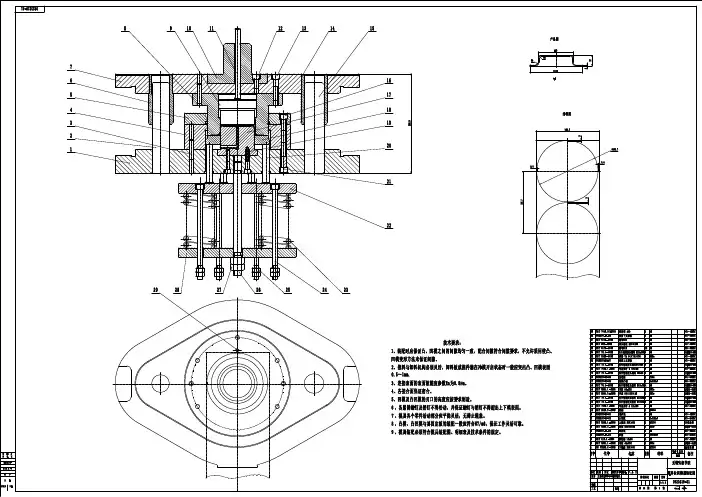
电喇叭底座冷冲压模具图-卸料板A1
- 格式:pdf
- 大小:166.34 KB
- 文档页数:1
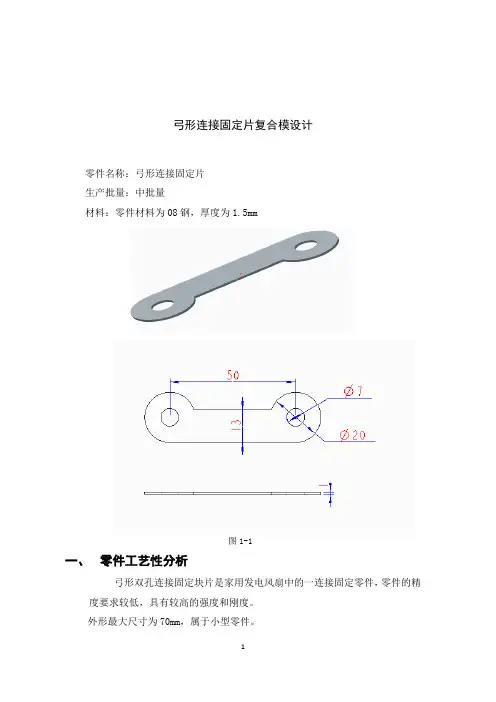
弓形连接固定片复合模设计零件名称:弓形连接固定片生产批量:中批量材料:零件材料为08钢,厚度为1.5mm图1-1一、零件工艺性分析弓形双孔连接固定块片是家用发电风扇中的一连接固定零件,零件的精度要求较低,具有较高的强度和刚度。
外形最大尺寸为70mm,属于小型零件。
该零件应中批量生产,外精度不高,只需平整,外轮廓是该零件需要保证的重点。
该零件用到的冲压工序有冲孔、落料,因此可设计冲孔落料复合模生产此零件。
二、工序设计及工艺计算1、排样毛坯最大尺寸70mm,不算太小,为保证冲裁件的质量,模具寿命和操作方便,采用有搭边,单排排样,如下图2-1所示,冲裁件之间的搭边值a=1.5mm,冲裁件与条料件侧边之间的搭边值a=2.3mm。
1图2-1-1计算条料的宽度:B=70+2×2.3+c=74.7(mm)其中c为调料可能的摆动量,c=0.1mm计算条料的步距:A=20+1.5=21.5(mm)图2-1-2一个步距内材料的材料利用率:η=985.182/(74.7*21.5)×100%= 61.34%2、压力中心确定和压力机的选择(1)、冲裁力的计算冲裁力 F p=Lt σb Kp (2-2-1) 其中:由图2-2知,周长L=213.057mm;=900Mpa, 此时,Kp=1,则:材料:08F钢板,查表,σbFp=213.057X1X900X1=191.75(kN) (2-2-2) 根据以上模具结构类型,采用弹性卸料和漏料出件,卸料力F q=KF,取K=0.05,则:F q =0.05×191.75=9.59(kN) (2-2-3)推料力Fq1=nK1Fp,去凹模刃壁垂直部分高度h=5mm,t=1mm,n=5/1=5;取K1=0.06,则:F q1=5X0.06X191.75=57.53(kN) (2-2-4)顶件力Fq2=K2Fp,K2=0.06,则:Fq2=0.06X191.75=11.51 (kN) (2-2-5) 本套模具用到的由压力机提供的有冲裁力和推料力,因此:总冲压力F=FP+ F q1总=191.75+57.53=249.28(kN) (2-2-6) (2)、压力中心的确定压力中心在两小圆垂直中心线上(3)、压力机的选择,取系数为1.3,则选用的压力机公称压力P≥(1.1~1.3) F总=1.3×249.28=324(kN)P≥1.3F总初选压力机公称吨位为400kN,型号为J23-40,其主要工艺参数如下:公称压力:400KN;滑块行程:100mm;行程次数:80次∕分;最大闭合高度:300mm;最大装模高度:220mm;闭合高度调节量:80mm;工作台尺寸(前后×左右):150mm×300mm;模柄孔尺寸:直径50mm,深度70mm;工作垫板:厚度80mm,孔径200mm;电动机功率:1.5kW。
《冷冲压工艺与模具设计》课程实验指导书一模具安装与冲裁间隙实验二典型结构模具拆装三最小弯曲半径测定和弯曲件回弹四拉深变形金属流动实验五最小拉深系数测定及拉深件起皱、拉裂实验六模具装配及试模实验一模具安装与冲裁间隙实验一实验目的1.了解模具安装过程。
2.了解间隙大小、凸凹模刃口状态对冲裁件断面质量的影响。
3.了解间隙大小对冲裁件尺寸精度的影响。
二实验内容⒈ 在压力机上安装与调整模具,是一件很重要的工作,它直接影响到冲件质量和安全生产。
因此,安装和调整冲模不但要熟悉压力机和模具的结构性能,而且要严格执行安全操作制度。
冲模安装的一般注意事项有:检查压力机上的打料装置,将其暂时调整到最高位置,以免在调整压力机闭合高度时被压弯;检查模具的闭合高度与压力机的闭合高度是否合理;检查下模顶杆和上模打料杆是否符合压力机的打料装置的要求(大型压力机则应检查气垫装置);模具安装前应将上下模板和滑块底面的油污揩拭干净,并检查有无遗物,防止影响正确安装和发生意外事故。
⒉ 冲裁间隙是指冲裁模中凸、凹模刃口尺寸的差值。
间隙值对冲裁件质量、冲裁力和模具寿命都有很大的影响,是冲裁工艺与冲裁模设计中的一个重要的工艺参数。
间隙大小合适,则可得到好的断面质量;同样,刃口锐利,也可得到好的断面质量;间隙大小合适,得到的冲裁件尺寸精度高,即零件的实际尺寸和冲模工作部分的尺寸之间的偏差小。
三实验用设备、工具和材料1.设备:25T曲柄冲床。
2.工具:冲裁模一套千分尺放大镜钢皮尺固定模具的工具等。
3.材料:A3钢板t=3(mm)四实验步骤1.冲裁模的安装(1)根据冲模的闭合高度调整压力机滑块的高度,使滑块在下极点时其底平面与工作台面之间的距离大于冲模的闭合高度。
(2)先将滑块升到上极点,冲模放在压力机工作台面规定位置,再将滑块停在下极点,然后调节滑块的高度,使其底平面与上模座上平面接触。
带有模柄的冲模,应使模柄进入模柄孔,并通过滑块上的压块和螺钉将模柄固定住。
![冷冲压模具设计与制造实例[2]汇总](https://uimg.taocdn.com/bd988345be23482fb4da4c5a.webp)
例8.2.1冲裁模设计与制造实例工件名称:手柄工件简图:如图8.2.1所示。
生产批量:中批量材料:Q235-A钢1.冲压件工艺性分析此工件只有落料和冲孔两个工序。
材料为Q235-A钢,具有良好的冲压性能,适合冲裁。
工件结构相对简单,有一个φ8mm的孔和5个φ5mm的孔;孔与孔、孔与边缘之间的距离也满足要求,最小壁厚为3.5mm(大端4个φ5mm的孔与φ8mm孔、φ5mm的孔与R16mm外圆之间的壁厚。
工件的尺寸全部为自由公差,可看作IT14级,尺寸精度较低,普通冲裁完全能满足要求。
2.冲压工艺方案的确定该工件包括落料、冲孔两个基本工序,方案一:先落料,后冲孔。
采用单工序模生产。
方案二:落料-冲孔复合冲压。
采用复合模生产。
方案三:冲孔-落料级进冲压。
采用级进模生产。
方案一模具结构简单,但需两道工序两副模具,成本高而生产效率低,难以满足中批量生产要求。
方案二只需一副模具,工件的精度及生产效率都较高,但工件最小壁厚3.5mm接近凸凹模许用最小壁厚3.2mm,模具强度较差,制造难度大,并且冲压后成品件留在模具上,在清理模具上的物料时会影响冲压速度,操作不方便。
方案三也只需一副模具,生产效率高,操作方便,工件精度也能满足要求。
通过对上述三种方案的分析比较,该件的冲压生产采用方案三为佳。
3.主要设计计算(1)排样方式的确定及其计算设计级进模,首先要设计条料排样图。
手柄的形状具有一头大一头小的特点,直排时材料利用率低,应采用直对排,如图8.2.2所示的排样方法,设计成隔位冲压,可显著地减少废料。
隔位冲压就是将第一遍冲压以后的条料水平方向旋转180°,再冲第二遍,在第一次冲裁的间隔中冲裁出第二部分工件。
搭边值取2.5mm和3.5mm,条料宽度为135mm,步距离为53 mm,一个步距的材料利用率为78%(计算见表8.2.1)。
查板材标准,宜选950mm×1500mm的钢板,每张钢板可剪裁为7张条料(135mm×1500mm),每张条料可冲56个工件,故每张钢板的材料利用率为76%。
冷冲压模具设计习题集概述一、思考题:1、冷冲压工序可分为哪两大类?它们的主要区别是什么?2、分离工序有哪些工序形式?试用工序简图及自己的语言说明其中两种工序的主要特征.3、变形工序有哪些工序形式?试用工序简图及自己的语言说明其中两种工序的主要特征。
冲裁一、思考题:1、板料冲裁时,其断面特征怎样?影响冲裁件断面质量的因素有哪些?2、提高冲裁件尺寸精度和断面质量的有效措施有哪些?3、什么是冲裁件的工艺性,分析冲裁件的工艺性有何实际意义?4、在设计冲裁模时,确定冲裁间隙的原则是什么?5、确定冲裁凸、凹模刃口尺寸的基本原则是什么?6、什么叫排样?排样的合理与否对冲裁工作有何意义?7、排样的方式有哪些?它们各有何优缺点?9、什么是压力中心?设计冷冲模时确定压力中心有何意义?10、试比较级进模和复合模结构特点。
11、冲裁凸模的基本固定方式有哪几种?12、怎么提高凸模的强度和刚度?13、设计定位零件时应注意什么?14、级进模中使用定距侧刃有什么优点?怎样设计定距侧刃?15、级进模中使用导正销的作用是什么?怎样设计导正销?16、弹性卸料与刚性卸料各有什么特点.二、计算题:1、某厂生产变压器硅钢片零件如图下图所示,试计算落料凹、凸模刃口尺寸及制造公差。
2、计算下图所示零件用的模具的刃口尺寸,并确定制造公差。
材料厚度t=0.8mm,材料:08F。
3、设计冲制下图所示零件的凹模。
4、计算冲裁下图所示零件的凸、凹模刃口尺寸及公差。
5、试确定下图所示零件的合理排样方法,并计算其条料宽度和材料利用率.6、试根据下图所示的凹模简图画出冲裁件形状及冲裁时的排样图。
7、试根据下图所示的凹模简图画出冲裁件形状及冲裁时的排样图.8、如下图所示零件,材料为40钢,板厚为6mm,请确定落料凹、凸模尺寸及制造公差.9、如下图所示零件,材料为10钢,料厚2mm,采用配作法加工,求凸、凹模刃口尺寸及公差。
10、请计算下图所示零件落料冲孔复合模的冲裁力、推件力、卸料力,确定压力机吨位。

摘要用模具技术生产的制品具有高精度、高复杂程度、高一致性、高生产效率和低消耗等特点。
由此可见,模具技术已成为衡量一个国家产品制造水平高低的重要标志,决定着产品的质量、效益和新产品的开发能力。
本论文详细的论述了冲压模具的全过程。
冲压模具即是在冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备。
该零件是电喇叭底座,该产品的模具成本低、生产效率高。
根据要求分析零件的工艺性,确定冲裁工艺方案及模具结构方案,然后通过工艺设计计算,确定排样和裁板,计算冲压力和压力中心,初选压力机,计算凸、凹模刃口尺寸和公差,最后设计选用零、部件,对压力机进行校核,绘制模具总装草图,以及对模具主要零件的加工工艺规程进行编制。
其中在结构设计中,主要对凸模、凹模、凸凹模、定位零件、卸料与出件装置、模架、冲压设备、紧固件等进行了设计。
生产使用寿命长的电喇叭底座。
关键词:模具;冲裁件;凸模;凹模;凸凹模;AbstractDie technology to produce products with high accuracy, high complexity, high consistency, high production efficiency and low consumption and so on. Thus, die technology has become the measure of a country manufacturing an important indicator of the level determines the product quality, efficiency and new product development capability.This paper discusses in detail the whole process of stamping dies. Stamping die that is in the process of stamping, the material (metal or non-metallic) processing into parts(orsemi-finished products) of a special technical equipment.The part is electric horn base,This product’s mold with low cost brings high production efficiency.according to the size of the design components, materials, mass production, etc., the first part of the process of analysis to determine the blanking process planning and die structure of the program, and then through the process design calculations, determine the nesting and cutting board, calculate the pressure and pressure washed centers, primary presses, computing convex and concave Die Cutting Edge dimensions and tolerances, the final design selection of parts and components, to press for checking, drawing die assembly drawings, as well as Mold processing technology of the main parts to the preparation procedures. In which the structural design, primarily to the punch and die, punch and die, positioning parts, unloading and out of pieces of equipment, mold, pressing equipment, fasteners, etc.Making the working-life of electric horn base more longer.Key words: Die; Banking; Punch; Die; Main punch;目录摘要 (I)ABSTRACT (II)目录 (II)1 绪论 (1)1.1 本课题的研究内容和意义 (1)1.2 国内外的发展概况 (2)1.3 本课题应达到的要求 (4)2 冲压工艺设计 (6)2.1 冲压件简介 (6)2.2 冲压件的工艺性分析 (7)2.3 冲压工艺方案的确定 (9)2.4 冲压工艺计算 (9)2.4.1 工件的毛坯尺寸计算 (9)2.4.2 工序分析 (11)2.4.3 拉深工序及尺寸计算 (11)2.4.4 整形分析 (13)2.4.5 工序汇总 (14)2.4.6 各工序尺寸公差的确定 (14)2.5 产品所需模具 (14)3 落料拉深模设计 (16)3.1 模具结构 (16)3.2 确定其搭边值 (16)3.3 确定排样图 (17)3.4 材料利用率计算 (19)3.5 凸、凹模刃口尺寸的确定 (20)3.5.1落料部份凸、凹模刃口尺寸的确定 (20)3.5.2 拉深凸、凹模工作部分尺寸及其公差 (21)3.6 落料拉深复合模冲压力 (22)3.6.1 落料部分冲压力 (22)3.6.2 拉深部分冲压力 (23)3.6.3 落料拉深复合模总冲压力 (24)3.7 压力机选用 (24)3.8 压力中心计算 (25)3.9 落料拉深模主要零部件的结构设计 (25)3.9.1 落料凹模的结构设计 (25)3.9.2 落料凸模的结构设计 (27)3.9.3 落料卸料板设计 (28)3.9.5 拉深凸模设计 (30)3.9.6 压边圈设计 (31)3.9.7 推件块设计 (32)3.10 标准件确定 (32)3.10.1 模架确定 (32)3.10.2 弹顶器的确定 (33)3.10.3 上模螺钉确定 (34)3.10.4 上模销确定 (34)3.10.5 下模螺钉确定 (34)3.10.6 下模销确定 (34)3.10.7 模柄确定 (34)3.10.8 模柄上固定螺钉的确定 (35)3.10.9 推杆确定 (35)3.10.10 拉深凸模上固定螺钉的确定 (35)3.10.11 下模推杆的确定 (35)3.10.12 条料定位零件的设计 (35)3.11 模具闭合高度、校验压力机 (36)4 切边模设计 (37)4.1 模具结构 (37)4.2 切边凸、凹模刃口尺寸的计算 (37)4.3 切边模冲压力 (38)4.4 压力机选用 (39)4.5 压力中心计算 (39)4.6 切边模主要零部件的结构设计 (40)4.6.1 切边凹模的结构设计 (40)4.6.2 切边凸模的结构设计 (41)4.6.3 切边凸模固定板设计 (42)4.6.4 切边凸模垫板设计 (42)4.6.5 定位柱设计 (43)4.6.6 推件块设计 (44)4.7 标准件确定 (45)4.7.1 模架确定 (45)4.7.2 上模螺钉确定 (45)4.7.3 上模销确定 (45)4.7.4 下模螺钉确定 (45)4.7.5 下模销确定 (45)4.7.6 模柄确定 (46)4.7.8 推杆确定 (46)4.7.9 圆废料切刀确定 (46)4.8 模具闭合高度、校验压力机 (47)5 结论与展望 (48)5.1 结论 (48)5.2 不足之处及未来展望 (48)致谢 (49)参考文献 (50)1 绪论用模具技术生产的制品具有高精度、高复杂程度、高一致性、高生产效率和低消耗等特点。
目录1 前言………………………………………………………………‥31.1 题目的由来……………………………………………………‥31.2 具体的题目及零件工艺分析.......................................‥3 2 冲压工艺方案 (3)2.1 修边余量的确定 (3)2.2 坯料直径的计算 (4)2.3 拉深系数的计算 (4)2.4 拉深次数的计算 (4)2.5 冲压工艺设计及工艺方案确定(工序冲件图绘制)............4 3 冲压模具设计 (5)3.1 落料模、拉深模的设计或落料拉深复合模的设计 (5)3.2 冲压力的计算 (7)3.3 冲压设备的选定 (8)3.4 模柄尺寸及其它相关尺寸确定 (8)3.5 强度校核………………………………………………………‥93.6模具材料与热处理………………………………………………9 4 模具关键零件加工工艺编制…………………………………‥164.1 凸模加工工艺编制 (16)4.2 凹模加工工艺编制 (16)4.3 凸凹模加工工艺编制 (17)5 结束语……………………………………………………………‥17 前言1.1 题目的由来在教育主管部门的关怀下,在院系领导的关心、关注下,在《冲压成型技术》课程实践考核方案获得通过之后,由专业老师出题,进行与冲压、模具、加工有关的综合设计,重点考核综合运用冲压知识、工序与工序衔接复合、拉深曲线拟合(或正拉深与反拉深的应用、在掌握模具制造工艺基础上正确利用合理模具结构解决冲压件成形问题能力。
1.2 具体的题目及零件工艺性分析1对以下冲压件(材料08FAl, 厚度1mm )进行冲压工艺设计、模具设计,对关键模具零件进行加工工艺编制,按要求绘制模具装配图、关键模具零件的零件图,编写设计计算说明书,正确回答有关提问。
将以上长度方向尺寸各加上1mm图1.1 冲压件2、材料及强度、刚度。
该零件的材料为硬度t=1.5的08FAL 钢,具有优良的冲压性能。
10.模具总装配图
图 4 模具装配图
11.模具零件图
图 5 凸凹模
图 6 冲孔凸模
图7 落料凹模板
图8 上模座板
图9 下模座板
图10 上垫板
图11 下垫板
图12 凸模固定板
图13 空心垫板
图14 推件块
图15 卸料板
图16 凸凹模固定板
二、模具制造
1. 主要模具零件加工工艺过程
落料凹模加工工艺过程材料:Gr12 硬度: 60 ~64 HRC 冲孔凸模加工工艺过程材料:T10A 硬度:56 ~60HRC
凸凹模加工工艺过程材料:Gr12 硬度: 60 ~64 HRC
凸模固定板加工工艺过程材料:45# 硬度: 24 ~28 HRC
凸凹模固定板加工工艺过程材料:45# 硬度: 24 ~28 HRC 卸料板加工工艺过程材料:45# 硬度: 24 ~28 HRC
上垫板加工工艺过程材料:T8A 硬度: 54 ~58 HRC 下垫板加工工艺过程材料:T8A 硬度: 54 ~58 HRC 空心垫板加工工艺过程材料:45# 硬度: 24 ~28 HRC
上模座加工工艺过程材料:HT200
下模座加工工艺过程材料:HT200
推件块加工工艺过程材料:45# 硬度: 24 — 28 HRC。
《冲压工艺与模具设计》课程设计说明书设计题目柴油机滤清器外壳底孔冲压单工序模设计系别______________专业班级______________学生姓名______________学号______________指导教师______________日期______________目录一、零件说明。
3二、零件工艺性分析。
41、材料分析。
42、结构分析。
43、精度分析。
4三、工艺方案确定。
4四、压力中心计算。
5五、冲裁力、卸料力、推件力、顶件力及总压力的计算。
5六、冲裁凸凹模刃口尺寸计算。
6七、其他主要零件的设计。
71、凹模设计。
72、凸模设计。
83、模架的选择。
94、卸料板的设计。
105、垫板的设计。
116、定位板的设计。
127、凸模固定板的设计。
128、弹簧的选用。
13八、压力机的选择。
13九、模柄的选用。
14十、紧固零件的选择。
14十一、各零部件的材料及要求。
15十二、该模具设计的优缺点。
15十三、心得体会。
15十四、参考文献。
17一、零件说明制件如下图所示:该制件名称为柴油滤清器外壳,其技术要求为:1,未注尺寸公差按GB/T15505的m级;2,毛刺小于0.15;3,质件要求平整,不允许有拉裂、起皱的现象;4,中批量生产;材料:08F,t=1.5mm设计任务:冲出滤清器外壳底部的孔。
二、零件工艺性分析1、材料分析(摘自GB/T 699-1999)该制件材料为08F,属于优质碳素结构钢,强度、硬度低,塑性极好,深冲压、深拉延性好,冷加工性、焊接性好。
成分偏析倾向大,时效敏感性大,故冷加工时,可采用消除应力热处理或水韧处理,防止冷加工断裂。
化学成分(%):C:0.05~0.11,Si≦0.03,Mn:0.25~0.50,Cr ≦0.10,Ni≦0.30,Ca≦0.25力学性能:抗剪强度b 为270~340MPa,抗拉强度σb不小于300MPa,屈服强度σs为180MPa,断面收缩率60%,伸长率不小于35%。
冲压模具装配图_冲压模具结构图图解冲压模具装配图_冲压模具结构图图解上面是一副普通的落料模具,产品为一个长方形,中间冲了三个小圆孔;下料冲孔复合凸模为长方体,作用就是下料,把产品的外形从材料上卸下来的意思。
下料冲孔复合凸模的四周也是刀口,相当于冲头,所以这四周是不能倒角的,下料冲孔复合凸模中间还有三个小圆孔,这三个小圆孔属于刀口,即把产品中间的那三个圆孔给冲出来。
凹模板中间有个方形的窟窿,属于刀口,以下料冲孔复合凸模为冲头冲出产品外形;下料冲孔复合凸模上面对应的内脱,也叫做内脱料板,或者内卸料版,图中标示的是“卸料块”,其实都是一个意思,卸料块的作用就是把产品从凹模板中顶出来;卸料块还有一个作用,就是压料,把料压住之后然后冲中间的那三个小圆孔。
图中标示的“顶料型凸模”其实就是冲头,配合下料冲孔复合凸模上的三个圆形刀口,冲出中间产品上的那三个小圆孔。
下模下垫板上“固定键”的作用,就是把下料冲孔复合凸模给固定住,以免它随模具的上行而跳出模具来,导致发生事故。
下模上标示的“卸料板”俗称外脱,作用是把冲出来的废料从下料冲孔复合凸模脱出来,以免废料卡在下料冲孔复合凸模上。
像这种冲压模具设计的时候要注意,模具下行的时候,内脱(卸料块)和外脱(卸料板)要同时压住料,也就是说产品放在模具里面(加料厚)合模的时候,模具上下模打死的情况下,外脱(卸料板)要贴死下垫板,内脱(卸料块)要贴死上垫板,这样才能保证打出来产品平面度良好,不会发生翘曲、以免光亮带不整齐的情况出现。
在架模的时候也没必要打得太死,只要能把产品完整冲出来,外脱没必要必要与下垫板贴死,留一点缝隙比较适宜。
四月2nd, 20121 commentwujinmuju冲压模具等高套筒高度该如何计算等高套筒安装示意图冲压模具等高套如何计算,我想看了上面的图以后大家应该都会明白了吧?什么是等高套?等高套的目的是什么?先回答是什么是等高套,等高套是等高套筒的简称,按照正规的叫法应该是叫等高套筒的,不过工厂里的师傅们一般习惯称它为等高套。