ROEDERS (罗德斯CNC)公司内部培训手册
- 格式:docx
- 大小:2.25 MB
- 文档页数:19

Roeders (HK) Limited培训计划表受培训客户:_________________培训主题:高速加工高级应用之编程策略培训人:___________________受培训人:_______________________________________________________________________________________________客户方签名盖章:Roeders (HK) Limited高速加工高级应用之编程策略培训纲要一、高速加工的目标:1、高精度2、高光潔度3、最短的加工時間二、影响高速加工效果的因素:•精確的刀路編程•堅固耐用, 重心低之机床結構•快速, 穩定性高的控制系統•快速準確的驅動系統•高速, 高扭力, 高精度主軸•堅固, 同心度高的夾刀頭•強大的技術支援三、罗德斯机床的特点,rms6控制系统的特点,四个动态参数的正确使用。
1、坚固的龙门十字架结构,高的动态性能,重心低,机床稳定性高2、控制系统处理时间小于0.1ms/block,保证机床加工流畅不停滞3、四个独有的动态参数精确控制机床的动态特性:!jerk(Rmax=)用于控制加速度的最大震动量,粗加工取4-6,半精2-4,精加工1-2;!smoothening(SM=)光顺度---开粗时在尖角处添加圆角以提高速度,取编程余量的1/3,精加工取0;!tolerance(TOL=)精度,取编程精度的2倍或2倍以上;!max.radius(RADMAX=)零件几何最大半径,超过此值以直线连接;四、高速加工的定义:60多年前,Salomon提出高速加工的概念,并对高速加工进行了深入的研究,其研究成果表明:随着切削线速度的增加,温度及刀具磨损会剧烈增加,当切削线速度达到某临界值时,切削温度及切削力会减小,后又随着切削速度的增加而急剧增加。
不同材料有不同的加工临界值,有其高速加工的特定范围。
刀具材料与质量是高速加工最主要的限制条件之一,故高速加工不仅决定于主轴速度与刀具直径,还与所切削的材料、刀具寿命及加工工艺等综合因素有关。

cnc生产部培训计划一、培训目的CNC生产部是企业中非常重要的一个部门,它直接关系到产品的质量、生产效率和成本控制等方面。
因此,为了提高CNC生产部员工的技术水平和生产能力,公司决定制定培训计划,对CNC生产部员工进行系统的培训,提高他们的专业技能和综合素质,从而提高整个生产部的工作效率和质量水平。
二、培训对象CNC生产部培训计划的培训对象为CNC生产部的全体员工,包括操作工、技术工、工程师等各个岗位的员工。
根据不同岗位的特点和需要,制定不同的培训内容和计划。
三、培训内容1. CNC加工基础知识包括CNC机床的结构和工作原理、数控系统的基本组成、数控程序的编写和调试、数控加工工艺的优化等内容。
2. CNC编程技能包括数控编程语言的基本知识、数控编程的方法和技巧、数控编程的实例分析和演练等内容。
3. CNC加工工艺技能包括数控加工工艺的规划和设计、数控加工的工艺参数的设定和调整、数控加工中的常见问题和处理方法等内容。
4. 数控机床操作技能包括数控机床的操作流程、数控机床的日常维护和保养、数控机床的常见故障和排除方法等内容。
5. 安全生产知识包括数控加工中的安全操作规程、安全生产的基本知识和技能、紧急事故的处理和自救方法等内容。
6. 质量管理知识包括数控加工中的质量管理体系、质量检验的基本方法和技巧、质量问题的分析和处理方法等内容。
7. 团队合作和沟通技能包括团队合作的重要性、团队合作的基本技巧、沟通技巧的提高等内容。
四、培训方法1. 理论讲授采用专业教师和技术人员对员工进行CNC加工相关知识和技能的理论讲解,采用多媒体、课件、实物模型等进行辅助教学。
2. 实际操作采用实际的数控机床进行操作演练,由经验丰富的技术工和工程师进行现场指导和示范,帮助员工掌握CNC加工的操作技能。
3. 案例分析通过实际的数控加工案例进行分析和讲解,让员工了解数控加工中的常见问题和解决方法,提高员工的问题分析和解决能力。
4. 实地考察组织员工到一些先进的CNC生产企业进行实地考察和学习,让员工亲身感受到先进的CNC生产技术和管理经验,以激发员工的学习热情和进取心。
CNC培训教材1 数控铣床的结构及加工原理1.1 数控机床一般由:控制系统(三菱、法拉克、西门子等)、主传动系统、数控装置(电脑)、进给伺服系统、冷却润滑系统和机床本体组成。
1.1.1 主轴箱:包括主轴箱体和主轴传动系统,用于装夹刀具并带动刀具旋转,主轴转速范围和输出扭矩对加工有直接的影响。
1.1.2 进给伺服系统:由进给电机和进给执行机构组成,按照程序设定的进给速度实现刀具和工件之间的相对运动,包括直线进给运动和旋转运动。
1.1.3 控制系统:数控铣床运动控制的中心,执行数控加工程序控制机床进行加工。
1.1.4 辅助装置:如液压、气动、润滑、冷却系统和排屑、防护等装置。
1.1.5 机床基础件:通常是指底座、立柱、横梁等,它是整个机床的基础和框架。
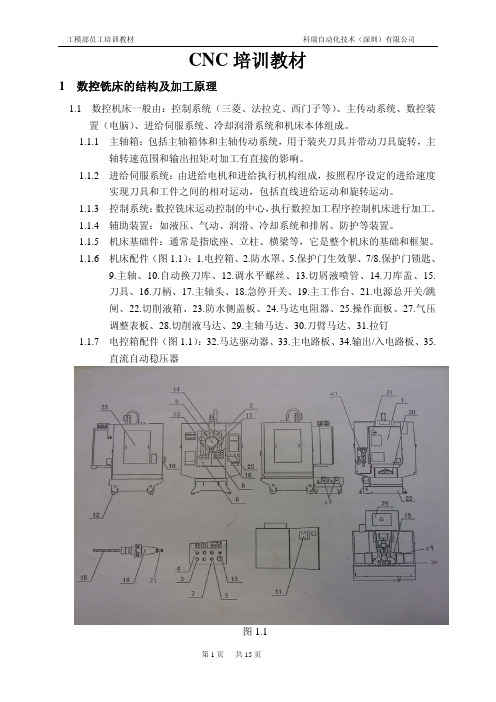
1.1.6 机床配件(图1.1):1.电控箱、2.防水罩、5.保护门生效掣、7/8.保护门锁匙、9.主轴、10.自动换刀库、12.调水平螺丝、13.切屑液喷管、14.刀库盖、15.刀具、16.刀柄、17.主轴头、18.急停开关、19.主工作台、21.电源总开关/跳闸、22.切削液箱、23.防水侧盖板、24.马达电阻器、25.操作面板、27.气压调整表板、28.切削液马达、29.主轴马达、30.刀臂马达、31.拉钉1.1.7 电控箱配件(图1.1):32.马达驱动器、33.主电路板、34.输出/入电路板、35.直流自动稳压器图1.11.2 加工原理:数控编程人员根据工程图纸和表面粗糙度等技术要求制定加工工艺,选择加工参数。
通过手工编程或利用CAM 软件自动编程;将编好的加工程序输入到控制器。
控制器对加工程序处理后,向伺服装置传送指令。
伺服装置向伺服电机发出控制信号。
主轴电机使刀具旋转,X、Y 和Z向的伺服电机控制刀具和工件按一定的轨迹相对运动,从而实现对工件的切削。
2 数控铣床的特点2.1 数控铣床的主要构件刚度高,可进行强力切削,由于主轴系进行了强力冷却,因此,机床运转时噪声低、震动小、热变形小。

CNC上岗培训指导书XX科技发展(深圳)有限公司CNC上岗培训指导书版本执行1.0 2.0 3.0A CNC组编制审核何江湖陈仁家日期2005/9/18 文件编号W/02-WI-027/A 目的通过对CNC操作员的上岗培训,提高操作员的专业水平,保证CNC部门的安全高效生产。
适用范围本规范适用于CNC部门职责3.1 生产主管负责本文件的维护及监督执行3.2 生产主管、编程员及组长担当培训讲师,负责对操作员进行各方面培训。
3.3 CNC操作员必须以认真勤学的态度对待每一次培训。
在规定时间内要通过培训考核。
培训内容4.1 CNC的认识4.1.1 CNC是*****R NUMBER *****的简称,是由计算机编程产生一系列数字程式。
能够被数控机床读入并产生运动。
4.1.2 目前常见的CNC控制系统。
有日本三菱,日本法兰克,德国西门子。
本公司所采用的日本三菱。
4.2 刀具、量具的种类及使用。
4.2.1 卡尺、千分卡、校表的认识。
各种量具的最小读数及使用方法。
4.2.2 数控加工中心常用刀具的种类有飞刀,平底刀、R刀、麻花钻、丝攻等。
4.3 识图能力4.3.1 能够认识三视图,认识第一、三角投影符号。
4.3.2 能够认识每一位置的尺寸、公差要求4.4 操作规范4.4.1 回零。
先回Z方向零点,再回X 和Y方向零点。
4.4.2 程序正式启动后,快速“G00”旋钮调整在25%--50%,一般不调到100%,也不得置于0位。
4.4.3 加工同一工件,应朝同一方向、用同一方法对刀,避免因两个方向造成错误。
4.4.4 装夹刀头后,先调整转速观测刀具是否偏摆,避免偏摆过大造成工件尺寸错误。
4.4.5 加工中必须关好防护门,避免开粗时铜屑窜出,光刀时冷却油甩出。
4.4.6 因程序或操作错误出现撞刀,必须重新校表和分中,并检查刀具是否撞坏或变形。
4.4.7 单个程序加工中暂停更换刀粒必须重新对刀,以免因对刀面留有铁屑或铜屑造成错误。

cnc三级安全教育培训教材一、安全教育培训教材概述安全教育培训教材是为了提高CNC机床操作人员的安全意识和操作技能而编写的教育材料。
通过学习本教材,机床操作人员将了解并掌握CNC机床的安全操作规程、事故应急预案、安全措施等内容,以增强其在操作过程中的安全意识和应对突发情况的能力。
二、CNC机床的安全操作规程1. 检查环境安全因素在操作CNC机床之前,操作人员应仔细检查操作环境,确保其符合安全要求。
包括机床是否放置平稳、周围是否有阻挡物、电缆是否散乱等。
只有确保机床周围环境安全,操作人员才能进一步进行操作。
2. 正确佩戴个人防护装备CNC机床操作过程中存在一定的危险因素,因此操作人员应正确佩戴个人防护装备。
包括防护眼镜、耳塞、防护手套等,以保护自身的安全。
3. 熟悉操作手册和掌握机床操作步骤在进行CNC机床操作之前,操作人员应详细阅读操作手册,了解每个功能模块的使用方法和注意事项。
同时,应掌握机床的操作步骤,以确保正确和安全地操作。
4. 定期检查机床设备的安全状况机床设备的安全状况对操作的安全性至关重要,因此操作人员需要定期检查机床各个部件的工作状态。
如发现故障或异常情况,应及时报修或上报相关人员。
5. 遵守操作规程,严禁擅自操作或修改机床操作人员必须严格按照操作规程进行操作,禁止擅自操作或修改机床的参数和设置。
任何操作变动都应事先征得相关人员的同意,以免发生意外和事故。
三、CNC机床事故应急预案1. 制定应急预案和演练计划针对CNC机床操作中可能发生的各类事故和突发情况,企业应制定相应的应急预案,并定期进行演练。
演练过程中需模拟真实场景,并根据演练结果及时完善应急预案。
2. 系统紧急停机及断电措施在发生紧急情况时,操作人员应立即执行系统的紧急停机和断电措施,以降低事故发生的风险。
同时,应通过告警系统或人工报警通知相关人员,并启动应急预案。
3. 快速撤离和现场安全控制在事故发生后,操作人员需要快速撤离事故现场,并采取措施进行现场的安全控制,以防止次生事故的发生。

加工中心培训纲要一、操作需知1.1 安全需知(1) 如何操作CNC 立式綜合加工中心機。
(2) 在操作本機器前,請仔細閱讀CNC 控制器之說明書,以確保對CNC系統進行安全操作。
(3) 在操作本機器前,請仔細閱讀各手冊內容,只有在您完全理解了這一系統,熟悉了安全操作步驟後才能操作本機器,以避免人員受傷或機器設備遭受損害。
(4) 本機器提供許多安全設計以避免人員受傷或設備遭受損害。
但操作者不能完全依賴這些安全裝置,而必須詳讀本手冊內容,並充份了解操作機台前所必備的特殊注意事項,才可以確保安全。
(5) 操作說明書未加說明的操作應當認為是不可能的。
(6) 本機器是一種機電合一的高精密科技產品,故機台周邊的環境,定期的保養維護及操作者的使用水準,對本產品的使用壽命有相當程度的影響。
(7) 操作說明是按假定您的機器是配備了全部的操作機能的情形來編寫的。
在操作機器前,請確認您的機器可使用的機能。
1.2 操作注意事項A. 開機前檢查:(1) 檢查主電源接線是否正確?(參閱電氣線路手冊之電源入力迴路圖)(2) 檢查供電電源電壓是否正確?確認電源電壓無誤後,才能執行開機的動作。
(本機器之使用電壓是AC380V)(3) 檢查機器之安全護罩是否完整?(4) 檢查各操作門及維護門是否已關閉?(5) 檢查電氣箱門是否己關閉?(6) 檢查各部品油量是否足夠?(7) 檢查切削水量是否足夠?(8) 檢查氣壓壓力是否足夠?B. 開機後檢查:(1) 先按原點復歸模式按鈕,執行進給軸機械原點復歸動作(如非絕對式的馬達)。
(2) 將主軸和進給軸以1/2 或1/3 的極限速度在自動模式下運轉10~20 分鐘,檢查其動作是否正常?C. 校刀試車前檢查:(1) 檢查工件安裝是否確實、適當?(2) 檢查刀具是否確實鎖緊、夾緊?D. 操作前檢查:(1) 檢查工件座標系設定值是否正確?(2) 檢查刀具補正值是否正確?(3) 檢查程式是否正確?特別注意正負符號及小數點。

R O E D E R S罗德斯C N内部培训手册Company number【1089WT-1898YT-1W8CB-9UUT-92108】维修部内部培训手册此次培训为期两周,安排如下:第一天培训内容:a). ROEDERS机床的功能概述。
1.罗德斯公司创于1789年,一直从事锡蜡模具生产,于80年代未开始自行开发新机床,以应付模具生产需求,有超过200年的模具生产经验,于1994年生产出世界上第一台高速加工中心.2.罗德斯公司并于1999年在奥地利以RFM760首次夺得国际高速加工大赛冠军,及以后2000-2001年再次夺此殊荣.3.高速加工是模具加工行业的一个趋势,那么要求是社会发展的动力.4.高速加工的概念是尽可能在机床加工一次成型,减少后续(如电火花)加工时间.包括高转速,大扭力主轴,快速的进给和稳定的机床性能和高速数据处理控制系统等.机床的几大优点:A.主轴转速高达36000-42000转,从而很好充分利用细小刀具来加工工件,这是一般机床所不能及.B.进给速度达60M每分钟,不管是在开粗或是在光刀领域,都大大地缩短了加工时间,从而提高了生产效率,缩短生产周期.C.机床控制平台为一般的PC平台,由两台PC所组成,即是NT-PC能提供机器在工作中做任何编辑和准备有关下一个要加工的程序,为下一步工作做准备.减少机器在工作中所浪费的时间.RT-PC主要是供给机器工作时的数据处理以及传输.RT-PC与机器各轴驱动板连接是由光纤电缆组成,比传统电缆的速度大大提高,从而达到高速加工时的数据传输高速要求,避免如传统加工中心的数据停留现象.D.整个机床由机器附带风冷系统来控制恒温,避免出现由于环境温差出现的机床精度变化问题,提高机器加工精度.E.机器装有自动激光对刀系统,能减少在生产中人工对刀的次数和降低对刀出现的误差,提高实际加工接面时的精度.高速加工中心目标:A.高精度.B.高光洁度.C.最短的加工时间.7.机器采用(HSK)热胀冷缩式刀头,优点如:A.高精度,无任何磨损,同心度少于0.003MMB.简单牢固可靠,特别适合高转速运行.C.硬质合金涂层刀,CBN及金属,陶瓷刀均适合使用.机器有多种型号各种型号有它独特的加工优点.适合客户不同产品加工需求.机床重量从5500KG到13000KG不等.而且有着非常重要的重心向下设计.减少加工运动时产生的震动.保持机床的稳定性.b). 机床操作注意事项。

维修部内部培训手册此次培训为期两周,安排如下:第一天培训内容:a). ROEDERS机床的功能概述。
1。
罗德斯公司创于1789年,一直从事锡蜡模具生产,于80年代未开始自行开发新机床,以应付模具生产需求,有超过200年的模具生产经验,于1994年生产出世界上第一台高速加工中心。
2.罗德斯公司并于1999年在奥地利以RFM760首次夺得国际高速加工大赛冠军,及以后2000-2001年再次夺此殊荣。
3.高速加工是模具加工行业的一个趋势,那么要求是社会发展的动力。
4。
高速加工的概念是尽可能在机床加工一次成型,减少后续(如电火花)加工时间.包括高转速,大扭力主轴,快速的进给和稳定的机床性能和高速数据处理控制系统等。
5。
Roeders机床的几大优点:A。
主轴转速高达36000—42000转,从而很好充分利用细小刀具来加工工件(R0。
2),这是一般机床所不能及.B。
进给速度达60M每分钟,不管是在开粗或是在光刀领域,都大大地缩短了加工时间,从而提高了生产效率,缩短生产周期。
C。
机床控制平台为一般的PC平台,由两台PC(RT-PC。
NT-PC)所组成,即是NT-PC能提供机器在工作中做任何编辑和准备有关下一个要加工的程序,为下一步工作做准备。
减少机器在工作中所浪费的时间.RT—PC主要是供给机器工作时的数据处理以及传输.RT-PC与机器各轴驱动板连接是由光纤电缆组成,比传统电缆的速度大大提高,从而达到高速加工时的数据传输高速要求,避免如传统加工中心的数据停留现象。
D.整个机床由机器附带风冷系统来控制恒温,避免出现由于环境温差出现的机床精度变化问题,提高机器加工精度。
E。
机器装有自动激光对刀系统,能减少在生产中人工对刀的次数和降低对刀出现的误差,提高实际加工接面时的精度。
6。
Roeders高速加工中心目标:A.高精度.B。
高光洁度。
C.最短的加工时间.7。
机器采用(HSK)热胀冷缩式刀头,优点如:A.高精度,无任何磨损,同心度少于0.003MMB。

CNC 课程学习手册题目 CNC 课程学习手册班级姓名袁惠学号目录第一章绪论 . (4)第一节数控机床概述 . (4)一.数控机床的特点 . (4)二.数控机床的构成 . (4)三.数控机床的工作原理 . .............................................................................................. 5 第二节数控机床的分类 . (5)一.按控制轨迹分类 . (5)二.按伺服系统分类 . ...................................................................................................... 5 第二章数控系统的插补工作原理 . ................................................................................................ 5 第一节概论 . .. (5)一.插补的概念 . (5)二.插补的方法与特点 . .................................................................................................. 6 第二节逐点比较法 . ................................................................................................................ 6 第三章数控机床加工程序的编号 . ................................................................................................ 6 第一节编程基础 . .. (6)一 . 编程步骤 . (6)二.编程代码与指令格式 . .............................................................................................. 7 第二节编程实例 . (9)一.车加工编程实例 . (9)二.铣加工编程实例 . ...................................................................................................... 9 第四章数控加工程序的自动编制 . .............................................................................................. 11 第一节自动编程概念 . . (11)一 . 计算机辅助编程简介 . (11)二.计算机辅助编程的分类 . ........................................................................................11 第二节 APT 语言简历 (11)一. APT 语句简介: ....................................................................................................11二. APT 语句结构 ........................................................................................................11三. APT 语句的类型 ....................................................................................................11 第三节 CAD/CAM自动编程 ............................................................................................... 12 2. 图形交互式自动编程的基本步骤 . ............................................................................. 12 第五章计算机数控装置原理 . .................................................................................................. 13 第一节CNC 装置的功能 (13)一 CNC 装置的功能 ....................................................................................................13二 CNC 数控装置工作过程 . .......................................................................................13 第二节 CNC 数控装置的原理及结构 . (13)一、硬件及其组成 . (13)二、软件功能及组成 . .................................................................................................... 14 第三节显示及键盘工作原理 . (14)一、显示原理 . (14)二、键盘及工作原理 . .................................................................................................... 14 第四节伺服电机升降速控制 . .............................................................................................. 14 一、车床数控刀架工作顺序 . . (15)二、刀库的工作原理 . (15)三、数控系统的 M 功能 ............................................................................................... 15 第六节 CNC 装置的输入、输出与通信 . (15)一、 CNC 与外部设备数据的传送要求 . (15)二、网络通信基础 . ........................................................................................................ 15 第七节内置式可编程控制器(PLC . (16)一、 PLC 的工作原理 (16)二、 PLC 性能指标 (16)三、 PLC 类型 (16)四、 PLC 基本机构 (16)五、 PLC 控制程序的编制 (16)六、 PLC 的指令和程序编写 (16)第一章绪论第一节数控机床概述一.数控机床的特点(1广泛的适应性(2精度高、质量稳定(3生产效率高(4减轻劳动强度,改善生产条件(5能实现复杂零件的加工(6有利于现代化生产管理数控机床的应用特点还有:(1采用数控加工的方法将给产品质量的稳定性提供可靠的保证。
CNC操作培训计划每周计划如下:一、一:熟悉数控机床1.熟悉数控机床的机型.结构.系统.产地等.二:安全注意事项1.开机前确定机床已安装好2.确定所有的气管,电源线,液压管都已接好3.检查气压,电压, 润滑油,切削液是否足够4.开关机顺序<1>打开总电源<2>打开机器主电路无熔丝开关至ON<3>按下操作面板上的绿色电源按钮开关<4>解除急停<5>关机与开机相反5.加工前要低速运转30分钟6.加工时要关上安全门.7.身体任何部位都不能接触机床旋转和传输部位.8.不能用锤子敲击主轴.二、一:学习基本工装.1.基本夹具的装夹2.拖表3.分中4.抄数5.工件原点的设定三、一:熟悉面板<1>哪些是常用键,各有什么作用.常用键:主轴正反转及停止键,主轴定位键,空压吹气键,工作灯,冷却液,排屑机,过行程解除键,程式启动及暂停键,急停键,主轴正转:在手动状态下如果给了转速,按此键主轴正转.主轴反转和停止键与主轴正转的操作相同.主轴定位键:手动状态下按此键主轴定位.换刀时主轴必需定位,否则无法换刀或掉刀.精镗孔加工时主轴也要定位,否则让刀方向相反会折断镗刀.空压吹气键:手动状态下按此键吹气打开,主要用于粗加工时冷却刀具及工件.工作灯:按此键工作灯开,再按则关.冷却液:分手动和自动手动:在手动状态下按此键切削液开,用于冷却刀具及工件.自动:在程式中加M8指信令此键自动打开.排屑机:手动状态下按此键排屑机工作,用于排除碎屑.过行程解除键:当机床过行程时,按住此键不放用手轮摇至正常位置再按复位键即可.程式启动键及暂停键:自动状态下,按下此键程式自动加工,按暂停键自动暂停加工,再按启动键继续加工.急停键:当程式或机床出现错误时立即按下此键,机床停止一切动作.换刀时不能用急停键,以免卡住刀库.单节执行键:按下此键程式单段执行,用于检查程式.选择停止键:按下此键,如程式中有M01指令,则程式执行到M01时暂停,按下程式启动键继续加工.如程式中没有M01指令则此键无效.单节跳越键:如程式段前有\,按下此键程式执行到此段时跳过此段加工,如没有\则此键无效.空运行键:按下此键机床空运行加工,此键存在危险最好不用.机械锁定键:按下此键机床锁定不能动作,用于检视程式.恢复后要回零.Z轴锁定键;按下此键Z轴锁定不用动作,用于程式检视,恢复后要回零.刀库正反转键:手动状态下按下此键刀库进行正反转,用于拆装刀具.<2>各旋扭及指示灯各有什么作用带手旋扭的机床一般有4个旋扭开关:模式选择旋扭,主轴转速倍率旋扭,进给倍率旋扭,快速倍率旋扭.模式选择旋扭包含自动及手动的重要功能键,其键作用如下:1,程式编辑状态:在此状态下可手动输入程式,用于程式编辑.2,自动加工状态:在此状态下按程式启动键程式自动加工.3,连线加工状态(DNC):当程式很大不有传入机床时,可在此状态下边输入边加工.4,MDI状态:此键为手动输状态,可写入转速,换刀指令等.5,手轮状态:在此状态下手动键都可使用,主要用于手轮工作.6,滑动状态:在此状态下按住三轴运动方向键可以移动三轴,亦可用于拖表.7,快速移动:在此状态下按三轴方向键可快速移动三轴,用于快速定位.8,回零状态:在此状态下按三轴回零键三轴即可回零.指示灯:回零指示灯和示警指示灯.回零指示灯亮表示轴在回零位置,示警灯亮表示机床相应的地方出现报警,如润滑油不足示警等.<3>详见操作面板四、常用地址符的用法与格式一,G代码G00快速定位:使Z轴快速接近加工部位.G01直线插补:三轴直线运动,要有相应F值.G02顺圆弧插补G03逆圆弧插补G04暂停G17XY平面加工G18ZX平面加工G19XZ平面加工G28回参考点G30回第二参考点G40取消刀具半径补偿G41刀具半径左补偿G42刀具半径右补偿G43刀具长度补偿G49刀具长度补偿取消G41~G43要在直线插补中进行,例:G01G41X~Y~H~F~;其中H为补偿值.F为进给速度.坐标系设定G代码:G54~G59固定循环G代码:用于孔系加工G80取消固定循环G81点钻循环:用于打点或浅孔加工.格式:G98G81X~Y~Z~R~F~;其中G98为初始点平面,R为参考点平面G82沉孔加工,格式也G81相同G73,G83深孔加工:加工分步进行格式:G98G83X~Y~Z~R~Q~F~;其中Q为每次加工深度G84攻牙格式:G98M29G84X~Y~Z~R~F~;其中M29为刚性攻牙,F值为主轴转速*牙距G85铰孔,格式与G81相同G76精镗孔加工:用于高精度孔系加工格式:G98G76X~Y~Z~R~Q~F~;其中Q为让刀量G98加工完孔后刀具回到初始点平面G99加工完孔后刀具回到参考点平面二,M代码M00暂停:用于加工中工件尺寸的检查,按启动键程式继续执行M01选择停止: 用于加工中工件尺寸的检查或换刀前,按启动键程式继续执行M02程式结束光标就停在M02处M03主轴正转,例:M03S1000M04主轴反转M05主轴停止M06换刀指令,例:M06T~M07吹气M08切削液开M09吹气及切削液关M19主轴定位M29刚性攻牙M30程式结束光标返回程式头五、一:基本操作1,机床一切正常的情况下开机后第一步要机床回零,在回零状态下按下回零键+Z,-X,+Y,即可三轴回零,此时回零指示灯亮.2,根据加工需要设定转速,分中等3,装卸刀具,4,程式编写等做好加工前的一切准备二.简单手工程式编写1,一般的程式编写例1:加工一个简单的100MM的四方,工件原点在四方的中心,用10MM刀O1000;G90G17G40G49G80;M06T1G90G54G0X-50.Y-80.M03S1000;G43Z20.H1;G01Z-5F500;G41Y-60.D1;Y50.;X50.;Y-50.;X-60.;G40X-80.;G0Z20.;M5;G91G28Z0;G28X0Y0;M30;例2:加工一个简单的100MM的圆,工件原点在圆心,用10MM刀O2000;G90G17G40G49G80;M06T2;G90G54G0X-70.Y0M03S1000G43Z20.H2;G01Z-5.F500;G41X-60.Y-10.D2;G03X-50.Y0R10.;G02I50.;G01G40X-70.Y0;G0Z20.;M5;G91G28Z0;G28X0Y0;M30;2,简单的宏程式编写例:加工圆周上均布的6个孔,直径为50O1000;#100=0;#101=50.;#102=60.;#103=#101*COS(#100)#104=#101*SIN(#100)G90G17G40G49G80;M06T1G90G54G0X0Y0;M03S2000G43Z20.H1WHILE[#100LT360]DO1G98G#100=#100+#102;END1M5;G91G28Z0G28X0Y0M30三.机床维护及保养1,机床卫生,分内部和外部卫生,每天要擦拭机床外部以保证外部清洁美观,内部切屑要及时处理.排屑机在加工时一定要开.2,润滑油每三天加一次,保证润滑油充足,各轴润滑到位,润滑油厢每三个月清洗一次,保证厢底不能有结块现象. 3,切削液要清洁无异味,切屑不能掉入切削液厢内,以防输液管堵塞.损坏切削液马达.切削液要第三个月换一次.保证切削液的清洁.4,机床冷却排气风扇过滤网和冷却机过滤网第周要清洁一次,防止灰尘进入机床精密部位,发生短路及损坏. 5,机床面板及按键不用带有腐蚀性的液体擦拭,以防损坏6,每台机必需有机床维护保养责任人7,杜绝撞机现象发生,不能强力切削,以防损坏机床主轴,影响机床精度.8,板金上严禁站人,以防板金变形切削液进入导轨,影响机床精度.六、一.学习软件编程现场开机,熟练机床的应用,达到会独立开机,调机的程度。

CNC操作员培训内容一、操作安全CNC为提高生产效率,常使用高动力和速度,而且是自动化操作故一不小心可能造成很大伤害。
所以操作人员除熟悉CNC的构造,性能及操作方法外,更必须注意自身及附近工作同事的安全。
CNC虽有各种安全设置,但人为疏忽所引起的灾害往往无法预知,所以操作人员除遵守一般工厂安全规定外,并应遵守下列工作安全注意事项以确保安全:(1)操作CNC之前,必须熟悉机械控制方法;(2)身体、精神不适时,切勿操作机械;(3)CNC加工设备稍有毛病时,必须先修复后使用;(4)在工作周围须有足够灯光以便作一些检查;(5)不要把工具、杂物放在工作台及护盖上;(6)有长发者必须盘好以避免发生伤害;(7)大工件搬运时,工作人员必须有两位以上并随时互相照应;(8)机台、主轴停止后方可调整切削液喷嘴和气管;(9)不要触摸运转中的工件或主轴;(10)机床运转时请勿把防护盖打开;(11)重切削时注意高温切屑;(12)CNC电气控制箱不可随意打开。
如果电气箱故障应由电气技术人员维护,切勿自行修理;(13)设备使用前必须检查机械状况;(14)电气部分必须接地的要确定接地;(15)禁止任意更改内定值以及其它电脑设定值,必须更改时请记录原值后再改,避免错误;(16)切勿与操作人员交谈,使其分心;二、设备每日保养检查项目:(1)导轨油油箱的油位是否在规定范围内;当油箱内油位接近最低标示线时必须补充。
(2)空气压力必须在6kg/Cm2左右的地方方能保证设备安全运行。
(3)切削油油箱前端底座的油位计不低于最低标示线,要保持切削油充足。
(4)主轴锥度孔和刀柄随时用软布擦拭。
(5)设备开机步骤:1、开外部总电源2、开CNC本身机体电源3、开CNC电脑电源开关4、等萤幕显示字体后,释放紧急停止钮(顺时针旋转)5、将模式开关置于原点回零模式6、原点回零之距离须离机械原点75mm以上7、再按下各轴向按钮“十”方向直到各轴灯亮起即至原点(6)设备关机步骤:1、将各轴移到中间位置,且确定主轴及轴向均不在运转2、将一空刀柄装在主轴上,避免杂物进入主轴锥度孔内3、压下紧急停止开关5、关CNC电脑电源6、关CNC机体电源7、关程序传输电脑电源三、CNC加工前首先要模拟程式刀具路径运行轨迹,结合程序单装夹示意图便确定采用何种装夹方式进行加工。
维修部内部培训手册此次培训为期两周,安排如下:第一天培训内容:a). ROEDERS机床的功能概述。
1.罗德斯公司创于1789年,一直从事锡蜡模具生产,于80年代未开始自行开发新机床,以应付模具生产需求,有超过200年的模具生产经验,于1994年生产出世界上第一台高速加工中心.2.罗德斯公司并于1999年在奥地利以RFM760首次夺得国际高速加工大赛冠军,及以后2000-2001年再次夺此殊荣.3.高速加工是模具加工行业的一个趋势,那么要求是社会发展的动力.4.高速加工的概念是尽可能在机床加工一次成型,减少后续(如电火花)加工时间.包括高转速,大扭力主轴,快速的进给和稳定的机床性能和高速数据处理控制系统等.5.Roeders机床的几大优点:A.主轴转速高达36000-42000转,从而很好充分利用细小刀具来加工工件(R0.2),这是一般机床所不能及.B.进给速度达60M每分钟,不管是在开粗或是在光刀领域,都大大地缩短了加工时间,从而提高了生产效率,缩短生产周期.C.机床控制平台为一般的PC平台,由两台PC(RT-PC.NT-PC)所组成,即是NT-PC能提供机器在工作中做任何编辑和准备有关下一个要加工的程序,为下一步工作做准备.减少机器在工作中所浪费的时间.RT-PC主要是供给机器工作时的数据处理以及传输.RT-PC与机器各轴驱动板连接是由光纤电缆组成,比传统电缆的速度大大提高,从而达到高速加工时的数据传输高速要求,避免如传统加工中心的数据停留现象.D.整个机床由机器附带风冷系统来控制恒温,避免出现由于环境温差出现的机床精度变化问题,提高机器加工精度.E.机器装有自动激光对刀系统,能减少在生产中人工对刀的次数和降低对刀出现的误差,提高实际加工接面时的精度.6.Roeders高速加工中心目标:A.高精度.B.高光洁度.C.最短的加工时间.7.机器采用(HSK)热胀冷缩式刀头,优点如:A.高精度,无任何磨损,同心度少于0.003MMB.简单牢固可靠,特别适合高转速运行.C.硬质合金涂层刀,CBN及金属,陶瓷刀均适合使用.8.Roeders机器有多种型号(RFM600.RFM760.RP800.RFM1000).各种型号有它独特的加工优点.适合客户不同产品加工需求.机床重量从5500KG到13000KG不等.而且有着非常重要的重心向下设计.减少加工运动时产生的震动.保持机床的稳定性.b). 机床操作注意事项。
1.不能使用白钢刀具。
2.刀具直径和长度不能超出使用范围ROEDERS机床对刀具的使用要求:1)加热式刀头只能使用合金刀具和陶瓷刀具,不能使用其它种类的刀具.2)装刀前,先将刀具直身刀杆部分用细的砂纸打光.避免有小凸起.3)测量刀柄直径,符合以下条件的才算合格,如偏大,切勿使用(要求高)对于I型刀头: 直径比标示尺寸小0.01~0.003对于II型刀头: 直径比标示尺寸小0.007~0可见要求刀柄的实际尺寸都比名义尺寸小4)测量直身直径尺寸是否一致。
5)将刀柄以及刀头内孔用压缩空气吹干净。
6)拆刀及装刀前时需将刀头上的油渍清洁干净7)原则上,刀具尽可能地装得越短越好。
确保刀具末端的径向圆跳动公差为R2=0.01mm(参阅主轴测试报告)8) 加热至500度装刀。
9)刀头:为了避免损坏刀头及机床,请务必遵循刀头的最大尺寸以及刀具露出的长度。
参看如下图表RFM 760(S)8040100 (A=60)125 (A=60)15RFM1000(S)8545170 (A=65)220 (A=65)15RP80013045200 (A=65)10装刀:用缩紧夹具时,应注意不要将刀具在刀头中放的太进去了,放太进并不代表越安全,刀具不能超出刀头内腔的台肩。
3.精加工需要预热主轴。
预热主轴:当要进行精加工前,必须先预热主轴,然后再测量刀具长度。
这样可以避免在加工过程中,刀具由于温差发生长度变化而影响精度。
预热的时间取决于所要求的加工精度和之前主轴的状态:要求精度0.025mm0.010mm0.005mm 冷主轴,机床刚起动3min7~9min8~12min主轴停止超过3分钟2min5min6~8min主轴停止未超过3分钟1min3min4min4.加工过程中不能开门。
5.注意喷嘴安全高度。
6.按时维护机床,参考保养规则。
(见后面保养项目)7.模型精度高于精加工编程精度,精加工编程精度高于0.002mm。
8.停电前关机,避免数据丢失。
9.使用指定消耗品。
(详见后面保养项目)c).Roeders机床操作单元介绍及开关机过程。
一、操作单元控制系统安装在一台基于Windows NT或Windows 2000下的PC机上,操作与一般Windows的PC机一样。
为达到这个目的,终端配备了一个显示器、一个键盘、一个手指鼠标。
在启动控制系统后,你会发现一个带有程序管理器的Windows界面。
以下介绍运行机床的开关部件:图1:控制柜前面(RFM/RP) 图2:控制柜后面(RFM系列)1 急停开关2 软盘驱动器3 CD-ROM4 键盘5 显示器6 钥匙开关7 手动控制盒(Handbox)8 照明开关9 复位按钮(Reset)10 手指鼠标11 主开关(MAIN SWITCH)12 标牌13 冷水机接口图3:控制柜后面(RP系列)14 真空吸尘机接口15 真空吸尘机电源插座主开关(MAIN SWITCH)“主开关(MAIN SWITCH)”是用来开关机床的。
“主开关(MAIN SWITCH)”放置在控制系统柜的后面。
控制终端急停开关(Emergency Stop)当按下这个开关时,所有的进给马达以及主轴马达的电源都会被断开。
钥匙开关和复位按钮(Reset)为了安全的缘故,高速主轴只能在所有门被关上并锁好的状态下才能运行。
锁门与开锁是通过钥匙开关来实现的。
钥匙开关标示“C”位置是锁的状态,在“O”位置时是开的状态。
当锁门的时候,转换钥匙开关的同时必须按住“Reset”键。
如果关门后,没按“Reset”键就锁上钥匙开关,就会出现错误信息。
这时你必须再打开钥匙开关,然后重新开门再关门,按住“Reset”键,锁上钥匙开关。
照明开关开关在机床顶部的灯。
手指鼠标用随机配置的手指鼠标,你可以像使用普通的鼠标一样地操作控制系统,你可以在操作面上轻轻移动手指来移动鼠标指针要点击的话,只要轻轻地在操作面板上敲击,敲击一次代表单击,快速敲击两次就是双击,在右上角范围敲击相当于敲一般鼠标的右键。
如果想要拖动或者突出显示,你需要敲击两次,而且在第二次敲击时不要将手指抬起而移动手指头。
接线连接标准相应设备的连接标准可以在第10章数据中查找到。
冷水机接口这个接口是为了给机床附带的冷水机进行控制和提供电源。
真空吸尘机接口这个接口为真空吸尘机提供电源,真空吸尘机只会在本身开关打开时,通过控制系统击活。
手动控制盒(Handbox)1 急停按钮2 轴旋钮(Axis)3 换刀按钮4 停止按钮(Stop)5 “+”按钮6 手轮7 “-”按钮8 确认按钮(OK)9 启动按钮10 换刀指示灯11 调速旋钮(Override)图:手动控制箱(Handbox)“急停开关” (1)这个开关同机器上的“急停开关(Emergency Stop)”的作用相同。
“调速旋钮(Override)” (11)这个旋钮可以让你调整机床的进给速率,范围是本来速率的0%-150%,将开关转至0%处,机床的动作将会停止。
“轴旋钮(Axis)” (2)在“手动移动(Hand move)”中用这个开关开选择要移的坐标轴方向。
“换刀指示灯”(10)和“换刀按钮”(3)这个按钮可以打开主轴上的爪来进行手动换刀,从“主轴(Spindle)”窗口里激活换刀功能后,指示灯会显示这个功能是否有效。
“确认按钮(OK)”(8)和“停止按钮(Stop)”(4)按下“OK”键相当于用键盘输入“CTRL+ENTER”或用鼠标在输入窗口中按“OK”按钮。
所有激活的机器功能都可以按下“停止(STOP)”键来立即取消,机床会立即停止运转,主轴和冷却液也会立即停止,程序的运行也会终止。
但它不像“急停开关(Emergency Stop)”那会有损坏工件的危险。
“+”按钮(5)和“-”按钮(7)在“手动移动(Hand move)”过程中按下任一键,会朝选择的轴向移动。
在刀具安装过程中可以用来选择下一个或上一个刀具位置。
“手轮”(6)转动手轮会在“手动移动(Hand move)”模式下朝选中的轴向移动。
“启动按钮”(9)“启动按钮”安装在“手动控制箱(Handbox)”的左侧面。
当打开门的时候,按住“启动按钮”可以让机床进入设定模式,在这种模式下可以在限定速度内移动。
但是出于安全考虑,主轴不可以起动。
设定模式的周期限制为3分钟,如果超过3分钟,机器会自动停止运行。
你可以重新释放按钮再按住它开始新的一个周期。
二、开机过程1、打开压缩空气和稳压电源,检查气压(>6.5BAR)和电压(400V±15V)。
2、打开机床电源开关。
3、输入密码进入WINDOWS操作系统。
1 RMS6Verx.yz文件夹2 Windows Explorer文件管理器3 加工时间记录4 错误信息5 开机时间记录6 程序编辑器7 RMS6控制系统8 刀路模拟系统9 Windows Explorer文件管理器 10 计算器 11 系统信息备份程序4、双击RMS控制系统的图标进入RMS控制系统。
5、等RMS控制系统进入P40状态后,选取Mahine菜单里的Machine ON选项后点OK,然后拧开钥匙,打开全部门后再把门关上(刀库门先关),按Reset按钮,然后把钥匙拧回C位置。
6、待状态栏里的Machine:of f变成Machine: on后,点Handmove进入手动界面,并手动移动各个轴(Z轴往下移一点),然后选取Mahine菜单里的Referencing选项后点OK,使机床回归机床参考点(回零)。
7、待状态栏里的P40变成P41, Machine:off变成Machine: ref后,即可进行正常操作。
三、关机的过程1、选取Mahine菜单里的Machine OFF选项后点OK,然后点取右边的END,即可退出RMS控制系统。
2、选取WINDOWS的START项里的SHUT DOWN关闭WINDOWS系统。
3、待出现IT IS NOW SAFETY TO SHUT DOWN YOUR COMPUTER后关闭机床电源开关。
如果你不等到这个信息出现或者没有关闭Windows就把“主开关(MAIN SWITCH)”关闭的话,那有可能会丢失数据,最坏的可能会导致不能重新启动控制系统。
▲▲▲1.注意严禁直接关闭电源2.主轴停放在机床X Y轴的中间位置且Z轴不处于最高位置d). 介绍Roeders机床操作面板内的各项指令。