前摆式螺旋埋弧焊管机组工艺及调型分析
- 格式:pdf
- 大小:239.30 KB
- 文档页数:4
螺旋钢管调型计算公式原理
螺旋钢管是一种常用的结构材料,它的调型计算是设计过程中必不可少的一部分。
螺旋钢管的调型计算是通过一定的公式原理进行的,下面介绍一下这些公式原理。
1. 螺旋钢管的长度计算公式
L=(n+0.5)πD
其中,L为螺旋钢管的长度;n为螺旋钢管的圈数;D为螺旋钢
管的直径。
2. 螺旋钢管的壁厚计算公式
t=(pD^2)/(4S+0.5pD)
其中,t为螺旋钢管的壁厚;p为设计压力;S为螺旋钢管的抗
拉强度。
3. 螺旋钢管的截面面积计算公式
A=πR^2
其中,A为螺旋钢管的截面面积;R为螺旋钢管的半径。
4. 螺旋钢管的截面惯性矩计算公式
I=πR^4/4
其中,I为螺旋钢管的截面惯性矩。
以上是螺旋钢管调型计算中常用的公式原理,通过这些公式原理可以更准确地计算螺旋钢管的各项参数,为设计提供准确的数据支持。
- 1 -。
⑵、螺旋埋弧焊管(SSAW)螺旋埋弧焊管设备投资较少,因采用价格较低的窄带(板)卷连续焊接生产大口径(Ф1016~2400mm)焊管,生产工艺简单、运行费用低,具有低成本运行优势,在中大口径低压输水、热力和打桩管等市场具有价格优势,但在压力管道工程,尤其是燃气管线中应用应具有必要的硬件配置,如无损检测和理化检验设施,加强质量保证措施,严格按生产许可证实施监管。
目前,在我国油气输送螺旋焊管已形成了以石油系统所属钢管厂为主的基本格局。
采用低残余应力成型和管端机械扩径等先进技术,经过严格质量控制的螺旋焊管在质量上可与直缝焊管相媲美,在我国西气东输等油气长输管道工程中获得了广泛应用,是我国油气长输管道工程采用的主要管型。
其目前的产能已经能够满足我国油气长输管道工程建设的需要,并已大量出口。
因此应加强现有机组的技术改造,严格控制新的产能建设。
⑶、直缝埋弧焊管(LSAW)直缝埋弧焊在我国是较晚发展起来的先进制管技术,过去主要采用UOE技术制造,近年来渐进式JCOE在我国和全世界逐渐成为另一种新的主流技术。
直缝埋弧焊管质量可靠,广泛应用用于油气高压输送主干线上。
该焊管机组由于投资相对较大,使用的原材料为成本较高的单张宽厚板,工艺较复杂,生产效率低,产品成本较高。
因此,该技术受到原料(钢板)质量、价格以及制管成本的制约,在一般应用领域里缺乏竞争力。
由于我国高压油气输送管线每年需要大中口径焊管100万吨左右。
主要采用螺旋焊管,直缝埋弧焊管将作为螺旋焊管的补充,主要应用于螺旋焊管机组不能生产的大壁厚钢管(17.5mm以上)和弯管用母管,其用量受到一定限制。
宝钢计划建设的新的UOE机组投产后,国内直缝埋弧焊管产能将超过我国高压油气输送管线建设需要,今后不宜再建设新的直缝埋弧焊管机组。
现有机组要加强技术改造,进一步提高质量和技术水平。
应加快高韧性焊接材料和X80以上管线钢板,尤其是直缝埋弧焊管用管线钢宽厚板的国产化,以适应将来洲际大口径输气管线建设的需要。
螺旋埋弧焊管焊缝形状计算机控制系统的研究大型铸锻件螺旋埋弧焊管焊缝形状计算机控制系统的研究邢晓燕辛希贤张新燕(西安石油大学材料科学与工程学院,陕西710065)摘要:介绍了螺旋埋弧焊过程中焊缝几何形状计算机控制系统的硬件设计和软件实现方法,并对预测焊接工艺参数的专家系统进行了测试.基于VB语言设计的系统主程序能实现焊缝形状采集,图像处理,焊缝形状曲线绘制等功能.关键词:螺旋埋弧焊;焊缝几何形状;逆向思维;专家系统中图分类号:TG445文献标识码:A TheResearchoftheComputerControlSystemforthe WeldsGeometryofWeldedTubebvSSAWXingXiaoyan,XinXixian,ZhangXinyanAbstract:Thisarticlehasdescribedthehardwaredesignofthecomputercontrolsystemforthe weldsgeometry duringtheprocessofSSAWaswellasitssoftwaredevelopment.Meanwhiletheartificialneur alnetworkforthepredie-tedweldingparametershasbeentested.BasedonthesystemmainprogramdesignedwithVBl anguage,thefunctionssuchastheweldsgeometryacquisition,theprocessoftheimageandthecurveplottingofthewe ldsprofileCanreal-ized.Keywords:SSAW;weldsgeometry;conversethinking;artificialneuralnetwork焊缝形状是焊接质量,焊接工艺参数合理性及焊接参数控制稳定性的直接反映.目前研究焊缝形状的成形问题的理论方法多采用正向思维法,即利用正交试验的方法,探讨,确定,回归各关键工艺参数与焊缝形状描述参数如熔深,熔宽,余高等之间的关系,利用该关系指导工业性试验,达到改善焊缝形状的目的.由于影响焊缝形状的因素很多,只确定几个关键因素是不能完全控制焊缝形状的.因此,笔者基于逆向思维法,提出建立焊缝形状的计算机控制系统,这对于优化焊接参数,改善焊缝形状具有较重要的理论意义和实际使用价值.l逆向思维所谓逆向思维法,即在思考路线上先从结果进行分析研究,最终找出改善焊缝形状的有效途径.本文基于这种逆向思维法,把计算机图像处理技术和专家系统应用于焊缝形状控制系统的开发,采用visualbasic作为开发工具.该系统提供收稿日期:2019—09—19作者简介:邢晓燕(1979一),女,西安石油大学硕士生,研究方向为管材成型工艺及其性能控制.了友好的人机界面,具有完备的焊缝形状的采集,图像处理,焊缝形状参数测量功能,可以完成焊缝形状的数学模型的建立,焊缝形状曲线绘制,局部曲线放大等操作.此外,还建立了焊接参数基础数据库,以及可满足对相关资料的检索及焊接工艺参数预测的专家系统.2系统的总体设计方案本系统的总体模型如图l所示.该系统有如(1)侧重于应用本系统从焊接现场采集焊缝式样,经过图像处理可以建立数学模型,同时测量焊缝的质量参数和利用专家系统预测焊接工艺参数,用来制定优化焊接工艺,从而指导焊接生产.整个过程面向应用,形成试验——理论研究——生产应用——试验的闭合回路.(2)具有开放式结构系统中建立数学模型部分含有多种曲线方程,可根据需要不断添加到程序中,以便能处理更多形状的焊缝.2.1系统硬件设计32019年第4期(总110期) L………………………………一一一软件系统图1系统总体模型Figure.1Thegeneralmoldofthesystem系统的硬件部分由焊接设备,扫描仪组成.焊接设备是焊接试样的提供者,扫描仪可以迅速地将图形或图像输入到计算机中.扫描前先预览待扫描的区域,并调整好亮度,对比度及扫描缩放比例等.本系统选用256级灰度或彩色模式扫描获得的扫描图像较理想.2.2系统软件设计系统软件部分包括五大模块:焊接数据采集模块,焊缝形状图像处理模块,焊缝形貌评价模块,焊接基础数据库模块,预测焊接工艺参数专家焊接数据采集模块的主要功能是将焊缝试样的基本参数,焊缝试样扫描图像存储到微机硬盘中.在程序运行过程中,该模块为专家系统提供了反映系统当前状态的事实数据的"场所",能反映系统要处理问题的主要状态和特征,是系统的操作对象.焊缝形状图像处理模块主要完成计算机图像输入,图像处理,曲线拟合及拟合效果评价,建立焊缝形状数学模型.焊接时,焊缝的截面轮廓形状是一条曲线,仅用焊缝的宽度和深度及堆高几个参数并不能全面反映焊缝的轮廓形貌,而精确4描述焊缝轮廓曲线的方法就是给出曲线方程,而本系统就具有这种功能.焊缝形貌评价模块的主要动能是在焊缝形状描述的基础上,对焊缝形貌作全方位,多参数的评价,其中包括熔深,熔宽,余高,熔合量,内焊中凹, 外焊中凸,焊偏量等.找出最佳的焊缝形貌及其组合曲线方程,实现了对现实生产的焊缝形貌进行综合评价.焊接基础数据库由焊接基本情况,焊接材料,工艺因素,焊接规范,结构因素,焊接电源,焊缝形状图像,焊缝形状数学模型等8个数据表组成. 该模块主要功能是对各个数据表进行数据录入, 修改,删除,打印,检索等操作.通过搜索查询获取相关焊接信息,分析对比达到优化工艺参数的目的.预测焊接工艺参数的计算机专家系统模块主要是依据给定的焊缝的几何形状,采用神经网络的反向传播算法,预测出相适应的焊接工艺参数. 从中找出以实际生产为基础的焊缝形貌随工艺参数变化的规律,为正确选择焊接工艺参数和严格焊接工艺管理提供理论依据.笔者着重介绍预测焊接工艺参数的计算机专大型铸锻件家系统在研究焊缝形貌过程中的应用.3预测焊接工艺参数的专家系统模块的设计事实上,由于焊接过程中有许多变化的因素,在给定焊接工艺参数(如电流,电压,焊速等)的情况下,要想获得理想的焊缝形状是非常困难的. 因此预测和控制焊接工艺参数将会减少试验的工作量并简化焊接工艺过程的复杂性.3.1能实现映射变换的三层前馈型B—P网络三层前馈型B—P网络是能实现映射变换的神经网络中最常用的一种网络,其功能结构示意图如图2所示.它是一个典型的前馈型层次网络,由三大部分构成:输入层LA,隐蔽层LB和输出层LC.同层节点间无关联,异层节点问前向连接.输入层隐蔽层输出层图2B—P网络结构图Figure.2B—PnetworksketchLB层中节点的输出函数为:mb,=2w×0+)(r=1,……,u)LC层中节点的输出函数为:Uc,=/.(2v×b,+oj)(=1,……,n)其中,(?)为s型函数,即f()=(1+e-x)~.3.2系统测试试验为了验证本系统硬件和软件部分的功能,从现场采集到9O个螺旋埋弧焊焊缝试样主要试验参数变化范围如表1所示.的,神经网络的起始连接权随机选择在一0.5~0.5范围内.此神经网络有两个隐蔽层,每个隐蔽层分别有6个和4个神经单元,其机构如图3所示.熔宽余高熔深曲线凹处弧长板的厚度输入层隐蔽层输出层电流电压焊接速度图3用来预测焊接工艺参数的BPN结构图Figure.3BPNstructuresketchforpredicting theweldingparameters本系统在处理焊缝形貌方面所采用的逆向思维方法是对于给定的焊缝几何形状参数,有一套相对应的焊接工艺参数.神经网络的隐蔽层数最好是一层或二层,训练模式的最佳次数是在2O次到3O次之间.增加训练次数只会减少神经网络输出层的预测值准确性.因此本系统采用21次训练模式,其结果如表2所示:表2使用BPN技术预测焊接参数的结果Table.2Thepredictedweldingresults,thBPNtechnology焊接工艺参数相关系数%绝对偏差电流0.8492O.31A电压O.8671.97V焊接速度O.7712O.68mm/s表2中相关系数是用来评估预测值和试验值之间的关系的.从表2的预测结果可以看出,本系统不但可以预测出给定焊缝试样的工艺参数,而且可以计算出预测值和试验值之间的误差大小.经过神经网络的反复学习,其精确度会不断地提高.采用本系统还可以对影响焊缝形状的其它因素进行分析,以进一步获取神经中隐含的其它有用的信息, 这就为研究焊缝形状的计算机控制系统提供了新的试验方法和途径.表1电流,电压,焊接速度和板厚变化范围Table?1Thevariationrangeofcurrent.voltage.4结论weldingspeedandtheplatethickness电A电压/V速度/(mn~/s)板)~/mm最小值16O203.396.35最大值3204211.O115.87训练网络的数据是从试验数据中随机抽取(1)螺旋埋弧焊焊缝形状计算机控制系统集焊缝形状图像采集,处理,数据存储和工艺参数预测功能于一体,不但便于对焊缝形状建立数学模型,而且能够预测出所对应的焊接工艺参数.(2)利用神经网络的反向传播算法,可以提52019年第4期(总110期)高神经网络的学习速度,减少预测值与试验值的误差,为分析焊接过程中所形成的焊缝几何形状提供了新的方法和依据.参考文献1ChanB.,PacyJ.andBibbyM.Proceedingsofthe7thIntemation—alConferenceonComputerTechnologyinWelding.NISTSpecialPublication923,2019,p518~5282李兰友,刘炜,江中.VisualBasic高级图形应用程序设计[M].北京:北方交通大学出版社,2019.103刘有才,刘增良.模糊专家系统原理与设计[M].北京:北京航空航天大学出版社,1995.34ChandelR.S.ModellingandControlofCastingandWeldingProcessIV,2019.p109~1205熊腊森.焊缝儿何形状参数的预测和选择[J].华中工学院学报,1986,17(8):26~28责任编辑肖红原城市轻轨和地铁车辆专用车轮的热处理工艺研究韩建生侯佩云(太原重工轮轴公司轮轴研究所,山西030024)摘要:分析了轻轨和地铁专用车轮供货技术条件与铁路用车轮的标准要求的区别,并据此调整了淬火和回火等相关的工艺参数,应用于轻轨和地铁专用车轮的生产,采用调整后的工艺生产的轻轨和地铁车轮的硬度完全符合供货技术条件的要求.关键词:轻轨车轮;地铁专用车轮;热处理;淬火;硬度中图分类号:TG162.7文献标识码:A TheHeatTreatmentProcessResearchofthe SpecialWheelfortheCityLightRailandMetroTrainsHanJiansheng,HouPeiyunAbstract:Thisarticlehasanalyzedthedifferentiationbetweenthedeliveryspecificationofth especialwheelused forlightrailandmetrotrainandconventionalrequirementofthewheelusedfortherailwaytrai ns.Basedonthisdiffer?entiation,therelativeprocessparametersforthequenchingandtemperinghavebeenadjusted ,whichhavebeenap- pliedtothemanufacturingofthespecialwheelusedforthelightrailandmetrotrains.Thehardn essofthemanufac? turedwheelswiththeaajustedprocesshavemettherequirementsofthedeliveryspecification s.Keywords:lightrailtrainwheel;metrospecialwheel;heattreatment;quenchinghardness 1概述早期的轻轨和地铁采用的制造和生产标准大多是参照铁路部门的相关要求制订的,轻轨和地铁车辆用车轮无论是材质还是性能,都与铁路部门所使用的CL60钢车轮基本相同,所以其生产过程及工艺也与铁路用CL60钢车轮一致.但是最近我们注意到有些轻轨和地铁用车轮的性能要求开始出现了一些变化,这就要求制造厂在生产工艺上进行相应的调整,以满足供货条件.针对这一点,我们以铁路用CL60钢车轮热处理工艺收稿日期:2oo5一O8—22作者简介:韩建生(1968一),男,山西太原人,工程师,太原理工大学在职工程硕士,主要从事轮,轴产品的热处理工艺研究及生产实施.6为基础,对轻轨和地铁专用的CL60钢840mm车轮的热处理工艺进行了研究,制订了新的工艺参数,并通过多次生产实验进行了验证,结果表明采用新的热处理工艺生产的轻轨和地铁专用的CL60钢840mm车轮完全能够满足新的供货条件要求.2实验及结果分析按照铁道部相关标准的规定,铁路用CL60钢840车轮的力学性能要求为:轮辋剖面上踏面下30mm处的硬度为265~320HBS,见图1LlJ; 而最近有关轻轨和地铁专用CL60钢840mm车轮的供货技术要求中,部分车轮执行欧洲标准(UIC812—3或prEN13262).该标准对车轮轮辋剖面硬度的梯度分布进行了严格的规定.如太原。
埋弧焊管焊接主要缺陷及防控措施
埋弧焊管焊接是工业领域中常见的连接管道方法之一,随着工艺的发展,埋弧焊管焊接的质量也得到了很大的提升。
但是,在实际应用中,埋弧焊管焊接还存在着一些质量问题,主要表现在以下几个方面。
首先,埋弧焊管焊接的主要缺陷是气孔。
气孔是由于焊缝中存在气体,导致焊缝出现孔洞的问题。
这种问题可能出现在焊缝表面或者焊缝内部,严重影响焊接的质量。
其次,埋弧焊管焊接还会引发焊接变形的问题。
焊接时受热导致的变形,是埋弧焊管焊接过程中不可避免的问题。
这种变形可能会导致焊
缝的尺寸不准确,不符合工程要求。
针对上述问题,现今已经出现了很多防控措施,能够有效的提高埋弧
焊管焊接的质量。
首先,要加强焊前准备工作。
在进行埋弧焊管焊接前,应充分处理和
清洁管材表面,确保无锈蚀和油污等问题的存在。
这能够减少杂质进
入焊接过程中的情况,从而降低气孔的形成率。
其次,选择适当的焊接工艺参数。
埋弧焊管焊接在进行时,要充分调
整好电流、电压等参数。
焊接过程中必须掌握好焊接时间,光弧稳定性等参数,确保在焊接过程中不会产生气孔等问题。
最后,要注意焊后处理工作。
焊母材在焊接过程中,受到了热应力的影响,需要对焊缝进行冷却,并给予一定的后续处理。
这能够避免出现松动、开裂等问题的发生,确保焊缝的质量和稳定性。
总之,焊接技术的推广和应用不仅需要具备良好的技术技能和操作能力,更需要以科学的思维和技术手段为支撑,不断进行改进和完善。
通过有效的防控措施,我们可以提高埋弧焊管焊接的质量,切实为工业发展提供有力保障。
螺旋钢管调型计算公式原理
螺旋钢管是一种常用的管材,其特点是强度高、耐腐蚀、使用寿命长等。
在使用螺旋钢管时,需要对其进行调型,以保证其稳定性和安全性。
螺旋钢管调型计算公式是进行调型的重要工具,下面我们来了解一下其原理。
螺旋钢管调型计算公式是基于力学原理和材料力学原理的。
在进行螺旋钢管调型时,需要考虑到管材的强度、刚度、变形等因素,以及外部载荷的作用。
因此,螺旋钢管调型计算公式需要考虑到以下几个方面:
1.管材的强度和刚度:螺旋钢管的强度和刚度是影响其调型的重要因素。
在计算公式中,需要考虑到管材的截面形状、材料强度、弹性模量等因素,以确定其承受外部载荷的能力。
2.外部载荷的作用:螺旋钢管在使用过程中,会承受各种外部载荷的作用,如重力、风力、地震力等。
在计算公式中,需要考虑到这些外部载荷的作用,以确定管材的变形和应力分布情况。
3.管材的变形:螺旋钢管在承受外部载荷时,会发生一定的变形。
在计算公式中,需要考虑到管材的变形情况,以确定其调型后的形状和尺寸。
基于以上几个方面,螺旋钢管调型计算公式可以通过数学模型来描
述。
在计算公式中,需要考虑到管材的截面形状、材料强度、外部载荷的作用、管材的变形等因素,以确定其调型后的形状和尺寸。
通过计算公式,可以得到螺旋钢管的调型参数,如弯曲半径、弯曲角度、管径变化等。
螺旋钢管调型计算公式是进行调型的重要工具,其原理基于力学原理和材料力学原理。
在进行螺旋钢管调型时,需要考虑到管材的强度、刚度、变形等因素,以及外部载荷的作用。
通过计算公式,可以得到螺旋钢管的调型参数,以保证其稳定性和安全性。
螺旋焊管成型控制技术研究作者:刘军来源:《中国科技博览》2017年第21期[摘要]随着油气输送管线的不断开发建设,焊接钢管在不断向大口径、大壁厚、高钢级发展。
螺旋焊管由于设备的投资成本较低、生产线的设备重量比较轻、生产效率高、可以用宽度小的带钢生产出不同管径的钢管等特点使其成为国内外输油输气管线用管的基本管型。
本论文重点对螺旋焊管在成型过程中存在的具体问题进行了分析硏究,解析了影响螺旋焊管成型稳定的各种原因,并提出了相应的解决问题的方法。
[关键词]螺旋焊管成型控制技术中图分类号:G274 文献标识码:A 文章编号:1009-914X(2017)21-0018-01螺旋埋弧成型焊管是一种大口径钢管的制管工艺,特别适合生产壁厚小、直径大、定尺长、中低压气液输送用管。
螺旋焊管在生产成型过程中由于某些原因会产生一些成型缺陷,进而影响焊管的质量,降低产品合格率。
因此查找缺陷产生的原因并加以解决对于成型的质量控制至关重要。
1、螺旋焊管成型缺陷产生的原因在成型过程中常见的钢管缺陷主要有:错边、管径超标、成型焊缝不合适、开缝、撅嘴及裂纹等。
1.1 错边产生的原因错边即钢带或钢板边缘间的径向偏移,它不仅影响焊管直径的大小还会加大焊缝间隙,由于错边是不可修复的,所以它是造成钢管降级的主要因素之一。
造成错边原因包括:(1)带钢"月牙弯"。
月牙弯越大,错边量越大。
(2)焊垫辊顶得过紧。
生产时焊垫辊的正确位置应该在偏向成型辊10-15mm处,高度以钢管下表面标高偏上一点为佳,偏离距离过小造成正错边,距离过大则造成反错边。
(3)成型器小辊角度调整过小。
(4)生产中后桥输出辊道调整不平,导板间隙过大,外控辊压得过紧。
(5)对带有预弯装置的成型器,带钢两端预弯量不合适。
带钢表面不平整、边缘状况不好、跑偏、递送边与自由边变形不均匀等都非常容易造成错边。
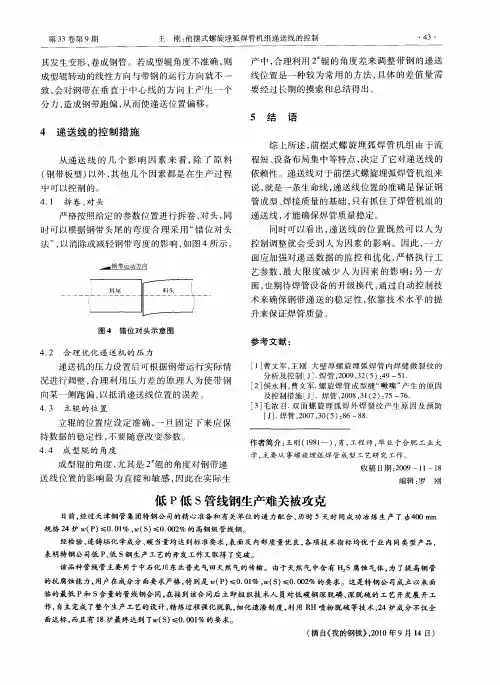
1.2 管径超标产生的原因(1)钢递送线位置偏离递送线位置,产生了错边从而造成管径偏大或偏小。
双面埋弧焊螺旋钢管焊接工艺双面埋弧焊螺旋钢管焊接啊,这可是个很有趣的事儿呢。
咱先来说说这钢管,就像一条长长的巨龙,等着被焊接技术赋予新的生命。
这双面埋弧焊啊,就像是给这条巨龙的身体做缝合手术。
它的焊接设备就像是一群小助手,各司其职。
那焊接电源就像是心脏,源源不断地提供能量。
电流就像血液,在整个焊接过程中流淌,不同的电流大小就像血液流动的速度不一样,电流大了,焊接的速度可能就快些,就像血液流速快了,身体反应也会快,不过电流太大可不行,就像人血压太高会出问题一样。
在焊接之前啊,要对钢管的接口进行处理。
这接口就像两个人要拉手,手得洗干净吧,接口就得打磨得平平整整,不能有脏东西。
要是有铁锈啊,油污啊,就像是两个人手上沾满了泥巴去拉手,肯定拉不紧。
打磨好了,接口就像两个光滑的手掌,准备紧紧相握。
然后就是焊丝的选择啦。
焊丝就像针线,要选择合适的才能把钢管这个大布娃娃缝好。
不同的钢管材质就得搭配不同的焊丝,就像不同的布料要用不同的线来缝。
如果选错了焊丝,就像用缝牛仔裤的粗线去缝丝绸衣服,那肯定不行,焊接出来的效果会大打折扣。
开始焊接的时候,那电弧就像一道小闪电。
它在焊丝和钢管之间跳跃,把焊丝融化,一点一点地填充在接口处。
双面埋弧焊的好处就是两边都能同时焊接,就像两个人同时给布娃娃缝两边的口子,速度快而且缝得结实。
在焊接的时候,要控制好焊接的速度。
这速度就像走路的速度,走得太快了,焊接的质量就不好,可能会有漏洞,就像走路太快容易摔跤一样;走得太慢呢,效率又低,还可能把钢管烧穿,就像在一个地方站得太久把地踩出个大坑来。
焊接过程中的保护也很重要。
就像我们出门要戴帽子防晒一样,焊接的时候要用焊剂来保护焊缝。
焊剂就像一层保护膜,防止空气里的氧气、氮气等调皮的小气体跑到焊缝里捣乱。
要是没有这层保护,焊缝就像没有保护的小孩子,容易生病,也就是容易出现气孔、裂纹等缺陷。
在整个焊接过程中,温度的控制也是个关键。
温度太高,钢管就像被火烤得太久的红薯,会变得软塌塌的,形状都可能变了;温度太低呢,又像冬天里的冰块,焊接效果也不好。
浅谈超级双相不锈钢管道埋弧焊焊接工艺摘要:自工业革命以来,21世纪工业发展迅速,能源需求加剧。
人们对产品的质量及精度追求越来越高,管道焊接质量的要求也越来越高,尤其在海工领域要求更为突出,海上作业对压力管道的焊接质量要求特别高,保证工作安全性。
近年来我国成为世界制造业大国很多海工平台油气模块已经开始自己生产和制造,展现了国家在制造业的投入和重视,对于复合人才的培养,先进制造技术及工艺上进行学习和改进,取长补短,为国家深蓝工业的发展助力,展现大国实力。
关键词:母材、焊接材料、工艺参数引言双相不锈钢管道焊接是一项实践性较强的综合性工作,其具体实施方法的特殊性不言而喻。
该项课题的研究,将会更好地提升对双相不锈钢管道焊接技术的分析与掌控力度,从而通过合理化的措施与途径,进一步优化该项工作的最终整体效果。
1.焊接工艺1.1概述本工艺指导书规定了超级双相不锈钢管道埋弧自动焊接的注意事项及焊前准备,母材材质、厚度、坡口形式,焊接材料,工艺参数等。
1.2母材适用于厚度在16-81mm的超级双相不锈钢管道。
如超级不锈钢管道UNSS32750 、UNS S32760 以及同等材质。
2.焊接材料3.坡口形式3.1坡口形式如表一所示:3.2焊前准备3.2.1 焊接前将坡口及两侧各50mm范围内的水分、油脂、锈污及氧化物等其他影响焊接质量的杂物除去。
3.2.2 预热方法:采用电加热片加热或烤枪加热(中性焰加热)。
打底及填充氩弧焊:当母材温度低于10℃时,应要将母材预热到最低20℃,且应在焊接过程中保持这一最低层间温度。
焊接前最低温度值同样适用于定位焊。
埋弧焊最低预热温度为80℃。
3.2.3 预热/层间温度测量点:预热温度测量点应位于焊接点周围所有方向上不得小于3 倍焊件的最大厚度值处,但不得小于75mm。
在邻近焊缝金属处检测层间温度,层间温度不小于预热温度。
检测方法:接触式测温仪。
3.2.4 埋弧焊开始工作前,将残留在焊剂导向管中的焊剂排出,确保开始工作时焊剂的温度在100~150℃。
双相钢制设备埋弧焊工艺分析双相钢制设备是一种高强度、耐腐蚀、高温性能优异的钢材。
在工程领域被广泛应用于海洋、化工、造船、核电等重要领域。
而双相钢制设备的生产加工过程则需要使用到高精度的焊接技术,其中最主要的焊接方法就是埋弧焊。
在本文中,我们将会详细探讨双相钢制设备埋弧焊工艺分析,旨在为相关从业者提供相关参考。
1. 双相钢制设备特点双相钢制设备由于其结构特点,被广泛用于大型石化、船舶、海底管道、化工、核电等行业。
其主要优点为:(1) 几乎不产生焊接变形;(2) 耐腐蚀性能好;(3) 塑性及韧性较好;(4) 适用于宽范围的温度条件(运行温度可从大于50°C至500°C);(5) 抗裂性好。
2. 埋弧焊的概念及优点埋弧焊是指焊条采用自动进给、电弧始终埋在焊接工件和焊条之间的一种自动化焊接方法。
埋弧焊具备如下特点:(1) 焊接速度快,生产效率高;(2) 焊缝质量高,熔合度好;(3) 操作简便,连续性好;(4) 劳动强度低。
3. 双相钢制设备埋弧焊的工艺流程(1) 准备工作:先将工件清洗干净,切割成相应的规格与尺寸,并使用丝锉、铣刀等工具对工件表面进行打磨、修整;(2) 选择合适的焊接材料:根据双相钢制设备的结构特点及应用场合,选择具有优异性能的焊接材料。
合适的焊接材料需要满足耐腐蚀能力强、韧性好、强度高、热膨胀系数与基材相合适等要求;(3) 选择合适的焊接电流:根据双相钢制设备的结构尺寸、壁厚、焊接材料的选择等因素,选取适当的焊接电流范围。
建议采用电流先小后大的方式进行;(4) 进行埋弧焊:焊材自动送进电弧焊工作环境。
电流通过电极、焊丝,形成弧光。
焊接时焊丝自动补充直至焊缝长度达到要求。
埋弧焊的焊缝质量好,一般为弯曲式断裂。
4. 双相钢制设备常见焊接缺陷及处理方法在埋弧焊过程中,我们可能会遇到一些焊接缺陷。
以下是双相钢制设备常见焊接缺陷及其处理方法:(1) 孔洞:在焊缝中出现孔洞,可能是焊接区域污染、生锈、含有氧化物等原因造成的。