影响钢化玻璃平整度的因素
- 格式:docx
- 大小:15.46 KB
- 文档页数:6

玻璃平整度的判定标准
玻璃平整度的判定标准通常根据不同的应用场景和行业规范而有所不同。
以下是一些常见的玻璃平整度判定标准:
1. 光学玻璃标准:对于光学玻璃而言,平整度是非常重要的指标。
根据国标规定,一等品玻璃不得有波纹、气泡、结石、裂纹等缺陷,平面度误差在0.003mm以内,厚度误差在±0.2mm以内。
而二等品和三等品玻璃的要求相对较低,允许有一定的缺陷和误差。
2. 建筑玻璃标准:在建筑行业中,玻璃平整度也是重要的指标之一。
根据相关标准,钢化玻璃的平整度要求在0.1mm以内,夹层玻璃的平整度要求在0.2mm以内。
同时,对于中空玻璃、镀膜玻璃等其他建筑玻璃,也有相应的平整度判定标准。
3. 家具玻璃标准:在家具行业中,玻璃主要用于茶几、餐桌、电视柜等家具上。
对于这些场合使用的玻璃,其平整度要求相对较低。
一般来说,只要玻璃表面无明显划痕、气泡、杂质等缺陷,就可以满足一般家庭使用的需求。
总之,玻璃平整度的判定标准需要根据具体的应用场景和行业规范来确定。
对于光学玻璃、建筑玻璃等高精度要求的场合,需要严格按照相关标准进行检测和控制。
而对于一般家庭使用等低精度要求的场合,则可以根据实际情况进行判定。
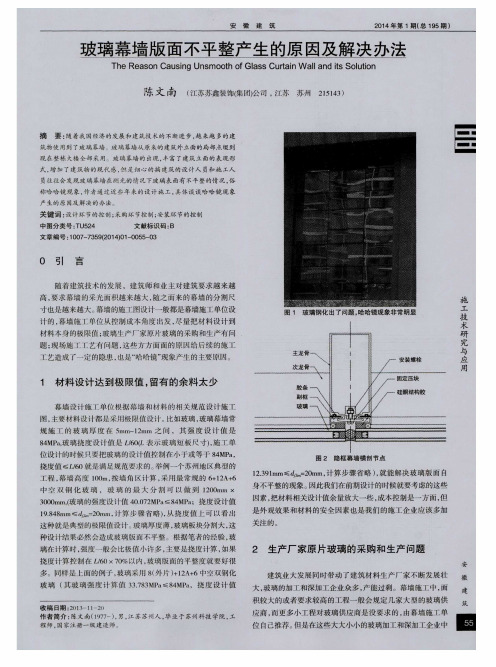

幕墙玻璃成像畸变的原因及解决方案摘要:本文就玻璃幕墙顽疾——玻璃不平整所带来的影响,重点分析了导致玻璃成像畸变的原因及解决方案。
旨在为施工现场管理人员提供帮助,了解玻璃不平整的原因,尽可能的减少幕墙哈哈镜效果的发生。
关键词:玻璃幕墙;成像畸变;玻璃不平整;钢化玻璃;引言玻璃幕墙作为现代一大时尚建筑装饰,它将建筑美学、建筑节能、建筑功能和建筑结构等因素统一起来,使建筑物从不同角度呈现出不同的色调。
以其极具现代感的外观和高透光性,被广泛的应用于酒店、商业、办公楼和公共建筑等领域,但其玻璃成像畸变这一问题时常发生,对幕墙的整体效果造成严重影响,本文就玻璃幕墙成像畸变的原因进行分析,探讨如何让从前期进行干预,中尽可能的提升幕墙玻璃的平整度,从而避免后期大面积成像畸变。
1、玻璃的加工、选用与成像畸变的关系玻璃成像的原理是光线在通过透明材料时发生的多次反射和折射,将光线转换并聚焦于一个点上,从而形成图像。
因此,图像的呈现的效果取决于玻璃表面的平整程度,其平整度越高,成像质量越好。
1.1 玻璃加工工艺根据现行的相关国家标准,玻璃幕墙的玻璃必须是安全玻璃。
在所有的安全玻璃中,钢化玻璃和夹层玻璃被广泛应用于玻璃幕墙。
根据了解,平面钢化玻璃平整度常常不如人意,在该问题的研究中,发现其主要原因可以归纳为以下5个方面:1、由于玻璃在加热过程中上下表面存在温差,导致玻璃变形;2、由于玻璃在加热过程中存在中间和边部温差,导致玻璃变形;3、随机的温度分布不均匀是玻璃变形的罪魁祸首之一,因为玻璃对钢化时对温度的敏感性较高;4、辊道变形造成的玻璃变形;5、钢化玻璃的波浪纹现象[1]。
国家标准对钢化玻璃和平板玻璃的弯曲度作出了严格的要求,就钢化玻璃而言,其弯曲度要求为:平面钢化玻璃的弯曲度,弓形时应不超过0.3%,波形时应不超过0.2%[2]。
而对于平板玻璃,其弯曲度要求更为严格,为均不应超过0.2%[3]。
由此可以看出,钢化玻璃在保证质量的前提下,其本身的翘曲无法避免,但是质量好的玻璃其翘曲量会小一点,对于符合国家标准的钢化玻璃来说,其依然是存在一定的翘曲,在这种情况下,我们建议在玻璃的深加工上选择由大厂加工,因为大厂拥有着严格的质量管理体系、规范的流程,其较于小型深加工厂,其加工质量更具优势。

钢化玻璃国标误差范围钢化玻璃是一种具有较高强度和耐冲击性能的玻璃制品,在建筑、汽车等领域有着广泛的应用。
然而,由于生产过程中的各种因素,钢化玻璃的尺寸和平整度可能会存在一定的误差。
为了保证钢化玻璃的质量和使用效果,国家制定了相应的国标,规定了钢化玻璃的误差范围。
本文将围绕钢化玻璃国标误差范围展开讨论。
钢化玻璃的误差范围主要包括尺寸误差和平整度误差两个方面。
尺寸误差是指钢化玻璃的实际尺寸与设计尺寸之间的差异。
根据国标的规定,钢化玻璃的尺寸误差应在一定的范围内,一般为正负1mm。
这意味着,钢化玻璃的实际尺寸可以在设计尺寸的基础上增加或减少1mm,但不能超出这个范围。
平整度误差是指钢化玻璃表面的平整程度与标准要求之间的差异。
国标规定了钢化玻璃表面的平整度应满足一定的要求,一般为正负0.2mm。
这意味着,钢化玻璃的表面在一定的范围内可以存在最大0.2mm的凹凸不平,超出这个范围就会被认为是不合格品。
钢化玻璃的误差范围的设定是为了保证其质量和使用效果。
尺寸误差的控制可以确保钢化玻璃在安装时的准确性和紧密性,避免出现因尺寸不合适而导致的漏风、漏水等问题。
平整度误差的控制可以保证钢化玻璃的表面平整度,使其在使用过程中不会产生视觉上的瑕疵,影响美观度和观感。
除了尺寸误差和平整度误差外,钢化玻璃还有其他一些可能存在的误差,如光学性能误差、弯曲度误差等。
光学性能误差是指钢化玻璃在透光性、折射率等方面与标准要求之间的差异。
弯曲度误差是指钢化玻璃的弯曲程度与标准要求之间的差异。
这些误差也是影响钢化玻璃质量和使用效果的重要因素。
为了确保钢化玻璃的质量,生产企业需要严格按照国标要求进行生产和检测。
在生产过程中,应严格控制各项工艺参数,避免因工艺不当而导致的误差。
在产品出厂前,应进行全面的检测和测试,确保产品符合国标要求。
同时,安装和使用过程中也需要注意,避免因操作不当而引起的误差。
钢化玻璃国标对其误差范围进行了明确的规定,旨在保证钢化玻璃的质量和使用效果。

怎样处理玻璃幕墙平坦度和“应力斑”有人说,你走在北京长安街回头望去,两边的玻璃幕墙简直满是大花脸,映进去的影子底子不是静面的,彻底违反了本来的初衷。
这就是咱们所说的平坦度发作变形,不管是翘曲变形仍是波涛变形,成果都相同。
平坦度变形有两种状况,一个是全体翘曲,另一个是波筋。
做钢化玻璃的人一般更关注玻璃的全体翘曲,即几许变形,而不太注意它的光学功能。
由于翘曲是很简单发现的,但波筋得从另一个视点,透过玻璃的影子看过去,假如直线变成正弦波,倒进去的景象彻底不是本来的形象了,这就是波筋。
大都业内人士对波筋认识淡漠,殊不知,波筋的损害度比平坦度损害更大。
玻璃全体曲折能够有时机调整,但波筋一旦构成则无法处理,调整起来适当费事。
玻璃烧硬一点带来成品率下降,烧软了有波筋,所以很难找到这个点,有时仅凭借着操作工的经历,完满是人为操作。
应力斑构成的原因许多,成果看上去方式是相同的,从里边向外面看是黑斑,从外面向里边看是彩虹斑。
纯平无斑逐个很坦率地说,要做到这一点,不可能靠一两项什么先进的技能就能够彻底处理,也不是靠一两项办法就能把它铲除。
由于这些缺点是许多的因素构成的,所以要真实做到纯平无斑,是需求方方面面来平衡的。
榜首、炉温的全体均匀性它的好坏影响玻璃的平坦度,也影响应力斑。
由于假如炉体温度上热下凉,就会引起玻璃的曲折;而假如炉膛温度前高后低,可能会引起波筋或炸玻璃。
这就是全体的炉膛均匀性差,那么这种温度的不均匀必定会在应力斑上反映出来。
咱们知道,应力斑是在钢化过程中高温降为低温的冷却过程中构成的应力。
既使你吹风很均匀,但炉温不均匀,那也会呈现应力斑。
处理的办法,就是矩阵式加热。
北玻早己选用矩阵式的加热了,并且仍是智能调功的,它能够很好的操控温度。
第二、部分的均匀性部分也是要害,特别对应力斑影响最为杰出,其次是平坦度和波筋。
在这个间题上,咱们用幅射板来处理,它是专门处理部分间题的。
试想,一个很厚的耐热钢,你是很难让它部分忽冷忽热的。

钢化玻璃规范钢化玻璃是一种具有高强度、高耐力和安全性能的玻璃制品。
它经过加热处理,然后迅速冷却,使玻璃表面形成压应力,内部形成拉应力,从而提高其强度和抗冲击性。
以下是钢化玻璃的规范。
一、产品标准1. 钢化玻璃产品应符合国家相关标准的要求,并通过相应的检测和认证。
2. 钢化玻璃产品的标志应清晰可辨,包括生产厂家的名称、地址、产品型号、批号等信息。
二、质量要求1. 钢化玻璃的外观应无明显的瑕疵和污点,表面应平整光滑。
2. 钢化玻璃的尺寸、厚度和平整度应符合设计要求和工程图纸。
3. 钢化玻璃的耐冲击性能应符合相关标准的要求,能够承受一定的外力冲击而不破碎。
三、安全性能要求1. 钢化玻璃的抗风压性能应符合国家建筑标准的要求,能够承受风力冲击而不破碎。
2. 钢化玻璃的耐热性能应符合相关标准的要求,能够承受正常温度变化而不破碎或产生裂纹。
3. 钢化玻璃的防爆性能应符合相关标准的要求,能够承受一定冲击力而不破碎。
四、施工及安装要求1. 钢化玻璃的搬运、储存和安装过程中应注意防止碰撞、磕碰和摩擦,避免对玻璃产生损坏。
2. 安装钢化玻璃时,应使用适当的固定装置,确保玻璃牢固、稳定,避免发生意外事故。
3. 钢化玻璃的边缘处理应采用安全圆角、倒角等方式,以减少边缘的锐利度。
五、日常维护和保养1. 钢化玻璃表面的清洗应使用中性清洁剂和软质布进行,避免使用酸碱性强的清洁剂和粗糙的布料,以免损坏玻璃表面。
2. 钢化玻璃上的划痕应及时修复,以防扩大破损面积,影响使用寿命和外观。
3. 钢化玻璃使用过程中,要注意避免重物碰撞、尖锐物体刮擦和剧烈温差变化,以保证其安全使用。
总结:钢化玻璃规范是针对钢化玻璃产品的质量、安全、施工和维护等方面制定的标准。
符合规范的钢化玻璃产品能够保证其高强度、高耐力和安全性能,确保其正常使用和寿命。
在购买和使用钢化玻璃时,要仔细了解和遵守相关规范,以确保产品的质量和安全。

制作钢化玻璃的过程中有哪些注意事项制作钢化玻璃的过程中需要注意以下几点:
1.温度控制:钢化炉温度应保持在设定的范围内,以确保玻璃不会发生波形变形。
2.加热和冷却时间:应合理设置加热和冷却时间,使玻璃在钢化过程中缓慢升温,避
免内部应力过大。
3.急冷段芳纶绳:应及时更换磨损、凸起、缠绕时重叠的急冷段芳纶绳,以保证玻璃
在钢化过程中受热均匀。
4.后端陶瓷辊水平校准:确保陶瓷辊水平校准,以避免玻璃在钢化过程中发生翘头现
象。
5.镀膜膜层偏厚:通知镀膜调整镀膜膜层厚度,以保证玻璃表面的镀膜质量。
6.原片波形大:更换原片,以保证玻璃的质量和钢化效果。
或者降低钢化炉温度或缩
短钢化炉加热时间,以避免玻璃波形变大。
7.翘头:检查并调整急冷段芳纶绳的松紧程度,以避免翘头现象的发生。
以上是制作钢化玻璃过程中需要注意的问题,确保这些问题得到妥善处理可以有效提高产品质量和生产效率。

怎样解决玻璃幕墙平整度”和“应力斑”有人说,你走在北京长安街回头望去,两侧的玻璃幕墙几乎全是大花脸,映进去的影子根本不是静面的,完全违背了原来的初衷。
这就是我们所说的平整度发生变形,不管是翘曲变形还是波浪变形,结果都一样。
平整度变形有两种情况,一个是整体翘曲,另一个是波筋。
做钢化玻璃的人通常更关注玻璃的整体翘曲,即几何变形,而不太注意它的光学性能。
因为翘曲是很容易发现的,但波筋得从另一个角度,透过玻璃的影子看过去,如果直线变成正弦波,倒进去的景物完全不是原来的形象了,这就是波筋。
多数业内人士对波筋意识淡薄,殊不知,波筋的危害度比平整度危害更大。
玻璃整体弯曲可以有机会调整,但波筋一旦形成则无法解决,调整起来相当费事。
玻璃烧硬一点带来成品率下降,烧软了有波筋,所以很难找到这个点,有时仅凭借着操作工的经验,完全是人为操纵。
应力斑造成的原因很多,结果看上去形式是一样的,从里面向外面看是黑斑,从外面向里面看是彩虹斑。
纯平无斑一一很坦率地说,要做到这一点,不可能靠一两项什么先进的技术就能够彻底解决,也不是靠一两项措施就能把它根除。
因为这些缺陷是诸多的因素造成的,所以要真正做到纯平无斑,是需要方方面面来平衡的。
第一,炉温的整体均匀性它的好坏影响玻璃的平整度,也影响应力斑。
因为如果炉体温度上热下凉,就会引起玻璃的弯曲;而如果炉膛温度前高后低,可能会引起波筋或炸玻璃。
这就是整体的炉膛均匀性差,那么这种温度的不均匀必然会在应力斑上反映出来。
我们知道,应力斑是在钢化过程中高温降为低温的冷却过程中形成的应力。
既使你吹风很均匀,但炉温不均匀,那也会出现应力斑。
解决的办法,就是矩阵式加热。
北玻早己采用矩阵式的加热了,并且还是智能调功的,它可以很好的控制温度。
第二,局部的均匀性局部也是关键,特别对应力斑影响最为突出,其次是平整度和波筋。
在这个间题上,我们用幅射板来解决,它是专门解决局部间题的。
试想,一个很厚的耐热钢,你是很难让它局部忽冷忽热的。

钢化玻璃平整度国标标准钢化玻璃是一种经过特殊处理的玻璃,具有更高的强度和耐冲击性能。
然而,为了确保钢化玻璃的质量,平整度的要求非常重要。
平整度是用于评估钢化玻璃表面是否平坦的指标,是影响玻璃质量的重要因素之一。
因此,钢化玻璃平整度的国标标准是非常重要的。
钢化玻璃平整度的国标标准在国家标准《钢化玻璃》(GB/T11944-2012)中有详细规定。
根据该标准,钢化玻璃平整度主要分为两个方面的要求:平整度误差和表面弯曲度。
首先,钢化玻璃的平整度误差要求。
平整度误差是指钢化玻璃表面的高低不平度。
国标规定了表面平整度误差的检测方法和要求。
按照标准规定,钢化玻璃的表面平整度误差应满足以下要求:平面度误差在表面平均偏离值中不得超过玻璃厚度的1/200,且局部偏离值不得超过玻璃厚度的1/150。
其次,钢化玻璃的表面弯曲度要求。
表面弯曲度是指钢化玻璃在整个平面上的弯曲程度。
国标规定了表面弯曲度的检测方法和要求。
按照标准规定,钢化玻璃表面弯曲度不得超过玻璃板面最大偏离高度的1/1000。
此外,国标还规定了钢化玻璃的其他一些技术要求。
例如,钢化玻璃的尺寸公差不得超过国家相关标准所规定的范围;钢化玻璃的边缘强度不得低于设计值;钢化玻璃的抗冲击性能要满足相关标准等。
为了确保钢化玻璃的质量,相应的检测设备和方法也是非常重要的。
国标中详细规定了钢化玻璃平整度的检测方法,包括使用激光干涉测量仪或光栅投影儀进行表面平整度和表面弯曲度的测量。
这些设备可以高精度地测量钢化玻璃的平整度,确保其符合国家标准的要求。
钢化玻璃平整度的国标标准的制定对于保障钢化玻璃质量具有重要意义。
它不仅为制造商提供了明确的质量要求,还能够确保钢化玻璃在使用过程中的安全性和稳定性。
同时,合理的国标标准还能够促进钢化玻璃行业的发展和技术进步。
总而言之,钢化玻璃的平整度国标标准是保证钢化玻璃质量的重要指标之一。
根据国家标准《钢化玻璃》(GB/T11944-2012),钢化玻璃的平整度要求包括平整度误差和表面弯曲度。

钢化玻璃平整度国标标准
《钢化玻璃平整度国标标准》
一、适用范围
本标准适用于满足GB/T 9963-1988强化玻璃要求的钢化玻璃平整度的检测。
二、定义
2.1平整度:指钢化玻璃表面离散点或线的距离和波动,其中离散点的距离是指按照钢化玻璃上下表面的比例尺检测出来的空洞,缺口或凹角等的距离,离散线的波动是指按照钢化玻璃表面线的比例尺检测出的表面线条的测量结果。
2.2检测距离:指在钢化玻璃表面检测时采用的比例尺,该比例尺可以放大原始尺寸俩倍或原始尺寸的十倍,其中原始尺寸指在钢化玻璃表面检测时采用的基本比例和原始尺寸。
三、检测程序
3.1实验准备
3.1.1实验仪器
检测仪器应按GB/T 9963中的要求确定,其中包括模板、比例尺、绘图仪、测量仪等。
3.1.2实验材料
检测材料应按照GB/T 9963中的要求确定,其中包括:钢化玻璃面板、检测用标准块、检测用水泥层等。
3.2检测过程
3.2.1实验材料准备
钢化玻璃板应按要求进行清洁,用模板将材料进行定位,安装后在钢化玻璃面板上进行检测。
3.2.2检测结果
检测过程中,根据比例尺检测钢化玻璃表面的离散点和离散线,并记录检测结果,然后按照比例尺上的标准,检测出的每个离散点或每条离散线的距离或波动。
3.2.3检测报告
检测完成后,应将检测结果汇总,准备检测报告,具体根据检测结果,判断钢化玻璃的平整度符合不符合GB/T 9963-1988的要求。
钢化玻璃外观质量问题及原因分析(上)钢化玻璃的外观质量问题有许多表现形式,我们按照其出现在生产过程中阶段的不同,将其分为两大类:①由原片质量缺陷造成的钢化玻璃外观质量问题,如:点状缺陷(气泡、夹杂物)、划伤、光学变形等;②由钢化加工过程造成的外观质量问题,如:钢化玻璃的平整度问题(波浪纹、吻合度、板面变形)、光学方面的问题(中部灰色、应力斑过重、虹彩现象)、白道、划伤、麻点等。
1.由原片缺陷造成的外观质量问题及原因分析最常见的有:点状缺陷(气泡、夹杂物)、划伤、光学变形等。
气泡、夹杂物和光学变形是原板固有的缺陷,划伤是在原片玻璃生产和搬运过程中形成的。
如果原片达不到相应的标准要求,不仅会使钢化后的玻璃在外观质量方面达不到《钢化玻璃》国家标准要求,同时也会大大增加钢化玻璃的炸炉、应力分布不均匀、自爆、机械强度降低、热稳定性以及各种安全性能变差等的风险,导致钢化炉的停产、清炉,使得产品的成品率和生产效率下降,生产成本的上升,造成没必要的浪费。
钢化玻璃生产企业即使通过调整钢化炉的工艺参数也无法避免这类质量问题的发生,而企业只能通过严格控制生产管理制度,对员工加强培训,使操作人员熟练掌握检验标准的内容和相应的检验方法,对原片玻璃进行严格的筛选,避免有问题的原片玻璃流入再加工阶段。
2.由钢化加工过程造成的外观质量问题最常见的有:钢化玻璃的平整度问题(波浪纹、吻合度、板面变形)、光学方面的问题(中部灰色、风斑过重、虹彩现象)、白道、划伤、麻点等。
2.1钢化玻璃平整度不好的问题钢化玻璃平整度不好的问题可以分为2类:第1类,弯型钢化玻璃平整度不好的问题。
对这类问题通常考虑其吻合度指标,当弯型钢化玻璃成品出现吻合度达不到设计要求时,主要会出现以下3种现象:(1)成品玻璃与设计要求出现扭曲偏差。
这说明需要进行弯钢化的玻璃在辊道上的位置没有放置正确,玻璃弯曲的中心线与辊道不平行,如果出现这种情况,操作人员需要重新调整玻璃在上片台上的位置,使玻璃弯曲的中心线与辊道处于平行状态。

市场对钢化玻璃平整度的要求你了解多少⽬前市场上对钢化玻璃平整度的要求越来越⾼,最终的检验效果是玻璃(单⽚或钢化后的中空玻璃)安装到建筑物上,玻璃上反射的外界景物在⼏⼗⽶外看存在多⼤的扭曲变形,⽬前⼤部分玻璃均存在明显的变形现象。
当然中空玻璃由于环境温度或海拔⾼度的变化,造成内外压差导致玻璃凸起或凹陷现象,也会产⽣明显的扭曲变形现象。
如果中空玻璃⽣产时的环境温度和海拔⾼度与现场安装使⽤时的条件⼀致,并且安装良好,则中空或者安装因素不会对玻璃变形造成⼤的影响。
这⾥我们只讨论钢化平整度对以上变形现象造成的影响。
⽬前衡量钢化玻璃的平整度主要有两个技术指标:⼸形度和波形度,国家标准都有定义。
波形度⼜分为中部波形度和边部波形度(翘曲),⽬前先进的钢化炉可以做到批量⽣产过程中,6mm透明钢化玻璃⼸形度≤1‰、中部波形度≤0.05/300mm、边部波形度≤0.10/300mm,远远优于国家标准。
但在有些情况下,远处看玻璃成像,依然能看到玻璃的边部反射成像存在扭曲现象。
真空玻璃的保温隔热性能是基于真空保温瓶原理。
兰迪 V 玻产品的隔热效果超过 1.5 ⽶厚的砖墙,是普通中空玻璃的 4~6倍,U 值(也叫传热系数或 K值)低⾄ 0.4 W/m2·K(欧洲 IFT 实验室报告)。
真空玻璃的隔声降噪性能基于声⾳在真空条件下不传播。
兰迪 V 玻计权隔声量达到 39 分贝(CTC国检集团报告),⼀般中空玻璃的计权隔声量为 28 分贝左右。
使⽤兰迪 V 玻,即使在机场、⾼架桥或主⼲道旁,室内也如图书馆⼀样安静。
说明:计权隔声量越⾼,隔声效果越好。
如室外噪⾳是 75 分贝,使⽤兰迪 V 玻后,室内的声⾳为 36分贝(75-39=36),图书馆内⼀般为 40 分贝以下。
钢化真空玻璃V玻预期寿命可达25年以上拥有⾼真空内腔,使⽓体传热可以忽略,同时采⽤⾼性能Low-E玻璃,⼤幅抑制辐射传热,保证V玻的传热系数(U值)低⾄0.4W/(m2·K)。
幕墙玻璃变形的原因?What actually results in glass image deformation?在幕墙门窗工程项目中,关于玻璃安装后的成像变形的问题,很多时候开发单位及施工方都会归结于“钢化变形”,但实际上引起玻璃成像失真的原因有很多,各种因素对失真的影响也不尽相同。
When imaging distortion happens in the curtain wall/ windows and doors projects, people always blame for tempering deformation. But as a matter of fact, there are many other reasons for it, and all those reasons have different influence on the glass image formation.引起玻璃变形,主要有以下四个因素:Let’s see the four main possible reasons as below:一、玻璃原片与加工因素The raw glass sheet and the machining process原片:我们通常看到的玻璃成像都是光线穿过玻璃被反射回来的影像。
衡量原片光学变形的是斑马角,根据我国的浮法玻璃标准,建筑级玻璃的斑马角需达到50度,汽车级和制镜级的玻璃则要求达到60度以上;而国外高档浮法玻璃的斑马角可以达到70度以上。
Raw glass sheet: The ray of light passes through the glass and reflected – that is how the image formation comes. Usually we use zebra angle to measure the optical distortion of glass sheet. According to our domestic criteria for float glass – the zebra angle of glass used for architecture shall be 50°, while those for automobiles and mirror-manufacture shall be over 60°. And for some high-end float glass abroad, it can reach over 70°.(斑马角:在距离观察者9米远处放置一斑马幕,在斑马幕与观察者中间放置玻璃样品,观察者透过玻璃样品观察斑马条纹,首先让条纹变形,然后慢慢转动试样直到形消失,记录此时玻璃法线与视线的夹角,简称斑马角,通常用斑马角的大小来评价浮法玻璃的光学变形。

钢化玻璃平整度的控制
吴会改;李昕
【期刊名称】《玻璃》
【年(卷),期】2005(32)5
【摘要】分析了钢化玻璃变形弯曲的原因,提出了各种情况下解决钢化变形的方法.【总页数】3页(P62-64)
【作者】吴会改;李昕
【作者单位】秦皇岛耀华工业技术玻璃厂,秦皇岛市,066004;秦皇岛耀华工业技术玻璃厂,秦皇岛市,066004
【正文语种】中文
【中图分类】TQ171
【相关文献】
1.浅谈对于门窗幕墙钢化玻璃平整度的控制工艺 [J], 许伟光
2.如何持续保持好钢化玻璃平整度的技术分析 [J], 程立华;
3.浅谈影响钢化玻璃平整度的因素及处理对策 [J], 许伟光
4.影响钢化玻璃平整度的相关因素分析 [J], 许伟光
5.浅谈影响钢化玻璃平整度因素及处理对策 [J], 许伟光
因版权原因,仅展示原文概要,查看原文内容请购买。
钢化玻璃平整度的控制钢化玻璃平整度的控制钢化玻璃平整度的控制目前绝大部分钢化玻璃是采用水平钢化技术生产制造的,水平钢化技术生产的钢化玻璃在玻璃平整度的方面虽然比垂直吊挂生产方法生产的钢化玻璃在平整度方面有了很大的改善,一方面没有了吊挂部位的夹钳印,另一方面玻璃在石英辊道上运动就象被放在一个模具上一样在很大程度上限制了软化玻璃的变形,但是,水平钢化玻璃的变形仍然是影响钢化玻璃质量的重要因素。
国家标准规定:平型钢化玻璃的平面弯曲度,弓形弯时应不超过0.5 ,波形弯时弯曲度应不超过0.3 。
,钢化玻璃的平整度差和厚薄不均在使用时一方面造成玻璃的反射光学变形,另一方面也会产生光学畸变,用于夹层玻璃时会造成合片后的夹层玻璃厚薄不均,引起光学上的变形,更进一步影响产品的视觉效果,夹层玻璃的局部变薄还会影响产品的粘结性能;若钢化玻璃弯曲度不好,应用于中空玻璃时,在挤压合片时会造成异丁胶不均,影响外观质量,也影响密封质量,并且可能造成局部超厚,进一步影响安装。
因此控制钢化玻璃的平整度非常重要。
1 引起钢化玻璃弯曲的原因分析钢化玻璃的变形主要来自丽方面;首先是辊道的精度问题,其次就是应力不均匀问题。
1 辊道存在问题引起的钢化玻璃平整度不良1.1.1 加热辊道变形通常,水平辊道钢化炉的辊道是由熔融石英或陶瓷材料制成的,其具有很好的耐热冲击性和热稳定性,但由于有时其内部结构的不均匀性可能导致在加热时特别是高温下产生热变形。
辊道的热变形必然引起辊道的弯曲,也必然引起在其表面运动的玻璃产生变形。
1.1.2 辊道被磨损辊道经过长时间地使用和反复的清理,必然导致辊道的磨损,特别是在清理辊道上粘接的比较牢固的杂质时,通常都使用打磨的方法进行清理,长期的使用和多次的清理会导致辊道磨失不均,一方面在同一辊道上出现粗细不均或出现偏心,另一方面辊道与辊道之间有时由于不同时更换却同时使用,粗细不均的新旧辊道或磨损程度不同的辊道同时使用也会导致辊道粗细不均。
影响钢化玻璃平整度的因素
目前绝大部分钢化玻璃是采用水平钢化技术生产制造的,水平钢化技术生产的钢化玻璃在玻璃平整度的方面虽然比垂直吊挂生产方法生产的钢化玻璃在平整度方面有了很大的改善,一方面没有了吊挂部位的夹钳印,另一方面玻璃在石英辊道上运动就象被放在一个模具上一样在很大程度上限制了软化玻璃的变形,但是,水平钢化玻璃的变形仍然是影响钢化玻璃质量的重要因素。
国家标准规定:平型钢化玻璃的平面弯曲度,弓形弯时应不超过0.5 ,波形弯时弯曲度应不超过0.3 。
,钢化玻璃的平整度差和厚薄不均在使用时一方面造成玻璃的反射光学变形,另一方面也会产生光学畸变,用于夹层玻璃时会造成合片后的夹层玻璃厚薄不均,引起光学上的变形,更进一步影响产品的视觉效果,夹层玻璃的局部变薄还会影响产品的粘结性能;若钢化玻璃弯曲度不好,应用于中空玻璃时,在挤压合片时会造成异丁胶不均,影响外观质量,也影响密封质量,并且可能造成局部超厚,进一步影响安装。
因此控制钢化玻璃的平整度非常重要。
1 引起钢化玻璃弯曲的原因分析
钢化玻璃的变形主要来自两方面;首先是辊道的精度问题,其次就是应力不均匀问题。
1 辊道存在问题引起的钢化玻璃平整度不良
1.1.1 加热辊道变形
通常,水平辊道钢化炉的辊道是由熔融石英或陶瓷材料制成的,其具有很好的耐热冲击性和热稳定性,但由于有时其内部结构的不均匀性
可能导致在加热时特别是高温下产生热变形。
辊道的热变形必然引起辊道的弯曲,也必然引起在其表面运动的玻璃产生变形。
1.1.2 辊道被磨损
辊道经过长时间地使用和反复的清理,必然导致辊道的磨损,特别是在清理辊道上粘接的比较牢固的杂质时,通常都使用打磨的方法进行清理,长期的使用和多次的清理会导致辊道磨失不均,一方面在同一辊道上出现粗细不均或出现偏心,另一方面辊道与辊道之间有时由于不同时更换却同时使用,粗细不均的新旧辊道或磨损程度不同的辊道同时使用也会导致辊道粗细不均。
以上结果的出现将导致辊道运行表面的不平,玻璃在这种不平的辊道上最终被加热到软化温度并在不平的辊道上进行传动,软化的玻璃肯定会出现变形,玻璃这种变形保留到玻璃被增强以后会使钢化后的玻璃产生变形。
1.1.3 风栅辊道变形
玻璃在加热炉加热后迅速被传递到风栅辊道上,此时玻璃仍处于软化状态,风栅辊道如果变形必然影响玻璃的平整度,而最容易使风栅辊道变形的原因主要有两种:一是传动辊道弯曲,二是辊道表面的隔热材料缺损。
1.2 由于加热温度不均引起的热变形
1.2.1 玻璃在加热时上下表面存在温差当玻璃被传递到加热辊道上时,玻璃的下表面与辊道接触,加热辊道直接以传导的方式与玻璃进行热交换,玻璃的上表面则是通过热辐射的方式加热玻璃的上表面,下表面的传热速度高于上表面的传热速度,当不采取热平衡辅助加热
时,玻璃的上表面温度低于下表面的温度,而在开始加热时玻璃是典型的弹性体,玻璃的热膨胀系数又比较高(玻璃的线膨胀系数为9×10 /。
C),由于下表面温度高于上表面温度,下表面的膨胀速度高于上表面,使玻璃向上弯曲即玻璃周边翘离辊道,形成玻璃中间被加热且只有中间被辊道支撑,当玻璃被继续加热时与辊道接触的位置首先达到软化温度并承受玻璃的全部重量,玻璃的中间部位会发生“流动” 变形,中问部位变薄导致出现辊道印痕甚至是光学变形,另一方面当玻璃全部被加热到软化温度后玻璃展平,但温差并未消失,这种带有温差的玻璃被均匀冷却到室温时玻璃热面的收缩大于冷面的收缩而
形成向热面的弯曲。
1.2.2 中间和边部存在温差引起玻璃变形
玻璃在加热炉内加热时,如果最终玻璃的中部温度高于边部温度,玻璃在冷却过程中,热的中间部位收缩大于冷的边部收缩,最终玻璃被冷却到室温且温差消失时,玻璃的边部尺寸就会大于中间尺寸,在玻璃的边部形成较大的压缩应力,为平衡这种不均匀的应力玻璃呈现马鞍型形状。
同样,一块玻璃在加热炉内被加热,如果最终延平面的温度分布是边部高于中部,玻璃在冷却过程中,较热的玻璃边部收缩量大于较冷的中间部位收缩量,最终玻璃被冷却到室温且温差消失时,玻璃的中间尺寸就会大于边部尺寸,在玻璃的边部形成较大的张应力状态,为平衡这种不均匀的应力玻璃最终呈现锅形状态且这种状态是双向的,即玻璃中间的凸出会向两个方向改变。
I.2.3 随机的温度分布不均
以上两种温度分布不均主要是由于操作不当引起的,随机的温度分布不均可能由于设备状态不良引起的,钢化炉的加热丝有局部的损坏、温度传感器的位置发生改变或失真、玻璃在辊道上的码放不合理等均会使玻璃受热不均,这种随机的温度分布不均将导致玻璃平面方向上在加热时产生不均匀的温度分布,玻璃在冷却收缩时不同的区域发生不规则的和没有规律的收缩将导致玻璃平整度不良。
1.3 冷却不均引起的热变形
众所周知,玻璃加热到软化点之后被迅速冷却,在玻璃的表面产生足够的压应力,在玻璃的内部产生与压应力相平衡的张应力的过程就是玻璃的钢化,钢化后的玻璃在受到外力作用时首先释放压应力,然后再在玻璃表面产生张应力从而使钢化玻璃的强度高于普通玻璃。
钢化玻璃是存在永久应力的玻璃,在玻璃内部应力不平衡时也会产生变形:当上表面的压应力大于下表面的压应力时为平衡应力玻璃向下弯曲,同样,当下表面的压应力大于上表面的压应力时为平衡应力玻璃向上弯曲,玻璃在冷却过程中由于上下两表面冷却速度不均,冷却速度快的表面产生的应力大于冷却速度慢的表面。
2 控制钢化玻璃平整度的对策
2.1 针对加热辊道变形的对策在玻璃钢化前让辊道有足够的时间预热,使得辊道受热均匀,消除应力,减少辊子的应力变形。
针对辊道磨损,在清理辊子时需打磨整个辊子,尽量避免打磨辊子的局部,使辊子磨损均匀,保持辊子的一致性。
并且时常检查调整辊道的高度,
使辊道在运行时上表面为一个平面,以保持玻璃表面的平整。
风栅辊道的结构是在金属辊道表面缠绕尼龙绳作为隔热材料,玻璃在风栅里炸裂容易将尼龙绳割断,造成辊道表面不平,要及时检修,更换尼龙绳。
2.2 针对因加热温度不均而引起的热变形的控制对策
(1)针对上下表面存在温差,当玻璃向上弯曲时,说明玻璃上表面温度高。
应当降低上表面温度,同时为保持玻璃整体的加热温度不变,适当提高下表面的温度;当玻璃向下弯曲时,说明下表面温度高与上表面温度,需适当降低下表面温度,同时提高上表面温度。
若在调节温度时,钢化成品率及钢化质量受到影响,则分别适当延长加热时间或减少加热时间。
(2)针对因中间和边部存在温差引起的玻璃变形,如果玻璃呈现马鞍型形状时说明炉体保温不好或者是温度设定值边缘偏低,需调节边缘的温度设定值;当玻璃呈现锅底形状时,若由于是热历史的
原因造成需暂不码放玻璃,先空炉运转,使炉内温度分布均匀后然后再上片;若是温度设定问题,需调整温度设定参数,使炉内温度分布均匀。
(3)针对随机的温度不均,则需及时检修设备,避免设备状态不良,常清理温度传感器附近的玻璃渣,使温度传感器所感受的温度是准确的炉温,同时在上片是避免多炉以同一状态码放。
2.3 针对因冷却不均而引起的热变形的控制对策对于在冷却过程中产生的应力不均,可以通过调整风栅的风压来调节玻璃表面的冷却速率。
若玻璃向下弯曲这可以通过加大风栅底部的风压提高玻璃下表面
的冷却速率来调节;若玻璃朝上弯曲,需要通过增加风栅上部的风压加大玻璃上表面的冷却速率来调节。