2010年3月中厚板产销存情况及热轧宽带钢轧机生产情况分析
- 格式:docx
- 大小:83.06 KB
- 文档页数:4
我国中厚板轧机概况和中厚板轧机新技术1、我国中厚板轧机概况热轧中厚板生产设备包括热连轧机组、中厚板轧机和炉卷轧机等。
热连轧宽带钢轧机适合生产薄而窄的产品,常规中厚板轧机适合生产厚而宽的产品,而新兴的宽规格卷轧中厚板轧机(炉卷)能够生产前两种轧机生产比较困难的薄而宽规格的产品。
国内中厚板产量主要来源于中厚板轧机,其次是热连轧机。
随着长期生产实践与科学技术的不断进步,中厚板轧机生产工艺有两种方案:一是,传统的常规中厚板生产线,采用单张钢板轧制方式。
轧机布置型式有:三辊劳特式轧机(已淘汰);单机架四辊轧机;双机架布置,即二辊粗轧机+四辊精轧机或四辊粗轧机+四辊精轧机。
二是,卷轧中厚板生产线,即炉卷轧机,该工艺是从上世纪80年代逐步发展起来的,既可单张钢板轧制,又可采用卷轧方式生产中厚板。
我国于1936年在鞍钢建成第一套2300中板轧机(三辊劳特式)。
新中国于1958年和1966年先后建成了鞍钢2800/1700半连续钢板轧机和武钢2800中厚板轧机、太钢2300/1700炉卷轧机。
1978年建成了舞钢4200宽厚板轧机。
宝钢5000、沙钢5000、鞍钢5500宽厚板轧机分别于2005年、2006年、2008年建成投产。
我国常规的中厚板轧机目前可分三类,1类:4.3m和5m高水平轧机;2类:以3.5m为代表的中等水平轧机;3类:2.3、2.8m老旧轧机。
2008年,我国中厚板轧机将达到59套,产能5553万t/a。
到2010年我国中厚板轧机产能将达到6500~7000万t/a。
2、中厚板轧机新技术我国中厚板轧机经过近些年来的改造和引进,采用了许多新技术,如在大多数轧机上普遍采用了液压AGC和轧机过程控制系统,部分轧机已经采用立辊轧机的AWC、工作辊弯辊技术及CVC技术等。
特别是宝钢5000、沙钢5000、鞍钢5500宽厚板轧机,均采用了当今世界上最先进的轧机新技术。
以宝钢5000mm轧机为例其采用的新技术:1)采用了高水平的控制轧制和控制冷却工艺。

中厚板的发展现状及趋势近些年国市场对中厚板的需求一直保持增长态势, 尤其是从2000年开始, 这一需求攀升速度急剧加快, 最主要的拉动因素是基础设施建设用钢结构、造船工业、桥梁建设、油气开发及输送等行业的蓬勃发展。
中厚板是重要的建筑钢材品种,广泛用于机械制造、桥梁、厂房、电站、城市公共建筑等,由于国民经济的高速发展,拉动了中厚板市场的需求并促进了中厚板行业的快速发展。
近3 年,全国新上马宽厚板轧机共29 条,产能达到11 539 万t ,产品结构正向更宽更厚的方向倾斜,且由原始的普碳钢板向高强度品种钢发展。
[1]1 全国中厚板的现状1.1 近几年中厚板的生产和消耗由于国民经济强大需求的拉动和综合国力的增强, 中国冶金工业出现了前所未有的发展机遇和发展速度。
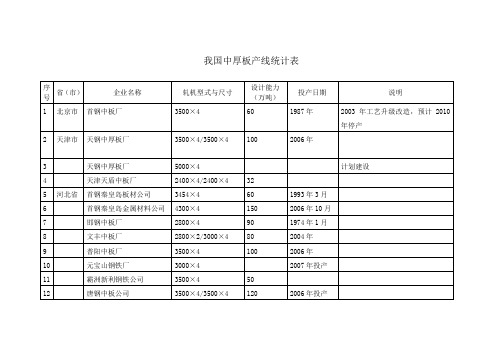
1987 - 2004 年成品钢材产量、中厚板(卷) 产量及2000 - 2004年中厚板产量见表1。
截至2003年底中国已建成的中厚板轧机生产能力1719万吨, 其中宽度4000 mm以上中厚板轧机生产能力320万吨, 3500~3800 mm轧机生产能力305万吨, 2800~3000 mm轧机生产能力360万吨, 2300~2700 mm轧机生产能力734万吨。
据不完全统计, 2004 年底投产和在建的中厚板轧机有15套, 生产能力1435万吨。
其中2套(宝钢、沙钢) 为5000 mm宽厚板轧机, 生产能力290万吨;3套(南钢、安钢、韶钢) 炉卷轧机, 生产能力310万吨; 3500~3800 mm轧机生产能力880万吨; 2500~2800 mm 轧机生产能力265 万吨。
至2004年底中国共有中厚板轧机以及专门生产中厚板的炉卷轧机约29套, 中厚板轧机总生产能力约为2000~2500万吨。
[2]1.2 中厚板轧机分布情况由表2可见,到2007 年底,全国中厚板产能已超过1 亿t 。
目前,全国已拥有各类中厚板轧机52 套,其中,华东地区20 套,生产能力2 100 万t ,其套数和能力均排第一,占中厚板总产能的3817 %;华北地区16 套,生产能力1 580 万t ,约占29 %;中南地区11套,生产能力1 250 万t ,约占23 %;东北地区3 套,生产能力280 万t ,占5 %;西南与西北地区各1 套,生产能力100~120 万t ,分别占2 %。

QINGGONG COLLEGE, HEBEI UNITED UNIVERSITY毕业设计说明书设计题目:年产200万吨1580热轧带钢生产线工艺设计摘要本设计任务为年产200万吨热带连轧车间,选择250mm厚坯,双粗轧可逆布置。
产品范围1.5~18mm,典型产品5mm。
产品要求品种广泛,质量优良。
设计内容包括建厂依据,原料选择,轧机数量、形式、能力选择,轧制规程计算,轧制图表,年产量计算,凸度规程计算,电机发热校核,轧辊强度校核,辅助设备校核,金属平衡、燃料消耗计算。
为了能生产高质量的汽车板用热卷,轧制时对中间坯的厚度、凸度、表面光洁度都有较高要求,对温度有更严格的制度。
粗轧机配置CVC,控制凸度,严格控制中间坯凸度,也提高粗轧压下量。
采取辊道边部加热、层流边部遮挡,保证热卷产品残余应力较小。
采用新型板凸度仪,高效处理凸度信息,实现凸度、平直度自动控制,做到表面光洁,尺寸精度高,为后续冷轧提供合格带卷。
所设计热轧厂装备有高效的带钢轧制自学习模型和调节系统,从而使带钢厚度、板形、宽度、终轧和卷取温度的控制精度极高。
能够使产品达到设计产量和品种质量的要求,满足市场需求。
关键字1580热轧带钢;厚板坯;粗轧CVC轧机;汽车板用热卷IAbstractDesigned to complete the design of the task book requirements (more than 2.0 million tons annual output of varieties of tropical plant and rolling). Choice of 250mm thick billet, dual rough layout reversible binding. Product range 1.5 ~ 18mm. Typical Product 5mm.Wide varieties of product requirements, good quality.The basis of content, including plant design, rolling a point of order, the crown of order, the rolling charts, annual production, the crown of order, the electrical heating calibration, intensity calibration roll, check auxiliary equipment, metal balance, fuel consumption calculation.In order to produce high quality hot rolled plate with the car, rolling on the piece thickness, convexity, surface finish requirements are high, the temperature more stringent system. Take roll edge heating, laminar flow edge block, to ensure thermal residual stress in a small volume products. Instrument using the new crown, high crown of information processing to achieve crown, flatness control, so that smooth surface, size and high precision cold-rolled to provide qualified for the follow-up coil.New plant is equipped with hot-rolled strip steel rolling technology and highly efficient model and conditioning systems, so that the strip thickness, flatness, width, end-rolling coiling temperature control and high accuracy. Enable the production of products to meet the design requirements of the quality and variety to meet market demand.Keywords1580 hot rolling mill, double reversible roughing, CVC rolling, strip for carII目录摘要 (I)Abstract (I)引言 (1)第1章文献概述 (2)1.1热轧宽带钢轧机工艺装备的新发展 (2)1.2发展中的问题 (5)第2章建厂依据及产品大纲 (6)2.1建厂依据 (6)2.2产品大纲 (6)2.2.1 坯料规格和技术参数 (7)2.2.2 产品钢种和分类 (7)第3章轧机的比较与选择 (9)3.1 车间布置及设备选用的原则 (9)3.2 轧机的确定与选择 (9)3.2.1 轧机数量的选择 (9)3.2.2 粗轧机形式的选择 (10)3.2.3 精轧机机组的选择 (11)3.2.4精轧板型控制方式选择 (16)第4章典型产品的压下规程设计 (17)4.1 坯料尺寸 (17)4.2粗精轧机组压下量分配 (17)4.3确定速度制度 (20)4.3.1粗轧速度制度的确定 (20)4.3.2精轧速度制度的确定 (21)4.3.3精轧机组轧制延续时间 (22)4.4确定轧制温度制度 (22)4.4.1 粗轧各道次温度确定 (23)4.4.2 精轧各道次温度确定 (24)4.5转速的计算 (24)III河北联合大学轻工学院IV4.5.1前滑值的计算 (24)4.5.2轧辊转速的计算 (26)4.6各机架的空载辊缝值得设定 (27)4.7轧制力矩的计算 (28)4.7.1附加摩擦力矩m M (29)4.7.2空转力矩Mk (31)4.7.3动力矩的计算 (33)第5章 轧制图表与年产量计算 (34)5.1轧制图表的基本形式及其特征 (34)5.1.1单机座可逆式轧机的工作图表 (34)5.1.2连续式轧机的工作图表 (35)5.1.3本次设计轧制图表 (36)5.2 轧钢机的产量计算 (36)5.2.1轧钢机年产量的计算 (37)5.2.2轧钢机平均小时产量的计算 (37)5.2.3轧钢车间年产量的计算 (38)第6章 轧辊强度的校核与电机能力验算 (40)6.1轧辊的强度校核 (40)6.2支撑辊弯曲强度 (40)6.3工作辊扭转强度校核 (42)6.4工作辊与支撑辊的接触应力校核 (45)6.5电机的校核 .............................................................................................. - 48 -6.6主电机的功率计算 (51)第7章 辊型的凸度计算 (53)7.1出口板带凸度计算 (53)7.2热凸度计算 (54)7.3轧制力挠度的计算 (55)7.4 CVC 凸度的计算 (57)第8章 辅助设备的选择 (59)8.1加热炉的选择 (59)8.2除鳞设备的选择 (60)8.3辊道的选择 (62)8.4剪切设备的选择 (64)8.5冷却设备的选择 (65)8.6卷取机的选择 (65)8.7活套支撑器 (67)8.8热卷箱的选择 (67)8.9板坯宽度侧压设备 (69)第9章金属平衡与其他消耗 (72)9.1金属平衡 (72)9.2其他消耗 (73)第10章轧钢车间平面布置及经济技术指标 (74)10.1轧钢车间平面布置 (74)10.1.1 轧钢车间平面布置的原则 (74)10.1.2 金属流程线的确定 (75)10.2 车间技术经济指标 (76)10.2.1 各类材料消耗指标 (76)10.2.2 综合技术经济指标 (79)总结 (82)参考文献 (83)致谢 (1)V引言近几年来我国集中建设了一大批宽带钢热轧机,数量之多,建设速度之快,不仅在我国,在全世界也是空前的。

板带轧制设备现状与发展趋势板带轧制设备现状与发展趋势1.引⾔现代的钢铁企业是由炼铁、炼钢和轧钢三个主要的⽣产系统组成的,轧钢⽣产是钢铁⼯业⽣产的最终环节。
现代轧钢技术与装备以板带⽣产为代表。
板带⽣产从产品和⽣产⼯艺上主要分为冷轧带钢和热轧带钢两⼤领域。
按产品品种的不同,⼜有碳钢、不锈钢、硅钢等热、冷轧⼯艺。
板带钢的⽣产设备依据其⽣产⼯艺的不同⽽设备组成也有较⼤的差异。
轧机是实现板带轧制过程的设备,泛指完成轧材⽣产全过程的装备﹐包括有主要设备、辅助设备、起重运输设备和附属设备等。
但⼀般所说的轧机往往仅指主要设备。
2.轧制设备的历史回顾2.1 世界轧机发展历史据说在14世纪欧洲就有轧机,但有记载的是1480年意⼤利⼈达·芬奇设计出轧机的草图。
1553年法国⼈布律列尔轧制出⾦和银板材,⽤以制造钱币。
此后在西班⽛、⽐利时和英国相继出现轧机。
1728年英国设计⽣产了圆棒材轧机。
英国于1766年有了串列式⼩型轧机,19世纪中叶,第⼀台可逆式板材轧机在英国投产,并轧出了船⽤铁板。
1848年德国发明了万能式轧机,1853年美国开始⽤三辊式的型材轧机,并⽤蒸汽机传动的升降台实现机械化。
接着美国出现了劳特式轧机。
1859年建造了第⼀台连轧机。
万能式型材轧机是在1872年出现的;20世纪初制成半连续式带钢轧机,由两架三辊粗轧机和五架四辊精轧机组成。
近⼏⼗年来,发达国家在这轧制设备及技术上的则发展更为迅猛。
2.2 国内轧机发展概况50年代,我国从原苏联引进了鞍钢1700热连轧机和1700可逆式冷轧机及相应的⽣产技术,该装备技术⽔平属当时世界先进⽔平。
60年代我国⾃主设计制造了2800、4200⼤型板轧机和1700热连轧机,其机械、电⽓传动等装备均国产,这些⾃主制造设备⽐当时国际⽔平是落后⼀些,主要表现在⽆厚度⾃动控制系统(AGC)。
70年代武钢1700热、冷连轧机引进,使我国轧钢技术达到了当时世界上的先进⽔平,国内也开展了AGC的⼯业实验和推⼴应⽤。

中国轧辊产业发展综述Stephen Sun1、我国轧辊行业的基本情况近年来,我国的钢铁工业以每年递增超过20%~30%的速度发展,钢铁产量已经连续十多年排名世界第1。
2010年粗钢产量达到了6.2665亿吨,钢材产量达到7.9627亿吨,分别比2009年增长9.3%和14.7%。
2010年,世界粗钢产量为14.14亿吨,我国粗钢产量远远超过排名第2~第6位的日本、美国、俄罗斯、韩国、德国5个国家粗钢产量的总和。
我国钢铁、轧钢业的迅速发展,钢材产量的逐年增加,对轧辊制造业是有利的,按照国内各类轧钢机轧制辊耗的粗略统计轧制1 吨钢材消耗1.2-1.3 kg轧辊估算,生产8亿吨钢材,需消耗约100万吨轧辊。
轧辊作为轧钢机的重要工具及消耗件,将伴随着轧钢技术的进步和轧钢装备的不断更新换代而发展。
因此,我国的轧辊制造企业只有密切关注和深入了解轧钢行业的发展趋势,才有可能为自身的发展和技术进步确定方向。
1935年,鞍钢轧辊厂的前身开始生产冶金轧辊,至今已有70多年的历史。
1950年,上海新沪钢铁厂开始生产轧辊。
目前,国内有冶金轧辊生产企业有300多家。
轧辊企业经过50年的努力奋斗,产品品种和质量有了较大提高和改观,国内轧辊制造企业能够生产和满足中、小型型钢、连续棒材、高速线材、无缝钢管、窄带钢、中宽带钢等轧机轧辊的使用要求。
自2005年,我国年出口轧辊超过万吨,销往世界上二三十个国家。
随着我国轧辊制造水平的不断提高,我国的轧辊辊耗由1970年轧制一吨钢消耗7.9 kg,降至90年代初4 kg/t,1998年,降至2.46 kg/t,目前轧辊辊耗在1.2 kg/t左右。
国内轧钢行业是靠大量投资,引进国外最先进装备快速发展起来的,轧辊行业则主要靠自力更生,不断技改、扩建而推动发展,引进外资,合资兴办轧辊企业则刚刚起步。
与轧钢行业相比,轧辊行业的发展较慢,经历更艰辛。
随着国内轧机和产量的不断增加,轧辊消耗和需求量亦在逐年增加,然而国内轧辊低档次产品供大于求,产品过剩,制造厂竞相压价,而高档优质轧辊供应不足,依靠进口的局面始终未能得到彻底改变。
《热轧钢板带轧辊》国家标准编制说明1任务来源根据国标委综合[2009]59号“关于下达2009年第一批国家标准制修订计划的通知”中规定(计划项目编号为20090675-T-605),由江苏共昌轧辊有限公司、中国钢研科技集团公司负责起草制定《热轧钢板带轧辊》国家标准。
该项目由北京中冶设备研究设计总院有限公司归口管理。
2 工作过程立项批准后,由江苏共昌轧辊有限公司牵头组织专家走访有关生产、使用等单位,了解国内热轧板带轧辊的应用情况,同时收集国外有关技术资料及应用情况,并成立了标准起草小组,这些工作都为制定标准打下了基础。
2009年元月至2009年10月底开展国内外调研和收集工作。
2009年8月18日召开标准工作组第一次工作会,制定工作班子和工作计划,并讨论标准初稿和确定工作分工。
2009年9月至2009年10月与国内多名轧辊专家讨论标准相关的内容,并对标准中相关参数统一了初步意见。
2009年9月到2009年12月期间,到国内多家大型钢铁企业进行调研,汇总了多方面建议,并在12月底完成了标准的征求意见稿。
2010年1月初到2010.2月中旬,完成了标准的征求意见阶段工作,共发函59份,回函56份,得到了各方的大力支持,并吸收了很多富有建设性的意义的意见。
2010年3月20-21日,又组织了相关专家和生产制造单位代表召开了专家座谈会,进一步对标准的技术参数进行讨论,使得标准的水平又上升了一个台阶。
2010年4月,在起草小组和大家的共同努力下,形成了该标准的送审稿。
轧线调研情况首先,我们对目前国内已建和在建的钢板带轧机情况信息进行了收集,大型宽带热轧机(1250mm~2300mm)目前共64台套,大型中厚板轧机(2300mm~5500mm)目前共60台套,我们对部分现场的轧辊进行了检测和使用情况了解,掌握了国内许多轧线轧辊的使用情况,国内轧线目前具体情况见表1:3 参编单位本标准由北京中冶设备研究设计总院有限公司负责组织协调,吸收国内有影响的生产、科研院所、使用单位等参加标准的起草工作,根据工作需求确定了参加本标准起草单位为:江苏共昌轧辊有限公司、中国钢研科技集团公司。

2010年中国机床工具行业运行情况分析2010年,我国机床工具行业产销保持快速增长,工业总产值同比增速达到40.6%,进出口较2009年同期均有了大幅度增长,进口增长迅猛导致逆差大幅增加,但出口仍未恢复到2008年同期水平,欧美市场需求仍未明显恢复。
扣除非机床产值因素,以美元计算,2010年我国金属加工机床销售产值达到209亿美元;进口94.2亿美元;出口18.5亿美元;消费284.8亿美元。
国产机床市场占有率为66.9%,同比降低3.2个百分点。
一、1~12月行业主要经济指标完成情况及进出口统计1.机床工具行业主要经济指标完成情况累计完成工业总产值5536.8亿元,同比增长40.6%。
产品销售产值5434.4亿元,同比增长41.4%。
工业产品销售率达到98.2%,同比提高0.6个百分点。
实现利润310.5亿元,同比增长66.1%(1~11月数据)。
累计固定资产投资完成额同比增长24.2%,同比降低11.8个百分点。
2.主要小行业经济指标完成情况(1)金切机床行业金切机床行业工业总产值1306.0亿元,同比增长34.3%。
金切机床产量为755779台,其中数控机床产量达到223897台,同比增长分别为33.1%和66.7%。
(2)成形机床行业成形机床行业工业总产值407.5亿元,同比增长42.2%。
成形机床产量为261488台,其中数控机床产量达到12207台,同比增长分别为18.0%和8.1%。
3.机床工具产品进出口情况机床工具产品累计进口创历史新高,达到157.2亿美元,同比增长62%。
其中,金属加工机床进口94.2亿美元,同比增长59.8%;与历史最高点2008年同期相比,还增长了24.4%。
机床工具产品出口70.3亿美元,同比增长48.4%;其中,金属加工机床出口18.5亿美元,同比增长31.3%。
均未达到2008年历史最好水平。
金属加工机床进出口逆差75.7亿美元,同比增加68.6%。

我国厚板轧机发展概要进入21世纪以来,随着造船业和各种制造业的迅速发展,工业建设、城市公共建筑、公路及铁路建设、油气输送管线建设等促使中厚钢板需要量急剧增长,推动钢铁企业从2000年前后开始掀起对原有老的中厚板轧机的升级改造,更以跃进的步伐大规模地进行现代化中厚及宽厚板轧机的建设,使我国厚板轧机的数量、产品品种和产品规格大幅度增长,生产能力和产品质量显著提高。
本文是作者在从事钢铁企业设计工作中经过长期收集和积累,将我国的厚板轧机进行统计整理,并列举出代表性现代化厚板轧机主要参数实例,简要说明现代化厚板轧机的设计要点,供有关方面和专业人员参考。
1 2000年以前我国的厚板轧机建国以来到2000年前后我国厚板轧机发展比较缓慢,这一时期我国共计拥有25套中厚板轧机,其原设计能力为1600万t/a左右。
鞍钢1958年投产的半连续轧板厂和武钢1968年投产的轧板厂的2800/2800mm厚板轧机,这两套厚板轧机均为原苏联设计和制造,是当时我国最大和比较完善的中厚板生产设备,设计产品规格为(4~50)×1000~2500×(4000~18000)mm。
50、60年代大炼钢铁时期和其后,我国自行设计制造了一大批2300~2800mm中厚板轧机并建于各省骨干钢铁企业中。
舞阳钢铁公司1978年建成投产一套4200mm特厚板轧机,完全由国内自力更生进行设计和制造建设的。
90年代初期上海浦钢、鞍钢、邯钢、首钢(秦皇岛厂)引进的4200、4300、3000、3450mm四套厚板轧机及生产线的二手设备,国内做必要改造并补齐相应配套设施而较快地建成投产。
我国到2000年前后已有的25套中厚板轧机按辊身长度划分情况如下:6套辊身长度3450 ~4300mm轧机;5套辊身长度2800~3000mm轧机;14套辊身长度2300~2500mm轧机。
从以上轧机分析,有14套轧机的辊身长度为2300~2500mm,从而在半个世纪以来我国所生产的宽度2000mm及以下中厚钢板占据了市场的主导地位,钢板厚度主要是5(6)~25mm。

2010年1月份钢厂新增产线设备汇总新增产线:松汀钢铁高速线材一号线竣工投产:2010年元月24日,备受瞩目的松汀钢铁公司重点工程建设项目?D?D 高速线材1#线工程在全体干部职工的热切期盼中成功试车投产。
国内首条自主集成钢渣综合利用生产线投产:1月25日,国内首条自主集成的钢渣综合利用生产线在中冶宝钢技术服务公司工业园区建成投产。
这标志着中冶技术在改造升级钢渣资源综合利用新工艺、新技术、新设备,大力发展绿色循环经济产业上实现了新突破,也有利于宝钢的钢渣得到更好的开发利用。
宝钢1780mm热轧精轧高压水除鳞改造工程投产:12月25日,由中冶赛迪负责设备成套供货、工厂设计和软件设计的宝钢不锈钢1780mm热轧精轧机组增设机架间高压水除鳞工程施工、调试完毕,顺利投产,整条生产线恢复正常生产。
泰钢2#1700冷轧机组单体试车成功:1月17日,中冶实久承建的泰钢2#1700冷轧机组工程单体试车一次性成功。
济钢厚板生产线即将投产:从济南出入境检验检疫局获悉,济南钢铁股份有限公司总投资近50 亿元的4.3米宽厚板生产线即将于2月建成投产。
宝日汽车板新增RCL-D4重卷机组生产线试生产:由宝钢工程总承的宝日汽车板公司新增RCL-D4重卷机组生产线,经过各方的努力,于1月12日开始试生产,提前两个月完成计划目标。
山西建邦100万吨棒材工程热负荷试车一次成功:1月6日,由华冶机装分公司承建的山西建邦特钢100万吨棒材工程热负荷联动试车一次成功,顺利进入试生产阶段,按合同要求提前37天完成施工任务,甲方高度称赞华冶为“铁军”。
宜昌三峡订购两条超薄板连续退火线:宜昌三峡全通涂镀板公司授与德国SMS Siemag公司合同,为其提供两条连续退火线。
两条线将用于处理超薄板,产品电镀后用作包装材料。
退火流程及后续处理消除了带材在轧制过程中产生的应变硬化,机械性能和表面质量可完全根据需要设定。
两条线分别计划于2011年5月和6月投入运行。
热轧带钢综述1 前言热轧板带钢生产一直是轧制行业中高新技术应用最为集中、人们最为关注的领域。
新世纪到来之际, 回顾过去, 展望未来, 将有利于我们把握方向, 追踪国际上的进展, 不断提高我国热轧板带钢生产的技术水平, 努力促使热轧板带生产成为我国从钢铁产量大国向钢铁技术强国迈进的排头兵。
2 总体工艺布局的优化随着我国的钢铁工业快步迈向大型化、集约化, 热轧窄带钢生产线总体工艺布局的成功与否, 既决定着该生产线成品规格组距范围大小和市场适应能力, 又决定着该生产线产量水平、质量水平、消耗水平、环保水平的高低, 更是当代技术装备发展状况的一种体现。
2.1加热炉区的工艺布置与原料供给2.1.1钢铁生产是能源消耗大, 易造成周围环境污染的行业, 特别是在我国能源极度紧张、环境保护意识不断得到加强的情况下, 将热轧窄带钢生产线布置于紧接炼铁和炼钢区域是必然的趋势和优先选择。
2.1.2步进式加热炉由于炉用机械设备和其保护设施庞大复杂, 使得基建投资成本巨大、运行费用高、维护难度加大。
考虑到热轧窄带钢所使用的原料钢坯宽度比较窄( 通常最大500 mm 宽) , 原料钢坯的出钢托出机构设施也难于控制。
而推钢式加热炉基建投资相对较小、运行费用也较低、维护容易, 还可利用小滑坡端部出钢方式取消出钢托出机构设施。
因此, 综合对比,热轧窄带钢宜选用小滑坡端部出钢的推钢式加热炉,其性价比高。
2.1.3热轧窄带钢是一种断面高宽比很小的初始钢铁加工产品, 依据其特点, 应优选断面为矩形的原料钢坯( 断面为正方形的原料钢坯只作为热轧窄带钢生产的一种补充) , 这样就容易让原料钢坯的加热阴阳面始终保持在热轧窄带钢上下表面, 有利于生产过程和产品质量的稳定。
原料钢坯的厚度通常选择在150 mm~180 mm 范围内, 这样既能稳定推钢机推力( 不受原料钢坯宽度限制) , 又可以减小由于热轧窄带钢产品宽度对轧线各工艺道次压下量的影响。
我国管线用钢的生产现状及进展趋势分析—、国内管线用钢的生产技术1.管线用钢制造石油、自然气集输和长输管或煤炭、建材浆体输送管等用的中厚板和带卷称为管线用钢〔 steelforpipeline 〕。
一般承受中厚板制成厚壁直缝焊管,而板卷用于生产直缝电阻焊管或埋弧螺旋焊管。
国内拥有70 万t/a 口径在1800mm 之内的螺旋焊管的生产力气,最近几年已成立了口径在1600mm 之内的直缝厚壁焊管的生产线。
国内能生产符合API5L 标准的管线工程设计要求的管线钢仅有10 连年的历史,首推宝钢,还有鞍钢、武钢、攀钢、酒钢、舞钢等,稳固生产X60 ~X70 级管线钢并在国际市场上占有必定的地位,目前已投入生产的X80 级管线钢质量也到达了国际先进水平,X100 级管线钢已经研制出来,尚未投入批量生产。
2.管线钢的技术要求现代管线钢属于低碳或超低碳的微合金化钢,是高技术含量和高附加值的产品,管线钢生产几乎应用了冶金领域近 20 多年来的一切工艺技术成就。
目前管线工程的进展趋势是大管径、高压富气输送、高寒和腐蚀的服役环境、海底管线的厚壁化。
因此现代管线钢应当具有高强度、低包申格效应、高韧性和抗脆断、低焊接碳素量和良好焊接性、以及抗HIC 和抗H2S 腐蚀。
优化的生产策略是提高钢的干净度和组织均匀性,C≤ 0.09 %、S≤ 0.005 %、P≤ 0.01 %、O≤ 0.002 %,并实行微合金化,真空脱气+ CaSi 、连铸过程的轻压下,多阶段的热机械轧制以及多功能间歇加速冷却等工艺。
目前国内外管线标准中没有管线用钢材的韧性指标,仅对管材有具体要求:〔 1〕最低使用温度下〔- 5℃ 〕DWTT≥85% SA ;〔 2〕最低使用温度下〔- 5℃ 〕夏比冲击吸取功≥ 145J。
当前管线钢的技术条件普遍承受美国石油协会标准APISpec5L ,可是国内具体工程或具体用户的定货技术条件往往较API 标准严格得多。
二、我国管线管的消费和生产状况1.管线管的消费状况管线钢主要用于加工制造油气管线。

目前我国热轧带钢市场现状简析由于前些年国内热轧板卷供给不足,国内许多中小企业选择上马了投资相对较少的带钢项目,使得我国带钢产能在近几年迅速增加。
不过随着国内热轧机组不断投产,带钢市场呈现一定压力,许多带钢市场份额可能会逐渐被热卷所取代。
而08年的带钢市场走势不确定性因素逐渐增加,价格在达到新高后萎靡不前,小幅下滑现象致使经销商对后市比较迷茫。
下面对热轧窄带钢市场形势作以简单分析。
一、热轧窄带钢市场状况相对热连轧,窄带轧机投资少,建设周期短,所以国内一部分钢铁企业,特别是大量的民营企业不断上马带钢生产线,近几年国内热轧窄带钢产能增长非常迅速。
从2007年开始,国内新建热轧窄带轧机项目迅速减少,预计到2008年底,国内热轧窄带钢轧机约有150余条,产能在4400万吨左右,较2000年产能增长了二倍。
我国的窄带钢生产主要集中在以唐山为中心的华北地区,该地区拥有轧一、唐钢、建龙、国丰、津西、瑞丰等众多的带钢生产企业,其产量约占全国热轧带钢总产量60%以上。
虽然我国窄带钢产量较大,但由于国外对窄带钢的需求很少,因而我国热轧窄带钢的进出口量相对于其它品种来说也比较少,2 006年我国共进口热轧窄带钢15.5万吨,累计出口80.74万吨。
2007年我国共进口热轧窄带钢16.19万吨,累计出口117.47万吨,出口同比增长45.49%,2008年1-5月累计进口热轧窄带钢5.83万吨,1-5月份累计出口15.51万吨。
从热轧窄带钢消费情况看,随着我国经济的发展,国内市场对板带材产品的需求逐年增长,而国内热轧产能不足也刺激了窄带钢的消费增长,近几年消费增长一直保持在20%以上的速度,从2006年开始,消费增速将开始下降,见下表。
单位:万吨2002年2003年2004年2005年2006年2007年产量1500 1800 2300 2950 3640 3854进口量11 20 22 18 16 16出口量1 2 17 50 81 117消费量1510 1818 2305 2918 3575 3753增长% 25% 20.4% 26.8% 26.6% 22.5% 4.98%二、国内带钢市场价格变化情况我们以热轧窄带为例,对国内带钢市场情况做以简述,现选择国内几个主要市场做出走势图,见图1.图1 主要城市355mm热轧窄带钢价格走势热轧窄带钢作为热轧宽带钢的补充产品,近几年其价格主要是随着国内板材市场的波动而起伏,由于带钢投资上与棒线材轧机相差不大,而带钢价格却要高于棒线材价格,远高于同期国内螺纹线材的价格,这也是目前国内民营企业大量新上带钢项目的主要原因。
![毕业设计(论文)-热轧板带钢的控制轧制[管理资料]](https://img.taocdn.com/s1/m/022774c5eefdc8d376ee32f7.png)
河北科技大学毕业论文论文题目:热轧板带钢的控制轧制学院材料学院专业年级2011冶金工程技术学生姓名指导教师职称日期2013年11月20日目录一、前言 (1)二、控制轧制的特点 (2)三、国内典型中厚板轧机控轧控冷工艺 (6)四、热连轧带钢的控制轧制和控制冷却 (8)五、宽带钢轧机板形控制技术 (10)六、结论 (14)参考文献 (14)热轧板带钢的控制轧制摘要:控制轧制和控制冷却技术在轧钢生产中加以应用,明显地改善和提高了钢材的强韧性和使用性能,为节约能耗,简化生产工艺,开发钢材新品种创造了有利条件。
通过对典型的热轧带钢,中厚板及宽带刚钢控制轧制和控制冷却新工艺的开发与基本理论的研究,进一步揭示了热变形过程中变形和冷却工艺参数与钢材的组织变化、相变规律以及钢材性能之间的内在关系,充实和形成了钢材热变形条件下的物理冶金工程理论,为制定合理的热轧生产工艺提供了依据。
关键词:热轧带钢;中厚板;宽带钢;控扎;控冷一、前言(一)控制轧制的概念近年来控制轧制作为热轧新技术越来越被人所重视。
控制轧制技术一般多用在结构钢上:高强度、高韧性和良好的焊接性能。
可称为对结构钢要求的三要素。
为了使结构钢获得这些良好的性能,最好的方法是使钢的晶粒细化。
控制轧制工艺包括把钢坯加热到适宜的温度,在轧制时控制变形量和变形温度以及轧后按工艺要求来冷却钢材。
通常将控制轧制工艺分为奥氏体再结晶控制轧制、奥氏体未再结晶区控制轧制和两相区控制轧制三个阶段:1、变形和奥氏体再结晶同时进行阶段,即钢坯加热后粗大化了的γ晶粒经过在γ再结晶区域内的反复变形和再结晶而逐步的到细化的阶段;2、低温奥氏体变形阶段,当轧制变形进入γ未再结晶区域时,变形后的γ晶粒不再发生再结晶,而呈现加工硬化状态,这种加工硬化了的奥氏体具有促进铁素体相变形核作用使相变后的α晶粒细小;3、(γ+α)两相区变形阶段,当轧制温度继续降低到Ar3温度以下时不但γ晶粒,部分相变后的α晶粒也要被轧制变形从而在α晶粒内形成亚晶,促使α晶粒的进一步细化。
1 综述1.1 热轧板带钢生产状况热轧带钢是重要的钢材品种,对整个钢铁工业的技术进步和经济效益有着重要影响。
发达国家热轧带钢产量约占热轧钢材的50%以上,并在国际市场竞争中居于领先地位。
我国钢铁工业近年来产量增长较快,但高附加值产品的数量和质量较低。
我国一般热轧带钢产品厚度下限是1.8mm,但实际上只生产很少厚度小于2.0mm的热轧带钢,即使窄带钢,产品厚度一般也大于2.5mm。
因此,相当一部分希望使用厚度小于2mm带钢作原料的用户,只得使用冷轧带钢。
如果能开发薄规格的热轧带钢,则可代替相当一部分的冷轧带钢使用,使生产成本大为降低[1]。
1.1.1 热轧宽带钢生产状况国外热轧宽带钢生产的技术进步表现在以下几方面:①热带钢无头轧制技术[2]。
无头轧制技术能稳定生产宽薄带钢及超薄热轧带钢,其宽厚比可由传统热连轧的800∶1提高到1 000∶1,并能应用润滑轧制及强制冷却技术生产具有新材料性能的高新技术产品。
②薄板坯连铸连轧技术。
它主要有紧凑式热带钢生产工艺CSP (Compact Strip Process)、在线热带钢生产工艺ISP (In-Line Strip Production)、灵活式薄板坯轧制工艺FTSR (Flexible Thin Slab Rolling)和连铸直接轧制工艺CONROLL等10余种类型。
德国SMS公司开发的CSP工艺已成功地轧制出厚度为0.8mm的薄带钢产品,并已经广泛应用在家用电器、建筑工业等领域;奥钢联(VAI)开发的CONROLL工艺也成功地生产出厚度0.9mm~1.0mm、表面质量极好的热轧薄带钢,可用作汽车的外露部件;美国至今已经投产的薄板坯连铸连轧生产线达百余条,生产能力5³107t/年[3]。
③铁素体区轧制生产工艺。
它又称相变控制轧制,是由比利时冶金研究中心于1994年开发的一项轧制新技术,当初主要目的就是用薄规格的热轧带钢取代1.0mm~2.0mm厚度范围的冷轧产品。

我国中厚板轧机配置及规格综合统计(单机架)轧机配置及规格(mm )规格范围及轧机套数双机架RMFM1沙钢集团厚板厂预计2007年4h ,5,0001001501501501501502安阳永兴钢铁公司中板厂预计2006年4h ,3,500100808080003安阳钢铁集团公司炼轧厂2005.094h ,3,4501012012012012000卷轧中厚板轧机4韶钢集团公司热轧宽板厂2005.024h ,3,4501012012012012000卷轧中厚板轧机,预留卷取炉5南钢集团公司中厚板卷厂2004.104h ,3,50011012012012012000卷轧中厚板轧机6鞍山钢铁公司新轧股份公司厚板厂1993.072003.094h ,4,3001110.78100100100100100100轧机更新7首钢总公司中板厂1987.091996.12/2003.014h ,3,500180.0140000001996年拆除精轧机后的炉卷轧机,将三辊劳特式粗轧机改为二辊轧机;2003年更新精轧机。
8酒泉钢铁公司中板厂1998.094h ,3,000192.715050800009邯郸钢铁股份有限公司第一中板厂1993.094h ,3,000190.023********二手设备10首钢集团公司秦皇岛中板厂1993.034h ,3,300163.8045450000生产线上原有的炉卷轧机已废弃11邯钢集团舞阳钢铁公司第一厚板厂19784h ,4,2001108.10808010010010010012太钢集团临汾钢铁公司中板厂(现有)1974.113h ,2,300132.021000000合 计12621587.44721.00901.00950.00790.00350.00350.00我国中厚板轧机配置及规格综合统计(双机架)轧机配置及规格(mm )规格范围及轧机套数双机架RMFM 1宝钢集团公司浦钢厚板厂(搬迁罗泾)预计2008年4h ,4,3004h ,4,3002001601601601601602鞍山钢铁公司鲅鱼圈厚板厂预计2008年4h ,5,500(预留)4h ,5,0001001601601601601603莱芜钢铁集团厚板厂预计2008年4h ,4,3004h ,4,3002001801801801801804五矿营口制钢有限公司预计2008年4h ,5,5004h ,5,0002002402402402402405首钢集团公司抚宁厚板厂预计2007年4h ,4,300(预留)4h ,4,3001001201201201201206包头钢铁公司厚板厂预计2007年4h ,3,8004h ,3,80020014014014014007邯钢集团舞阳钢铁公司第二厚板厂预计2006年底4h ,3,800(预留)4h ,3,80010010010010010008三明钢铁公司中板厂预计2006年底4h ,3,0004h ,3,00020080600009唐山钢铁公司中板厂预计2006年底4h ,3,5004h ,3,5002001301301300010河北文丰钢铁公司预计2006年4h ,3,0004h ,2,800200808000011天钢集团中板厂(东移新建)预计2005年底4h ,3,5004h ,3,5002001201201200012邯钢钢铁股份公司第二中板厂预计2005年底4h ,3,500(预留)4h ,3,5001008080800013太钢集团临汾钢铁公司中板厂(新建)2005.092005年底4h ,3,3004h ,3,0002001201200002005年移地新建粗、精轧机和精整剪切线,原有生产线计划拆除。

2010年3月中厚板产销存情况及热轧宽带钢轧机生产情况分析
发布时间:10-05-05 阅读次数: 70
[一]本月国内主要中厚板卷生产企业产量为938.20万吨,环比增加104.82万吨,上升12.58%。
平均日产量为30.26万吨,比上月增加0.5万吨。
产品价格连续4个月上涨,本月平价售价为4247元/吨,比上月上涨155元/吨;本月出口96.44万吨,环比上升116.91%,同比上升515.05%。
具体情况如下:
本月生产特厚板48.38万吨,中厚板、卷938.20万吨(未包括中宽带轧机产量),热轧薄板、卷163.99万吨。
中厚板、卷产量938.20万吨,同比增加212.89万吨,上升29.35%。
销售956.72万吨,产销率101.97%;期末库存量261.4万吨,比上月末减少7.36万吨。
中厚板、卷平均售价4247元/吨,比上月上涨155元/吨。
本月出口96.44万吨,环比增加51.98万吨,上升116.91%;同比增加80.76万吨,上升515.05%。
其中分轧机情况:
中厚板轧机本月生产特厚板48.38万吨,比上月增加7.36万吨;销售48.90万吨,产销率101.07%;月末库存23.48万吨,比上月增加0.01万吨。
本月生产中厚板403.65万吨,比上月增加64.09万吨;销售量409.95万吨,产销率101.56%。
月末库存132.6万吨,比上月减少7.1万吨。
平均售价为4385元/吨,比上月上涨134元/吨。
热轧宽带钢轧机本月生产热轧中厚宽钢带(卷、板)507.27万吨,比上月增加
39.01万吨;销售量518.20万吨,产销率102.20%;月末库存123.06万吨,比上月末减少0.65万吨;平均售价为4116元/吨,比上月上涨152元/吨。
炉卷轧机本月生产热轧中厚宽钢带(卷、板)27.28万吨,比上月增加1.73万吨;销售量28.57万吨,产销率104.73%;月末库存5.8万吨,比上月减少0.01万吨;平均售价为4645元/吨,比上月上涨121元/吨。
[二] 1~3月国内主要中厚板生产企业累计生产特厚板133.37万吨,热轧中厚板、卷2645.51万吨,热轧薄板、卷501.65万吨。
热轧中厚板、卷累计生产2645.51万吨,同比增加476.3万吨,上升22.0%。
销售2611.81万吨,产销率98.73%;其中出口200.08万吨,同比增加133.9万吨,上升202.2%。
其中分轧机情况:
1.中厚板轧机累计生产特厚板133.37万吨,同比增加14.72万吨,上升12.41%;累计销售131.64万吨,产销率98.70%;其中出口13.12万吨,同比增加6.70万吨,上升104.36%。
中厚板轧机累计生产中厚板1073.93万吨,同比增加158.7万吨,上升17.3%。
累计销售量1058.73万吨,产销率98.58%;其中出口58.78万吨,同比增加8.6万吨,上升17.2%。
2. 热轧宽带钢轧机生产总量累计2966.8万吨,同比增加721.6万吨,上升3
3.3%。
其中供冷轧等下步工序用料累计生产1009.8万吨,同比增加375.5万吨,上升59.2%。
热轧商品量累计生产1957.0万吨,同比增加346.0万吨,上升22.5%。
热轧商品量中:热轧薄宽钢带(卷、板)累计生产501.3万吨,同比增加146.4
万吨,上升42.1%。
热轧中厚宽钢带(卷、板)累计生产1491.56万吨,同比增加236.15万吨,上升19.91%;累计销售1474.22万吨,产销率101.29%,其中出口139.95万吨,同比增加105.51万吨,上升917.06%。
3.炉卷轧机热轧生产总量累计101.55万吨,同比增加21.59万吨,上升27.0%。
其中:供冷轧等下步工序用料累计生产15.0万吨,同比增加7.75万吨,上升106.92%。
热轧商品量累计生产86.55万吨,同比增加13.84万吨,上升19.03%。
热轧商品量中:热轧薄宽钢带(卷、板)累计产量为0.35万吨,同比增加0.26
万吨,上升289.7%。
热轧中厚宽钢带(卷、板)累计生产80.02万吨,同比增加12.17万吨,上升17.94%;累计销售量78.86万吨,产销率97.54%,其中出口1.35万吨,比去年同期减少3.20万吨,下降70.33%。
在中厚板品种板中,本月生产造船板148.08万吨,比上年同期增加53.08万吨,
上升55.87%。
累计增产的专用板材有造船板、锅炉和压力容器板、集装箱板、管线钢板和汽车板,只有桥梁板有所下降,具体情况如下:造船板累计生产400.64万吨,同比增加108.9万吨,上升37.3%;锅炉和压力容器板累计生产62.06万吨,同比增加17.3万吨,上升38.5%;桥梁板累计生产20.82万吨,同比减少13.0万吨,下降38.4%;集装箱板累计生产20.23万吨,同比增加7.2万吨,上升54.8%;管线钢板累计生产109.16万吨,同比增加31.9万吨,上升41.3%,汽车板累计生产149.63万吨,同比增加25.4万吨,上升20.5%。
本月三类轧机生产的中厚板产量占全部中厚板产量的比重分别为:中厚板轧机占40.6%,热轧宽带钢轧机产量占56.4%,炉卷轧机产量占3.0%。
中国钢铁工业协会市场调研部。