前处理及电泳过程中车身的锁紧与解锁
- 格式:pdf
- 大小:147.08 KB
- 文档页数:3
浅谈汽车涂装前处理和电泳设备的改善近年来,汽车涂装行业取得了长足的发展,涂装前处理和电泳设备的改善,为汽车涂装行业的发展提供了新的动力和保障。
本文将对汽车涂装前处理和电泳设备的改善进行深入探讨。
一、汽车涂装前处理的重要性汽车涂装前处理是汽车生产中不可或缺的一个环节,它直接影响着汽车涂装的效果和质量。
涂装前处理的主要目的是彻底清除金属表面上的污垢、油脂和氧化物,为涂装提供良好的基础。
只有做好了涂装前处理,才能确保汽车表面喷漆的附着力和耐腐蚀性,保证汽车漆面的美观和耐久性。
目前,汽车涂装前处理的主要工艺包括除油脂、除氧化、除锈和磷化等。
除油脂是指清除金属表面上的油脂和污垢,一般采用溶剂洗涤或碱性清洗等方法;除氧化是指清除金属表面上的氧化物,一般采用酸性清洗或机械打磨等方法;除锈是指清除金属表面上的锈斑,一般采用化学除锈或机械除锈等方法;磷化是指在金属表面上形成一层磷化物的保护膜,以增强金属表面的附着力和耐腐蚀性。
这些工艺的改善和创新,对汽车涂装前处理的质量和效率起着至关重要的作用。
二、汽车电泳设备的改善汽车电泳是一种将汽车车身浸入带有沉淀颗粒的液体中,利用电化学原理在车身表面形成一层均匀、致密、耐腐蚀的沉积膜的涂装工艺。
汽车电泳工艺能够提高汽车车身的防腐蚀性能和涂装质量,是目前世界上广泛应用的汽车表面处理工艺之一。
汽车电泳设备的改善主要包括涂装槽、电泳涂装设备和电泳涂装工艺三个方面。
1. 涂装槽的改善涂装槽是汽车电泳涂装的主要设备,它直接影响着汽车车身电泳涂装的质量和效率。
目前的涂装槽主要存在以下几个问题:一是涂装槽的密闭性和稳定性差,容易造成电泳涂装的浓度不均匀和泄漏现象;二是涂装槽的自洗能力差,容易造成电泳涂装的杂质和沉淀物;三是涂装槽的占地面积大,造成了生产场地的浪费和成本的增加。
为了解决这些问题,我们可以从涂装槽的材质、结构和工艺等方面加以改进,采用优质的不锈钢材料和先进的密闭设计技术,提高涂装槽的耐腐蚀性和密闭性,以实现电泳涂装的高效率和节能环保。

汽车涂装车间前处理电泳线输送设备的介绍发布时间:2022-08-17T08:58:56.207Z 来源:《福光技术》2022年17期作者:闫水恒[导读] 介绍了积放式输送链(C型勾)?摆杆链输送机?全浸入翻转输送系统(Ro-DipM和Ro-DipE)及E-Shuttle多功能穿梭式输送机这几种汽车涂装车间前处理电泳线输送设备的结构?特点和应用情况中汽昌兴(洛阳)机电设备工程有限公司河南省洛阳市 471003摘要:介绍了积放式输送链(C型勾)?摆杆链输送机?全浸入翻转输送系统(Ro-DipM和Ro-DipE)及E-Shuttle多功能穿梭式输送机这几种汽车涂装车间前处理电泳线输送设备的结构?特点和应用情况?关键词:汽车;涂装;前处理;输送设备在现代汽车涂装行业,设备开发的第一目标就是在满足不断严格的环保要求这一前提下尽量保持原有的质量水准?特别是在智能化的涂装车间内,机械化输送设备是生产的命脉,是最重要的关键设备,贯穿于涂装生产的全过程?其中前处理电泳输送设备是整个涂装车间输送系统的核心,对车身电泳表面质量起决定性作用,它的选用还直接影响到工厂车间面积?空间利用率和整个项目的投资?本文对目前汽车涂装车间常用的前处理电泳输送设备进行了介绍和对比?1常见的前处理电泳输送设备1.1积放式悬挂输送链(C型勾)积放式悬挂输送链是悬挂输送机的一种变形,是20世纪80年代中期快速发展起来的机械化运输设备,可实现工件装卸的自动化,以及快速运输?积放存储等?它既能按照工艺节拍程序来运行,也可以改变节距来运输?它属于单链式空中输送系统,通常设置于前处理电泳室体中心线的上方,由上下2层轨道组成:牵引轨道在上,作为主要的牵引动力来源;承载轨在下,由2根槽钢焊接而成?通过牵引链条上的推杆推动小车沿承载轨道运行?载荷小车可在主线和辅线之间自由转送,从而实现积放功能?积放式悬挂输送链需要设置专用的轨道来控制工件的停止或运行?链条及轨道设置于槽体中心的正上方,链条轨道下设置有接油盘?工件通过转换站转载到“C”型吊具上并固定,运行过程中,工件在槽体出入口的上下坡角度为30°?可通过多条链的组合来实现不同的速率及节距;通过道岔来实现工件在不同线体间的分合及存储?1.2摆杆链输送系统摆杆链输送系统适用于大批量生产的前处理电泳线,通常与滑橇输送系统配合使用?滑橇装载于U形摆杆的支撑杆上,前后摆杆成对使用,电泳电流通过固定在电泳前摆杆上的导电铜刷导入,然后通过摆杆上的支撑件传导给车身?摆杆中间安装有一个导向轮,空的摆杆返回时需要该导向轮作为导向和支撑?摆杆输送机主要由摆杆链组件?驱动单元?张紧单元?入口塔?出口塔架?轨道系统等组成?两条链条分别布置在槽体的左右侧,摆杆上端的轴通过连接板与链条铰接在一起,前后两个摆杆为一组,每一组摆杆上固定一个滑橇和工件?工件在入口塔架处由入口滚床转接到摆杆上,入口滚床设置推车机构及阻挡器,保证工件转接平稳,并设置两组对射开关来检测滑橇是否成功转接?牵引链条带动摆杆沿特定的轨道运行,使工件完成前处理及电泳的各个工序?工件在出口塔架处由摆杆转接到出口滚床,出口滚床两侧设置导向轮对滑橇进行导向,出口滚床入口端设置弹簧支腿和接近开关,用于检测滑橇是否成功脱离摆杆?空摆杆沿槽体下部的摆杆返回轨道平躺着返回?摆杆输送机在前处理及电泳的关键工位(如脱脂?磷化?电泳)设计有驼峰,以利于排出工件内的空气,从而保证工件的电泳质量?摆杆系统的轨道布置在槽体的两侧,室体的顶部根据槽体的位置设置上下坡段,一般为45°?轨道底部设置有不锈钢接油盘,连接处需要满焊,安装前进行漏液测试,防止焊接处漏油而导致槽液的污染?运行过程中摆杆始终保持竖直向下的状态,通过前后摆杆的高度差来实现工件倾斜一定的角度?在轨道的返回段,摆杆则处于水平状态,以节约设备空间?摆杆输送机在工件入槽时浸入角度可达45°,不仅缩短了前处理和电泳设备的长度,比空中悬挂输送系统更节省厂房占地空间,而且降低了槽体容积,减少了能源及药剂消耗?摆杆输送机的牵引链条布置在槽体的两侧,输送机运行时链条上的润滑油?链条与轨道因磨损而掉下来的油污和杂质不会掉到车身上及槽液中,可有效减少油污导致的车身缩孔,保证车身电泳漆的品质,降低底漆后工件返修率?另外,槽内的各种酸碱腐蚀性气体对轨道及牵引链条的腐蚀也大大减少,从而延长了轨道及牵引链条的使用寿命?链条与摆杆采有铰接形式,摆杆一端固定,另一端可以自由上下移动,使摆杆运行平稳,可靠安全,故障率较低,使用寿命长?摆杆链输送系统一般为垂直自动循环,摆杆返回时呈水平状态放置,便于维修保养及检查,同时降低了整体设备的高度,节省厂房的空间?1.3Ro-Dip翻转输送系统1996年第三代Ro-Dip开始推广运用,能实现工件360°旋转?目前全球应用最多的就是第三代(简称Ro-DipM),运行模式是连续的,是车身连续翻转的机械式解决方案?而现在的第四代Ro-DipE则更加智能化?柔性化。

3. 1 滑橇底部油泥污染导致电泳缩孔及其解决办法在车身经手工预清理完后,进行洪流冲洗前,需要将车身承载在滑橇上并锁紧,再装挂在自行葫芦系统的吊架上,然后依次通过电泳涂装各工艺槽。
当滑橇第一次通过电泳槽时,滑橇表面会泳涂上一层电泳漆膜,形成绝缘层。
而当滑橇承载车身再一次通过电泳槽时,滑橇表面因有绝缘层的存在而不会泳涂上新的电泳漆膜,但会一次次附上一层新的电泳浮漆。
由于电泳后的水洗工艺主要是针对车身,而位于车身底部的滑橇不可能被冲洗干净。
因此,当附有电泳浮漆的滑橇在电泳后工位(如电泳烤房、电泳烤后存放)的输送链上前行时,滑橇底部的电泳浮漆和已泳涂上的电泳漆膜与输送链上的滚子不断接触、摩擦,就会粘附滚子上的润滑油,形成油泥。
由于这些油泥位于滑橇底部,并且有很强的粘附性,即使在通过脱脂和水洗等工艺槽时,也不能完全被清除干净,从而污染磷化槽液、电泳槽液及电泳烤房。
油泥污染引起的直接后果就是造成电泳漆膜缩孔。
经观察发现,在每次对电泳滑橇通过的输送链加油润滑后,电泳漆膜缩孔明显增加。
电泳漆膜缩孔不仅加大了电泳底漆打磨的工作量,也明显影响整车涂膜的质量和抗腐蚀性能。
人工擦除滑橇底部油泥,以避免电泳漆膜缩孔是一种解决办法,但费时费力;在预脱脂槽里增加喷嘴,利用高压脱脂液对滑橇底部油泥进行冲洗也是一种办法,但这样做需要对预脱脂槽进行较大的改造,并且还会加快预脱脂槽液的更新周期,从而造成成本上升;第3 种办法是在车身吊装进槽前的滚床间安装油泥清洗机。
清洗机带有一对呈滚轮状的毛刷,通过电机减速驱动毛刷对滑橇底部油泥进行刷洗。
该方法简便可行。
为加强对油泥的清洗效果,利用该方法并采用3 套清洗机,通过其6 个呈滚轮状、用以粘附滚轮下面清洗液的毛刷对在清洗机上面通过的滑橇底部的油泥进行连续滚刷。
清洗机安装调试完毕,经过2 周的试运行后发现,清洗机工作稳定可靠,清洗效果明显提高。
滑橇底部油泥在经过3 次连续的滚刷后基本被清除,再经过后续的洪流冲洗、脱脂、水洗等流程,油泥被清除得更为彻底,不再对磷化槽液、电泳槽液形成污染,从而避免了因油泥而造成的车身电泳漆膜缩孔的问题。

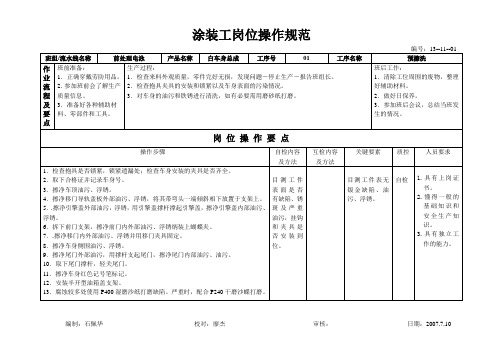
车身前办理电泳工艺流程1、工艺流程复验白车身→预清理→装挂→上件→预脱脂→脱脂→水洗 1→水洗 2→表调→磷化→水洗3→水洗4→纯水洗→平台沥水→电泳→UF1→UF2→DI 水洗→平台沥水→下件→电泳烘干→强冷→查验2、工艺程序及规范(1)复验白车身:认真察看白车身 A 面应平顺,凹凸度< 1mm,无锈蚀及砂轮打磨印迹。
其余部位无显然变形。
各表面无重油、显然锈蚀、焊接垃圾及杂物等。
(2)预清理:带乳胶手套,用棉纱蘸稀料擦抹车身内表面面油污,再用洁净棉纱擦净,要点应保证 A 面不得留下污痕。
(3)装挂:车身运转到装挂工序自动降落到位后停止,手动控制遥控器将车身调正落放在浸式滑撬上使前后托架走开前后风窗口,用挂钩将车身固定在滑撬上。
翻开吊具,手动放行自行小车。
检查装挂安全、可靠后按放车按钮,滑橇自动运转至上件工位。
(4)上件:待吊具自动运转到上件工位后,手动控制吊具上涨吊起工件,用锁紧装置锁紧吊具,手动控制吊具上涨到光电开关以上高度,按放车按钮,吊具安稳上涨到极点,当下一工位无占位时,小车自动进入前办理、电泳线。
(5)预脱脂:①温度: 50℃ -60℃开线前半小时将槽液升温到规定范围内。
A 线升温用蒸汽直接加热和电磁阀控制加热两种加热方式同时进行加热,到温后用电磁阀自动控温。
B 线升温用天燃气液槽加热系统直接加热,自动控温。
② 浸渍时间:③出槽自动喷淋喷淋压力~喷嘴方向调整正确、无堵塞,喷淋覆盖全车表面。
随时清理液面,保持液面洁净无杂物。
(6)脱脂:同预脱脂(7)第一水洗:①浸洗 1min 常喷,喷淋压力~ ,喷嘴方向调整正确,无拥塞,喷淋覆盖全车表面,随时清理液面,保持液面洁净无杂物。
槽液溢流,管路无堵塞,泵无异样。
②PH 值 8-10③倒槽:连续过车 300 辆 (或产量较小的高温天气 3 天 )进行换槽,并做好换槽记录。
换槽时人工冲洗水洗槽,将槽内清理洁净后加新鲜自来水至溢流口。
( 8)第二水洗:出槽自动喷淋,其余同第一水洗。

浅谈汽车涂装前处理和电泳设备的改善【摘要】汽车涂装前处理和电泳设备是汽车制造中非常重要的环节。
在正文部分中,首先介绍了汽车涂装前处理的意义,包括提高涂层附着力和抗腐蚀性能等。
其次讨论了电泳设备的作用,主要是在汽车涂装过程中起到抗腐蚀的作用。
接着列举了当前涂装前处理存在的问题,以及如何改善电泳设备的方法,包括更新设备和提升技术水平。
最后指出了优化涂装前处理流程的重要性。
在总结了涂装前处理和电泳设备的改善措施,包括加强设备更新和提高技术培训等。
同时展望未来的发展,认为随着技术的不断进步,涂装前处理和电泳设备将会更加完善,为汽车制造业带来更大的效益。
【关键词】汽车涂装前处理、电泳设备、改善、意义、作用、问题、优化、流程、总结、展望、发展。
1. 引言1.1 介绍文章主题本文主要探讨汽车涂装前处理和电泳设备的改善问题。
汽车涂装前处理是汽车制造过程中非常重要的一步,其质量直接影响到整车的外观和耐久性。
而电泳设备则是涂装前处理中不可或缺的设备,其作用是在车身表面形成一层均匀、致密的涂层,提高涂装涂膜的附着力和耐腐蚀性。
通过对汽车涂装前处理和电泳设备的改善,可以提高整车的质量和品质,延长车身的使用寿命,降低生产成本,提高生产效率。
当前涂装前处理存在一些问题,如处理不彻底、设备老化等,影响了涂装质量和效率。
对电泳设备进行改善是十分必要的。
本文将从汽车涂装前处理的意义、电泳设备的作用、当前存在的问题,以及如何改善电泳设备和优化涂装前处理流程等方面进行探讨,旨在提出有效的改善措施,为汽车制造行业的发展贡献力量。
1.2 阐述重要性汽车涂装前处理和电泳设备的改善对于汽车制造行业至关重要。
汽车涂装前处理是整个汽车涂装过程中必不可少的一步。
好的涂装前处理能够确保涂层的附着力和耐久性,延长汽车的使用寿命,提高车漆的光泽度和美观度。
电泳设备作为涂装前处理的重要环节,可以起到防腐、防锈、提高涂料附着力等作用,是保证汽车涂装质量的关键。

浅谈汽车涂装前处理和电泳设备的改善汽车涂装前处理和电泳设备的改善在汽车制造和涂装行业中起着至关重要的作用。
随着科技的不断发展和进步,涂装工艺和设备也在不断改进和完善,以满足汽车行业对高质量、高效率和环保性能的需求。
本文将就汽车涂装前处理和电泳设备的改善进行简要的探讨,从技术、设备和环保等方面进行分析和阐述。
汽车涂装前处理在整个涂装工艺中占据着非常重要的位置。
它直接影响着涂装膜的附着力、耐腐蚀性和外观质量。
传统的汽车涂装前处理工艺主要包括除油、除锈、磷化和预处理等步骤。
这些工艺虽然在一定程度上能够满足对汽车涂装质量的要求,但也存在一些问题,比如工艺繁琐、耗能高、环境污染严重等。
为了改善这些问题,许多汽车制造企业纷纷引进了先进的涂装前处理设备,并加强了工艺的研究和改进。
随着科技的不断发展,涂装前处理工艺逐渐向自动化、智能化和绿色化方向迈进。
先进的汽车涂装前处理设备采用了PLC控制系统、高压水射流清洗技术、喷漆系统等先进技术,实现了工艺的智能化和自动化。
这不仅提高了生产效率,降低了生产成本,还提高了涂装膜与基材的结合力和附着力,同时减少了对环境的污染。
并且采用水溶性涂料,减少了有机溶剂的使用,实现了绿色环保涂装。
随着汽车制造技术的不断更新,对于涂层的附着力和耐腐蚀性也提出了更高的要求。
为了改善这些问题,目前一些汽车制造企业还引进了离子注入技术、等离子技术和纳米技术等,来克服传统处理工艺的不足,提高涂装膜的质量和性能。
电泳设备的改善也对汽车涂装工艺和质量起到了至关重要的作用。
电泳漆是一种在金属表面电解沉积的有机涂料,具有良好的防腐蚀性和附着力,广泛应用于汽车、家电和机械等行业。
而电泳设备是实现电泳涂装工艺的关键设备,在汽车制造行业中占据着非常重要的地位。
随着电泳涂装技术的不断改进,电泳设备也在不断更新和升级。
传统的潜水式电泳设备虽然能够实现较好的涂装效果,但也存在一些问题,比如涂装均匀性差、能耗高、废液处理难等。
浅谈汽车涂装前处理和电泳设备的改善汽车涂装前处理是汽车制造过程中不可或缺的环节,它的质量直接影响着车身涂装后的外观质量和耐久性。
而对于汽车涂装前处理过程中的电泳设备,其功能是在金属表面形成防腐蚀、增强附着力的电泳底漆,在整个涂装过程中起到重要作用。
本文将从改善汽车涂装前处理和电泳设备两个方面展开。
汽车涂装前处理主要包括喷砂、除油、除锈等工艺,因此需要首先改善这些工艺的质量,确保所有金属表面清洁、平整。
同时,应加强对化学腐蚀的控制,减少淋浴水中的杂质含量,防止会形成锈渣、水垢等对车身涂装质量不良的因素。
除此之外,应避免涂装前处理过程中的氧化、沾污、刮痕等杂质问题。
在汽车涂装前处理过程中,还需要特别注意工艺流程的严格执行,保证不同处理工艺之间的严格控制。
例如,对于汽车表面的涂装,入漆后必须进行足够的干燥时间,不能在干燥之前进行下一步处理。
在除油时,如果温度过高,会使油腻不易挥发,从而形成污染物并影响车身的涂装。
二、改善电泳设备电泳设备是汽车涂装前处理过程中最核心的设备之一,其设计和操作必须符合高标准、高质量的要求。
为了保持设备高效、可靠、持续地运转,建议进行以下方面的改善。
1. 设备结构的改进在电泳设备方面,应加强对设备结构、材料、工艺的研究和改进。
设计应该考虑到电泳腔的均匀性和各节点质量。
特别是电极板的设计应考虑到电泳处理后的清洗效果、工件截止时不漏电、宽度方向的电流均匀性、电极板的稳定性等方面因素。
在材料选择方面,应选择耐蚀、无泄漏风险、无毒害、长寿命的材料。
2. 自动化改进现在对电泳设备的自动化要求越来越高,目的是为了避免操作人员的过度干扰,完成一些复杂、繁琐的工作。
例如,自动化控制可以实现电泳过程中的统一控制、于自动化线同步前后、自动化更换信道结电极涂料、实时测量水平、车辆车顶、屏蔽件、尾气盖、门筋等零件的电流密度和磨损状态等。
在实际生产中,应对汽车涂装前处理和电泳设备进行不断改善,以提高工艺水平和产品质量。
摆杆链在涂装预处理线上的应用针对摆杆链系统在涂装预处理线上的应用,简介了摆杆链的结构特点,从模块化设计、自动化设计、同步性设计、维修方案设计几个方面合理地进行了探讨,指出了摆杆链系统在这些方面的优势。
标签:摆杆链;模块化;自动化;同步性;维修方案TB1 摆杆链的组成与结构特点1.1 摆杆链的组成摆杆链输送系统包括2套摆杆输送机(前处理和电泳)和几种类型的滚床。
滚床基本作用是连接两套摆杆输送机,每一台滚床在整个工艺过程中又有各自的作用。
整个设备的工作过程如下:(1)将车体放置在浸橇上,进入锁紧-检查站,并完成以下两个动作:将车体锁定在橇体支架上(电动销),检查是否锁紧;(2)浸橇与工件一同运行到PT摆杆输送机入口,并通过入口滚床进入摆杆输送机;(3)PT摆杆输送机通过一对被称为摆杆的装置运载浸撬+车体,并经过一系列前处理工艺段,包括一些浸槽、喷淋、沥水;(4)在PT摆杆输送机末端,浸橇+车体由出口滚床带出;(5)浸橇+车体经2台滚床和2台旋转滚床送入ED摆杆输送机系统,浸橇+车体也可通过拉出滚床脱离系统;(6)浸橇+车体经入口滚床进入ED摆杆输送机系统;(7)ED摆杆输送机以同样的方式,通过摆杆运载浸橇+车体,通过电泳各工艺段,包括一些浸槽、喷淋、沥水;(8)在ED摆杆输送机的末端,浸橇+车体通过出口滚床脱离输送机系统;(9)最后,浸橇+车体在解锁站解锁。
1.2 摆杆链的结构特点其结构特点具体表现在:前处理与电泳线路完全分离,且中间比较容易设置存储区或脱出工位以便电泳线出现故障后能紧急排空前处理线;以橇体为工件支撑,避免与烘干输送机交接时二次污染车身;采用45°出入槽,减短设备长度,对消除车顶气泡和出槽倒水比较有利,减少窜液现象;链条精度高,阻力小,可以自动润滑,减少工作量;有效利用车间高度,在1米的高度内完成空摆杆的返回,节省了空吊具存储区的大量面积占用;链条不在工件正上方,轨道在室体上部的两侧,减少了室体顶部横梁的承载要求;同时输送机运行时链条上的润滑油及链条与轨道由于磨损而掉下来的油污和杂质不会掉在车身上或者电泳液中,而是掉在两侧的接油盘中,可防止薄膜缩孔,保证了车身电泳漆的质量;设备配置较高,前处理电泳室体内轨道均为不锈钢,前处理吊具也为不锈钢材料,延长了使用寿命;用于连续式生产系统,生产效率高。

车身前处理电泳工艺流程1、工艺流程复验白车身→预清理→装挂→上件→预脱脂→脱脂→水洗1→水洗2→表调→磷化→水洗3→水洗4→纯水洗→平台沥水→电泳→UF1→UF2→DI水洗→平台沥水→下件→电泳烘干→强冷→检验2、工艺程序及规范(1)复验白车身:仔细观察白车身A面应平顺,凹凸度<1mm,无锈蚀及砂轮打磨痕迹。
其它部位无明显变形。
各表面无重油、明显锈蚀、焊接垃圾及杂物等。
(2)预清理:带乳胶手套,用棉纱蘸稀料擦拭车身内外表面油污,再用干净棉纱擦净,重点应保证A面不得留下污痕。
(3)装挂:车身运行到装挂工序自动下降到位后停止,手动控制遥控器将车身调正落放在浸式滑撬上使前后托架离开前后风窗口,用挂钩将车身固定在滑撬上。
打开吊具,手动放行自行小车。
检查装挂安全、可靠后按放车按钮,滑橇自动运行至上件工位。
(4)上件:待吊具自动运行到上件工位后,手动控制吊具上升吊起工件,用锁紧装置锁紧吊具,手动控制吊具上升到光电开关以上高度,按放车按钮,吊具平稳上升到顶点,当下一工位无占位时,小车自动进入前处理、电泳线。
(5)预脱脂:①温度:50℃-60℃开线前半小时将槽液升温到规定范围内。
A线升温用蒸汽直接加热和电磁阀控制加热两种加热方式同时进行加热,到温后用电磁阀自动控温。
B线升温用天燃气液槽加热系统直接加热,自动控温。
②浸渍时间:3.0min③出槽自动喷淋喷淋压力0.1~0.15Mpa喷嘴方向调整正确、无阻塞,喷淋覆盖全车表面。
随时清理液面,保持液面清洁无杂物。
(6)脱脂:同预脱脂(7)第一水洗:①浸洗1min 常喷,喷淋压力0.1~0.15Mpa,喷嘴方向调整正确,无堵塞,喷淋覆盖全车表面,随时清理液面,保持液面清洁无杂物。
槽液溢流,管路无阻塞,泵无异常。
② PH值8-10③倒槽:连续过车300辆(或产量较小的高温天气3天)进行换槽,并做好换槽记录。
换槽时人工清洗水洗槽,将槽内清理干净后加新鲜自来水至溢流口。
(8)第二水洗:出槽自动喷淋,其他同第一水洗。
车身前处理电泳工艺流程车身前处理电泳工艺流程1、工艺流程复验白车身→预清理→装挂→上件→预脱脂→脱脂→水洗1→水洗2→表调→磷化→水洗3→水洗4→纯水洗→平台沥水→电泳→UF1→UF2→DI水洗→平台沥水→下件→电泳烘干→强冷→检验2、工艺程序及规范(1)复验白车身:仔细观察白车身A面应平顺,凹凸度<1mm,无锈蚀及砂轮打磨痕迹。
其它部位无明显变形。
各表面无重油、明显锈蚀、焊接垃圾及杂物等。
(2)预清理:带乳胶手套,用棉纱蘸稀料擦拭车身内外表面油污,再用干净棉纱擦净,重点应保证A面不得留下污痕。
(3)装挂:车身运行到装挂工序自动下降到位后停止,手动控制遥控器将车身调正落放在浸式滑撬上使前后托架离开前后风窗口,用挂钩将车身固定在滑撬上。
打开吊具,手动放行自行小车。
检查装挂安全、可靠后按放车按钮,滑橇自动运行至上件工位。
(4)上件:待吊具自动运行到上件工位后,手动控制吊具上升吊起工件,用锁紧装置锁紧吊具,手动控制吊具上升到光电开关以上高度,按放车按钮,吊具平稳上升到顶点,当下一工位无占位时,小车自动进入前处理、电泳线。
(5)预脱脂:①温度:50℃-60℃开线前半小时将槽液升温到规定范围内。
A线升温用蒸汽直接加热和电磁阀控制加热两种加热方式同时进行加热,到温后用电磁阀自动控温。
B线升温用天燃气液槽加热系统直接加热,自动控温。
②浸渍时间:3.0min③出槽自动喷淋喷淋压力0.1~0.15Mpa喷嘴方向调整正确、无阻塞,喷淋覆盖全车表面。
随时清理液面,保持液面清洁无杂物。
(6)脱脂:同预脱脂(7)第一水洗:①浸洗1min 常喷,喷淋压力0.1~0.15Mpa,喷嘴方向调整正确,无堵塞,喷淋覆盖全车表面,随时清理液面,保持液面清洁无杂物。
槽液溢流,管路无阻塞,泵无异常。
② PH值8-10③倒槽:连续过车300辆(或产量较小的高温天气3天)进行换槽,并做好换槽记录。
换槽时人工清洗水洗槽,将槽内清理干净后加新鲜自来水至溢流口。

10.16638/ki.1671-7988.2017.23.018浅析涂装前处理电泳RoDip系统陈磊1,宋衍国2(1.一汽-大众汽车有限公司规划部涂装规划科;吉林长春130011;2.机械工业第九设计研究院有限公司,吉林长春130011)摘要:Rodip系统已在一汽-大众多条涂装生产线上使用,取得了较好的效果,本文简要介绍了Rodip系统的构成,通过对主要构成部件的简要剖析,阐述其各自工作原理。
关键词:RoDip;旋转;结构设计中图分类号:U445.58+5 文献标识码:A 文章编号:1671-7988 (2017)23-58-04Analysis of RoDip system before coatingChen Lei1, Song Yanguo2( 1.FAW-VW Automotive Co. Ltd, Changchun Jilin 130011; 2.MMI Planning & Engineering InstituteIX Co., Ltd, Changchun Jilin 130011 )Abstract: Rodip system has been used on multiple faw V olkswagen coating production line, and good results have been achieved, this paper briefly introduces the composition of Rodip system, through to the main components of the analysis, expounds its working principle.Keywords: RoDip; rotation; The structure designCLC NO.: U445.58+5 Document Code: A Article ID: 1671-7988 (2017)23-58-04前言随着科技发展进步,汽车制造技术有了巨大变化,客户对于汽车的质量有了更高的要求,对汽车表面质量更为关注。

第一部分:四涂机械化输送设备系统流程及功能描述简介众所周知,涂装车间生产线的柔性化取决于输送线,输送线是其血脉,贯通于整个涂装生产线。
目前四涂生产线是国内产能最大、自动化程度较高的涂装生产线,纵观整个四涂输送设备,结构简单实用、类型多、自动化程度高、节拍快,是吸取各家之所长而打造的目前国内最大生产能力的输送线。
四涂机械化输送设备简介如下:前处理、电泳、喷蜡线采用空中CPC推杆链;前处理线入口至与焊装转接段、前处理与电泳之间过渡、空C型钩吊具储存线、喷蜡返回线等采用空中摩擦链;UBS采用空中反滑橇输送机;各工艺区、喷房、电泳烘干室、PVC烘干室采用双排套筒滚子链;中涂烘干室、面漆烘干室采用IMC输送机;储存线、运输线采用滚床;转接工位采用各种升降机、横移机、转盘等,车身在四涂车间内运行、转接、识别完全自动化。
四涂机械化输送设备电气控制分组简介:整个四涂输送设备从控制上分为11个控制组,每个控制组都单独配置有SIEMENS CPU416-3DP/PN。
CC01 前处理、电泳线CC02 电泳车身储存线CC03 PVCⅠ线CCO4 PVCⅡ线CC05 中涂喷漆室、中涂烘干室、中涂车身储存线、中涂打磨Ⅰ线CC06 面漆喷漆室、面漆烘干室、面漆车身储存线、修饰、装饰Ⅰ线CC07 面漆喷漆室、面漆烘干室、面漆车身储存线、修饰、装饰Ⅱ线CC08 不合格车身储存线、合格车身储存线Ⅰ、Ⅱ、点修补CC09 喷蜡线CC10 空滑橇储存线CC11 中涂烘干室、中涂车身储存线、中涂打磨Ⅱ线四涂机械化输送设备自动识别系统简介:EMS识别系统、VIN条形码识别系统的同时应用,四涂输送线采用的是EMS识别系统:数据载体Tag为HMS150,天线Antennas为HF-ANT-2020-01,通讯模块为HF-CNTL-IND-01,通讯协议基于TCP/IP,传输速度能达到10Mbps~100Mbps,与传统现场总线模块相比,速度更快、反应更灵敏、稳定性更高。
浅谈汽车涂装前处理和电泳设备的改善汽车涂装是汽车生产过程中的重要环节,对于汽车的外观质量和耐久性有着直接影响。
而汽车涂装前处理和电泳设备是影响汽车涂装质量的重要因素之一。
本文将对汽车涂装前处理和电泳设备进行探讨,介绍其改善对汽车涂装质量的影响。
我们来谈谈汽车涂装前处理。
汽车涂装前处理是指在对汽车进行喷涂前,对汽车的表面进行处理,以确保喷涂后的涂层能够具有较好的附着力和表面质量。
汽车涂装前处理包括表面清洁、去油、防腐和打磨等工艺。
表面清洁是非常关键的一环,因为只有确保汽车表面的干净,才能够确保后续涂装工艺的顺利进行。
而去油工艺则是为了去除汽车表面的油污和杂质,以提高涂装涂料的附着力。
防腐工艺则是为了增加汽车表面的抗腐蚀能力,以延长汽车涂装的寿命。
为了提高汽车涂装前处理的工艺水平,需要改善涂装前处理设备。
目前,市面上已经有了一些先进的汽车涂装前处理设备,比如自动喷淋线、水洗设备和干燥设备等。
这些设备能够更加高效地完成汽车表面的清洁和去油工艺,大大提高了汽车涂装前处理的工艺水平。
一些先进的防腐工艺设备,比如防腐底漆喷涂机和烘干设备等,也能够提高汽车表面的防腐性能,从而提高汽车涂装的质量和寿命。
除了汽车涂装前处理,电泳设备也是影响汽车涂装质量的重要因素之一。
电泳涂装是一种利用电泳原理实现汽车涂装的工艺,具有涂装均匀、涂层牢固、环保清洁等优点。
为了提高电泳涂装设备的工艺水平,需要改善电泳设备的性能和工艺技术。
目前,一些先进的电泳设备已经应用于汽车生产中,比如全自动电泳线、恒温恒湿系统和在线质检系统等。
全自动电泳线能够实现对汽车进行全自动的电泳涂装,大大提高了涂装的效率和均匀度。
而恒温恒湿系统则能够保持电泳液的恒温恒湿,确保涂装质量的稳定。
在线质检系统则能够实时监测涂装质量,及时发现问题并加以修复,保证了汽车涂装质量的可靠性。
这些先进的电泳设备能够提高汽车涂装的工艺水平,确保汽车涂装的质量和环保性能。
汽车涂装前处理和电泳设备的改善对于汽车涂装质量具有重要意义。
`车身前处理电泳工艺流程1、工艺流程复验白车身→预清理→装挂→上件→预脱脂→脱脂→水洗1→水洗2→表调→磷化→水洗3→水洗4→纯水洗→平台沥水→电泳→UF1→UF2→DI水洗→平台沥水→下件→电泳烘干→强冷→检验2、工艺程序及规(1)复验白车身:仔细观察白车身A面应平顺,凹凸度<1mm,无锈蚀及砂轮打磨痕迹。
其它部位无明显变形。
各表面无重油、明显锈蚀、焊接垃圾及杂物等。
(2)预清理:带乳胶手套,用棉纱蘸稀料擦拭车身外表面油污,再用干净棉纱擦净,重点应保证A面不得留下污痕。
(3)装挂:车身运行到装挂工序自动下降到位后停止,手动控制遥控器将车身调正落放在浸式滑撬上使前后托架离开前后风窗口,用挂钩将车身固定在滑撬上。
打开吊具,手动放行自行小车。
检查装挂安全、可靠后按放车按钮,滑橇自动运行至上件工位。
(4)上件:待吊具自动运行到上件工位后,手动控制吊具上升吊起工件,用锁紧装置锁紧吊具,手动控制吊具上升到光电开关以上高度,按放车按钮,吊具平稳上升到顶点,当下一工位无占位时,小车自动进入前处理、电泳线。
(5)预脱脂:①温度:50℃-60℃开线前半小时将槽液升温到规定围。
A线升温用蒸汽直接加热和电磁阀控制加热两种加热方式同时进行加热,到温后用电磁阀自动控温。
B线升温用天燃气液槽加热系统直接加热,自动控温。
②浸渍时间:3.0min③出槽自动喷淋喷淋压力0.1~0.15Mpa喷嘴方向调整正确、无阻塞,喷淋覆盖全车表面。
随时清理液面,保持液面清洁无杂物。
(6)脱脂:同预脱脂(7)第一水洗:①浸洗1min 常喷,喷淋压力0.1~0.15Mpa,喷嘴方向调整正确,无文档Word`堵塞,喷淋覆盖全车表面,随时清理液面,保持液面清洁无杂物。
槽液溢流,管路无阻塞,泵无异常。
② PH值8-10③倒槽:连续过车300辆(或产量较小的高温天气3天)进行换槽,并做好换槽记录。
换槽时人工清洗水洗槽,将槽清理干净后加新鲜自来水至溢流口。

浅谈汽车涂装前处理和电泳设备的改善随着汽车工业的不断发展,汽车涂装前处理和电泳设备也在不断地改善中。
汽车涂装前处理是汽车生产过程中不可或缺的环节,它不仅关系到汽车外观质量,还关系到汽车的使用寿命和安全性。
电泳设备则是涂装前处理中最重要的一个环节,主要作用是对汽车零部件进行防腐蚀处理,从而延长汽车的使用寿命。
本文将对汽车涂装前处理和电泳设备的改善进行浅谈。
汽车涂装前处理一般分为除油、除锈、磷化等几个过程。
除油过程是为了去除汽车表面的油污,保证涂装的附着力和平整度。
除锈过程是为了去除汽车表面的氧化层、锈迹等,保证汽车涂装的质量和外观。
磷化过程,则是一种化学处理过程,主要作用是增加汽车表面的粗糙度,改善汽车的防腐性和涂装附着性。
涂装前处理过程中,常常会出现处理效果不佳,处理时间过长,处理成本高等问题。
近年来,随着各种新型除油剂、除锈剂、磷化剂的应用,涂装前处理效果得到了很大的提升,同时也降低了处理成本和处理时间。
电泳设备是汽车涂装前处理中最重要的一个环节,主要作用是对汽车零部件进行防腐蚀处理,从而延长汽车的使用寿命。
传统的电泳设备大多采用直流电泳技术,这种技术存在着涂覆不均匀、表面粗糙度高等问题。
近年来,有越来越多的电泳设备开始采用交流电泳技术,这种技术具有涂覆均匀、表面光洁度高等优点。
同时,交流电泳技术还可以降低电泳电压和电流密度,从而降低涂料消耗量和涂装成本。
除了交流电泳技术之外,有些电泳设备还采用了超声波清洗技术和电解去锈技术。
超声波清洗技术通过高频振动的超声波作用下将汽车零部件表面的污物、油污等清洗干净,在电泳涂装前处理过程中起到很大的作用。
电解去锈技术则是将汽车零部件浸泡在含有电解液的水中,利用电解作用去除零件表面的氧化层和锈迹,从而保证涂装的质量和外观。
总之,随着汽车涂装前处理和电泳设备的不断改善,汽车的外观和质量都得到了很大的提升,同时也降低了处理成本和处理时间。
在未来的发展中,汽车涂装前处理和电泳设备还将不断提升,为汽车行业的可持续发展做出更大的贡献。

浅谈汽车涂装前处理和电泳设备的改善
随着汽车工业快速发展,汽车涂装技术也在不断提高。
这其中的重要组成部分就是汽车涂装前处理和电泳设备。
涂装前处理和电泳设备的改善,不仅可以提高汽车涂装质量和生产效率,提高客户满意度,还可以减少对环境的影响。
首先,汽车涂装前处理是涂装过程的基础。
涂装前处理的目的是为了保证涂装的效果和涂层的附着力。
然而,目前国内涂装前处理的技术还存在不足之处,如处理不彻底、工艺繁琐、成本高昂等。
因此,我们需要改善涂装前处理技术,采用先进的涂装前处理技术和设备,如媒介喷砂机、喷钢丸机、喷丸设备等。
这些设备在涂装前可以将汽车表面的腐蚀物、氧化物等清除干净,并且能够粗糙化表面,增加涂层和基材的附着力。
媒介喷砂机还能对深度凹槽和复杂部位进行清理,使得无论是平面部位还是复杂部位都能得到充分的处理。
其次,电泳设备也是汽车涂装过程中至关重要的一环。
目前,国内的电泳设备技术存在不少问题,如造成能耗大、废液产生量多、处理效果不稳定等。
因此,我们需要采用先进的电泳设备,如德国大众公司的电泳设备。
这种设备可以大幅度的减少电泳过程中所需要的能源消耗,同时产生的废液也会大幅度的减少。
与此同时,这种设备能够通过人机交互接口来实现自动控制和精准调节,使得处理效果更加稳定和高效。
这种设备还可以根据需要调节处理液的pH值和温度,从而对处理液进行有效的提纯和回收。