提高复杂工况下栓钉焊接一次合格率
- 格式:ppt
- 大小:9.16 MB
- 文档页数:44
提高钢结构现场焊缝的一次合格率(QC成果) 1:1. 引言该文档旨在介绍提高钢结构现场焊缝的一次合格率(QC成果)的方法。
通过采取一系列的措施,优化焊接工艺和加强质量控制,可以有效提高钢结构现场焊缝的合格率。
2. 沟通与沟通要点2.1 沟通目标:确保项目组内外的沟通畅通,各方面的要点明确,避免误解和偏差。
2.2 沟通要点:- 确定沟通方式和频率;- 规定沟通内容和方式;- 确定沟通的对象和渠道。
3. 前期准备3.1 确定项目目标和要求;3.2 制定项目计划和工作流程;3.3 分配项目资源和人员。
4. 初期准备4.1 确定焊接工艺和焊材;4.2 检查焊接设备和工具;4.3 确保工作环境符合安全要求。
5. 焊接过程控制5.1 确定焊接参数和工艺规范;5.2 进行预热和热处理;5.3 使用正确的焊接方法和技术;5.4 进行现场焊缝检测和检验。
6. 质量控制措施6.1 制定质量控制计划和检验方案;6.2 进行焊缝焊后热处理;6.3 进行非破坏性检测;6.4 进行破坏性检测。
7. 结果分析与总结7.1 分析焊接过程和质量控制数据;7.2 总结质量控制措施的有效性;7.3 提出改进建议和措施。
8. 附件- 沟通记录- 项目计划- 工艺规范- 检测和检验报告9. 法律名词及注释- QC:质量控制- 非破坏性检测:一种检测材料内部缺陷而不破坏材料的方法- 破坏性检测:一种检测材料本身强度和性能的方法2:1. 引言本文档旨在介绍提高钢结构现场焊缝的一次合格率(QC成果)的方法。
通过合理的焊接工艺和质量控制措施,可以降低焊缝的缺陷率,提高合格率,从而提高钢结构的安全性和可靠性。
2. 背景信息2.1 钢结构现场焊缝的一次合格率是评判工程质量的重要指标;2.2 脱硫工艺、焊接参数和焊接材料等因素会对焊缝的质量产生影响;2.3 采取有效的质量控制措施可以提高焊缝的合格率。
3. 焊接工艺控制3.1 确定适合的焊接工艺和焊接材料;3.2 控制焊接参数,如焊接电流、焊接速度等;3.3 采用预热和后热处理等措施;3.4 确保焊接环境的干净和无风。
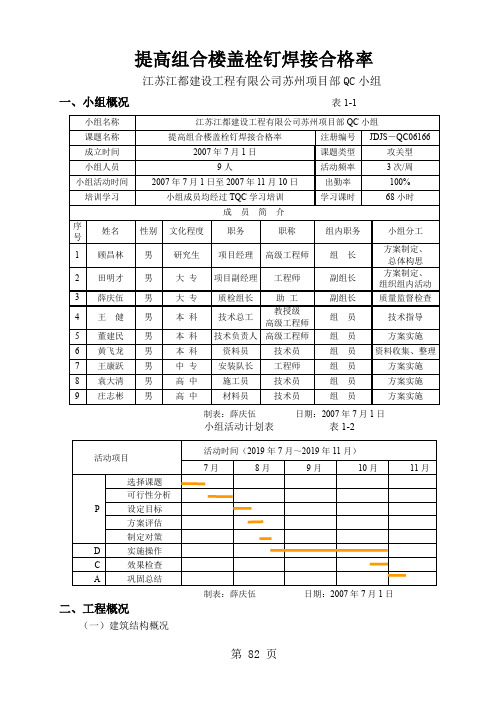
提高组合楼盖栓钉焊接合格率江苏江都建设工程有限公司苏州项目部QC小组一、小组概况表1-1制表:薛庆伍日期:2007年7月1日小组活动计划表表1-2制表:薛庆伍日期:2007年7月1日二、工程概况(一)建筑结构概况本工程为中航雷达与电子设备研究院苏州生产试验基地1号行政综合楼工程,工程位于苏州市高新区泰山路西端。
该工程平面呈扇形布置(如图2—1),八层钢框架支撑结构(如图2—2),建筑面积25876㎡,东西外弧长146m ,内弧长110m ,纵宽25m ,建筑高度35.2m ,工程于2007年4月29日开工,基础及主体结构于2007年11月12日结束。
工程竣工计划在2019年9月。
1号行政综合楼鸟瞰图2—1 梁、柱组合框架结构图2—2(二)组合楼盖简介 1、组合楼盖应用本工程组合楼盖压型钢板面积18452㎡,焊接栓钉90587套。
楼盖形式为钢-混凝土组合楼盖,即钢梁上铺设压型钢板,压型钢板与混凝土通过栓钉连接形成组合楼盖,(如图2—3、图2—4)。
钢混组合楼盖结构,近几年来在多高层建筑中已普遍应用,其主要有以下2个优点:1). 结构形式简单,钢梁、压型钢板、混凝土形成钢框架结构,受力性能更合理; 2). 在楼盖施工中,压型钢板代替模板,可以减少脚手架的满堂搭设要求,施工工序2,、栓焊外观允许偏差、检验判定标准检查表判定标准与允许偏差 检验方法 °范围内:焊肉高>1 mm 焊肉宽>0.5 mm目检 无气孔和夹渣目检 0.5 mm ,咬肉浓度≤0.5 mm并已打磨去掉咬肉处的锋锐部位目检 焊后高度偏差<±2 mm用钢尺量测经QC 小组全体成员从以上四个方面商讨决定,以“”确定为本次活动的课题。
四、现状调查我们对本工程一层1-11轴已施工的部分进行了抽查,采集了1554223个点不合格,合格率仅为85.65%,下表即为栓钉焊接不合格调查表。
瓷环、栓钉图制表:薛庆伍日期:2007年7月15日小组成员在施工现场通过详细调查,制定了质量不合格项调查分类表如下:制表:薛庆伍日期:2007年7月15日栓钉焊接质量不合格项调查频率表表4-3制表:薛庆伍日期:2007年7月15日根据频率表绘出排列图如下:组合楼盖栓钉焊接质量排列图绘图人:薛庆伍日期:2007年7月15日通过分析排列图:“焊肉形状、焊缝气孔”两项累计频率已达到89.69%,是影响栓钉焊接质量的主要问题。


提高一次焊接合格率技术难关小组名称:技术攻关QC小组发表人:单位名称:2015年10月15日目录2015年10月15日................................. 错误!未定义书签。
一、前言........................................................ 错误!未定义书签。
*****于2013年承揽了****************施工,该工程主要施工内容为工艺管线施工,管线内介质为天然气,具有工作压力高,易燃易爆的特点。
................... 错误!未定义书签。
二、小组概况..................................................... 错误!未定义书签。
三、选题理由..................................................... 错误!未定义书签。
四、现状调查及目标............................................... 错误!未定义书签。
1、现状调查.................................................. 错误!未定义书签。
2、制定目标.................................................. 错误!未定义书签。
3、可行性分析................................................ 错误!未定义书签。
五、原因分析..................................................... 错误!未定义书签。
六、要因确定..................................................... 错误!未定义书签。

钢结构桥梁梁体现场焊缝焊接合格率提高措施摘要:钢结构桥梁作为公路桥梁建设中常见的一种结构,在实际应用过程中呈现出抗震性强、强度高以及施工工期较短的优势,因此,钢结构桥梁也被广泛应用于公路桥梁施工之中,为提升桥梁可靠性提供有力支持。
焊接环节作为钢结构桥梁施工中的关键环节,其作业质量直接影响钢结构桥梁可靠性。
基于此,本文结合实际案例对钢结构桥梁梁体现场焊缝焊接合格率提高措施进行分析,首先进行现场调查,确定焊缝焊接合格率低的主要原因,然后提出相应的提高措施,再对效果进行检查和总结。
希望能为相关工作人员提供一定的参考。
关键词:钢结构桥梁;梁体现场焊缝;焊接合格率引言当前阶段,我国基础工程建设方面已经取得令世界瞩目的成果,在此过程中,我国桥梁施工建设技术水平也不断提升,尤其是钢结构桥梁施工技术,在大量实践经验支持下,施工技术不断完善,为进一步提升桥梁工程施工建设水平奠定坚实基础。
当前阶段,钢结构桥梁施工过程中,焊缝焊接工艺水平已经成为影响桥梁施工质量的关键因素,考虑到实际施工过程中外界客观因素以及直观因素对焊接工艺水平的影响幅度较大,因此,提高钢结构桥梁梁体现场焊缝焊接合格率具有重要的现实意义。
1.工程概况西一线跨绛溪河大桥工程位于空港新城玉成乡境内西一线道路中段,全长308m,采用三跨连续下承式梁拱组合体系钢桥。
长288.85m,桥面宽51m,平面位于半径R=400m圆曲线上,采用三跨连续下承式梁拱组合体系钢桥,跨径布置为(55+175+55)m;两端路基段各长9.575m,桥面宽45~51m。
主体结构采用Q345qD和Q420qD,其中钢桥面重约7000吨,钢拱肋重约3500吨,全桥总重约10500吨。
2.现场调查在桥梁安装中,小组成员进行全过程旁站监督和记录,并对已施工完成的4片桥梁箱体进行检查,共检查82个点,其中一次性验收合格点71个,合格率86.6%。
通过现场检测和查阅施工记录、试验记录等,对收集的数据进行分类、整理,绘制了钢梁梁体现场焊缝焊接一次验收问题调查统计表1:表1 钢结构梁体现场对接焊缝质量问题调查统计表由此可以看出,在钢结构桥梁梁体现场拼接焊接过程中,气孔是影响钢结构梁体对接焊缝焊接质量的主要因素。


压力管道焊缝一次验收合格率提高措施发布时间:2022-08-19T02:47:24.379Z 来源:《科学与技术》2022年第30卷第7期作者:柳丽萍[导读] 通过提高压力管道焊缝一次验收合格率,能够达到良好的验收效果,增强压力管道安装的生产能力。
柳丽萍浙江省特种设备科学研究院浙江省杭州市 310000摘要:通过提高压力管道焊缝一次验收合格率,能够达到良好的验收效果,增强压力管道安装的生产能力。
在节约资源的同时,也能减少整体成本的投入,增加合格率产量,推动焊接技术实现效益的最大化。
关键词:压力管道;焊缝;验收率;提高措施引言安装压力管道时,管道焊接是整个压力管道建设过程的重要组成部分,压力管道焊接的质量直接影响整个建设项目的安全和稳定。
毫不夸张地说压力管道焊接是整个建设项目的核心。
压力管道的安装在建设项目中至关重要,因此,必须努力检查焊接操作中使用的焊接消耗品质量,使用适当的管道焊接技术严格控制压力管道焊接质量。
1压力管道的概念当管道内部或外部成为在一定压力下在管道内部携带易燃或易爆材料的管道时,我们称这种管道为压力管道。
一般来说,由于自身的少数特殊因素,压力管道在管道焊接过程中会引起一些问题。
因此,在压力管道安装过程中,焊接质量应严格控制,以便压力管道安装后能正常使用,且没有不应出现的问题作为。
2影响压力管道安装焊接质量的因素2.1焊接速度不当调查、分析焊接速度对气孔产生的影响。
标准:需要掌握适宜的焊接速度。
确认过程:经调查,从焊透及焊缝良好成形来考虑,电弧中断的时间越短越好,这就要求焊工以较快的速度来更换焊条。
当焊缝温度已冷却再继续时,应清熔渣后,用长弧焊烤12s后再继续焊接。
在焊道的不同区段,须采用相匹配的焊接电压与焊接速度值。
抽检当天不同焊工完成的十道焊口,检测合格,说明作业焊工掌握适宜焊接速度。
2.1压力管道的安装焊接过程中对坡口的清理在安装压力管道的过程中,我们通常使用氧乙炔来处理韩国使用的凹槽。

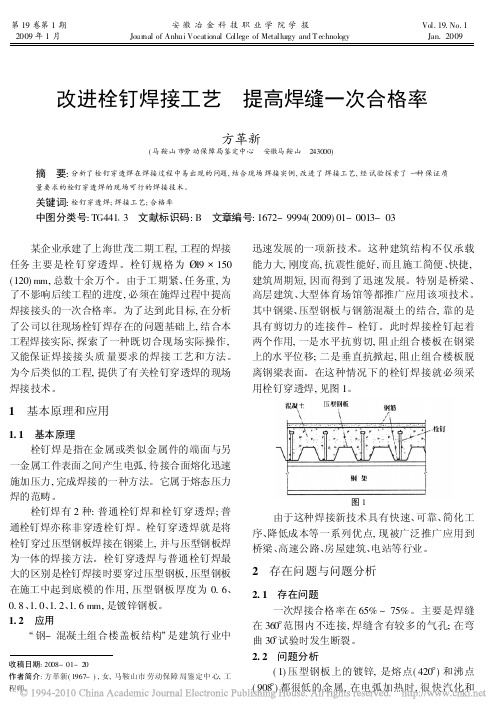
焊接管理是制造业中至关重要的一个环节,它直接影响产品的质量和安全。
一次焊接合格率提升是焊接管理中非常重要的目标,它可以有效降低生产成本和提高生产效率。
本文将针对焊接管理与一次焊接合格率提升进行总结,希望能够为相关从业人员提供一些有益的参考和借鉴。
一、焊接管理的重要性1. 焊接管理对产品质量的影响焊接是制造业中常见的连接工艺,它直接关系到产品的牢固程度和密封性。
如果焊接质量不合格,就会导致产品的安全隐患,严重时甚至会出现质量事故。
焊接管理至关重要。
2. 焊接管理对成本的影响焊接质量问题会导致不合格品的产生,增加了企业的生产成本。
与此如果焊接管理不到位,也会增加维修和返工的成本,影响企业的经济效益。
二、影响一次焊接合格率的因素1. 操作人员技术水平操作人员的焊接技术直接影响焊接质量,他们需要具备良好的焊接技能和丰富的实践经验。
对焊接操作人员的培训和考核非常重要。
2. 焊接设备的状态焊接设备的状态直接关系到焊接质量,因此需要定期进行设备维护和保养,确保设备的正常运转和稳定性。
3. 焊接材料的质量焊接材料的质量对焊接质量起着决定性的作用,选择合适的焊接材料可以提高焊接质量,减少焊接缺陷的产生。
4. 焊接工艺的合理性合理的焊接工艺可以保证焊接质量,因此需要对焊接工艺进行科学的优化和调整,以提高一次焊接合格率。
三、提高一次焊接合格率的方法1. 强化操作人员培训通过加强操作人员的技术培训,提高他们的焊接技能水平,降低焊接缺陷的产生率。
2. 完善焊接设备管理定期对焊接设备进行检查和维护,确保焊接设备的正常运转,减少因设备问题导致的焊接质量不合格。
3. 严格控制焊接材料质量选择优质的焊接材料,并加强对焊接材料的质量检测,确保焊接材料的质量符合要求。
4. 优化焊接工艺通过科学的优化焊接工艺,调整焊接参数,提高焊接质量,降低焊接缺陷。
四、焊接管理与一次焊接合格率提升实践案例某汽车零部件生产企业,为了提高一次焊接合格率,进行了一系列的焊接管理优化措施。
提高焊工培训考核合格率的方法及措施第一篇:提高焊工培训考核合格率的方法及措施提高焊工培训考核合格率的方法及措施引言焊接是电力建设及检修工程中一道关键工序,焊接质量的优劣直接关系到火力发电机组安全稳定的运行。
而经培训考核高素质的合格焊工,运用先进的方法及材料进行操作,是完成焊接工作获得优质焊接接头前提条件。
因而焊工及其培训考核越来越受到行业及企业的重视,为社会各行各业输送一批一批合格焊工,促进经济技术的发展。
诚然,在焊工培训考核过程总是有一些培训考核“失败者”从而使培训考核合格率降低,造成在培训考核中人力、物力、财力的浪费。
采用合理的培训管理模式,采用科学、规范、标准并具有针对性,灵活性的培训教育方法,采取有效得力的质量保证措施,从而可以实现将焊工培训考核中的“差”焊工转变为“优”焊工,提高焊工培训考核效果及合格率是可行的。
1影响培训考核不合格焊工的各种因素1.1焊工智商的影响有资料证明,焊工技术培训及专业基础知识学习,与每个人的智商有一定的关系。
而现行规定对参加焊工培训的人员,必须具有初中文化及以上程度,其智商应属于中等水平,可以说绝大多数受训焊工不存在本人智商低下问题。
只要有合理的学习方法,加之本人刻苦努力,应该成为焊工培训的:“合格者”。
1.2家庭环境的因素家庭是人生的港湾,父母是焊工本人的第一任启蒙教师,良好的家庭教育环境将使本人能从小养成一个良好人生观、上进、奋发追求知识,学习技术的习惯。
反之,家庭环境恶劣,使人从小不能养成一个正确的心态,甚至扭曲,使其智商非旦未发挥,反而受到压抑,对学习知识及技术缺乏兴趣,长大成人,参加工作就难以将专业培训学好,很有可能成为专业培训考核的“失败者”。
1.3社会大环境的影响社会大环境对人的求知也有一定影响,在一个崇尙科学、尊重知识和人才的社会氛围内,使人自觉与不自觉地学习知识与技术。
反之,在一个愚昧无知的社会或在一个以实践为目的的氛围中,人们将难以对学习知识和与技术重视并更大的投入。


提⾼钢筋电渣压⼒焊⼀次焊接合格率钢筋电渣压⼒焊技术⼀、⼯程概况105化⼯泊位沉箱中竖向钢筋直径以Φ14 为主,其它有Φ14、Φ16、Φ18 钢筋,接头数量较多,将近三万个。
为保证施⼯质量、降低⼯程成本、加快⼯程进度、减轻⼯⼈劳动强度,我们采⽤竖向钢筋电渣压⼒焊焊接技术。
同时,为确保钢筋接头⼀次焊接合格率,我们开展了QC⼩组活动。
⼆、选题理由1、钢筋电渣压⼒焊焊接质量的好坏,直接影响钢筋的机械(物理⼒学)性能,从⽽影响整个⼯程质量。
要想创优质⼯程,确保向顾客提供优质产品和优质服务,必须严把钢筋加⼯过程的质量;2、钢筋电渣压⼒焊焊接质量的提⾼,能有效降低钢材的损耗量,节约钢材,从⽽达到降低成本的⽬的;3、竖向钢筋电渣压⼒焊技术较搭接绑扎和⼿⼯电弧焊⼯艺操作复杂,在以往的施⼯中⼀直存在着轴线偏移、接头夹渣、焊包不均等质量通病。
三、现状调查2008 年7⽉5 ⽇,我们组织QC⼩组成员对纵墙钢筋电渣压⼒焊接头质量进⾏检查。
共抽查500个接头,不合格的50个。
其中:轴线偏移的25个;接头夹渣的12个;焊包不均的6个;钢筋表⾯微熔的4个;焊包下淌的2个;接头弯折的1个。
合格率仅为90%。
四、活动⽬标及可⾏性分析1、活动⽬标:⼩组成员通过对上述调查结果的充分讨论和研究,确定了以下⽬标:(1)竖向钢筋电渣压⼒焊焊接⼀次合格率达到97%以上;(2)确保⼯程质量,防患于未然,消除钢筋⼯程的质量隐患;(3)继续锻炼QC⼩组攻关能⼒,提⾼全组⼈员⾃⾝素质。
2、可⾏性分析:⼩组成员经过讨论,认为实现⽬标有以下有利条件:(1)⼩组结构合理,技术全⾯,有多年QC 活动的实践经验;(2)参加职⼯积极性⾼,有市场危机感,能够认识到只有出精品⼯程,企业才有发展;(3)提⾼⼯程质量,降低⼯程成本,是全公司共同关注的事情,各部门能给予很好配合。
五、活动情况1、第⼀次PDCA 循环(1)现状分析:⽬标确定后,⼩组成员对上述调查结果进⾏了统计分析,得出统计结果分析表。
提高栓钉焊接合格率工艺研究
成晨;温泽坤;郑颖
【期刊名称】《建筑技术开发》
【年(卷),期】2022(49)16
【摘要】通过对钢结构安装施工中栓钉与钢梁、钢柱现场焊接质量进行探究,以获得优质栓钉焊接接头为目的,找出栓钉在焊接过程中易出现的问题。
结合现场焊接实例,对栓钉质量、焊接电流、钢构件表面漆膜厚度、楼承板厚度、施工环境等可能影响栓钉焊接的因素进行分析,按照规范要求结合以往类似工程的施工经验,不断探索、持续改进,在确保焊接质量的前提下加快施工进度。
在大面积施焊前,进行焊接工艺评定,通过现场试验对实测数据进行统计分析,获得相对准确的焊接工艺参数,经过试验研究出一种保证质量要求的现场可行性焊接技术,从而提高栓钉焊接的一次性合格率。
【总页数】3页(P64-66)
【作者】成晨;温泽坤;郑颖
【作者单位】中建二局第三建筑工程有限公司
【正文语种】中文
【中图分类】TU74
【相关文献】
1.钢-混凝土组合楼板中栓钉焊接工艺研究
2.Φ22×180mm大直径栓钉焊接工艺
3.改进栓钉焊接工艺提高焊缝一次合格率
4.栓钉穿透焊焊接工艺研究
5.改进焊接工艺提高钢瓶X射线探伤一次合格率
因版权原因,仅展示原文概要,查看原文内容请购买。
