SMT电阻检验规范
- 格式:xls
- 大小:61.00 KB
- 文档页数:5
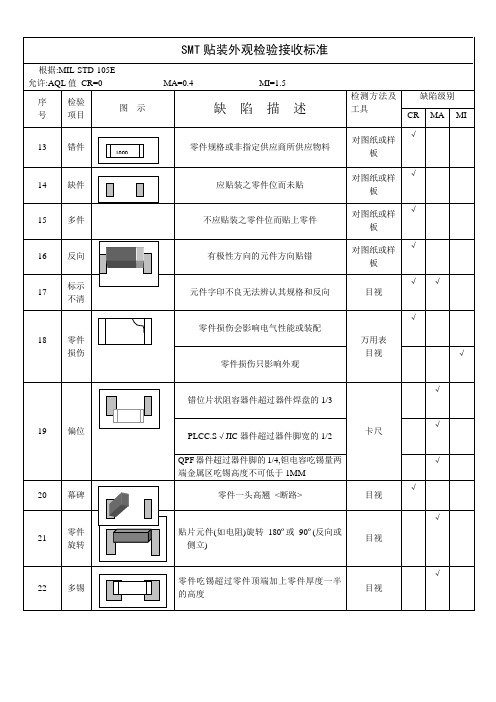
电阻器验收规章规范1. 目的:贴片电阻器的检验项目、要求、方法及抽样、判定方案的确定。
2. 适用范围:适用于贴片电阻器的来料抽样检验。
3.抽样方案: 使用GB/T2828.1-2003中一次正常抽样,通常检验Ⅱ级水平,接收质量限AQL 值分别为:Z类不合格A类不合格B类不合格C类不合格不同意0.04 0.10 0.404. 常规检验项目、方法及仪器:4.1 包装、产品的外观与标识4.1.1要求:包装方式合理、完整无破旧,上盖膜无剥离不畅、无断带、无带纸不良,编料无分层、无变形、无翻件、漏件及粘在料槽内的现象;电阻本体规则一致、无开裂或者残缺,无明显的分层痕迹、端头无氧化、无污染,外形尺寸应符合规格书所规定的图纸要求;标识正确、清晰(厂家、阻值、误差、型号、生产时间或者批号等)。
4.1.2检验方法:目视法。
4.2 尺寸4.2.1要求:编带尺寸应符合产品规格书所规定的图纸要求及我司有关补充EDE规定。
4.2.2检验方法:用卡尺测量及目测法。
4.3 电性能参数4.3.1要求:电性能参数应符合规格书要求及我司有关补充EDE规定。
4.3.2检验方法及仪器:HM2791LCR电桥。
5. 特殊项目:无5.2.1要求:无5.2.2检验方法及仪器:无6. 检验不合格分类Z类不合格:无A类不合格:无EDE,混规,标识错,本体开裂、残缺。
B类不合格:料单不符、无标识、尺寸超差影响使用、阻值超差、端头氧化、编带分层、剥离困难、变形、翻件、漏件、物料粘在料槽内等。
C类不合格:尺寸略超差不影响使用、来料超期但不影响焊接、标识不良但可辩认、包装不良但不影响使用。
7.记录7.1 《创维部品元器件质量检验记录本》记录项目:阻值、尺寸。
7.2 《部品质量检验情况登记本》东莞德信诚精品培训课程(部分)8.引用文件《GB/T2828.1-2003》《常规试验规范》————————END————————电源适配器验收规范1. 主题:电源适配器/电源模块的验收要求、项目、方法及抽样方案的规范。
电阻、电容、电感检验规范书默认分类 2009-08-24 19:30 阅读250 评论0字号:大中小3试装实装不符要求(使用对应的PCB进行试装)。
★AEC深圳市亚科德电子有限公司SHENZHEN AKKORD ELECTRONICS CO. LTD.材料检验规范手册电阻、电容、电感检验规范书文件编号版本号修改号WI-QE-004V1.02008.12.22适用范围:适用于我司各种封装电阻、电容、电感来料的检验。
缺陷判断的具体标准:一、外观、尺寸缺陷判断的具体标准:1.编带包装要求不符、变形、散乱。
(轻缺陷)2.污渍⑴表面可容易擦净的污渍。
(轻缺陷)⑵表面不可容易擦净的污渍。
(重缺陷)3.引脚变形、氧化。
(重缺陷)4.丝印错误、模糊不清。
(轻缺陷)5.封装、尺寸不符。
(重缺陷)6.引脚的可焊性差。
(轻缺陷)二、性能缺陷判断的具体标准:1.电阻类电阻量不符。
(重缺陷)2.电容类⑴耐压不够。
(重缺陷)⑵电容量不符。
(重缺陷)3.电感类——————————————————————————(待定)操作台、镊子、放大镜、可调电压源、恒温烙铁、锡线、万用表、电容表检验步骤:外观丝印检验—>封装尺寸检验—>性能指标检验—>可焊性检验一、目测1.检验员取盘(袋)装,需重点目视其标贴、包装形式,以及编带的清洁度、完整性。
2.拆开编带手拿镊子取待检料,需重点目视:⑴待检物料形状的清洁度、完整度;⑵待检物料脚的完整性、氧化状况;3.将IC丝印朝上置于放大镜下70-80mm处,通过放大镜目视其丝印,需重点目视丝印的清楚度和正确性。
3AEC深圳市亚科德电子有限公司SHENZHEN AKKORD ELECTRONICS CO. LTD.材料检验规范手册电阻、电容、电感检验规范书文件编号版本号修改号生效日期WI-QE-004V1.0注:以上检验可参照《检验规格书》上的封样。
二、卡尺量测检验员需对照《检验规格书》上的“技术资料”及“技术图纸”量测的项目:⑴待检物料形状的尺寸(长、宽或直径、高);⑵待检物料引脚的尺寸(长、宽或直径、高、间距);三、性能指标检验1.电阻类取数字万用表,将万用表调至电阻欧姆档位,表笔接触电阻量两端,从显示屏读取其电阻量。

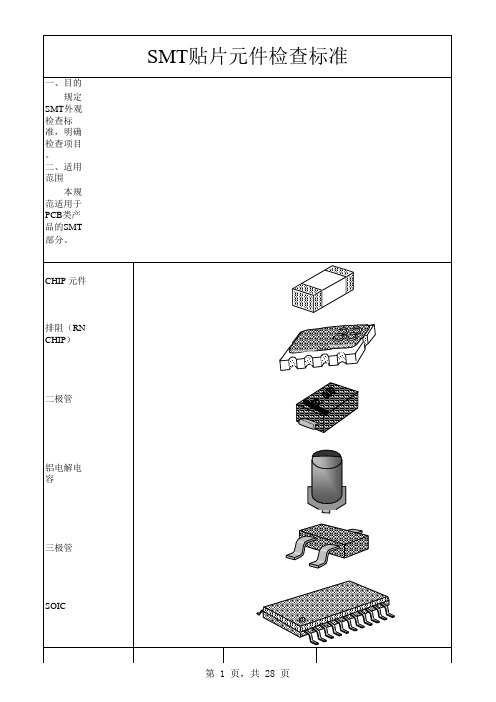
SMT检验作业指导书一、背景介绍表面贴装技术(Surface Mount Technology,简称SMT)是一种电子组装技术,广泛应用于电子产品的创造过程中。
SMT检验是确保SMT组装质量的重要环节,通过对SMT组装的元器件、焊接质量、电气性能等进行检验,可以保证产品的可靠性和稳定性。
二、检验目的本作业指导书的目的是为SMT检验人员提供详细的操作步骤和标准,以确保SMT组装的质量符合要求。
通过严格按照本指导书的要求进行检验,可以及时发现和纠正SMT组装过程中的问题,提高产品的质量和可靠性。
三、检验内容1. 元器件检验1.1 检查元器件的型号、规格和数量是否与BOM清单一致;1.2 检查元器件的外观是否完好,无损伤或者变形;1.3 检查元器件的引脚是否完好,无弯曲或者断裂;1.4 检查元器件的极性是否正确,无误装现象。
2. 焊接质量检验2.1 检查焊点的焊接质量,包括焊接渣、焊接不良、焊接缺陷等;2.2 检查焊盘的质量,包括焊盘是否平整、无烧焦、无氧化等;2.3 检查焊接过程中的温度曲线,确保焊接温度符合要求。
3. 电气性能检验3.1 检查电路板的电阻值、电容值等参数是否符合要求;3.2 检查电路板的电压、电流等参数是否符合要求;3.3 检查电路板的通断性能,确保电路通断正常。
四、检验步骤1. 元器件检验步骤1.1 根据BOM清单,逐个核对元器件的型号、规格和数量;1.2 子细观察元器件的外观,确保无损伤或者变形;1.3 检查元器件的引脚,确保无弯曲或者断裂;1.4 根据元器件的极性要求,检查元器件的极性是否正确。
2. 焊接质量检验步骤2.1 使用显微镜观察焊点的质量,检查是否有焊接渣、焊接不良或者焊接缺陷;2.2 检查焊盘的质量,确保焊盘平整、无烧焦或者氧化;2.3 根据焊接过程的温度曲线,检查焊接温度是否符合要求。
3. 电气性能检验步骤3.1 使用万用表测量电阻值、电容值等参数,确保符合要求;3.2 使用电压表、电流表等仪器测量电压、电流等参数,确保符合要求;3.3 使用测试仪器进行电路通断测试,确保电路通断正常。
SMT 检验规程
1、目的:
为了确保SMT质量符合标准,特拟定检验规程为检验依据。
2、范围:
SMT生产中贴片检验,即焊接前的检验。
3、检验内容:
3.1 SMT检验工位为回流焊接中全检工序。
3.2 检查项目:
3.2.1 错件:所有元器件规格不能用错
3.2.2 漏件:所有元器件不能漏件
3.2.3 元件标识:有标识的所有元器件应标识正确,清晰,完整。
3.2.4 元件偏移:元器件偏移不可超出本身脚阔的1/3以上。
元器件前后移位与PAD位边沿要保持超过0.3mm,不可凸出。
3.2.5 元件翻身:贴片元器件不允许有翻身现象。
3.2.6 元件翘起:元器件翘起不能超过0.2mm。
3.2.7 器件损坏:元器件不允许有损坏、反向。
损坏
反向
3.3 有缺陷的电路板需记录,《填写不合格记录单》。
SMT检验作业指导书一、背景介绍表面贴装技术(SMT)是一种常用的电子元器件安装技术,它通过将电子元器件直接焊接在印刷电路板(PCB)上,实现电路的连接。
为了确保SMT过程的质量和可靠性,需要进行SMT检验。
本作业指导书旨在提供详细的指导,帮助操作人员正确进行SMT检验。
二、检验目的SMT检验的目的是确保电子元器件的正确安装和焊接,以及PCB的质量和可靠性。
通过检验,可以及时发现和纠正潜在的问题,提高产品质量和生产效率。
三、检验内容1. 外观检验:检查电子元器件和PCB表面的外观是否正常,包括焊接是否完整、元器件是否倾斜或损坏等。
2. 尺寸检验:测量电子元器件和PCB的尺寸,确保其符合设计要求。
3. 焊接质量检验:检查焊接点的质量,包括焊接是否牢固、焊盘是否完整、焊接是否出现虚焊等。
4. 电气性能检验:通过测试电路的电气性能,确保电子元器件和PCB的功能正常。
5. 环境适应性检验:将电子元器件和PCB置于不同的环境条件下,测试其在高温、低温、湿度等环境下的可靠性。
四、检验方法1. 外观检验:使用显微镜或放大镜仔细检查电子元器件和PCB表面的外观。
记录任何异常情况,并及时纠正。
2. 尺寸检验:使用测量工具(如卡尺、游标卡尺等)测量电子元器件和PCB的尺寸。
与设计要求进行比较,确保尺寸符合要求。
3. 焊接质量检验:使用显微镜或放大镜检查焊接点的质量。
检查焊盘是否完整、焊接是否牢固、是否出现虚焊等情况。
使用万用表测试焊接点的电阻,确保焊接质量良好。
4. 电气性能检验:使用测试仪器(如万用表、示波器等)测试电路的电气性能。
检查电子元器件和PCB的功能是否正常,是否符合设计要求。
5. 环境适应性检验:将电子元器件和PCB置于不同的环境条件下,如高温箱、低温箱、湿热箱等。
测试其在不同环境下的可靠性和性能。
五、检验记录和报告在进行SMT检验过程中,应及时记录检验结果和异常情况。
对于不合格的产品,应进行详细的分析和记录,并采取相应的纠正措施。

称发行版次1、电阻水平方向偏移,其基板焊点一端的空余长度1. L2≧L*1/3,OK ; 大于或等于另一端空余长度的1/3,为最大允收限度;2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L1、两元件之间最小间隔在0.5mm 以上为最大允收; 1. W ≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .零件直立拒收!文字面帖反拒收。
1、按正面贴装,元件的两端置于基板焊点的中央位置。
1、元件偏移突出基板焊点的部份是元件宽度的25% 以下为最大允收限度,如果超出25%则拒收。
1、元件水平方向偏移,其基板焊点一端的空余长度 1. L2≧L*1/3,OK ; 大于或等于另一端空余长度的1/3,为最大允收限度; 2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L1、两元件之间最小间隔在0.5mm 以上为最大允收; 1. W ≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .零件直立拒收!零件直立项 目零件直立电阻帖反标准模式电容、电感偏移零件间隔电容、电感偏移SMT 通用检验标准A01页码3/9判 定 說 明图 示 说 明(垂直方向)(水平方向)电阻偏移(水平方向)零件间隔电容、电感类实装W零件直立拒收文字面(翻白)R757文字面电阻不可帖反(文字面)OKW W1W1≧W*25%,NG.W零件直立拒收称发行版次1、接触点与焊点端的距离至少是二极管的25%以上 1. L ≧D*25%,OK ;为最大允收量;2. w1≦W*50%, OK .2、二极管一端突出焊点的内侧部分小于二极管金属反之 NG .电镀宽度的50%,为最大允收量;3、超出以上标准则不良。
1、二极管突出焊点一端的部分应小于二极管直径的 25%,如果超出二极管直径的25%则拒收。
1. W<D*25%, OK ;2. W ≧D*25%, NG ;部品本体不可有缺边,缺角和破损现象。
smt检验规范SMT检验规范是电子制造工厂中一项至关重要的质量控制措施。
SMT,表面贴装技术,已经成为电子设备制造中最常见的技术之一,因此对SMT的高质量控制非常重要。
为了确保生产的电路板符合要求并且质量稳定,需要制定一份准确的SMT检验规范。
本文将探讨关于SMT检验规范的各方面内容,包括其目的、方法、步骤和影响。
一、SMT检验规范的目的SMT检验规范的主要目的是确保电路板的品质达到预期的要求。
具体而言,它的目的包括以下三个方面:1.减少缺陷的数量-- 在制造过程中,由于各种机器、设备和人工的原因,电路板可能会出现各种各样的缺陷,如缺失、偏移、短路等等。
SMT检验规范的主要目的之一就是尽可能减少这些缺陷的数量,以确保最终既能够提供高质量的产品,又能够最大程度地节省成本。
2.提高工作效率--在制造和检验过程中,许多环节需要逐一进行检验。
如果没有一份详细的检验规范的话,这样的检验工作将会非常繁琐。
制定SMT检验规范可以大大提高工作效率,让每个环节的工作都变得更加清晰、更加有目的。
3.确保品质一致--在电路板中,每一个部分都非常重要,因为它们的质量不仅关系到整个电路板的性能,还直接关系到整个设备的运行稳定性和可靠性。
通过制定严格的检验规范,可以保证所有产品都具有的同一标准,将不同型号产品之间的区别降至最低,为产品的品质一致性提供保障。
二、SMT检验规范的方法制定SMT检验规范的方法包括以下几个步骤:1.收集数据-- 在制作SMT检验规范之前,首先需要收集数据,并对它们进行分类和分析。
这些数据包括各种不良现象的发生情况,以及它们发生的原因和解决方法。
2.制定标准--为了达到一致性,需要明确标准。
制定SMT 检验规范时,需要制定具体的标准,包括缺陷类型、数量、位置和解决方法等。
在制定标准时,需要确保这些标准符合制造商的要求,而且尽可能贴近实际生产工艺。
3.制定检验步骤--检验步骤需要确定,以便在制造过程中使用它作为指导。



电阻、电容、电感检验规范书默认分类 2009-08-24 19:30 阅读250 评论0字号:大中小试装实装不符要求(使用对应的PCB进行试装)。
★AEC深圳市亚科德电子有限公司SHENZHEN AKKORD ELECTRONICS CO. LTD.材料检验规范手册电阻、电容、电感检验规范书文件编号版本号修改号生效日期WI-QE-004V1.02008.12.22适用范围:适用于我司各种封装电阻、电容、电感来料的检验。
缺陷判断的具体标准:一、外观、尺寸缺陷判断的具体标准:1.编带包装要求不符、变形、散乱。
(轻缺陷)2.污渍⑴表面可容易擦净的污渍。
(轻缺陷)⑵表面不可容易擦净的污渍。
(重缺陷)3.引脚变形、氧化。
(重缺陷)4.丝印错误、模糊不清。
(轻缺陷)5.封装、尺寸不符。
(重缺陷)6.引脚的可焊性差。
(轻缺陷)二、性能缺陷判断的具体标准:1.电阻类电阻量不符。
(重缺陷)2.电容类⑴耐压不够。
(重缺陷)⑵电容量不符。
(重缺陷)3.电感类——————————————————————————(待定)检验设备:操作台、镊子、放大镜、可调电压源、恒温烙铁、锡线、万用表、电容表检验步骤:外观丝印检验—>封装尺寸检验—>性能指标检验—>可焊性检验一、目测1.检验员取盘(袋)装,需重点目视其标贴、包装形式,以及编带的清洁度、完整性。
2.拆开编带手拿镊子取待检料,需重点目视:⑴待检物料形状的清洁度、完整度;⑵待检物料脚的完整性、氧化状况;3.将IC丝印朝上置于放大镜下70-80mm处,通过放大镜目视其丝印,需重点目视丝印的清楚度和正确性。
3AEC深圳市亚科德电子有限公司SHENZHEN AKKORD ELECTRONICS CO. LTD.材料检验规范手册电阻、电容、电感检验规范书文件编号版本号修改号生效日期WI-QE-004V1.02008.12.22注:以上检验可参照《检验规格书》上的封样。


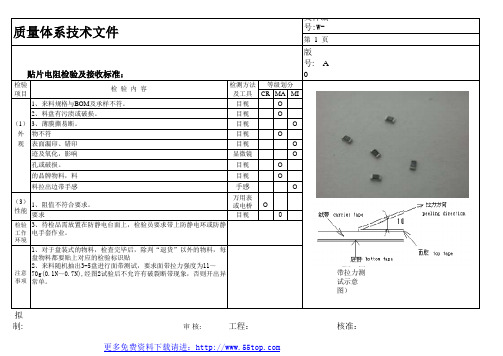
贴片电阻-来料检验规范
1 目的
本检验规范的目的是保证本公司所购贴片电阻的质量符合要求。
2 适用范围
本检验规范适用于本公司生产产品无特殊要求的贴片电阻。
3 规范内容:
3.1测试工量具及仪表:电感测试仪,恒温铬铁,浓度不低于95%的酒精3.2缺陷分类及定义:
A类:单位产品的极重要质量特性不符合规定,或者单位产品的质量特性极严重不符合规定。
B类:单位产品的重要质量特性不符合规定,或者单位产品的质量特性严重不符合规定。
C类:单位产品的一般质量特性不符合规定,或者单位产品的质量特性轻微不符合规定。
3.3判定依据:抽样检验依样品为标准:
3.4检验项目、标准、缺陷分类一览表。

深圳桑达百利电器有限公司Filename: smdc.docSMD 电容(Multilayer Ceramic Chip Capacitor)1. 容量通常陶瓷贴片状小型电容器根据温度特性不同,其制作材料可分为三种: NPO(COG)、X7R 、Z5U. 依此容量测试方法亦有区别(室温情况下): NPO(COG): 1.0Vrms, a : 1KHz 容量大于1000pF b : 1MHz 容量小于等于1000pF X7R: 1.0Vrms, 1KHz Z5U: 0.5Vrms, 1KHz 允许容量误差级别可分为: ●C= ±0.25pF (对容量低于电容) NPO D = ±0.5 pF (对容量低于电容)(COG) F = ±1%G = ±2%H =±3%J = ±5% K = ±10% M = ±20% ● J = ±5% X7R K = ±10% M = ±20% ● M = ±20% Z5UZ =+80/-20%P=GMV(保证最小容量)容量的检测应用LCR meter 进行,在规格中推荐的测试条件下所得测试结果应不得超过规格书中规定的允许误差范围.2. 耐压测试:加额定电压X2.5的电压于电容的两极之间,测试时间以规格书规定时间为准,高压仪设定跳变电流不超过10mA,高压仪显示Pass表明电容耐压合格.3. 绝缘电阻(Insulation Resistance)加额定电压两分锺后检测或应用Mega Meter检测, 绝缘电阻应不小于1000M .用Mega Meter检测时待测电容额定电压应不低于200V,否则用加额定电压检测的方法测试.4. 耗散因子(Dissipation Factor)对制造材料不同之电容测耗散因子方法亦有所不同.NPO: 用1.0Vrms信号检测,?1KHz(大于1000pF)? 1MHz (等于或小于1000pF) 允许最大值为0.1%(室温状态下).X7R: 用0.1Vrms, 1KHZ信号检测.允许取大值为2.5%(室温状态下).Z5U: 用0.5Vrms,1KHZ信号检测.允许最大值为4.0%(室温状态下).注: 第2,3,4步测试只在需要时,需要时每批来料抽取10个检测. Filename: (iqc)smdc.doc。

SMT检验作业指导书一、引言SMT(表面贴装技术)是一种常见的电子元器件组装技术,广泛应用于电子产品创造中。
为了确保SMT组装的质量和可靠性,需要进行严格的检验工作。
本作业指导书旨在提供详细的SMT检验流程和标准,以确保产品质量的一致性和稳定性。
二、检验流程1. 准备工作在进行SMT检验之前,需要准备以下工作:- 检验设备:包括显微镜、光学投影仪、高精度测量仪器等。
- 检验环境:确保检验环境干净、无尘、无异味,并保持适宜的温湿度。
- 检验样品:选择具有代表性的样品进行检验,确保样品符合产品要求。
- 检验标准:制定详细的检验标准,包括尺寸、外观、电性能等方面的要求。
2. 外观检验外观检验是SMT检验的重要环节,主要包括以下内容:- 焊接质量:检查焊点是否完整、无焊接不良现象(如焊接虚焊、焊接不良等)。
- 引脚位置:检查元器件引脚是否正确对位、无偏移或者错位现象。
- 表面污染:检查元器件表面是否有污染、划痕或者其他损伤。
3. 尺寸检验尺寸检验是SMT检验的关键环节,主要包括以下内容:- 元器件尺寸:使用高精度测量仪器测量元器件的尺寸,确保其符合产品要求。
- 焊盘尺寸:测量焊盘的直径、间距等尺寸,确保焊盘的质量和焊接可靠性。
- 贴装位置:测量元器件的贴装位置是否准确,检查是否有偏移或者错位现象。
4. 电性能检验电性能检验是SMT检验的最终环节,主要包括以下内容:- 电阻测量:使用电阻测量仪器测量电阻元件的电阻值,确保其符合产品要求。
- 电容测量:使用电容测量仪器测量电容元件的电容值,确保其符合产品要求。
- 导通测试:使用导通测试仪器检测电路板上的导通情况,确保电路连接正常。
三、数据记录与报告在进行SMT检验过程中,需要准确记录检验数据,并生成相应的检验报告。
数据记录和报告应包括以下内容:- 检验日期和时间。
- 检验人员的姓名和工号。
- 检验设备的型号和编号。
- 检验样品的批次和序号。
- 检验结果的详细描述,包括合格和不合格项。
