买方;ii) 向买方提供用以合理证明成本显著增加的文件材料;以及 iii) 收到买方对所提出的提价的书面批准。
如此等更改导致交付物或其中的一部分成本降低,则合同双方将调低相应的交付物价格。
在买方和供应商作出此等更改或任何相关调整的过程中,供应商不得中止对合同的履行。
买方选择实施电子数据交换或暂停履约三个月或不足三个月的,均不得成为供应商提价的理由。
2) 供应商的变更。
未获得买方供应商质量管理部门签署的的事先书面批准,供应商不得对规格、制造地点、分包商、供应商、交付物的物理成分或用以制造交付物的流程作出任何更改。
下级供应商。
供应商应对任何下级供应商的管理负责,并对其行为——包括但不限于,下级供应商的过错、作为或不作为、过失行为或其他行为负责,无论下级供应商是否为买方所指定或推荐。
买方的财产。
买方向供应商提供的、或买方特别授权供应商代表买方获得的所有物品和信息为买方的财产(“买方财产”)。
BBQ产品检验标准1.0目的:规范检验要求以便控制产品的质量。
2.0适用范围:本公司所有BBQ类的产品的最终检验标准。
3.0定义:3.1严重缺陷(critical)影响人身安全或完全丧失使用功能的严重问题;3.2主要缺陷(major)影响功能或严重的外观问题;3.3次要缺陷(minor)不影响功能或较轻微的外观问题。
3.4AQL:Accept Quality Level可接受的质量限4.0抽样及标准4.1常规检验(如产品外观等)依MIL-STD-105E Level II单次抽样检验标准,AQL取值CRI:0,MAJ:2.5,MIN:4.04.2特别检验(包含组装测试,燃烧测试,产品尺寸以及跌落测试)依MIL-STD-105E Level II单次抽样检验标准,AQL取值CRI:0,MAJ:2.5,MIN:4.5.0检验内容5.1外观检查5.1.1搪瓷类5.1.1.1表面均匀平滑,光洁度一致。
5.1.1.2无明显跳瓷,爆瓷,漏搪,流挂及泪痕现象。
5.1.1.3无明显变形,披锋刺手现象。
5.1.1.4表面无明显波浪及拉伸痕,划伤,凹痕等不良现象。
5.1.1.5表面不可有明显的白点和雾状发白现像。
5.1.2电渡类(含不锈钢系例)5.1.2.1表面平滑,光洁度一致。
5.1.2.2镀层表面不可有脱落,起泡过烧发黑的现象。
5.1.2.3表面无明显变形,麻点及斑块现象。
5.1.2.4表面不允许有皱纹,生锈,披锋刺手等不良现象。
5.1.2.5不可有压伤,划伤,露铜底现象5.1.2.6焊接处不可有焊渣或虚焊,脱焊现象。
5.1.3涂装类(含电泳)5.1.3.1表面光亮,色泽均匀。
5.1.3.2表面不可有麻点,起泡,皱纹,漏喷现象。
5.1.3.3无明显刮花,磨花及披锋刺手等不良现象。
5.1.3.4无明显变形,压伤及生锈现象。
5.1.4胶制品(含电木)5.1.4.1表面光滑,色泽一样。
5.1.4.2无明显破损,爆裂,缺胶用批锋现象。
Qualicoat质量标准《建筑用铝型材表面喷漆、粉末涂装的质量控制规范》第11 版QUALICOAT 执行委员会在2005年11月17日通过有效期从2006年4月1日起这一个版本代替早先的版本,而且包括第10 版的1 —24 项的更新,可能有新项目的补充。
所有的更新资料将在英特网上出版: 声明:本翻译稿为初稿,请在中文网站上下载最新版。
与2003 年4月发行第10 版比较的主要变化第10 版第1 项:批量含铬钝化处理(附录一8)第10 版第2 项:冲击试验第10 版第3 项:前处理后的干燥第10 版第4 项:前处理系统的备选方案(新附件A6 )第10 版第5 项:在铸件上的喷涂(新附件A5 )第10 版第6 项:2 级粉末喷涂的评估第10 版第7 项:起泡度第10 版第8 项:标准的实用性或操作指导第10 版第9 项:注册投诉的有效性第10 版第10 项:正表面第10 版第11 项:粉末供应商的最少仪器要求第10 版第12 项:实验室仪器第10 版第13 项:灰浆测试后的颜色评估第10 版第14 项:在喷涂及涂饰之间的最大时间第10 版第15 项:自然气候测试时颜色变化的测量第10 版第16 项:2 级液体涂饰的要求第10 版第17 项:金属颜色的评估规则第10 版第18 项:证书授予第三方的规则第10 版第19 项:铬酸盐处理前的最后一道水洗的导电率第10 版第20 项:均一的前处理第10 版第21 项:有关标准的目录(附录一9)第10 版第22 项:在包装,标志上标明" QUALICOAT" 和批准号第10 版第23 项:受予执照的检验第10 版第24 项:关于禁止的颜色规则更新的DeltaE(附录A7)目录1.概论2.测试方法及要求2.1. 外观2.2.光泽度2.3. 涂层厚度2.4. 附着力2.5. 压痕试验2.6. 杯突试验.2.7. 抗弯曲性试验2.8. 耐冲击性试验2.9. 耐含二氧化硫潮湿空气的试验2.10. 耐醋酸盐雾试验2.11. 马丘Machu 试验2.12. 加速风化试验2.13. 自然气候试验2.14. 耐聚合试验2.15. 耐灰浆试验2.16. 耐沸水试验2.17. 耐冷凝水试验2.18. 抗锯,铣,钻3. 操作规范3.1. 待处理部件的储藏及设备的区划3.2. 粉末和液体涂饰的前处理3.2.1 蚀刻3.2.2 铬酸盐前处理3.2.3 阳极氧化前处理3.2.4 其他前处理3.3. 电泳的前处理3.4. 干燥3.5. 干燥炉3.6. 实验室3.7. 内部控制3.8. 操作指导3.9. 登记册4. 涂装材料的核准4.1. 授予许可4.1.1 最少的实验室仪器4.1.2 测验4.2. 批准的复审系统5. 喷涂工厂的批准证书5.1. 批准证书的授予(质量标志)5.1.1实验室仪器的检验5.1.2工厂和设备的检验5.1.3 前处理的检验5.1.4 成品的检验5.1.5 试验样片的检验5.1.6 对注册工厂的考核5.1.7 授予证书的最后评估5.2. 证书获许人的常规考核5.3. 喷涂工厂的标志使用6. 内部的控制规范6.1. 试验参数6.1.1 前处理槽6.1.2 水质6.1.3 前处理及水洗槽的温度测量6.1.4干燥温度测量6.2. 生产过程的质量控制6.2.1蚀刻度试验6.2.2涂层转化重量验测(DIN 50939)6.2.3 炉况测试6.3. 成品的质量控制6.3.1 光泽度试验(ISO 2813)6.3.2 涂层厚度试验(EN ISO 2360)6.3.3 外观试验6.3.4 附着力试验(EN ISO 2409) .6.3.5 压痕试验(EN ISO 2815)6.3.6 聚合试验6.3.7 杯突试验(EN ISO 1520).6.3.8 抗弯曲性(EN ISO 1519).6.3.9 耐冲击性(ENISO 6272/ASTM D 2794)6.3.10马丘Machu 试验.6.4. 注册工厂的质量控制6.4.1 生产工艺的控制6.4.2 样片的控制6.4.3 成品的控制6.5. 内部控制规范汇总表附件A1 在建筑用铝型材表面喷漆,粉末涂装产品上使用:" QUALICOAT" 标志的规则A2 装饰性表面的规范A3 关于" QUALICOAT"认证过的粉末配方变更的强制申告A4 金属喷涂层A5 " QUALICOAT" 质量标志对建筑用铝铸件喷涂的专用规范A6 其他前处理系统评估程序A7 RAL/ DELAT E 表A8 批处理规范A9 相关标准目录概论1. 概论本规范适用于" QUALICOAT" 质量标志, 这是一个已注册商标。
国家质量监督检验检疫总局公告2015年第39号——关于出口埃及工业产品适用标准有关事宜的公告文章属性•【制定机关】国家质量监督检验检疫总局(已撤销)•【公布日期】2015.03.24•【文号】国家质量监督检验检疫总局2015年第39号公告•【施行日期】2015.03.24•【效力等级】部门规范性文件•【时效性】现行有效•【主题分类】质量管理和监督正文国家质量监督检验检疫总局公告2015年第39号质检总局关于出口埃及工业产品适用标准有关事宜的公告根据埃及方面的有关要求,2015年1月1日起出口至埃及的工业产品必须符合埃及标准(ES标准),经我方协调,埃方同意将生效日期推迟到4月1日。
为帮助我国出口企业妥善应对埃及的监管要求,维护我国企业的合法权益,在我国驻外机构协助下,我局就出口埃及工业产品适用标准问题进行了深入研究,提出以下意见,现予以公告,供出口企业参考。
一、直接采用埃及强制标准。
埃及质量标准局向我局提交了阿拉伯语的埃及强制性标准文本,我局已经翻译了其中的69个标准(附件1)并正在抓紧翻译其余标准。
有需要的企业可向我局国际检验检疫标准与技术法规研究中心索取。
二、等同、等效采用国际标准化委员会(ISO)标准和国际电工委员会(IEC)标准。
埃及有221个强制标准与国际标准存在对应关系,我局编制了《等同等效采用ISO/IEC标准的埃及强制标准清单》(附件2)。
企业生产、出口相关产品,可采用对应的ISO或者IEC标准。
三、采用国际标准。
对于埃及标准不能覆盖的产品,或者无埃及标准的产品,埃及官方认可6种带有国际性的标准,即国际标准化组织标准(ISO)、国际电工委员会标准(IEC)、欧洲标准(EN)、美国国家标准学会标准(ANSI)、美国材料实验协会标准(ASTM)和日本工业标准(JIS)。
其中,埃及电力部直接采用了国际电工委员会(IEC)44个标准。
我们整理了《埃及电力部直接采用的IEC标准与中国GB标准对应清单》(附件3)。
F O RG M I N T E R N A L U S E O N L YF OR G M I N T E R N A L U S E O N L YAIAG PUBLICATIONS An AIAG publication reflects a consensus of those substantially concerned with its scope and provisions. An AIAG publication is intended as a guide to aid the manufacturer, the consumer and the general public. The existence of an AIAG publication does not in any respect preclude anyone from manufacturing, marketing, purchasing, or using products, processes, or procedures not conforming to the publication. CAUTIONARY NOTICEAIAG publications are subject to periodic review and users are cautioned to obtain the latest editions. MAINTENANCE PROCEDURERecognizing that this AIAG publication may not cover all circumstances, AIAG has established a maintenance procedure. Please refer to the Maintenance Request Form at the back of this document to submit a request.APPROVAL STATUS The AIAG Quality Steering Committee and designated stakeholders approved this document for publication in March 2006. Published by: Automotive Industry Action Group 26200 Lahser Road, Suite 200 Southfield, Michigan 48034 Phone: (248) 358-3570 • Fax: (248) 358-3253AIAG Copyright and Trademark Notice:The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. Copyright is not claimed as to any part of an original work prepared by a U.S. or state government officer or employee as part of the person’s official duties. All rights are preserved by AIAG, and content may not be altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company. Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive Industry Action Group.© 2006 Automotive Industry Action Group Special Process: Heat Treat SystemAssessmentF OR G M I N T E R N A L U S E O N L Y FOREWORD Automotive Industry Action Group (AIAG) committees are made up of volunteers from member companies in the automotive industry. The work of preparing process audits is done by AIAG technical committees.The main task of technical committees is to prepare Automotive Standards and System Requirements. Draft documents adopted by the technical committees are circulated to the Steering Committee for review and consensus approval. Publication of the documents requires approval by the Quality Steering Committee. The Quality Steering Committee would like to acknowledge and thank the following individuals and their companies who have contributed time and effort to the development of this document.Special Process: Heat Treat System AssessmentF O RG M I N T E R N A L U S E O N L YACKNOWLEDGEMENTSCore Members:Pete Batche – Textron Fastening Systems Co.Mel Dilley – DaimlerChrysler Corp.Curt Holmes – Metaldyne Ed Jamieson – Bodycote Thermal ProcessingYoung Kim – Ford Motor CompanyBrett Lenhausen – General Motors CorporationPhilip Mikula – TRW, Inc.Murli Prasad – General Motors CorporationSupporting Members:Todd Bensinger – DaimlerChrysler Corp.Scott Brodersen – DaimlerChrysler CorpDave Calkins – DaimlerChrysler CorpLeonard Gadzinski – Textron Fastening Systems Co. Tim Green – BSI Americas, Inc.Dave Hernacki – Commercial Steel Treating, Corp. Dean Higdon – Textron Fastening Systems Co. Medina Kaknjo – Ford Motor Company Jeff Martin – ZF Friedrichshafen, AG Mike Oberg – Induction Services, Inc. Mike Wiezbowski – DaimlerChrysler CorpSpecial Process: Heat Treat System AssessmentF OR G M I N T E R N A L U S E O N L YTABLE OF CONTENTS AIAG PUBLICATIONS.............................................................................................................................................1 CAUTIONARY NOTICE.........................................................................................................................................1 MAINTENANCE PROCEDURE.............................................................................................................................1 APPROVAL STATUS. (1)FOREWORD (2)ACKNOWLEDGEMENTS........................................................................................................................................3 1.0INTRODUCTION..........................................................................................................................................5 1.1G ENERAL ......................................................................................................................................................5 1.2P ROCESS A PPROACH .....................................................................................................................................5 1.3H EAT T REAT S YSTEM A SSESSMENT G OALS ..................................................................................................5 1.4A SSESSMENT P ROCESS ..................................................................................................................................5 1.5A SSESSOR Q UALIFICATIONS .........................................................................................................................6 1.6O THER R EQUIREMENTS .................................................................................................................................6 2.0SCOPE.............................................................................................................................................................7 2.1G ENERAL ......................................................................................................................................................7 2.2A PPLICATION (7)3.0THE HEAT TREAT SYSTEM ASSESSMENT PROCEDURE................................................................94.0 SPECIAL PROCESS: HEAT TREAT ASSESSMENT FORMS............................................................10 APPENDIX A – PROCESS TABLES.....................................................................................................................39 APPENDIX B – GLOSSARY.. (56)ABOUT AIAG ............................................................................................................................................................60MAINTENANCE REQUEST .. (61)Special Process: Heat Treat System AssessmentF OR G M I N T E R N A L U S E O N L Y1.0 INTRODUCTION 1.1 GeneralThe work of preparing CQI 9: Special Process: Heat Treat System Assessment (HTSA) was carried out through the AIAG Heat Treat Work Group. These heat treat requirements are complementary to customer and product standards.The HTSA can be used to assess an organization’s ability to meet the requirements in this assessment, as well as customer, regulatory, and the organization’s own requirements. The HTSA can also be used between an organization and its suppliers. In the HTSA, the word “shall” indicates a requirement. Where the term “such as” is used, any suggestions given are for guidance only.1.2 Process Approach The HTSA supports the automotive process approach as described in ISO/TS16949:2002.1.3 Heat Treat System Assessment GoalsThe goal of the HTSA is the development of a heat treat management system that provides for continual improvement, emphasizing defect prevention and the reduction of variation and waste in the supply chain. The HTSA, coupled with an internationally recognized quality management system and applicable customer-specific requirements, defines the fundamental requirements for heat treat management systems. The HTSA is intended to provide a common approach to a heat treat management system for automotive production and service part organizations.1.4 Assessment ProcessOngoing assessments shall be conducted annually, unless otherwise specified by the customer, to re-examine the continuing compliance with the HTSA. Each assessment shall include a review of the organization’s systems using the HTSA. Successive Job Audits (Section 4.0 of this document) shall sample parts from different automotive component manufacturers that require compliance to the HTSA document.The assessment shall use the process approach to auditing as identified by the requirements of ISO/TS 16949:2002. Special Process: Heat Treat System AssessmentF OR G M I N T E R N A L U S E O N L Y 1.5 Assessor Qualifications Assessors shall have the following specific experience to conduct the HEAT TREAT SYSTEM ASSESSMENT portion of the assessment: • Be an experienced quality management system (QMS) internal auditor (e.g., ISO 9000:2000, ISO/TS 16949:2002)1.6 Other RequirementsThe organization shall keep records as evidence of compliance to the requirements identified in the HTSA, as well as all appropriate action plans to address any unsatisfactory ratings. These records shall be readily available for review by any customer requiring compliance to the requirements within this document. Special Process: Heat Treat System AssessmentF OR G M I N T E R N A L U S E O N L Y2.0 SCOPE2.1 GeneralThis document specifies process requirements for an organization or its suppliers performing applicable heat treating, who need to• demonstrate ability to consistently provide product that meets customer and applicable regulatory requirements, and • enhance customer satisfaction through the effective application of the system, including processes for continual improvement of the system. The Heat Treat System Assessment is applicable to sites where customer-specified parts for production and/or service are processed throughout the automotive supply chain.2.2 Application All requirements of the HTSA are generic and are intended to be applicable to all organizations performing the heat treat operations addressed in this document, regardless of type, size, and product. Four Process Tables have been developed and the appropriate table(s) is to be referenced during the assessment. The Process Tables are specific to heat treat processes as noted below: Process Table 1 – Ferrous • Carburizing • Carbonitriding • Carbon Restoration or Correction • Neutral Hardening (Quench and Temper) • Austempering • Martempering • Tempering • Precipitation Hardening – AgingProcess Table 2 – Ferrous • Nitriding (Gas) • Ferritic Nitrocarburizing (Gas or Salt) Process Table 3 – Aluminum Heat Treating Process Table 4 – Induction Heat Treating (Ferrous) Special Process: Heat Treat System AssessmentF OR G M I N T E R N A L U S E O N L Y These Process Tables contain requirements for:1. Process and Test Equipment2. Pyrometry3. Process Monitor Frequencies4. In-Process/Final Test Frequencies5. Quenchant and Solution Test FrequenciesThe Process Tables specify the tolerances of process parameters and the frequencies for checking process control parameters and parts. The Requirements/Guidelines in the HTSA form will notify the assessor when to refer to the Process Tables. Special Process: Heat Treat System AssessmentF ORGMI NT ERNA LU S EON L Y3.0THE HEAT TREAT SYSTEM ASSESSMENT PROCEDURE1. Obtain current copy of CQI-9 Special Process: Heat Treat System Assessment Guideline fromAIAG. 2. Identify all heat treat processes to which CQI-9 Special Process: Heat Treat System AssessmentGuideline applies (see CQI-9, 2.2). Record these processes on the HTSA.3. Complete the HTSA, determining the level of compliance. Sections 1-3 shall be completed firstand independent of any job audits performed. A minimum of one job audit (Section 4) shall be performed during each assessment.4. Address each “unsatisfactory” item and determine corrective action, including root cause analysisand implementation of the corresponding corrective action(s). Records of corrective action, including verification, shall be maintained.5. Assessments shall be conducted annually unless otherwise specified by the customer.Special Process: Heat Treat SystemAssessmentCQI-9 Issue: 1.00, Dated 3/2006 Replaces: N/A, Dated: N/A9F ORGMI NT ERNA LU S EON L Y4.0 SPECIAL PROCESS: HEAT TREAT ASSESSMENTCover Sheet (11)Section 1-3 (14)Section 1: Management Responsibility & Quality Planning ........................................................15 Section 2: Floor and Material Handling Responsibility................................................................22Section 3: Equipment.. (27)Section 4: Job Audit (33)Special Process: Heat Treat SystemAssessmentCQI-9 Issue: 1.00, Dated 3/2006 Replaces: N/A, Dated: N/A10F ORGM I NT ERNA LU S EON L YInstructions for completing the Cover Sheet 1. Facility Name: Name of the facility being assessed.One form shall be used for each facility. The facility may have several buildings or physical locations in the same general area. If there is a separate management team (Quality Manager and Metallurgist) or different management system, then these locations shall be considered as separate facilities.2. Address: The street address of the facility being assessed; P.O Box numbers may begiven as additional information.3. Phone Number: The phone number of the facility.If there is no common phone number for the facility, the phone number of the Operations Manager or Quality Manager shall be used.4. Fax Number: The fax number of the facility.5. Number of Heat Treat Employees at this Facility: The number of employees, salaried and hourly, associated with the heat treat operation at this facility.6. Captive Heat Treater (Y/N): Enter “Y” if this facility heat treats components for their own company. Enter “N” if the company does not heat treat any components for their own company.7. Commercial Heat Treater (Y/N): Enter “Y” if this facility heat treats components for companies other than their own company. Enter “N” if this facility does not heat treat any components for other companies.8. Date of Assessment: Enter the date(s) of the assessment. An alphanumeric format shall be used to avoid confusion with different numeric formats. Example: May 3 – 4, 2006 9. Date of Previous Assessment: List the date of the previous CQI-9 Special Process: Heat Treat System Assessment of this facility.10.Type(s) of Thermal Processing at this Facility: Place a checkmark to designate all thermal process(es) performed at this facility. This information determines theappropriate Process Table that shall be used during the assessment. Processes not listed on the cover sheet are not part of the Heat Treat System Assessment.11.Current Quality Certification(s): The heat treater shall list their current qualitycertifications, e.g., ISO/TS 16949:2002, ISO 9000:2002. Certifications may be from 3rd party sources or customer quality certifications. If customer quality certification is given, then the year of the last assessment by the customer shall also be given.Special Process: Heat Treat SystemAssessmentCQI-9 Issue: 1.00, Dated 3/2006Replaces: N/A, Dated: N/A 11F ORGMI NT ERNA LU S EON L Y12. Date of Re-assessment (if necessary): If “Not Satisfactory” findings were observed from the original assessment, then the heat treater shall address each item and determine correct action, including root cause analysis and implementation of the corresponding corrective action(s).The date of the re-assessment shall be given here, and the appropriate Question(s) from Sections 1 – 4, in the original assessment, shall be modified to reflect that the evidence, relating to the implementation of the corrective action(s), has been observed. Also, the “Number of Not Satisfactory Findings” shall be modified as appropriate.13. Personnel Contacted: List the name(s), title(s), phone number(s), and emailaddress(es), if available, of the principal participants from the heat treater’s organization. 14. Auditors/Assessors: List the name(s), Company(ies), phone number(s) and email address(es), if available, of the auditor/assessor(s).15. Number of “Not Satisfactory” Findings : Enter the number of “Not Satisfactory” findings observed during the assessment.Special Process: Heat Treat SystemAssessmentCQI-9 Issue: 1.00, Dated 3/2006Replaces: N/A, Dated: N/A12F ORGM I NT ERNA LU S EON L YSpecial Process: Heat Treat Process AssessmentFacility Name:AddressPhone Number Type(s) of Thermal Processing at this Location:Fax NumberProcess Table 1Carburizing Number of Heat Treat Employees at this Location:Carbonitriding Carbon Correction Captive Heat Treater (Y/N)Neutral HardeningCommercial Heat Treater (Y/N)Austempering / MartemperingTemperingDate of Evaluation:Precipitation Hardening /AgingDate of Previous Evaluation:Process Table 2Nitriding (Gas)Ferritic-Nitrocarburizing (Gas or Salt)Process Table 3Aluminum Heat Treatment Process Table 4Induction Heat TreatingCurrent Quality Certification(s)Date of Re-evaluation (if necessary):Personnel Contacted:NameTitlePhoneEmail Auditors/Assesors NameCompany PhoneEmailNumber of "Not Satisfactory" FindingsSpecial Process: Heat Treat SystemAssessmentCQI-9 Issue: 1.00, Dated 3/2006 Replaces: N/A, Dated: N/A13F ORGMI NT ERNA LU S EON L YInstructions for completing Sections 1 – 3Sections 1 - 3 contain questions and the requirements/guidance for each question. The Sections are:• Section 1 – Management Responsibility & Quality Planning • Section 2 – Floor and Material Handling Responsibility • Section 3 – EquipmentThe assessor shall assess the heat treater’s compliance to Sections 1 – 3 by comparing the evidence presented by the heat treater to the requirements listed in the “Requirements/Guidance” column.NOTE 1: In the “Requirements/Guidance” column, the word “shall” indicates arequirement and the term “such as” indicates that any suggestions given are for guidance only.NOTE 2: The “Requirements/Guidance” column will indicate to the assessor when theProcess Tables are pertinent to the Questions. When the Process Tables are pertinent to the Question, the assessor shall assess the heat treater’s compliance to the specified section(s) in the Process Tables.NOTE 3: If the question is not applicable to the heat treater, then the assessor shallplace a checkmark in the “N/A” Assessment column. If the observed evidence is in compliance to the question, the assessor shall note theevidence in the “Objective Evidence” column and place a check mark in the “Satisfactory” column. If the observed evidence is not in compliance to the question, then the assessor shall note the non-compliance in the “Objective Evidence” column and place a check mark in the “Not Satisfactory” column.Special Process: Heat Treat SystemAssessmentCQI-9 Issue: 1.00, Dated 3/2006Replaces: N/A, Dated: N/A14F O RGM I NT ERN A L U S EON L YQ u e s t i o n N u m b e rQ u e s t i o nR e q u i r e m e n t s / G u i d a n c e O b j e c t i v e E v i d e n c e N /A S a t i s f a c t o r y N o t S a t i s f a c t o r y N e e d s I m m e d i a t e A c t i o n1.1I s t h e r e a d e d i c a t e d a n d q u a l i f i e d h e a t t r e a t p e r s o n o n -s i t e ?T o e n s u r e r e a d i l y a v a i l a b l e e x p e r t i s e , t h e r e s h a l l b e a d e d i c a t e d a n d q u a l i f i e d h e a t t r e a t p e r s o n o n s i t e . T h i s i n d i v i d u a l s h a l l b e a f u l l -t i m e e m p l o y e e a n d t h e p o s i t i o n s h a l l b e r e f l e c t e d i n t h e o r g a n i z a t i o n c h a r t . A j o b d e s c r i p t i o n s h a l l e x i s t i d e n t i f y i n g t h e q u a l i f i c a t i o n s f o r t h e p o s i t i o n i n c l u d i n g m e t a l l u r g i c a l a n d h e a t t r e a t k n o w l e d g e . T h e q u a l i f i c a t i o n s s h a l l i n c l u d e a m i n i m u m o f 5 y e a r s e x p e r i e n c e i n h e a t t r e a t o p e r a t i o n s o r a c o m b i n a t i o n o f a m i n i m u m o f 5 y e a r s o f f o r m a l m e t a l l u r g i c a l e d u c a t i o n a n d h e a t t r e a t e x p e r i e n c e .1.2D o e s t h e h e a t t r e a t e r p e r f o r m A P Q P ?T h e o r g a n i z a t i o n s h a l l i n c o r p o r a t e a d o c u m e n t e d A d v a n c e P r o d u c t a n d Q u a l i t y P l a n n i n g (A P Q P ) p r o c e d u r e . A f e a s i b i l i t y s t u d y s h a l l b e p e r f o r m e d a n d i n t e r n a l l y a p p r o v e d f o r e a c h p a r t . S i m i l a r p a r t s c a n b e g r o u p e d i n t o p a r t f a m i l i e s f o r t h i s e f f o r t a s d e f i n e d b y t h e o r g a n i z a t i o n . A f t e r t h e P r o d u c t i o n P a r t A p p r o v a l P r o c e s s (P P A P ) i s a p p r o v e d b y t h e c u s t o m e r , n o p r o c e s s c h a n g e s a r e a l l o w e d u n l e s s a p p r o v e d b y t h e c u s t o m e r . T h e h e a t t r e a t e r s h a l l c o n t a c t t h e c u s t o m e r w h e n c l a r i f i c a t i o n o f p r o c e s s c h a n g e s i s r e q u i r e d . T h i s c l a r i f i c a t i o n o f s i g n i f i c a n t p r o c e s s e s c h a n g e s h a l l b e d o c u m e n t e d .1.3A r e h e a t t r e a t P F M E A 's u p t o d a t e a n d r e f l e c t i n g c u r r e n t p r o c e s s i n g ?T h e o r g a n i z a t i o n s h a l l i n c o r p o r a t e t h e u s e o f ad o c u me n t e d P r o c e s s F a i l u r e M o d e a n d Ef f e c t s A n a l y s i s (P F M E A ) p r o c e d u r e a n d e n s u r e t h e P F M E A s a r e u p d a t e d t o r e f l e c t c u r r e n t p a r t q u a l i t y s t a t u s .T h e P F M E A s h a l l b e w r i t t e n f o r e a c h p a r t o r p a r t f a m i l y o r t h e y m a y b e p r o c e s s -s p e c i f i c a n d w r i t t e n f o r e a c h p r o c e s s . I n a n y c a s e , t h e y s h a l l a d d r e s s a l l p r o c e s s s t e p s f r o m p a r t r e c e i p t t o p a r t s h i p m e n t a n d a l l k e y h e a t t r e a t p r o c e s s p a r a m e t e r s a s d e f i n e d b y t h e o rg a n i z a t i o n . A c r o s s -f u n c t i o n a l t e a m , i n c l u d i n g a p r o d u c t i o n o p e r a t o r , sh a l l b e u s e di n t h e d e v e l o p m e n t o f t h e P F M E A , a n d i t e m s w i t h t h e h i g h e s t R i s k P r i o r i t y N u m b e r s (R P N s ) s h a l l b e a d d r e s s e d a n n u a l l y . A l l s i g n i f i c a n t o r c r i t i c a l c h a r a c t e r i s t i c s , a s d e f i n e d b y t h e o r g a n i z a t i o n a n d i t s c u s t o m e r s , s h a l l b e i d e n t i f i e d , d e f i n e d , a n d a d d r e s s e d i n t h e P F M E A .A s s e s s m e n tS p e c i a l P r o c e s s : H e a t T r e a t P r o c e s s A s s e s s m e n tS e c t i o n 1 - M a n a g e m e n t R e s p o n s i b i l i t y & Q u a l i t y P l a n n i n gSpecial Process: Heat Treat SystemAssessmentCQI-9 Issue: 1.00, Dated 3/2006 Replaces: N/A, Dated: N/A15F O R GM I NT ERNA L US EON L YQ u e s t i o n N u m b e r Q u e s t i o nR e q u i r e m e n t s / G u i d a n c e O b j e c t i v e E v i d e n c e N /A S a t i s f a c t o r yN o t S a t i s f a c t o r yN e e d s I m m e d i a t e A c t i o nA s s e s s m e n tS p e c i a l P r o c e s s : H e a t T r e a t P r o c e s s A s s e s s m e n t1.4A r e h e a t t r e a t p r o c e s s c o n t r o l p l a n s u p t o d a t e a n d r e f l e c t i n g c u r r e n t p r o c e s s i n g ?T h e o r g a n i z a t i o n s h a l l i n c o r p o r a t e t h e u s e o f a d o c u m e n t e d C o n t r o l P l a n p r o c e d u r e a n d e n s u r e t h e C o n t r o l P l a n s a r e u p d a t e d t o r e f l e c t c u r r e n t c o n t r o l s .T h e C o n t r o l P l a n s s h a l l b e w r i t t e n f o r e a c h p a r t o r p a r t f a m i l y o r t h e y m a y b e p r o c e s s -s p e c i f i c a n d w r i t t e n f o r e a c h p r o c e s s . I n a n y c a s e , t h e y s h a l l a d d r e s s a l l p r o c e s s s t e p s f r o m p a r t r e c e i p t t o p a r t s h i p m e n t a n d i d e n t i f y a l l e q u i p m e n t u s e d a n d a l l k e y h e a t t r e a t p r o c e s s p a r a m e t e r s a s d e f i n e d b y t h e o r g a n i z a t i o n . A c r o s s -f u n c t i o n a l t e a m , i n c l u d i n g a p r o d u c t i o n o p e r a t o r , s h a l l b e u s e d i n t h e d e v e l o p m e n t o f C o n t r o l P l a n s , w h i c h s h a l l b e c o n s i s t e n t w i t h a l l a s s o c i a t e d d o c u m e n t a t i o n s u c h a s w o r k i n s t r u c t i o n s , s h o p t r a v e l e r s , a n d P F M E A s . A l l s i g n i f i c a n t o r c r i t i c a l c h a r a c t e r i s t i c s , a s d e f i n e d b y t h e o r g a n i z a t i o n a n d i t s c u s t o m e r s , s h a l l b e i d e n t i f i e d , d e f i n e d , a n d a d d r e s s e d i n t h e C o n t r o l P l a n s . S a m p l e s i z e s a n d f r e q u e n c i e s f o r e v a l u a t i o n o f p r o c e s s a n d p r o d u c t c h a r a c t e r i s t i c s s h a l l a l s o b e a d d r e s s e d c o n s i s t e n t w i t h t h e m i n i m u m r e q u i r e m e n t s l i s t e d i n t h e P r o c e s s T a b l e s , S e c t i o n s 3.0 a n d 4.0.Special Process: Heat Treat SystemAssessmentCQI-9 Issue: 1.00, Dated 3/2006Replaces: N/A, Dated: N/A16F OR GM I NT ERNA L U S EONL YQ u e s t i o n N u m b e r Q u e s t i o nR e q u i r e m e n t s / G u i d a n c e O b j e c t i v e E v i d e n c e N /A S a t i s f a c t o r yN o t S a t i s f a c t o r y N e e d s I m m e d i a t e A c t i o nA s s e s s m e n tS p e c i a l P r o c e s s : H e a t T r e a t P r o c e s s A s s e s s m e n t1.5A r e a l l h e a t t r e a t r e l a t e d a n d r e f e r e n c e d s p e c i f i c a t i o n s c u r r e n t a n d a v a i l a b l e ? F o r E x a m p l e : S A E ; A I A G , A S T M , G e n e r a l M o t o r s , F o r d , a n d D a i m l e r C h r y s l e r . T o e n s u r e a l l c u s t o m e r r e q u i r e m e n t s a r e b o t h u n d e r s t o o d a n d s a t i s f i e d , t h e o r g a n i z a t i o n s h a l l h a v e a l l r e l a t e d h e a t t r e a t a n d c u s t o m e r r e f e r e n c e d s t a n d a r d s a n d s p e c i f i c a t i o n s a v a i l a b l e f o r u s e a n d a m e t h o d t o e n s u r e t h a t t h e y a r e c u r r e n t . S u c h s t a n d a r d s a n d s p e c i f i c a t i o n s i n c l u d e , b u t a r e n o t l i m i t e d t o , t h o s e r e l e v a n t d o c u m e n t s p u b l i s h e d b y S A E , A I A G , A S T M , G e n e r a l M o t o r s , F o r d , a n d D a i m l e r C h r y s l e r . T h e o r g a n i z a t i o n s h a l l h a v e a p r o c e s s t o e n s u r e t h e t i m e l y r e v i e w , d i s t r i b u t i o n , a n d i m p l e m e n t a t i o n o f a l l r e l e v a n t c u s t o m e r a n d i n d u s t r y e n g i n e e r i n g s t a n d a r d s a n d s p e c i f i c a t i o n s . T h i s p r o c e s s s h a l l b e e x e c u t e d a s s o o n a s p o s s i b l e a n d s h a l l n o t e x c e e d t w o w e e k s . T h e o r g a n i z a t i o n s h a l l d o c u m e n t t h i s p r o c e s s o f r e v i e w a n d i m p l e m e n t a t i o n , a n d i t s h a l l a d d r e s s h o w c u s t o m e r a n d i n d u s t r y d o c u m e n t s a r e o b t a i n e d , h o w t h e y a r e m a i n t a i n e d w i t h i n t h e o r g a n i z a t i o n , h o w t h e c u r r e n t s t a t u s i s e s t a b l i s h e d , a n d h o w t h e r e l e v a n t i n f o r m a t i o n i s c a s c a d e d t o t h e s h o p f l o o r w i t h i n t h e t w o -w e e k p e r i o d . T h e o r g a n i z a t i o n s h a l l i d e n t i f y w h o i s r e s p o n s i b l e f o r p e r f o r m i n g t h e s e t a s k s .1.6I s t h e r e a w r i t t e n p r o c e s s s p e c i f i c a t i o n f o r a l l a c t i v e p r o c e s s e s ?T h e h e a t t r e a t e r s h a l l h a v e w r i t t e n p r o c e s s s p e c i f i c a t i o n s f o r a l l a c t i v e p r o c e s s e s a n d i d e n t i f y a l l s t e p s o f t h e p r o c e s s i n c l u d i n g r e l e v a n t o p e r a t i n g p a r a m e t e r s . E x a m p l e s o f o p e r a t i n g p a r a m e t e r s i n c l u d e p r o c e s s t e m p e r a t u r e s , c y c l e t i m e s , l o a d r a t e s , a t m o s p h e r e o r g a s f l o w s e t t i n g s , b e l t s p e e d s , q u e n c h a g i t a t i o n s p e e d s , e t c . S u c h p a r a m e t e r s s h a l l n o t o n l y b e d e f i n e d , t h e y s h a l l h a v e o p e r a t i n g t o l e r a n c e s a s d e f i n e d b y t h e o r g a n i z a t i o n i n o r d e r t o m a i n t a i n p r o c e s s c o n t r o l. A l l a c t i v e p r o c e s s e s s h o u l d h a v e a w r i t t e n p r o c e s s s p e c i f i c a t i o n . T h e s e p r o c e s s s p e c i f i c a t i o n s m a y t a k e t h e f o r m o f w o r k i n s t r u c t i o n s , j o b c a r d , c o m p u t e r -b a s e d r e c i p e s , o r o t h e r s i m i l a r d o c u m e n t s .Special Process: Heat Treat SystemAssessmentCQI-9 Issue: 1.00, Dated 3/2006 Replaces: N/A, Dated: N/A17。
ASTM-F963(重金属限制规定)EN71-11(19项重金属限制规定)91/338/EEC(总镉含量指令)ROHS(2002/95/EC)电子电气产品中有害物质限制指令CPSIA(HR4040美国消费产品安全加强法)或 2005/84/EC (邻苯二甲酸盐限制规定)ASTM-F963(重金属限制规定)EN71-11(19项重金属限制规定)91/338/EEC(总镉含量指令)ROHS(2002/95/EC)电子电气产品中有害物质限制指令CPSIA(HR4040美国消费产品安全加强法)或 2005/84/EC (邻苯二甲酸盐限制规定)BPA Requirement(双酚A禁令)ASTM-F963(重金属限制规定)EN71-11(19项重金属限制规定)91/338/EEC(总镉含量指令)ROHS(2002/95/EC)(电子电气产品中有害物质限制指令)CPSIA(HR4040美国消费产品安全加强法)或 2005/84/EC (邻苯二甲酸盐限制规定)ASTM-F963(重金属限制规定)EN71-11(19项重金属限制规定)91/338/EEC(总镉含量指令)ROHS(2002/95/EC)电子电气产品中有害物质限制指令CPSIA(HR4040美国消费产品安全加强法)或 2005/84/EC (邻苯二甲酸盐限制规定)ROHS(2002/95/EC)电子电气产品中有害物质限制指令ASTM-F963(重金属限制规定)EN71-11(19项重金属限制规定)ROHS(2002/95/EC)电子电气产品中有害物质限制指令ASTM-F963(重金属限制规定)EN71-11(19项重金属限制规定)91/338/EEC(总镉含量指令)CPSIA(HR4040美国消费产品安全加强法)或 2005/84/EC (邻苯二甲酸盐限制规定)ROHS(2002/95/EC)电子电气产品中有害物质限制指令ASTM-F963(重金属限制规定)EN71-11(19项重金属限制规定)ROHS(2002/95/EC)电子电气产品中有害物质限制指令ASTM-F963(重金属限制规定)EN71-11(19项重金属限制规定)91/338/EEC(总镉含量指令)CPSIA(HR4040美国消费产品安全加强法)或 2005/84/EC (邻苯二甲酸盐限制规定)EN60825ROHS(2002/95/EC)电子电气产品中有害物质限制指令ASTM-F963(重金属限制规定)EN71-11(19项重金属限制规定)EMC(电磁兼容标准)ABS、HIPS、PP、PA、POM、GP胶料马达PVC、PC胶料色粉、色料、黑种油漆、油墨、开油水五金件物料不含塑胶的电子元件物料(IC、PCB线路板、焊锡等)含有塑胶的电子元件物料(电线、电容、电阻、电感、二极管、三极管、开关、按制、喇叭、灯泡等)LED、发光二极管ROHS(2002/95/EC)电子电气产品中有害物质限制指令ASTM-F963(重金属限制规定)EN71-11(19项重金属限制规定)ROHS(2002/95/EC)电子电气产品中有害物质限制指令ASTM-F963(重金属限制规定)EN71-11(19项重金属限制规定)91/338/EEC(总镉含量指令)CPSIA(HR4040美国消费产品安全加强法)或 2005/84/EC (邻苯二甲酸盐限制规定)ROHS(2002/95/EC)电子电气产品中有害物质限制指令ASTM-F963(重金属限制规定)EN71-11(19项重金属限制规定)104-142(美国公共法例Unite State Public Law)2006/66/EC(欧洲电池指令)Azo Dyes(偶氮染料指令)ASTM-F963(重金属限制规定)EN71-11(19项重金属限制规定)CPSIA(HR4040美国消费产品安全加强法)或 2005/84/EC (邻苯二甲酸盐限制规定)ROHS(2002/95/EC)电子电气产品中有害物质限制指令ROHS(2002/95/EC)电子电气产品中有害物质限制指令ASTM-F963(重金属限制规定)EN71-11(19项重金属限制规定)91/338/EEC(总镉含量指令)CPSIA(HR4040美国消费产品安全加强法)或 2005/84/EC (邻苯二甲酸盐限制规定)ROHS(2002/95/EC)电子电气产品中有害物质限制指令ASTM-F963(重金属限制规定)EN71-11(19项重金属限制规定)包装物料(纸箱、卡纸、彩盒、彩咭、彩纸、吸塑、扎线、扎带、橡筋、拷贝纸、胶纸、胶袋、包装贴纸等用作包装的物料)94/62/EEC 欧洲包装材料与包装材料废弃物指令 或CONEG美国包装材料与包装材料废弃物指令其它类,用于产品上的物料(不含塑胶料的)电池产品贴纸(无塑胶物质)产品贴纸(含有塑胶物质)布料、纺织品胶水类物料其它类,用于产品上的物料(含塑胶料的)。
EN 15785-2009IntroductionEN 15785-2009 is a European Standard that provides guidelines and requirements for the design, construction, and operation of air separation units (ASUs) used in the production of industrial gases. This standard aims to ensure the safety and efficiency of ASUs and to promote uniformity in their design and operation across European countries.ScopeEN 15785-2009 covers various aspects of ASUs, including design criteria, technical requirements, and operational considerations. It applies to ASUs used in the generation of gases such as oxygen, nitrogen, and argon through the cryogenic distillation process.The standard is applicable to ASUs with production capacities ranging from small-scale units to large industrial facilities. It provides guidance for the installation and operation of ASUs in different settings, including on-site installations at customer sites and remote locations.Design CriteriaEN 15785-2009 sets out specific design criteria that ASU manufacturers and operators must comply with. These criteria ensure the safe and efficient operation of ASUs and address various factors that can affect their performance.Some key design criteria outlined in the standard include:•Safety considerations, such as the prevention of leaks, fires, and explosions.•Thermal efficiency, to minimize energy consumption and enhance the economic viability of ASUs.•Reliability and availability, to ensure uninterrupted operation and minimize downtime.•Environmental considerations, such as the reduction of greenhouse gas emissions and compliance with relevant regulations.•Flexibility, to allow for the production of different gases and accommodate varying demands.The standard also provides guidance on the selection and sizing of equipment, including compressors, heat exchangers, distillation columns, and storage tanks. It outlines requirements for materials used in construction, control systems, and instrumentation.Operational ConsiderationsEN 15785-2009 emphasizes the importance of proper operation and maintenance of ASUs to ensure their reliable and safe performance. It provides guidance on various operational considerations, including:•Start-up and shut-down procedures, to minimize risks and ensure smooth operation.•Calibration and routine testing of instrumentation, to maintain accuracy and reliability of processmeasurements.•Monitoring and control of process parameters, to optimize efficiency and product quality.•Maintenance practices, including preventive maintenance and regular inspections.•Safety measures, such as the implementation of safety procedures, emergency response plans, andemployee training programs.•Record-keeping and documentation, to track ASU performance, maintenance activities, and compliance with regulations.Compliance and CertificationEN 15785-2009 specifies certain requirements that ASU manufacturers and operators must meet to demonstrate compliance with the standard. These requirements include:•Thorough documentation of design and construction, including drawings, specifications, and calculations.•Factory acceptance testing, to verify theperformance of ASUs before installation.•On-site acceptance testing, to ensure proper installation and integration of ASUs.•Regular inspections and audits, to monitor compliance with the standard and identify areas forimprovement.•Compliance with relevant European and national regulations, including health, safety, and environmentalguidelines.Upon meeting the requirements of EN 15785-2009, ASU manufacturers and operators can obtain certification to demonstrate their compliance with the standard. This certification serves as an assurance of the quality and safety of ASUs and can enhance the reputation and marketability of the products.ConclusionEN 15785-2009 is a comprehensive standard that provides guidelines and requirements for the design, construction, and operation of air separation units used in the production of industrial gases. By complying with this standard, ASU manufacturers and operators can ensure the safety, efficiency, and reliability of their facilities, while also promoting uniformity in the industry. Certification to EN 15785-2009 can provide a competitive advantage and demonstrate compliance with European regulations.。
一、品质人员名称类:( T( J# M& r" H. zQC quality control 品质管理人员FQC final quality control 终点质量管理人员; B( ~6 s. A8 o6 j2 T& kIPQC in process quality control 制程中的质量管理人员7 F$ S7 {0 o8 ?; gOQC output quality control 最终出货质量管理人员' l4 y2 T; \3 g6 h2 |# X( K7 V. d S IQC incoming quality control 进料质量管理人员TQC total quality control 全面质量管理POC passage quality control 段检人员QA quality assurance 质量保证人员! d) O; [( A; C% X2 B6 @1 zOQA output quality assurance 出货质量保证人员QE quality engineering 品质工程人员二、品质保证类:FAI first article inspection 新品首件检查FAA first article assurance 首件确认TVR tool verification report 模具确认报告3B 3B 模具正式投产前确认CP capability index 能力指数CPK capability index of process 模具制程能力参数SSQA standardized supplier quality 合格供货商品质评估6 J" d6 ?8 s* [OOBA out of box audit 开箱检查; U0 ?: X: Z7 B; t5 ?QFD quality function deployment 品质机能展开FMEA failure model effectiveness analysis 失效模式分析8 disciplines 8项回复内容FA final audit 最后一次稽核( N( M. L4 C- z0 X6 ?( P2 n% }- \CAR corrective action request 改正行动要求. V/ V, c+ j0 p+ ?1 gcorrective action report 改正行动报告& d5 H5 a$ {, c! ~三、FQC运作类/ B9 s5 t% x! w ]/ @9 P! AAQL Acceptable Quality Level 运作类允收品质水准- m# w6 f3 Y/ |/ h- [, d) x' t# m' O S/S Sample size 抽样检验样本大小ACC Accept 允收* z7 o$ Z# y- CREE Reject 拒收CR Critical 极严重的* K1 q2 O5 b, qMAJ Major 主要的MIN Minor 轻微的9 s- J" r; j D2 o2 L) c$ OAOQ Average Output Quality 平均出厂品质* Z/ X5 U- i# B# M6 \& FAOQL Average Output Quality Level 平均出厂品质) K/ j) E$ O0 ] S8 h9 h m; NQ/R/S Quality/Reliability/Service 品质/可靠度服务" _5 t& t/ z0 `: R. }MIL-STD Military-Standard 军用标准S I-S IV Special I-Special IV 特殊抽样水准等级/ S0 E( Q9 T g1 B! H; S& o! D. MP/N Part Number 料号 Q( Z# c- w: a* f. T3 oL/N Lot Number 特采; A6 M& j5 S6 @8 E% }* y/ s8 e$ uAOD Accept On Deviation 特采UAI Use As It 首件检查报告FPIR First Piece Inspection Report 百万分之一" k9 i7 ?/ b& \$ Y7 SPPM Percent Per Million 批号四、制程统计品管专类:SPC Statistical Process Control 统计制程管制SQC Statistical Quality Control 统计质量管理R Range 全距AR Averary Range 全距平均值 k5 q- i" G) E( f8 zUCL Upper Central Limit 管制上限5 a* Q7 O: S- [2 tLCL Lower Central Limit 管制下限! R! Z4 f2 k7 S- eMAX Maximum 最大值MIN Minimum 最小值GRR Gauge Reproducibility&Repeatability 量具之再制性及重测性判断量可靠与否& b) X* }# T5 SDIM Dimension 尺寸DIA Diameter 直径FREQ Frequency 频率N Number 样品数. ]8 k- l( e/ q2 Y o/ S五、其它品质术语类:QCC Quality Control Circle 品质圈QIT Quality Improvement Team 品质改善小组PDCA Plan Do Check Action 计划执行检查总结ZD Zero Defect 零缺点QI Quality Improvement 品质改善: Y( |$ T$ `% zQP Quality Policy 目标方针TQM Total Quality Management 全面品质管理. r, | ]: ]* V2 _; uMRB Material Reject Bill 退货单' [ L4 \ x6 ALQL Limiting Quality Level 最低品质水准RMA Return Material Audit 退料认可; O [7 @5 Z. K" aQAN Quality Amelionrate Notice 品质改善活动ADM Absolute Dimension Measuremat 全尺寸测量QT Quality Target 品质目标. H& ]8 r( L0 [ t: t+ v1 O7QCTools 7 Quality Controll Tools 品管七大手法; p2 ~! U6 ]" R; k" k# R六、QS-9000中的术语:0 H+ Q6 z# I, iAPQP Advanced Product Quality Planning and Control Plan,产品质量先期策划和控制计划PPAP Production Part Approval Process,生产件批准程序" s& {" R, d, c3 VFMEA Potential Failure Mode and Effects Analysis,潜在失效模式及后果分析8 n) C% u- D; p# G MSA Measure System Analysis,测量系统分析- Y/ Z2 t, U# U0 f1 e8 ISPC Statistical Process Control,统计过程控制" S1 t6 g1 j2 U1 g审核 Audit能力 Capability能力指数 Capability Indices控制计划 Control Plans纠正措施 Corrective Action文件 Documentation5 m9 J3 q X2 w! T4 B4 H作业指导书Job Instruction, work instruction$ W" C+ R- V+ ]4 Q+ [6 ^不合格品 Nonconformance# B/ F9 U% e9 _. A' v2 y不合格 Nonconformity每百万零件不合格数Defective Parts Per Million, DPPM预防措施 Preventive Action3 l! O# c: l5 |程序Procedures $ T: p; F3 N: U( Q* `3 \过程流程图Process Flow Diagram, Process Flow Chart( u' {+ A1 C0 k9 t1 `质量手册Quality Manual7 k6 H' D' n# s8 y! o, L, M质量计划 Quality Plan质量策划 Quality Planning6 Z) j. u3 ]5 B- u F. A( Z) Z7 } i质量记录Quality Records原始数据Raw Data3 z- h* z$ w% X5 {" V' g反应计划Reaction Plan0 F. ]( L+ ]& k返修Repair。
Quality RequirementProject JadeContents1 Introduction1.1 Scope & PurposeThis document illustrate what quality activities should be taken in project Jade. The puspose of it is to enssure the project could be proceeded on time in order to meet quality requirement. All the members in Foxconn for Jade should follow the document.2 Program Management Activities2.1 Risk ManagementThe purpose of risk management is to improve the probability of completing a plan asexpected by identifying and removing or reducing potential risks.Risk management should include risk definition, risk analysis, risk prioritisation,preventive action planing and backup plan planing.Risk management should begin in a brainstorming as soon as a Gantt chart or detailedproject plan for Jade has been prepared. All the risks identified from the brainstormingshould be documented in Action Database timely. During period of Jade implementation,existing risks should be reviewed and new risks should be updated regularly. For thoserisks which probability and severity both appear as "H", Jade management team shouldmodify project plan or do preventive action to prevent the risk from occurring.Responsible: Jack Lin / Chain Lin / Charles Cheng-Wen SuOutput: Risks identified and preventive actions plannedWhen: E0 to E52.2 Action Tracking (ADB)The purpose of action tracking is to track and follow-up actions that are generated duringthe development phase.For Jade, Action Database should be used to record and follow-up actions and openitems.The procedure to manage open items and actions properly is as follows:1. Set up task and assign responsible, identify follow-up person (a person who has anauthority to close the task. If possible, the follow-up person can be the same one asresponsible person.) and set target date. Status is set to DETECTED.2. Responsible person changes status to STUDIED when an analysis is made3. Responsible person changes status to CORRECTED when the task has beencompleted. The response is written when needed.4. Follow-up person verifies that the task is completed properly and sets status toCLOSED (can also be done in the meeting).PQE should be responsible for reviewing action & open items statuses by using LOP(Late Open Items Percentage) and LAP (Late Action Item Percentage).Responsible: Jin Chongen-Jason / Jack LinOutput: Action tracking practice agreed and implementedLAP/LOP measuresWhen: E0 to E52.3 Competence developmentThe purpose of it is to ensure that people will have new and necessary level ofcompetence and skills (management, quality, statistical and technical) which is neededby the program Jade.The competence development assessment and subsequent training plan divides into fourcategories:•Management•Advanced quality tools and methods•Statistical methods•Technical specialitiesAssessment and subsequent training plan(s) should be applied to individuals.Training requirements should be identified at E0.Responsible: Jack Lin (with program management team)Output:Program training plan (can be part of quality, program and project plan) Personal competence development planWhen: E0 to E32.4 Requirement & change managementPre-production change procedure:The pre-production procedure is normally implemented between project milestones E1and E2. The process must be implemented when one of the following is reached:1. Documentation (either electronic or on paper) is sent outside the program team2. Parts lists created in any system3. Bill of materials created in any systemThis is an engineering change procedure that must be applied during product programbefore project milestone E3 and before starting the mass production.Standard change procedure:Engineering change procedure has to be applied to all changes after mass productionhas started, this includes the start of purchasing of components for mass production,or project milestone E3 has been passed.PQM has to ensure that change management practice is agreed and used.Responsible: Chain Lin / Charles Cheng-wen SuOutput:a) Requirement practice agreed and implemented.b)Change control procedure agreed and implementedWhen: E0 to E52.5 Lessons To Learn Study (from others projects)The purpose of a Lessons To Learn Study (from other projects) is to learn and shareexperience from previous programs in order to improve quality of Jade and avoid similarmistake to happen.Lessons To Learn Study should carried out continuously during the program lifetime.Responsible: Jack Lin (with Program management team)Output: 1). Risk identified and preventive actions planned.2). Good practices taken into use.When: E0 to E22.6 Lessons Learned Reports (from previous milestone)The purpose of Lessons Learned Reports (from previous milestone) is to share projectexperiences and learning's from each milestone with others. Lessons Learned Reportsinclude feedback both from technical and performance issues and also good or badexperiences of management practices, suppliers, partners etc.The Lessons Learned data (reports) from the program should be collected preferablyafter each milestone.Lessons learned report is written by the PPM and the program management team. Thereport should include any lessons learned, both successes and failures for future productprograms.Responsible: Jack Lin / Chain Lin / Charles Cheng-wen SuOutput: Lessons Learned report & Final reportWhen: E1 to E52.7 Product Safety & Liability ReviewTo ensure that potential safety and liability issues are reviewed and risks preventedthroughout the development.At the review, the product safety and liability issues are checked for the current and nextmilestone to be sure that possible risks and needed actions are planned and actionstaken. Review is held by program PS&L representative (if not nominated then PPM).Identified risks should be inputs to risk management.Responsible: Jack Lin / Frederick TangOutput: Product safety and liability risks identified and actions plannedWhen: E1 to E53 Product Implementation (PI) activities3.1 Simulation & tolerance analysis (mechanics, electrical)3.1.1 SimulationPurpose of the simulation is to fast analyse and evaluate new product concepts andhardware solutions using predictive engineering methods and practices. Simulation canbe used in:•Material properties- Component, substrate, solder, mechanics•Geometrical parameters- Component, chip, substrate, solder joint, lay-out, mechanics•Field environment- Shipping / storage cycles- Thermal, power cycling- Mechanical bending, vibration, shock (drop)•Intended use and service lifeSimulation methodology can be used to predict for example•Solder joint life (number of thermal cycles to failure•Effects of various design parameters•Effect of component lay-out•Effect of mechanics support (screw towers etc.)•Qualitative effect of design trade-offsResponsible: Frederick Tang / Chain Lin / Charles Cheng-wen SuOutput: Qualified concepts and hardware solutionsWhen: E0 to E53.1.2 Tolerance AnalysisTolerance analyses are calculations to confirm that design and construction solutions willmeet the product requirements.Purpose is to verify that the tolerancing of each of the individual components and theirparameters are compatible with the tolerancing of the entire chain. Controlling variationis central to the task of improving the product quality.It is important to know each component's contribution percentage to the overall assemblyvariation so that the design meets predicted targets. Nominal (mean), worst case andstatistical tolerancing of every parameter and dimension must be calculated.Responsible: Frederick Tang / Chain Lin / Charles Cheng-wen SuOutput: Variation of design parameters are understood and design parameters meet the required targetsWhen: E0 to E53.2 Design failure mode and effect analysis (DFMEA)The purpose of the activity is to identify, analyse and eliminate design level risks.Usually, a design FMEA is done for each of the key components separately. Theresponsibility of performing design FMEA should be with chief engineer who isresponsible for the design or component in question.Responsible: Frederick Tang / Chain Lin / Charles Cheng-wen SuOutput: 1). Documented design with identified risks.2). Preventive actions planned, taken (and verified).When: E0 to E33.3 Deliverables from supplying projects identifiedSuppliers need to be clearly identified and responsible person for each supplier must benominated. Responsible person must ensure that program targets and requirements arecommunicated and agreed with the supplier.Responsible: Jack LinOutput: Deliverables, schedules and responsibilities agreed and under control.When: E0 to E13.4 Analysis of critical design, performance and production parametersThe purpose of identifying critical parameters right from the beginning of productdevelopment is to clarify priorities by:– Draw special attention to critical parameters during development– Enable robust design for critical parameters– Put in place special control mechanics for critical parameters.Based on critical items list created by product management product implementationshould decide which parameters will match critical items and therefore can be seen ascritical parameters to a product's ability to satisfy the customer. All parameters should begone through in detail to decide whether further consideration is needed in SFMEA,DFMEA, PFMEA, CQP or DFM.Responsible: Frederick Tang / Jack LinOutput: Critical parameters understood (and listed) and actions plannedWhen: E1 to E54 Capacity Implementation (CI) activities4.1 Production process risk analysisThe purpose of the activity is to identify, analyse and eliminate production process risks .assembly failures during module production that causes intermittent or total loss offunction).The objective of the production process risk identification is to enable the proactiveplanning and implementation of the production line(s). Adequate yield ensures theplanned capacity and volume of the production line(s).The method used in performing the activity is recommended to be Process FailureMode and Effect Analysis (PFMEA) but other methods can also be used.Responsible:Frederick Tang / Jin Chongen-Jason / Jack LinOutput:1) Process phases (Process flow chart)2) Process level risks identified & analysed and actions planned . PFMEA).3) Critical Process parameters/characteristics identified4) Production Control Plan(s)When: E1 to E44.2 Measurement System Analysis (MSA) for production equipmentMSA is statistical technique to determine how capable and stable the measurementsystem is. There is a certain amount of inherent or natural variation in everymeasurement system. It's important to understand this and know how it affects to thevariation in the process output.A Gauge R&R measures variations in gages and test equipment to ascertain:1) Bias in accuracy due to improper calibration2) Variation in precision due to operation of the device3) Variation in reproducibility when different people use the equipment4) Variations in stability due to changes in environment, power fluctuations, and so on.5) Measurement uncertainties (in the system and instruments) are taken into accountIf the Gauge R&R reveals unacceptable variation, improvement actions must be taken.The study will need to be updated after any actions are taken.Responsible: Frederick Tang / Chain Lin / Charles Cheng-wen SuOutput: 1)Tester improvement plan2) Calibration procedure3) Tester acceptance procedure fulfilledWhen: E1 to E45 Supply Line Implementation (SLI) activities5.1 Component quality planning (CQP)Purpose of Component Quality Planning is to ensure that component, module or subassembly quality and reliability targets are met. Component Quality Planning apply to allquality critical components defined by the program.Component Quality Plan implementation is made during the product development cycleand the follow-up continues for the whole life cycle of the product.R&D input is needed in specifying components, achieving common understanding withsuppliers, agreeing / proving performance and reliability, reviewing supplier PFMEAs,flow diagrams, control plans, statistical data and agreeing/organising corrective actions.Responsible: Ari Koivistoinen / Lawrence Ng / Jin Chongen-Jason / Jack LinOutput: 1)Approved CQP verification results (process assessment).2) Component quality performance data.Output: Field failure rate estimate.When: E0 to E5。