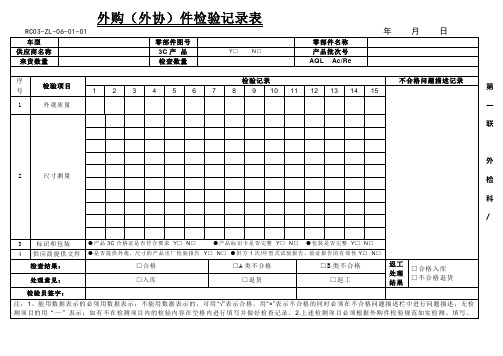
零部件外协件检验记录表
- 格式:xls
- 大小:27.50 KB
- 文档页数:2
1.主题内容与适用范围本标准规定了本公司外购外协件的清单及其验收规则和检验标准。
本标准适用于计划采购的种类及作为外购外协产品入库检验的依据。
2.外购外协产品的分类2.1外购外协产品分为A、B、C三类2.1.1 A类产品包括:插头电源线(内部导线)、塑料、驱动、灯珠、板金件。
2.1.2 B类产品包括:外包装袋、纸板箱.2.1.3 C类产品:除A、B类外的其它产品.3插头电源线(内部导线)3.1标识3.1.1产地标志和电缆识别电线上应有认证标志、产品型号规格、制造厂名等连续标志,标志可以是标志识别线或是制造厂名或商标的重复标志。
对于客户要求施加的标志应符合生产施工单要求。
标志可以用油墨印字或采用压印凸字在绝缘或护套上。
3.1.2标志耐擦性和清晰度以及芯线颜色的耐擦性芯线颜色和油墨印刷标志要进行耐擦性试验,试验时,用浸过水的一团脱脂棉或一块棉布;轻轻擦拭10次后,字迹仍应清晰可辨;芯线颜色不可掉色。
3.1.3 检查方法:目测法、水棉布3.2外观质量外观应光洁、无油污、疙瘩、绞距形。
3.2.1 检查方法:目测法。
3.3结构和尺寸检查3.3.1导体结构:单根铜丝直径和导体根数:单根直径偏差范围、导体根数应符合本标准中表A-1和A-2中相应规定。
表A-2 UL软线的数据表3.3.2多股导体必须绞合,其节距不作考核。
3.3.3线长:总长度必须控制在标准要求及客户要求长度的±1%3.3.4检查方法:目测法、千分尺、圈尺3.4电气强度应能承受2000V/2mA/1min电压不击穿3.4.1检查方法:耐压仪。
3.5验收规则:检验项目、检验水平、接受质量限AQL见表1并按转移规则要求评分和转移。
当发现不合格时,应按《不合格控制程序》执行。
4塑料4.1标识外包装上应印有生产厂名、塑料名称、型号规格,生产批号、净重、颜色、制造日期等标识。
4.1.1检查方法:目测法。
4.2 外观质量及塑化情况4.2.1塑料应塑化良好,色泽均匀,不应有明显杂质,4.2.2 检查方法:目测法。

外协件加工信息和物料出入库流程单据/记录流程图工作内容负责单位己月生产计划外协投料计划坯料发货至外协单位送货单周要货订单零件送货单自检记录外协零件报验单外协零件检验报告/标识物料账册和ERP供应商交付绩效记录1 )每月根据交付计划编制外协加工计划2)根据物料物料盘点编制投料计戈U根据月度外协计划配置生产能力(设备、工装、操作者)根据月度外协计划、交付进度和零件加工周期发岀坯料1)清点数量,在送货单上签字,留下一联单据2)登记入账1)按照订单的要求的加工的零件进行生产2)按照PJ的图纸和技术协议要求进行加工3)按照双方验收协议进行质量检验和控制3)按照周要货订单规定的时间和数量发货每周向供应商发岀一次要货计划1)按照订单要求的零件名称、数量和时间发货,并带上周要货订单2)附上送货单和自检报告1)按照订单要求的零件名称、数量判定是否符合要求2)是否有附上送货单和自检报告1)接收零件并在送货单上签字2)收好自检报告和送货单3)发岀报验单至质量部(半小时内)1)按验收协议检验零件完成检验报告2)合格零件做好合格表示并在报验单上签字,不合格零件做好标识,并通知物流仓库,告知处置方式(2小时)1)质量合格零件入库梓专序2)报验单(质量部签字)、入库单、自检报告汇集,3)零件登记入账(在 4个小时之内)4)完成供应商交付绩效记录1)返工零件转入待处理库通知供应商调换零件或补上缺货数量,并再按照入库流程实施2)报废零件的坯料数量损失记录3)记录供应商交付绩效PJ物流部外协供应商PJ物流部外协供应商外协供应商PJ物流部外协供应商PJ物流部PJ物流部PJ物流部PJ物流部、成品入库流程(成品入库流程图在帖子下方的附件中)车间包装完成后,拉包工核对订单后,按实际数量开具《车间交货送货单》,若整单未完成,有欠数的,须在单据上注明“此单共多少,还欠多少”。
拉包工带上《车间交货送货单》,将实物拉到成品库,一般情况按规定区域摆放,特殊情况摆不下的可摆入其它区摆放必须遵守规则,零头要放在最上面,且做好标识。


原材料、外购件、外协产品质量检验规范编制:审核:批准:1、目的本规范规定了原材料、外购件、外协件的验收的依据和方法,以保证产品质量符合标准、合同和技术协议的要求。
2、适用范围本规范适用于本公司对采购的物资及外协产品的检验。
3、职责机电物资部对所采购物资的特性(技术要求)的完整性、符合性及质量证明书的完整、可靠性负责。
质量安全环保部负责采购物资、外协产品的检验和记录的保存。
工程(技术)管理部负责编制采购物资的采购规范。
经营合同部负责编制外协件的技术协议。
机电物资部仓库负责外购产品的储存管理。
4、原材料的检验检查验收依据1)有关的国家标准;2)产品专用标准、图纸;3)订货合同或技术、工艺部门提供的有关采购规范或技术协议;材料进厂验收质量证明书的审查、确认材料检验员在接受检验任务后应在二日内完成材料质量证明书的核实工作。
核实内容如下:1)核实供货方应在公司合格供方名单内,材料质量证明书印章与其单位名称一致,且印章应清晰。
原材料质量证明书所列项目和数据必须符合相应标准、技术协议及合同的要求;2)核实原材料质量证明书原则上应是原件,当供方只能提供复印件时,必须加盖供方红色印章,供方经办人姓名、日期,且复印件上原钢厂的质量专用章应清晰可辩、不得有涂改,否则为质证书不合格;3)根据的规定,确定复验项目和取样数量,并及时开出《取样通知单》,以便取样。
编写材料检验号材料检验员对材料质量证明书审查合格后,按材料炉批号编制材料检验号填写在质量证明书上。
实物验收材料检查员应在材料到货后两日内完成以下工作:1)查验实物的钢号、规格和数量要与材料质量证明书、合同一致;2)检验实物外观质量及几何尺寸。
当发现与质量证明书及有关标准要求不符时,按《不合格品处理单》处理;3)对钢板应逐件书写检号、材质、规格。
其它材料按批(或捆)在码垛材料出头处标注检号、材质及规格;4)经判定合格的材料,检查员应及时在材料验收单上填写检验号标记,做为合格确认。

1.0目的
对外购外协零配件、自制件按规定的要求进行检验,以验证产品要求得到满足。
2.0范围
适用于外购外协零配件和自制件的检验和生产过程试验。
3.0定义
3.1外购件:通过向供应商采购入库的物料的总称。
3.2外协件:本公司不能加工而在外部加工完成的零件或部件。
3.3 自制件:我公司自行制造的零件和在制的车辆产品。
3.4 在制品:除成品外,公司在流水线上制作的所有产品。
4.0职责
4.1 技术中心――负责制定外购外协件检验标准和自制件检验标准、负责制定生产一致性控制计划、负责提供外协外购件和自制件的技术图纸和技术条件。
4.2 品管部——负责进行外购外协件的入库检验和自制件生产过程的检验和试验。
4.3 生产部――负责生产过程中的自制件的自检、互检工作。
4.4 采购部――负责提供外购外协件到货通知及不合格品处置工作。
5.0程序
附录1:
附录2:。
原材料外购件外协产品检验规范公司内部编号:(GOOD-TMMT-MMUT-UUPTY-UUYY-DTTI-原材料、外购件、外协产品质量检验规范编制:审核:批准:1、目的本规范规定了原材料、外购件、外协件的验收的依据和方法,以保证产品质量符合标准、合同和技术协议的要求。
2、适用范围本规范适用于本公司对采购的物资及外协产品的检验。
3、职责3.1 机电物资部对所采购物资的特性(技术要求)的完整性、符合性及质量证明书的完整、可靠性负责。
3.2 质量安全环保部负责采购物资、外协产品的检验和记录的保存。
3.3 工程(技术)管理部负责编制采购物资的采购规范。
3.4 经营合同部负责编制外协件的技术协议。
3.5 机电物资部仓库负责外购产品的储存管理。
4、原材料的检验4.1 检查验收依据1)有关的国家标准;2)产品专用标准、图纸;3)订货合同或技术、工艺部门提供的有关采购规范或技术协议;4.2 材料进厂验收4.2.1 质量证明书的审查、确认材料检验员在接受检验任务后应在二日内完成材料质量证明书的核实工作。
核实内容如下:1)核实供货方应在公司合格供方名单内,材料质量证明书印章与其单位名称一致,且印章应清晰。
原材料质量证明书所列项目和数据必须符合相应标准、技术协议及合同的要求;2)核实原材料质量证明书原则上应是原件,当供方只能提供复印件时,必须加盖供方红色印章,供方经办人姓名、日期,且复印件上原钢厂的质量专用章应清晰可辩、不得有涂改,否则为质证书不合格;3)根据3.3的规定,确定复验项目和取样数量,并及时开出《取样通知单》,以便取样。
4.2.2 编写材料检验号材料检验员对材料质量证明书审查合格后,按材料炉批号编制材料检验号填写在质量证明书上。
4.2.3 实物验收材料检查员应在材料到货后两日内完成以下工作:1)查验实物的钢号、规格和数量要与材料质量证明书、合同一致;2)检验实物外观质量及几何尺寸。
当发现与质量证明书及有关标准要求不符时,按《不合格品处理单》处理;3)对钢板应逐件书写检号、材质、规格。

外协零部件验收规程一、验收前准备(一)由技术中心下发外包外协图纸后,应预先安排质量部检验人员,熟悉图纸资料,如检验需要,由质量部门准备符合验收标准要求的量具,器具。
(二)对要求精密度较高的加工件,如验收有困难,应请相关技术部门人员协助验收。
二、验收要求1、以供货合同和加工凭单为依据,严格对照图纸检查加工件的材质、规格、及数量,并逐件清查核对。
2、按照图纸逐件检查零件是否合格;3、做好数量验收记录,写明验收地点、时间、参加人员、种类、品名、应到和实到数量。
三、一般要求:1 尺寸及公差1.1 产品尺寸及公差必须符合产品图样的要求。
1.2 未注公差的尺寸公差a)机加非配合线性尺寸小于或等于120mm时,极限偏差按GB/T1804-c,大于120 mm时极限偏差按GB/T1804-m;倒圆半径与倒角高度尺寸的极限偏差按GB/T1804-m;b)机加配合尺寸公差按GB/T1800.3中IT14,孔取正,轴取负;c)剪切件、冲压件的尺寸公差按WJ1705中的8级;塑料制件尺寸公差按GB/T14486-1993。
1.3 未注公差角度的公差a) 机加按GB11355-m;1.4 未注形位公差零件的形位公差a)机加件按GB/T1184附录B中表B1~B4的12级;b)冷冲件按WJ1708中的2级。
1.5 型材不加工表面的公差按该材料的标准验收。
2. 表面状况及外观质量2.1 零件表面质量a)零件上不允许有飞边、毛刺和裂纹。
镀锌件、磷化件和氧化件在装配时允许镀层、磷化层和氧化层有不暴露在外面的局部损伤;b)图样上无特殊规定时,机加件和冲压件必须去毛刺、倒圆或倒角,倒圆、倒角按外角约0.6 mm,内角约0.4 mm,小薄零件视需要可适当减小。
图样上注有倒角而未注倒角尺寸时,亦按外角约0.6 mm,内角约0.4 mm倒角;c)零件上的螺纹不允许有裂纹、凹痕和毛刺,用不通过螺纹量规检查时,拧入量不多于两圈;d)图中无特殊规定时,车制零件允许留有顶尖孔。



钢结构工程用原材料、外协、外购件进货检验指导书1、目的及范围:为确保工程制作采购质量满足国家有关标准和工程技术设计要求,保证工程制作质量和生产进度,特制订本指导书,作为企业标准试行。
本规定适用于企业钢网架、轻钢工程用钢材、焊接材料、连接用紧固标准件、金属压型板、涂料等产品采购及质量验收。
2、引用标准:2.1 GB50205-2001《钢结构工程施工质量验收规范》2.2 JG12-1999《钢网架检验及验收标准》2.3 GB2828《逐批检查计数抽样程序及抽样表》3、职责:3.1供应部负责按工程图纸要求并原则上向“合格供方”进行采购,并向供方索取所采购材料《质量证明书》且保证文件印记合法有效,所采购材料包装或捆扎货物单元完好,不得散包、混料,且保证产品标签、标志或挂吊牌字迹清晰、规范、完整,不得残缺致使标志变认不清更不得涂改。
3.2质保部凭供应部提交的有效《质量证明书》首先检查所有产品包装的完好性,标签或挂吊牌的完整性及标志文字的符合性。
3.3质保部对供应部采购的钢材、焊接材料、连接用紧固标准件金属压型板及防腐、防火涂装材料检验的主控项目,一般项目,检查数量及检验方法,按本指导书附录表(一)执行。
3.4附录表(一)中:凡带“☆”标志的强制性条款不合格项目一律不得二次抽样,拒收并退回供方。
其它项目不合格按JH/QP8.3-2002《不合格品控制程序》要求办理。
3.5凡附录表(一)未列项目如封板、锥头、套筒等产品质量验收,其抽样方案及合格质量水平按本指导书附录表(二)执行。
3.6建筑钢结构工程各种主要原材料、辅助材料必须执行相关国家标准及企业内控要求按本指导书附录表(三)执行。
3.7钢材采购质量是影响工程的关键,必须作为重点管理点严格控制,并按以下规定执行:a)供应部严格按JH/QP7.4-2001《采购控制程序》对“合格供方”进行评价。
b)质保部原则上每季度对合格供方提供主要钢材进行化学成份及机械性能的复验见证检验。

零部件件检验抽样规则————————————————————————————————作者:————————————————————————————————日期:1.目的规定本公司外协、外购件进货检验的抽样原则。
2 引用标准GB2828.1-2003 计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划JB/T 5058 机械工业产品质量特征重要度分级导则。
3 术语和定义3.1 AQL—接收质量限:当一个连续系列批被提交验收抽样时,可允许的最差过程平均质量水平,以不合格品百分数表示。
3.2 Ac—接收数:是对批做出接收判定时,样本中发现的不合格品(或不合格)数的上限值,只要样本中发现的不合格品(或不合格)等于或小于Ac时,就可以接收该批。
3.3 Re—拒收数:是对批做出不接收判定时,样本中发现的不合格品(或不合格)数的下限值,即当样本中发现的不合格品(或不合格)等于或大于Rc时,则判定不接收该批。
3.4零部件重要度3.4.1关键件:构成最终产品与环保、安全有关的关键零件,直接影响最终产品的使用安全性,必然引起顾客严重投诉的产品,称A类件,用(A)表示。
3.4.2重要件:构成最终产品的重要部分,直接影响最终产品的使用性能和寿命,可能引起顾客投诉的产品,称B类件,用(B)表示。
3.4.3一般件(物资):构成最终产品的非关键部分,对最终产品的使用性能和寿命影响不大,不致引起顾客投诉的产品,称C类件。
3.4.4 零部件“项目重要度”分为a、b、c三类。
a 指对零部件的质量影响很大;b 指对零部件的质量影响较大;c 指对零部件的质量无直接影响。
4、检验项目及质量要求4.1检验项目:符合产品图样或《零部件检验基准书》的要求。
4.2质量要求:符合产品技术条件、《零部件检验基准书》、技术协议、质量协议的要求。
5、抽样规则5.1《零部件检验基准书》中“检查频率”规定的抽检数量依据GB2828.1,具体应按照本规则“抽样表”的抽样数量执行。
