SKF机床精密维修服务10009_ZH
- 格式:pdf
- 大小:294.51 KB
- 文档页数:2
技术服务方式、响应时间10.1.5.1、服务方式●咨询服务:有专业工程师和资深工程师为客户做指引和解答。
●上门服务:专业的维修工程师到现场为客户解决问题,并做简单的技术培训。
●送修服务:客户将故障机器送至最近的服务机构并由专业的维修工程师现场检测维修。
●在线技术支持:我公司设立有全天在线的专用QQ,可通过即时问答解决客户的问题。
●E-MAIL:将客户的问题或故障现象发至我公司技术支持专用邮箱,我公司技术支持工程师会在24小时内向您回复。
●加急服务:紧急突发事件的服务需求,任何时间、任何地点我公司均会响应并在两小时内到达,(各级地县市在两小时内派出工程师)。
●培训服务:根据客户的需求由专业的讲师上门为客户培训。
●定制服务:根据客户的要求为客户量身制作服务方式和服务内容。
10.1.5.2、响应时间(1)我公司实行7*24小时全线服务。
(2)当接到客户的报修电话时,客响中心会详细记录您的信息,并在30分钟内再次与客户取得电话联系,确定工程师到达客户现场的时间,省会城市市区一小内到达,四小时内解决问题,各地市在两小时内派出。
(3)如果客户所在地点没有我公司委托服务机构,则需要增加在途时间。
(4)上门服务工程师如果遇到特殊情况当场不能解决,我们的服务工程师会和客户协商,得到客户的同意后将机器带回委托服务机构维修,维修好后无偿将机器送回,或者与客户预约第二次上门的时间再次上门。
(5)为保证客户的数据安全,请客户及时对您认为重要的数据自行备份。
我公司不负责提供免费数据备份及恢复服务,也不承担相应的法律责任。
(6)当客户的设备出现硬件故障,且设备部件超出保修期或自身原因无法保修时,客户需要自行购买维修所需备件,我公司工程师只向客户做相应建议,但不得向客户直接销售备件。

图 12019Maintenance & rebuilding维修与改造2019年 第1期冷加工84构存在故障所致。
横梁传动如图2所示。
驱动电动机与传动轴之间的联接如图3所示。
通过联接件4、5将蜗杆轴与光杆轴联接起来,通过螺钉进行锁紧,联接件4锥度侧带有开口槽,锥度面插入联接件5的孔中依靠螺钉锁紧时使得联接件4与蜗杆轴成为一体;依靠联接件1、2、3和4将光杆轴与联接件4联接起来,联接件3套在联接件4的左侧光轴上,涨紧套2放入联接件3内部依靠联接件1通过螺钉联接进行锁死。
通过这些联接就可以将光杆轴与蜗杆轴联接起来。
该机床横梁即W 轴运动是依靠一个伺服电动机带动2个蜗杆,蜗杆3和蜗杆7分别与两侧丝杠上的蜗轮进行啮合,实现W 轴的上下运动动作。
该机床横梁依靠双丝杠实现上下运动。
横梁维修时需将磨头座固定之后再进行维修分解。
拆卸时需要将蜗轮副断开,断开蜗轮副时需要将电动机以及传送光杆拆卸下来。
拆卸下来之后发现传动光杆存在弯曲现象,怀疑两侧不同步与其有关系,引起横梁负载过大。
光杆尺寸如图4所示。
其中长度为188mm 和112mm 处主要用来联接蜗杆。
该机床上在长度为1 190mm 处的中间位置有一轴承支撑座,用来防止摆动。
分解之后对机床光杆进行修磨处理使其满足要求,并对蜗杆和蜗轮轴承进行检查未发现异常。
重新安装,一切正常。
该横梁安装完毕之后,需要对机床横梁水平进行检测和调整。
检测横梁是否水平时,依照图1将千分表固定于主轴磨头,使表针触及工作台上的量块测量面,沿Y 轴移动主轴头进行测量,记录千分表在Y 轴前后的误差值,调整时需要在机床正常工作状态下,松开与蜗杆7啮合的蜗轮处的锁紧螺钉,使该蜗轮处的锁紧套松开,这样锁紧环恢复正常状态之后,该蜗轮与光杆就会脱开。
依据测量误差旋转横梁电动机参照系统W 轴显示值,按测量值并依据需要调整的方式移动W 轴,使移动值与测量值相同之后,再将锁紧螺钉拧紧,使该蜗轮与光杆拧紧。
报警号A0.0 A0.1 A0.2 A0.3 A0.4 A0.5 A0.6 A0.7 A1.0 A1.1 A1.2 A1.3 A1.4 A1.5 A1.6 A1.7 A2.0 A2.1 A2.2 A2.3 A2.4 A2.5 A2.6 A2.7 A3.0 A3.1 A3.2 A3.3 A3.4 A3.5 A3.6 A3.7 A4.0 A4.1 A4.2 A4.3 A4.4 A4.5 A4.6 A4.7 A6.0 A9.7 A10.0 A10.1 A10.2A10.3 A10.4 A10.5 A10.6 A11.0 A11.1 A11.2 A11.3 A11.4 A20.1 A20.2 A20.3 A21.1 A21.2 A21.3 A22.0 A22.1英文报警信息1000 EMERGENCY STOP(A0.0)1001 SPINDLE ALARM(A0.1)1002 RINSE SCRAPS PUMP OFF(A0.2 X5.5)1003 COOLANT PUMP OFF(A0.3 X5.4)2004 AIR PRESSURE LOW(A0.4 X6.1)2005 LUBRICAT LOW POS.(A0.5 X9.7)2006 LUBRICATE NOT ON(A0.6 X5.3)1007 HYDRAULIC PUMP ALARM(A0.7 X6.0)2010 CHIP CONVEYOR ALARM(A1.0 X3.1)1011 T-CODE ERROR(A1.1)1012 MAG COUNT ALARM(A1.2 X3.4)1013 TOOL CLAMP/UNCLAMP ERROR(A1.3 X8.2/X8.3)1014 ATC ALARM(A1.4)2015 TOOL LIFE WILL OVER(A1.5)1016 TOOL LIFE ALARM(A1.6)1017 MAG-ROT OVERTIME(A1.7)1020 ARM-ROT OVERTIME(A2.0)1021 Z AXIS NO HOME ZERO(A2.1)1022 MAG POSITION ERRROR(A2.2 X3.3)1023 M06 OVERTIME(A2.3)1024 TOOL CUP UP ERROR(A2.4 X8.1)1025 TOOL CUP DOWN ERROR(A2.5 X8.0)2026 LUB.RPESSURE LOW ALA.(A2.6 X4.2)2027 SP NOT ST.(A2.7)2030 LOW-PRESSURE COOLING FLUID LOW POS(A3.0 X6.5)2031 NC BATTERY VOLTAGE LOW(A3.1)1032 SP FAN NOT ON(A3.2 X4.6)2033 AIR-CONDITION NOT ON(A3.3 X5.3)2034 WATER TANK LEVEL LOW POS(A3.4 X4.3)1035 SP CHANGE GEAR ALARM(X4.0 X4.1)1036 ZF COOLANT LEVEL ERROR(A3.6 X9.0 X9.1)1037 OIL MIST CLEANER NOT ON(A3.7 X9.2)1040 COOLANT FROM SP PUMP OFF(A4.0 X5.7)1041 UPGRADE PUMP OFF(A4.1 X5.6)2042 FILTER BAG ALARM(A4.2 X6.2)1043 OILCOOLANT ALARM(A4.3 X5.0/6.0)1044 TURN PLATE ERROR(A4.4 X5.1 5.2)1045 CHUCK CLAMP/UNCLAMP ALARM(A4.5)1046 CLOSE THE DOOR(A4.6 X8.5)1047 THE DOOR OPEN(A4.7 X8.5)2060 CTS PRESSURE ALM.(X6.5 A6.0)1097 SPINDLE NO ROTATIONED2000 1.PRESS <RESET> 2.CHANGE WOKE MODE TO EDIT 3.PRESS <F4> 2001 4.TAKE DOWN THE TOOL FROM ATC ARM2002 DEBUG CL/UNCL TOOL AT JOG MODE2003 IF ATC NOT RUN SMOOTH ,INFORM NEWAY2044 5.PRESS +4/-4 AT THE SAME TIME.2045 6.PRESS <F4>.2041 MACHINE IS REPAIRING2008 TOOL POT NOT DOWN(A11.0)2046 AXIS IS LOCKED(A11.1)2047 FEED OVERRIDE IS 0(A11.2)2048 MAG IN DEBUG STATE(A11.3)2049 Z NOT GO HOME(A11.4)1081 MACHINE IS LOCKED ENTER 1ST PASSWORD1082 MACHINE IS LOCKED ENTER 2ND PASSWORD1083 MACHINE IS LOCKED ENTER 3RD PASSWORD2011 MACHINE CAN WORK LESS THAN 8H ,TO OBTAIN THE 1ST PASSWORD FROM SUPPLIER 2012 MACHINE CAN WORK LESS THAN 8H ,TO OBTAIN THE 2ND PASSWORD FROM SUPPLIER 2013 MACHINE CAN WORK LESS THAN 8H ,TO OBTAIN THE 3RD PASSWORD FROM SUPPLIER 2020 ZF COOLANT LEVEL LOW(A22.0 X9.0)2021 ZF COOLANT LEVEL HIGH(A22.1 X9.1)中文报警信息(PMC)1000 @04BDF4BCB1CDA3D6B901@-X8.41001 @04D6F7D6E1B1A8BEAF01@-F45.01002 @04B3E5D0BCB5E7BBFACEB4CDA8B5E701@-QF4/KM61003 @04C0E4C8B4B5E7BBFACEB4CDA8B5E701@-QF3/KM52004 @04C6F8D4B4D1B9C1A6B5CD01@-X5.42005 @04C8F3BBACD2BACEBBB5CD01@-X9.72006 @04C8F3BBACB5E7BBFACEB4CDA8B5E701@-QF131007 @04D2BAD1B9D5BECEB4CDA8B5E701@-QF8/KM112010 @04C5C5D0BCB5E7BBFAB6C2C8FBB1A8BEAF01@-X3.41011 T@04B4FAC2EBB4EDCEF301@1012 @04B5B6BFE2BCC6CAFDB4EDCEF301@-X3.41013 @04D6F7D6E1CBC9C0ADB5B6B1A8BEAF01@-X8.2/X8.31014 @04BBFAD0B5CAD6B2BBD4DAD4ADB5E3CEBBD6C301@-A1.42015 @04B5B6BEDFCAD9C3FCBCB4BDABB5BDB4EF01@-A1.51016 @04B5B6BEDFCAD9C3FCBDE1CAF801@-A1.61017 @04B5B6BFE2D0FDD7AAB3ACCAB101@-A1.71020 @04BBFAD0B5CAD6D0FDD7AAB3ACCAB101@-A2.01021 Z@04D6E1CEB4BBD8B5DAB6FEB2CEBFBCB5E301@1022 @04B5B6BFE2B6A8CEBBB4EDCEF301@-X3.31023 @04BBBBB5B6B3ACCAB101@-A2.31024 @04BBD8B5B6B4EDCEF301@-X8.11025 @04B5B9B5B6B4EDCEF301@-X8.02026 @04C8F3BBACD1B9C1A6B5CD01@-X4.22027 @04D6F7D6E1CEB4C6F4B6AF01@2030 @04B8B1CBAECFE4D2BACEBBB5CD01@-X6.52031 @04B5E7B3D8B5E7D1B9B5CD01@1032 @04D6F7D6E1B7E7C9C8CEBBCDA8B5E701@-QF102033 @04BFD5B5F7CEB4CDA8B5E701@-QF141034 @04D6F7CBAECFE4D2BACEBBB5CD01@-X4.31035 @04D6F7D6E1BBBBB5B5B4EDCEF301@-X4.0/X4.11036 @045A46C1F7C1BFB9CAD5CF01@-X9.0/X9.11037 @04D3CDCEEDB7D6C0EBC6F7CEB4CDA8B5E701@-QF15/KM171040 @04D6D0D0C4B3F6CBAEB5E7BBFACEB4CDA8B5E701@-QF6/KM91041 @04CCE1C9FDB1C3B5E7BBFACEB4CDA8B5E701@-QF7/KM102042 @04B9FDC2CBD6BDB4FCB6C2C8FB01@-X6.21043 @04D3CDC0E4BBFAB9CAD5CF01@-QF9/X5.01044 @0441D6E1BCD0BDF4B7C5CBC9B4EDCEF301@-X5.1/X5.21045 @04BFA8C5CCBCD0BDF4B7C5CBC9B4EDCEF301@-A4.51046 @04C7EBB9D8C3C501@-X8.51047 @04C3C5B4F2BFAA01@-X8.52060 @04D6D0D0C4B3F6CBAED1B9C1A6B5CD01@-X6.51097 @04D6F7D6E1C3BBD3D0D0FDD7AA01@-A9.72000 1、@04B0B4CFC2B8B4CEBBB0B4BCFC01@2、@04C7D0BBBBB5BDB1E0BCADB7BDCABD01@3、@04B0B4CFC20 2001 4、@04B4D3BBFAD0B5CAD6C9CFC8A1CFC2B5B6BEDF01@2002 4、@04B4D3BBFAD0B5CAD6C9CFC8A1CFC2B5B6BEDF01@2003 ATC@04C6B5B7B1B1A8BEAFA3ACC7EBCDA8D6AAB9ABCBBE01@2044 @04CDACCAB1B0B4CFC201@+4/-4@04B0B4BCFC01@2045 @04B0B4CFC201@F4@04B0B4BCFC01@2041 @04BBFAB4B2D5FDD4DACEACD0DED6D001@2008 @04B5B6CCD7CEB4B5B9CFC201@-A11.02046 @04D6E1BBA5CBF8BDD3CDA801@-A11.1@04BDF8B8F8B1B6C2CACEAA01@%0-A11.22048 @04B5B6BFE2B5F7CAD4D7B4CCAC01@-A11.32049 Z@04D6E1CEB4B7B5BBD8D4ADB5E301@-A11.41081 @04BBFAB4B2CBF8D4DAA3ACCAE4C8EBB5DAD2BBB8F6D4C2C3DCC2EB01@ 1082 @04BBFAB4B2CBF8D4DAA3ACCAE4C8EBB5DAB6FEB8F6D4C2C3DCC2EB01@ 1083 @04BBFAB4B2CBF8D4DAA3ACCAE4C8EBB5DAC8FDB8F6D4C2C3DCC2EB01@ 2020 @045A46C1F7C1BFB5CD01@-X9.02021 @045A46C1F7C1BFB8DF01@-X9.1中文汉字紧急停止-X8.4主轴报警-F45.0冲屑电机未通电-QF4冷却电机未通电-QF3气源压力低-X5.4润滑液位低-X9.7润滑电机未通电-QF13液压站未通电-QF8排屑电机堵塞报警-X3.4T 代码错误刀库计数错误-X3.4主轴松拉刀报警-X8.2/X8.3机械手不在原点位置-A1.4刀具寿命即将到达-A1.5刀具寿命结束-A1.6刀库旋转超时-A1.7机械手旋转超时-A2.0Z轴未回第二参考点刀库定位错误-X3.3换刀超时-A2.3回刀错误-X8.1倒刀错误-X8.0润滑压力低-X4.2主轴未启动副水箱液位低-X6.5电池电压低主轴风扇位通电-QF10空调未通电-QF14主水箱液位低-X4.3主轴换档错误-X4.0/X4.1ZF流量故障-X9.0//X9.1油雾分离器未通电-QF15中心出水电机未通电-QF6提升泵电机未通电-QF7过滤纸袋堵塞-X6.2油冷机故障-QF9/X5.0A轴夹紧放松错误-X5.1/X5.2卡盘夹紧放松错误-A4.5请关门-X8.5门打开-X8.5中心出水压力低-X6.5主轴没有旋转1、按下复位按键2、切换到编辑方式3、按下F4按键4、从机械手上取下刀具手动方式下调试松拉刀动作ATC频繁报警,请通知公司同时按下+4/-4按键按下F4按键机床正在维修中刀套未倒下轴互锁接通进给倍率为0%刀库调试状态Z轴未返回原点机床锁在,输入第一个月密码机床锁在,输入第二个月密码机床锁在,输入第三个月密码机床工作少于8小时,从供应商获取第一个月密码机床工作少于8小时,从供应商获取第二个月密码机床工作少于8小时,从供应商获取第三个月密码ZF流量低-X9.0ZF流量高-X9.1。

机床面试题库大全及答案# 机床面试题库大全及答案一、单选题# 1. 机床的分类有哪些?A. 车床、铣床、钻床B. 磨床、刨床、镗床C. A和BD. 以上都不是# 答案:C# 2. 什么是数控机床?A. 用数字信号控制的机床B. 用模拟信号控制的机床C. 用机械方式控制的机床D. 以上都不是# 答案:A# 3. 机床主轴的转速范围通常是由什么决定的?A. 机床的功率B. 机床的精度C. 机床的刚性D. 机床的尺寸# 答案:C二、多选题# 1. 以下哪些因素会影响机床的加工精度?A. 机床的刚性B. 刀具的磨损C. 工件的固定方式D. 操作者的技术水平# 答案:A、B、C、D# 2. 数控机床的编程语言包括哪些?A. G代码B. M代码C. R代码D. S代码# 答案:A、B三、判断题# 1. 所有类型的机床都需要进行定期的维护和保养。
(正确/错误)# 答案:正确# 2. 数控机床的加工效率一定高于传统机床。
(正确/错误)# 答案:错误# 1. 请简述数控机床的主要优点。
# 答案:数控机床的主要优点包括加工精度高、加工效率高、加工范围广、操作简便、自动化程度高等。
# 2. 机床的维护和保养主要包括哪些方面?# 答案:机床的维护和保养主要包括清洁、润滑、检查、调整、更换磨损部件等方面。
五、计算题# 1. 已知某车床的主轴转速范围是50-3000转/分钟,若加工一个直径为100mm的工件,需要主轴转速为1000转/分钟,问此时工件的表面线速度是多少?# 答案:首先计算工件的半径,r = 100mm / 2 = 50mm。
线速度 V =2πr * n,其中 n 为转速,代入 n = 1000 转/分钟,V = 2 * π *50 * 1000 mm/min = 314159.3 mm/min。
六、案例分析题# 1. 某工厂的一台数控铣床在加工过程中出现工件尺寸不稳定的情况,请分析可能的原因。
# 答案:可能的原因包括:刀具磨损、机床刚性不足、工件固定不牢、机床主轴或导轨磨损、数控程序错误、操作者操作不当等。

FANUC CNC资料变量类#5001~#5008 终点坐标、工件坐标系。
移动时可读取,不包括偏移量。
#5021~#5028 当前机械坐标、移动时不能读取,包括刀具偏移。
#5041~#5048 当前绝对做坐标、移动时不能读取,包括刀具偏移。
#5061~#5068 跳过坐标、工件坐标系、移动时能够读取,包括刀具偏移。
#5081~#5088 刀具长度偏移。
#5101~#5108 伺服偏差。
注:#5061~#5063 可以过后读取,但要在产生下一个#5061~#5068之前读取。
坐标变量代码(G54~G59):G53 X #5201/ #2500 G54 X #5221/#2501(外部坐标) Y #5202/#2600 Y #5222/#2601 Z #5203/#2700 Z #5223/#2701B #5204/#2800 B #5224/#2801G55 X #5241/ #2502 G56 X #5261/#2503 Y #5242/#2602 Y #5262/#2603Z #5243/#2702 Z #5263/#2703B #5244/#2802 B #5264/#2803G57 X #5281/ #2504 G58 X #5301/#2505 Y #5282/#2604 Y #5302/#2605B #5284/#2804 B #5304/#2805G59 X #5321/ #2506Y #5322/#2606Z #5323/#2706B #5324/#2806扩展坐标系变量代码(P1~P48):P1 X #7001 P2 X #7021 P3 X #7041 Y #7002 Y #7022 Y #7042Z #7003 Z #7023 Z #7043B #7004 B #7024 B #7044P46 X #7901 P47 X #7921 P48 X #79411 Y #7902 Y #7922 Y #7942Z #7903 Z #7923 Z #7943B #7904 B #7924 B #7944坐标计算方法:(P1~P48):用6980+(坐标号*20)+1/2/3/4(X/Y/Z/B)=当前坐标变量号。


技术服务方式、响应时间10.1.5。
1、服务方式●咨询服务:有专业工程师和资深工程师为客户做指引和解答。
●上门服务:专业的维修工程师到现场为客户解决问题,并做简单的技术培训。
●送修服务:客户将故障机器送至最近的服务机构并由专业的维修工程师现场检测维修。
●在线技术支持:我公司设立有全天在线的专用QQ,可通过即时问答解决客户的问题.●E-MAIL:将客户的问题或故障现象发至我公司技术支持专用邮箱,我公司技术支持工程师会在24小时内向您回复。
●加急服务:紧急突发事件的服务需求,任何时间、任何地点我公司均会响应并在两小时内到达,(各级地县市在两小时内派出工程师).●培训服务:根据客户的需求由专业的讲师上门为客户培训.●定制服务:根据客户的要求为客户量身制作服务方式和服务内容。
10。
1。
5.2、响应时间(1)我公司实行7*24小时全线服务。
(2)当接到客户的报修电话时,客响中心会详细记录您的信息,并在30分钟内再次与客户取得电话联系,确定工程师到达客户现场的时间,省会城市市区一小内到达,四小时内解决问题,各地市在两小时内派出。
(3)如果客户所在地点没有我公司委托服务机构,则需要增加在途时间。
(4)上门服务工程师如果遇到特殊情况当场不能解决,我们的服务工程师会和客户协商,得到客户的同意后将机器带回委托服务机构维修,维修好后无偿将机器送回,或者与客户预约第二次上门的时间再次上门。
(5)为保证客户的数据安全,请客户及时对您认为重要的数据自行备份。
我公司不负责提供免费数据备份及恢复服务,也不承担相应的法律责任。
(6)当客户的设备出现硬件故障,且设备部件超出保修期或自身原因无法保修时,客户需要自行购买维修所需备件,我公司工程师只向客户做相应建议,但不得向客户直接销售备件。


三肯skf故障说明核心提示:错误代码型号品牌错误类型错误原因解决办法错误代码型号品牌错误类型错误原因解决办法AL1 SHF/SPF 三肯存储器异常断开电源,待充电灯CHARGE熄灭以后再接通电源,对报警进行确认请向购买的商店咨询AL2 SHF/SPF 三肯系统异常外部噪音是否过大,信号线距离动力线是否过近安装电涌吸收装置和静噪滤波器,将信号线与动力线分开AL3 SHF/SPF 三肯系统异常外部噪音是否过大,信号线距离动力线是否过近安装电涌吸收装置和静噪滤波器,将信号线与动力线分开AL4 SHF/SPF 三肯系统异常是否发生电容的急剧放电?断开电源,待充电灯CHARGE熄灭以后,再接通电源,对报警进行确认重新检查变更过的代码数据如果几次开关电源后依然不能解除报警,请设定cd099=1,将功能代码初始化,再重新接通电源,但是这种情况下所有功能数据都会回到出厂时的设定状态AL5 SHF/SPF 三肯系统异常外部电磁干扰是否过大,信号线距离动力线是否过近安装电涌吸收装置和静噪滤波器,将信号线与动力线分开AL9 SHF/SPF 三肯系统异常外部电磁干扰是否过大,信号线距离动力线是否过近安装电涌吸收装置和静噪滤波器,将信号线与动力线分开AL10 SHF/SPF 三肯系统异常断开电源,待充电CHARGE熄灭以后,再接地通电源,对报警进行确认请向购买的商店咨询ACE SHF/SPF 三肯加速中防止过载报警电流限制值:Cd043太小加大设定值,延长加减速时间CnE SHF/SPF 三肯恒速中防止过载报警电流限制值:Cd043太小加大设定值,延长加减速时间dCE SHF/SPF 三肯减速中防止过载报警电流限制值:Cd043太小加大设定值,延长加减速时间ES SHF/SPF 三肯外部热敏器报警电机过热减小负载OH SHF/SPF 三肯散热片温度异常风扇是否停止周围温度是否过高检查风扇工作状态,增加换气量LVA SHF/SPF 三肯加速中欠压电源电压条件是否良好?电压是否过低?输入是否缺相?调查并改善电源条件LVn SHF/SPF 三肯恒速中欠压电源电压条件是否良好?电压是否过低?输入是否缺相?调查并改善电源条件LVd SHF/SPF 三肯减速中欠压电源电压条件是否良好?电压是否过低?输入是否缺相?调查并改善电源条件OCH SHF/SPF 三肯主开关器件温度异常风扇是否停止?周围温度是否过高?检查风扇工作情况,增加换气量OCA SHF/SPF 三肯加速中的过电流是否在急剧加减速中运转?是否输出短路或接地障碍?是否主开关元件自身出现异常?延长加减速时间除去短路与接地障碍向购买商店咨询OCd SHF/SPF 三肯减速中欠压是否在急剧加减速中运转?是否输出短路或接地障碍?是否主开关元件自身出现异常?延长加减速时间除去短路与接地障碍向购买商店咨询OCPA SHF/SPF 三肯加速中短时间过载是否急剧加速:电流限制值:Cd043是否过大?延长加速时间,减小设定值OCPn SHF/SPF 三肯恒速中短时间过载负载是否急剧变化(增加):电流限制值:Cd043是否过大?消除急剧变化,减小设定值OCPd SHF/SPF 三肯减速中短时间过载; 是否以大GD2急剧减速电流限制值:Cd043是否过大?延长减速时间减小设定值OLA SHF/SPF 三肯加速中过载电机是否过载使用?电子热敏器的设定是否正确负载的GD2是否过大减轻负载增加变频器或电机的容量OLn SHF/SPF 三肯恒速中过载电机是否过载使用?电子热敏器的设定是否正常负载的GD2是否过大减轻负载增加变频器或电机的容量OLd SHF/SPF 三肯减速中过载电机是否过载使用?电子热敏器的设定是否正确负载的GD2是否过大减轻负载增加变频器或电机的容量OVA SHF/SPF 三肯加速中的过电压是否在空转中起动改为转速跟踪起动OVn SHF/SPF 三肯恒速中的过电压电机是否被其它外力拖动?改为不受外力影响的系统设置大容量制动电阻OVd SHF/SPF 三肯减速中的过电压是否在急剧减速中运转?延长减速时间(设定与负载的GD2相适应的减速时间)OVF SHF/SPF 三肯制动电阻保护功能动作的过电压制动频率是否剧烈?减少制动频率增加制动电阻容量OPEn SHF/SPF 三肯输出缺相变频器的输出电缆是否缺相?切实连接好输出电缆GAL SHF/SPF 三肯检测到Cd071=3的PID控制动作时的反馈信号断线反馈信号电缆是否断线?反馈信号是否正常?Cd055:增益频率是否正确?确实连接反馈信号电缆Cd055:正确设定增益频率POnG SHF/SPF 三肯电源异常控制线路端子的+24V输出电源是否过载或者短路?确认+24V输出电源的负载状态。

010-********,82946733使用说明书目录符合欧盟电磁兼容标准声明书 (2)安全须知 (3)1.简介 (4)1.1 工作原理 (4)1.2 机器结构 (5)1.3 测量位置 (5)2. 轴对中工具 (6)2.1 技术参数 (9)3. 使用说明 (10)3.1 测量单元 (10)3.2 地脚 (10)3.3 测量单元的附件 (11)3.4 启动 (12)3.5 机器尺寸 (13)3.6 激光光束的瞄准 (15)3.7 测量步骤 (19)3.8 对中结果 (21)3.8.1 测量到的不对中 (21)3.8.2 垂直对中 (22)3.8.3 水平对中 (24)3.9 确认对中结果 (25)3.10 软脚 (27)4. 对中报告 (29)5. 高级应用功能 (31)5.1 转动受限 (31)5.2 故障排除 (31)5.2.1 系统不能启动 (31)5.2.2 没有激光 (31)5.2.3 测量值不显示 (32)5.2.4 测量值不稳定 (32)5.2.5 测量结果不正确 (32)5.2.6 测量结果重复性差 (32)6. 日常维护与保养 (33)6.1 小心操作 (33)6.2 清洁 (33)6.3 显示单元的电池 (33)6.4 测量与显示单元的更换 (33)6.5 备件及配件 (34)旋转轴激光对中仪 SKF TMEA 2010-********,82946733SKF TMEA 2 轴对中工具 2010-********,82946733安全须知* 在开始工作前,无论如何请关闭驱动机器* 不要“粗暴”地使用或者是强烈打击该设备* 请阅读并遵照本说明书所述使用该仪器* 对中仪使用了两个输出功率低于1mW的激光二极管。
即使这样也不能直视激光光束* 请定期标定本对中仪* 不要将激光光束对准人的眼睛* 打开测量单元的外壳可能导致有害的激光曝光,并使保修失效 * 本设备不能用于有爆炸危险的区域* 不要将本设备暴露在高度潮湿的环境里或者是直接触水* 所有维修工作都应由SKF的维修车间完成3 旋转轴激光对中仪SKF TMEA 2010-********,829467331. 简介机器转轴的良好对中对于防止轴承提前失效、转轴疲劳、密封损伤、振动等起着至关重要的作用。

Enterprise Development专业品质权威Analysis Report企业发展分析报告苏州斯滨德主轴有限公司免责声明:本报告通过对该企业公开数据进行分析生成,并不完全代表我方对该企业的意见,如有错误请及时联系;本报告出于对企业发展研究目的产生,仅供参考,在任何情况下,使用本报告所引起的一切后果,我方不承担任何责任:本报告不得用于一切商业用途,如需引用或合作,请与我方联系:苏州斯滨德主轴有限公司1企业发展分析结果1.1 企业发展指数得分企业发展指数得分苏州斯滨德主轴有限公司综合得分说明:企业发展指数根据企业规模、企业创新、企业风险、企业活力四个维度对企业发展情况进行评价。
该企业的综合评价得分需要您得到该公司授权后,我们将协助您分析给出。
1.2 企业画像类别内容行业空资质增值税一般纳税人产品服务及其零部件的批发、进出口业务;提供以上商品1.3 发展历程2工商2.1工商信息2.2工商变更2.3股东结构2.4主要人员2.5分支机构2.6对外投资2.7企业年报2.8股权出质2.9动产抵押2.10司法协助2.11清算2.12注销3投融资3.1融资历史3.2投资事件3.3核心团队3.4企业业务4企业信用4.1企业信用4.2行政许可-工商局4.3行政处罚-信用中国4.4行政处罚-工商局4.5税务评级4.6税务处罚4.7经营异常4.8经营异常-工商局4.9采购不良行为4.10产品抽查4.11产品抽查-工商局4.12欠税公告4.13环保处罚4.14被执行人5司法文书5.1法律诉讼(当事人)5.2法律诉讼(相关人)5.3开庭公告5.4被执行人5.5法院公告5.6破产暂无破产数据6企业资质6.1资质许可6.2人员资质6.3产品许可6.4特殊许可7知识产权7.1商标7.2专利7.3软件著作权7.4作品著作权7.5网站备案7.6应用APP7.7微信公众号8招标中标8.1政府招标8.2政府中标8.3央企招标8.4央企中标9标准9.1国家标准9.2行业标准9.3团体标准9.4地方标准10成果奖励10.1国家奖励10.2省部奖励10.3社会奖励10.4科技成果11土地11.1大块土地出让11.2出让公告11.3土地抵押11.4地块公示11.5大企业购地11.6土地出租11.7土地结果11.8土地转让12基金12.1国家自然基金12.2国家自然基金成果12.3国家社科基金13招聘13.1招聘信息感谢阅读:感谢您耐心地阅读这份企业调查分析报告。

德州普利森CKD6150i数控车床主轴漏油维修记录机床:德州普利森CKD6150i数控车床1、故障表现:主轴前端漏油,当润滑油液面低于油泵上油口,润滑油供油不足时主轴抱死,重新加油后,故障暂时消失,润滑油上油正常,但主轴转不了五分钟重新开始漏油,故障依旧。
箭头所示为漏油位置。
左边的法兰为三油楔动压滑动轴承调节螺母固定法兰,右边就是主轴头部卡盘连接法兰,与主轴一体。
⒋2、故障判断:由于没有维修经验,刚开始判断主轴前端的法兰盘里面有密封圈或回油孔,四颗螺钉打开后却发现没有任何密封圈或回油孔。
打开主轴箱上盖,通电测试油泵工作情况,在油液充足的情况下,油泵工作没有任何问题,各部位润滑油量充足稳定,直至主轴前端开始漏油。
查看说明书,发现可能是前轴承回油孔堵塞,但说明书并未说明回油孔位置。
决定拆卸主轴清理回油孔。
3、维修过程:首先拆卸主轴前端法兰,三油楔动压轴承调节螺母不用动。
随后松开上图箭头所示齿轮背紧螺母,拆卸主轴后端部件同步带轮与上图中序2锁紧螺母。
随后就可以将主轴使用软物体(如铜棒或木棒)从后端向前端敲出。
左图为主轴后端图为主轴拆卸过程图为主轴拆卸过程图为拆下后的主轴图为三油楔动压轴承的回油槽已被铁屑塞满,都看不到回油孔了图为取出的轴承内部的铁屑,已经成环了图为经过初步清理的回油孔至此故障已经清晰明了,正是由于从主轴前端钻进主轴与轴承的缝隙的铁屑逐渐积累和润滑油的不洁净导致轴承回油槽被铁屑和油泥塞满,回油孔已被部分堵塞,但没有完全堵死。
这些堵塞物大大减慢了润滑油通过回油槽内的回油孔流回油箱的速度,从而导致回油槽内油液增多造成主轴前端漏油,进一步导致主轴因润滑油油量不足而抱死或停转。
清理铁屑,疏通回油孔,并更换润滑油,安回主轴,故障排除。
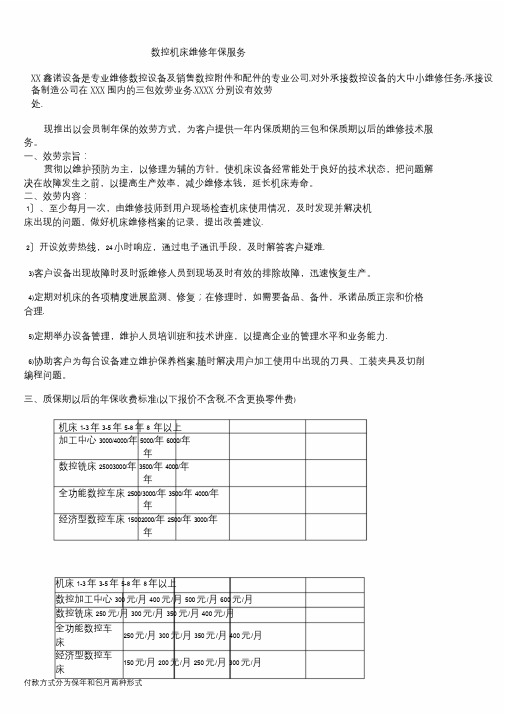
数控机床维修年保服务XX鑫诺设备是专业维修数控设备及销售数控附件和配件的专业公司,对外承接数控设备的大中小维修任务;承接设备制造公司在XXX围内的三包效劳业务.XXXX分别设有效劳处.现推出以会员制年保的效劳方式,为客户提供一年内保质期的三包和保质期以后的维修技术服务。
一、效劳宗旨:贯彻以维护预防为主,以修理为辅的方针。
使机床设备经常能处于良好的技术状态,把问题解决在故障发生之前,以提高生产效率,减少维修本钱,延长机床寿命。
二、效劳内容:1〕、至少每月一次,由维修技师到用户现场检查机床使用情况,及时发现并解决机床出现的问题,做好机床维修档案的记录,提出改善建议.2〕开设效劳热线,24小时响应,通过电子通讯手段,及时解答客户疑难.3)客户设备出现故障时及时派维修人员到现场及时有效的排除故障,迅速恢复生产。
4)定期对机床的各项精度进展监测、修复;在修理时,如需要备品、备件,承诺品质正宗和价格合理.5)定期举办设备管理,维护人员培训班和技术讲座,以提高企业的管理水平和业务能力.6)协助客户为每台设备建立维护保养档案,随时解决用户加工使用中出现的刀具、工装夹具及切削编程问题。
三、质保期以后的年保收费标准(以下报价不含税,不含更换零件费)机床1-3年3-5年5-8年8年以上加工中心3000/4000/年5000/年6000/年年数控铣床25003000/年3500/年4000/年年全功能数控车床2500/3000/年3500/年4000/年年经济型数控车床15002000/年2500/年3000/年年机床1-3年3-5年5-8年8年以上数控加工中心300元/月400元/月500元/月600元/月数控铣床250元/月300元/月350元/月400元/月全功能数控车250元/月300元/月350元/月400元/月床经济型数控车150元/月200元/月250元/月300元/月床付款方式分为保年和包月两种形式专业资料整理1:保年客户每年分两次付清全年费用,即年初及年中各付全年的一半费用.2:包月客户每个月按全年的十分之一支付费用.联系人:王生联系:189********专业资料整理。
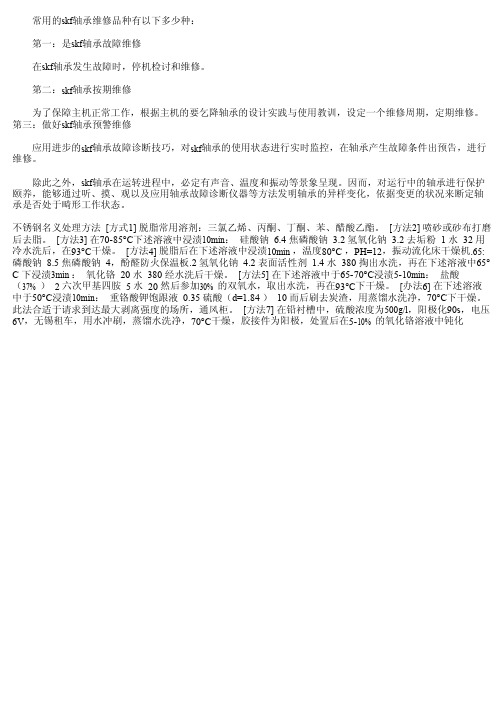
常用的skf轴承维修品种有以下多少种:第一:是skf轴承故障维修在skf轴承发生故障时,停机检讨和维修。
第二:skf轴承按期维修为了保障主机正常工作,根据主机的要乞降轴承的设计实践与使用教训,设定一个维修周期,定期维修。
第三:做好skf轴承预警维修应用进步的skf轴承故障诊断技巧,对skf轴承的使用状态进行实时监控,在轴承产生故障条件出预告,进行维修。
除此之外,skf轴承在运转进程中,必定有声音、温度和振动等景象呈现。
因而,对运行中的轴承进行保护颐养,能够通过听、摸、观以及应用轴承故障诊断仪器等方法发明轴承的异样变化,依据变更的状况来断定轴承是否处于畸形工作状态。
不锈钢名义处理方法 [方式1] 脱脂常用溶剂:三氯乙烯、丙酮、丁酮、苯、醋酸乙酯。
[方法2] 喷砂或砂布打磨后去脂。
[方法3] 在70-85°C下述溶液中浸渍10min: 硅酸钠 6.4 焦磷酸钠 3.2 氢氧化钠 3.2 去垢粉 1 水 32 用冷水洗后,在93°C干燥。
[方法4] 脱脂后在下述溶液中浸渍10min ,温度80°C ,PH=12,振动流化床干燥机.65: 磷酸钠 8.5 焦磷酸钠 4,酚醛防火保温板.2 氢氧化钠 4.2 表面活性剂 1.4 水 380 掏出水洗,再在下述溶液中65°C 下浸渍3min : 氧化铬 20 水 380 经水洗后干燥。
[方法5] 在下述溶液中于65-70°C浸渍5-10min: 盐酸(37%) 2 六次甲基四胺 5 水 20 然后参加30%的双氧水,取出水洗,再在93°C下干燥。
[办法6] 在下述溶液中于50°C浸渍10min: 重铬酸钾饱跟液 0.35 硫酸(d=1.84 ) 10 而后刷去炭渣,用蒸馏水洗净,70°C下干燥。
此法合适于请求到达最大剥离强度的场所,通风柜。
[方法7] 在铅衬槽中,硫酸浓度为500g/l,阳极化90s,电压6V,无锡租车,用水冲刷,蒸馏水洗净,70°C干燥,胶接件为阳极,处置后在5-10%的氧化铬溶液中钝化。
技术服务方式、响应时间10.1.5.1、服务方式●咨询服务:有专业工程师和资深工程师为客户做指引和解答。
●上门服务:专业的维修工程师到现场为客户解决问题,并做简单的技术培训。
●送修服务:客户将故障机器送至最近的服务机构并由专业的维修工程师现场检测维修。
●在线技术支持:我公司设立有全天在线的专用QQ,可通过即时问答解决客户的问题。
●E-MAIL:将客户的问题或故障现象发至我公司技术支持专用邮箱,我公司技术支持工程师会在24小时内向您回复。
●加急服务:紧急突发事件的服务需求,任何时间、任何地点我公司均会响应并在两小时内到达,(各级地县市在两小时内派出工程师)。
●培训服务:根据客户的需求由专业的讲师上门为客户培训。
●定制服务:根据客户的要求为客户量身制作服务方式和服务内容。
10.1.5.2、响应时间(1)我公司实行7*24小时全线服务。
(2)当接到客户的报修电话时,客响中心会详细记录您的信息,并在30分钟内再次与客户取得电话联系,确定工程师到达客户现场的时间,省会城市市区一小内到达,四小时内解决问题,各地市在两小时内派出。
(3)如果客户所在地点没有我公司委托服务机构,则需要增加在途时间。
(4)上门服务工程师如果遇到特殊情况当场不能解决,我们的服务工程师会和客户协商,得到客户的同意后将机器带回委托服务机构维修,维修好后无偿将机器送回,或者与客户预约第二次上门的时间再次上门。
(5)为保证客户的数据安全,请客户及时对您认为重要的数据自行备份。
我公司不负责提供免费数据备份及恢复服务,也不承担相应的法律责任。
(6)当客户的设备出现硬件故障,且设备部件超出保修期或自身原因无法保修时,客户需要自行购买维修所需备件,我公司工程师只向客户做相应建议,但不得向客户直接销售备件。
技术服务方式、响应时间10.1.5.1、服务方式咨询服务:有专业工程师和资深工程师为客户做指引和解答。
上门服务:专业的维修工程师到现场为客户解决问题,并做简单的技术培训。
送修服务:客户将故障机器送至最近的服务机构并由专业的维修工程师现场检测维修。
在线技术支持:我公司设立有全天在线的专用QQ,可通过即时问答解决客户的问题。
E-MAIL:将客户的问题或故障现象发至我公司技术支持专用邮箱,我公司技术支持工程师会在24小时内向您回复。
加急服务:紧急突发事件的服务需求,任何时间、任何地点我公司均会响应并在两小时内到达,(各级地县市在两小时内派出工程师)。
培训服务:根据客户的需求由专业的讲师上门为客户培训。
定制服务:根据客户的要求为客户量身制作服务方式和服务内容。
10.1.5.2、响应时间(1)我公司实行7*24小时全线服务。
(2)当接到客户的报修电话时,客响中心会详细记录您的信息,并在30分钟内再次与客户取得电话联系,确定工程师到达客户现场的时间,省会城市市区一小内到达,四小时内解决问题,各地市在两小时内派出。
(3)如果客户所在地点没有我公司委托服务机构,则需要增加在途时间。
(4)上门服务工程师如果遇到特殊情况当场不能解决,我们的服务工程师会和客户协商,得到客户的同意后将机器带回委托服务机构维修,维修好后无偿将机器送回,或者与客户预约第二次上门的时间再次上门。
(5)为保证客户的数据安全,请客户及时对您认为重要的数据自行备份。
我公司不负责提供免费数据备份及恢复服务,也不承担相应的法律责任。
(6)当客户的设备出现硬件故障,且设备部件超出保修期或自身原因无法保修时,客户需要自行购买维修所需备件,我公司工程师只向客户做相应建议,但不得向客户直接销售备件。