机器人自动研抛系统平台搭建及重力补偿研究
- 格式:pdf
- 大小:835.11 KB
- 文档页数:4
图片仅供参考,以实际配置为准该系统依据国家相关职业工种培养及鉴定标准,结合中国当前制造业的岗位需求设计研发而成。
该系统由该系统涵盖了机、电、光、气一体化专业中所涉及的多学科、多专业综合知识,可最大程度缩短培训过程与实际生产过程的差距,涉及的技术包括: PLC 控制技术、传感器检测技术、气动技术、电机驱动技术、计算机组态监控及人机界面、机械结构与系统安装调试、故障检测技术技能、触摸屏技术、运动控制、计算机技术及系统工程等。
1、系统采用计算机仿真现代化信息技术手段,通过操作、模拟、仿真三个培训层面,解决专业培训理论、实验、实习和实际应用脱节的问题。
2、系统操作安全(多重人身、设备安全保护)、规范,使用灵活,富有现代感。
3、模块化结构,各任务模块可与机器人组合完成相应任务4、开放式设计:可根据实训内容选择机器人夹具及载体模型;并根据学员意愿选择在实训平台的安装位置及方向;且具有很好的延伸型,客户可根据自己的需求开发新模型及夹具。
1、三相四线380V±10% 50HZ2、工作环境:温度-10℃-+40℃,相对湿度<85%(25℃),无水珠凝结海拔<4000m3、电源控制:自动空气开关通断电源,有过压保护、欠压保护、过流保护、漏电保护系统。
4、输出电源:(1)三相四线 380V±10% 50HZ(2)直流稳压电源: 24V/5A,7、机器人: ABB IRB26001、实训台实训台体采用优质钢板(板厚 1.2mm)制作,表面喷涂处理;实训台面采用型材结构搭建,可任意安装机器人或其它执行机构;并有不锈钢网孔电气安装板 (板厚 1.5mm),用于安装控制器件与电源电路;实训台上配有相应的操作面板,采用内嵌按钮和指示灯,分别为“启动”、“停止”、“复位”,并且具备急停功能;可编程逻辑控制器安装于电气网孔板上,实现机器人与各任务模块的组合;实训台底脚上安装有脚轮,能够方便移动与定位。

一种自动补偿恒力控制的机器人抛光设备摘要:6轴机器人对有复杂多曲面零件的打磨加工有特殊优势,柔性抛光控制核心技术是在抛光的过程中对力与速度的恒定控制。
本文以PLC控制交流变频电机与伺服定位,对抛光力进行PID控制与抛光轮速度进行补偿计算,减少技术人员的工作难度,提高效率。
关键词:机器人;恒力抛光;变频调速;伺服定位1机器人磨光控制系统概述控制系统以三菱公司FX-5U系列PLC为核心控制器件,以威纶通TK6071液晶触摸屏为人机交流界面。
用三菱变频器F-A840实现西门子2.2kW交流变频电机的调速,三菱700W伺服电机配合行星减速机驱动丝杠实现抛光轮进给机构前进后退的精确运动。
通过三菱专用协议CC-Link实现PLC与变频器的实时高速通讯,读取电机的实时电流,实现恒力抛光控制。
PLC集成AD模块与基恩士激光传感器连接,实时读取并计算出抛光轮的轮径。
通过CC-Link实现PLC与安川GP7机器人的实时控制与抛光程序调用,大大的减少了硬件接线和调试难度。
抛光控制系统如图1所示。
2机器人磨光机械设计机器人抛光系统包括六轴机器人、电机和抛光轮组成的抛光机构,激光测距传感器,丝杠和直线导轨组成的工作滑台,以及伺服电机和减速机组成的机构。
布轮通过连轴器与交流电机的输出轴直接连接,交流电机直接固定安装在工作滑台上。
伺服电机通过减速机增加了扭矩同时降低了输出转速,慢速驱动滚珠丝杠实现工作滑台的进退,从而实现抛光轮的进退。
激光测距传感器安装在滑台上直接检测抛光轮半径。
3恒抛光力恒线速度控制流程随着加工数量的逐渐增加,抛光轮因损耗而半径逐渐减小。
打磨点的改变,使抛光轮与工件的压力减小,直接影响工件加工的抛光力,因此必须实现力的补偿。
通过抛光轮电机反馈的电流与检测的抛光轮半径进行计算,驱动抛光机构进退来调整抛光轮法向的压力,从而改变抛光轮法向力,实现恒力控制。
3.1抛光力的特征和计算对抛光力进行分解,可分为切向力F z、法向力Fy,总抛光力F,抛光力分解如图2所示。

工业机器人重力补偿机制设计1. 引言1.1 背景介绍工业机器人在现代生产领域扮演着至关重要的角色,其高效、精确和稳定的操作能力极大地提升了生产效率。
由于重力的存在,工业机器人在执行任务过程中会受到重力影响,导致姿态偏差和运动误差,影响工作效果和安全性。
为了克服这一问题,重力补偿技术被引入到工业机器人中,以实现更为准确和稳定的运动控制。
本文将重点探讨工业机器人重力补偿机制的设计原理、现有技术分析和实验验证,以及对其性能评价和未来研究方向的展望。
通过对重力补偿机制的深入研究和探索,将为工业机器人的发展和应用提供重要参考和支持。
1.2 研究意义工业机器人在现代生产中起着越来越重要的作用,其应用领域广泛,效率高,精度高。
由于重力对机器人运动的影响,可能导致系统性能下降,制约了工业机器人的应用。
设计一种有效的重力补偿机制对于提高工业机器人的运动精度、稳定性和效率具有重要意义。
重力补偿机制可以通过传感器实时监测机器人末端执行器的重力,然后通过控制算法对系统进行补偿,使机器人在运动过程中能够消除或减小重力对系统性能的影响,实现更加精确、稳定的运动。
研究重力补偿机制的意义在于提高工业机器人的运动精度和稳定性,降低人为误差,提高生产效率和产品质量。
重力补偿机制设计的研究也有助于拓展工业机器人在各个领域的应用,推动工业自动化技术的发展。
深入研究工业机器人重力补偿机制设计具有非常重要的实际意义和科学意义。
2. 正文2.1 重力补偿机制原理重力补偿机制原理是工业机器人中一个重要的技术模块,其作用是抵消机械臂自身和末端执行器的重力影响,使机器人能够更加精准地执行任务。
重力补偿机制的设计基于牛顿力学原理,通过传感器实时监测机器人的姿态和末端负载情况,计算出所需的补偿力和扭矩。
主要的原理包括:1. 力传感器:通过在机器人的关节和末端装配力传感器,可以实时监测机器人受到的外部力和重力影响。
这些力值可以用来计算所需的补偿力。
2. 位置反馈:机器人系统通常配备编码器和位置传感器,可以实时监测机器人的位置和姿态。
全自动打磨抛光工业机器人系统研发摘要:为实现工件的全自动打磨抛光,需通过Pro/E 建模设计工业机器人本体、上下料系统、打磨平台及机构,从而研发并控制自动打磨抛光工业机器人系统,通过以太网通讯关联 PLC 与控制柜。
关键词:打磨抛光机器人;数学建模;模糊变结构控制;Pro/E建模一、全自动打磨抛光工业机器人总体方案目前,研发全自动打磨抛光工业机器人有利也存在弊端,优势是可以充分展现机器人优于人工的生产稳定性、联系性以及优化性能,通过设定最优抛光动作,在一定程度上可以提升抛光质量及效率;而弊端是工业环境制约研发过程发展。
一方面,原有生产环境影响现有机械结构,因此所设计的机械结构需结合现有生产环境及尺寸;另一方面,设计机器人系统需满足金属抛光打磨所需的高灵活性以及高精准性设计要求[1]。
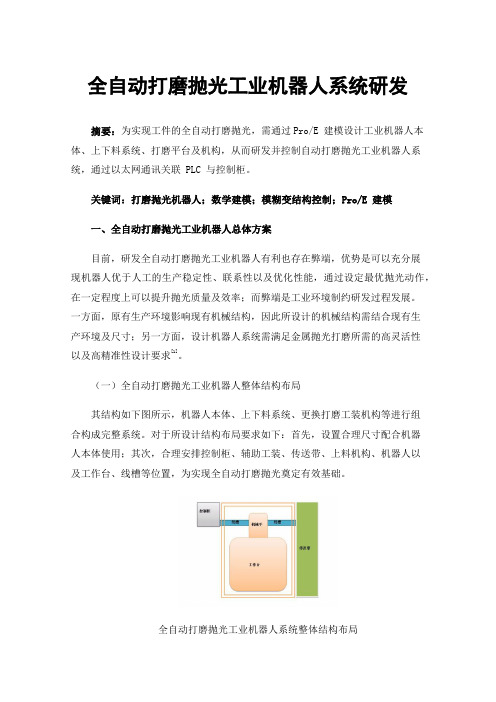
(一)全自动打磨抛光工业机器人整体结构布局其结构如下图所示,机器人本体、上下料系统、更换打磨工装机构等进行组合构成完整系统。
对于所设计结构布局要求如下:首先,设置合理尺寸配合机器人本体使用;其次,合理安排控制柜、辅助工装、传送带、上料机构、机器人以及工作台、线槽等位置,为实现全自动打磨抛光奠定有效基础。
全自动打磨抛光工业机器人系统整体结构布局Pro/E 建模打磨抛光工艺流程为:首先,带有真空吸盘的机器人打磨系统模块通过真空抓取待打磨抛光工件,并放置于打磨台中,大打磨头自动安装打磨砂布负责抛光打磨工件表面,小打磨头负责抛光打磨工件侧面,打磨好的工件会通过真空吸盘放置于传送带,完成工件抛光打磨过程。
打磨抛光机器人系统 Pro/E 建模二、全自动打磨抛光工业机器人及辅助系统设计(一)机器人主体研究全自动打磨抛光工业机器人,主要研究内容包含机器人控制算法、尺寸、机器人运动速度以及旋转半径等重要参数。
本文选用的全自动打磨抛光工艺机器人系统为 FUNAC M-10iA 型机器人,需要注意的是机器人的选择需根据工种类型,择优而选。
《工业机器人辅助抛磨叶片离线编程与力控研究》篇一一、引言随着工业自动化和智能制造的快速发展,工业机器人在制造业中的应用越来越广泛。
其中,抛磨叶片作为制造业中的一项重要工艺,对提高产品质量和生产效率具有重要影响。
为了实现抛磨叶片工艺的自动化和智能化,本研究探讨了工业机器人辅助抛磨叶片的离线编程与力控技术。
本文首先介绍了研究背景和意义,然后概述了相关领域的研究现状及存在的问题,最后阐述了本文的研究目的、方法和主要贡献。
二、相关领域研究现状目前,国内外学者在工业机器人辅助抛磨叶片领域取得了一定的研究成果。
离线编程技术能够实现机器人的高精度、高效率加工,而力控技术则能够保证抛磨过程中的稳定性和安全性。
然而,现有的研究仍存在一些问题,如编程精度不高、力控系统不稳定等。
因此,本研究旨在通过改进离线编程技术和力控技术,提高工业机器人辅助抛磨叶片的效率和精度。
三、离线编程技术研究本文提出了一种基于三维扫描数据的离线编程技术,通过将叶片的三维数据导入机器人控制系统,实现机器人的高精度加工。
具体而言,我们采用了高精度的三维扫描设备对叶片进行扫描,获取其精确的三维数据。
然后,通过专业的软件对数据进行处理和分析,生成机器人的加工路径和程序。
最后,将程序导入机器人控制系统,实现机器人的高精度加工。
四、力控技术研究力控技术是保证抛磨过程中稳定性和安全性的关键技术。
本文提出了一种基于柔顺控制的力控技术,通过在机器人末端安装力传感器,实时监测抛磨过程中的力和压力变化。
当力或压力超过设定阈值时,控制系统会自动调整机器人的运动轨迹和速度,以保证抛磨过程的稳定性和安全性。
此外,我们还采用了模糊控制算法对力控系统进行优化,提高了系统的响应速度和稳定性。
五、实验与分析为了验证本文提出的离线编程技术和力控技术的有效性,我们进行了实验分析。
首先,我们使用离线编程技术对叶片进行加工,并与传统的手动编程方法进行了比较。
实验结果表明,离线编程技术能够显著提高加工效率和精度。
机器人自动化抛光系统关键技术的研究的开题报告一、选题背景随着制造业的快速发展,机器人技术在制造业中的应用越来越广泛,自动化抛光系统是其中之一。
传统的抛光方法大多采用人工抛光,效率低,质量难以保证,而自动化抛光系统采用机器人实现抛光的过程,不仅可以提高抛光的效率,而且可以保证抛光的一致性和质量。
二、研究目的本研究旨在探究机器人自动化抛光系统的关键技术,探索如何利用机器人技术快速、准确地完成抛光过程,并提高相应的生产效率。
三、研究内容1.机器人自动化抛光系统的技术基础,包括机器人工作原理、控制技术、传感技术等;2.机器人自动化抛光系统的工艺流程分析,包括抛光前处理、抛光过程、抛光后处理等;3.机器人自动化抛光系统的关键技术研究,包括机器人路径规划、抛光力控制、抛光轮模型设计等;4.机器人自动化抛光系统的实验验证,包括设计抛光实验、记录实验数据、分析实验结果等;5.机器人自动化抛光系统的应用展望,包括机器人自动化抛光系统在制造业中的应用前景、发展趋势等。
四、研究方法本研究采用文献资料法、实验法、仿真模拟法等多种研究方法。
先通过文献查阅和调研来了解机器人自动化抛光系统的基础知识和关键技术,然后通过实验验证和仿真模拟来探索机器人自动化抛光系统的优化方案和应用前景。
五、研究意义机器人自动化抛光系统是制造业自动化生产的重要组成部分,可以提高制造业的生产效率和生产质量。
本研究将探究机器人自动化抛光系统的关键技术,为提高制造业的自动化水平和技术水平做出贡献。
六、预期成果本研究的预期成果有:1.建立机器人自动化抛光系统的技术框架;2.研究机器人路径规划、抛光力控制、抛光轮模型等关键技术;3.设计抛光实验并记录实验数据;4.通过实验验证和仿真模拟来验证机器人自动化抛光系统的优化方案;5.总结机器人自动化抛光系统的应用前景和发展趋势。
七、研究难点1.机器人自动化抛光系统的抛光力控制技术研究;2.机器人自动化抛光系统的抛光轮模型设计难题;3.机器人自动化抛光系统的实验验证和仿真模拟工作量大。

精密磨抛加工机器人自主重力补偿方法研究
祁若龙;邵健铎;李论
【期刊名称】《沈阳建筑大学学报(自然科学版)》
【年(卷),期】2024(40)1
【摘要】目的针对工业机器人磨抛加工过程需消除不同位姿条件下重力矢量对末端力感知的影响,提出一种重力补偿算法,从而精确控制三维磨削力。
方法借助安装在机器人末端的六维力传感器,读取机器人多个随机位姿下实时力和力矩信息,并基于卡尔曼滤波对传感器信息进行有效降噪;通过线性拟合算法对降噪后数据开展数值分析,计算出传感器误差、机器人世界坐标系偏移、末端负载重心大小及重心坐标等参数;根据以上参数并结合机器人当前姿态来实时消除负载重力影响。
结果采用笔者所提算法对同样静态条件下的机器人进行重力补偿,补偿后的重力影响产生的各方向力均近似为0,偏差小于0.1 N。
结论笔者所提出的算法充分考虑了重力补偿参数之间的耦合作用,能够消除重力影响,精确测量出机械臂末端六维力传感器受到的外力以及外力矩。
【总页数】9页(P158-166)
【作者】祁若龙;邵健铎;李论
【作者单位】沈阳建筑大学机械工程学院;中国科学院沈阳自动化研究所机器人学国家重点实验室
【正文语种】中文
【中图分类】TP242
【相关文献】
1.机器人自动研抛系统平台搭建及重力补偿研究
2.光学元件超精密磨抛加工技术研究与装备开发
3.五轴磨抛机器人补偿算法研究与实现
4.机器人磨抛复杂曲面加工轨迹对表面质量的影响研究
因版权原因,仅展示原文概要,查看原文内容请购买。