注塑模具设计中浇口位置和结构形式的选用
- 格式:pdf
- 大小:288.54 KB
- 文档页数:4
注塑模具的浇口布置注塑模具是现代工业生产中非常常见的一种工具,它是生产塑料制品不可或缺的设备。
在注塑模具的制作中,浇口布置是一个非常重要的环节。
浇口的合理布置可以有效地避免塑料制品生产中的一些常见问题,如气泡、烧结等问题,提高产品品质,增加生产效率和经济效益。
下面,我们来详细了解一下注塑模具的浇口布置。
1.浇口布置的重要性一般来说,浇口的大小和位置对注塑制品的质量、生产效率和成本等方面都有着重要的影响。
因此,注塑模具的浇口布置须要考虑多种因素,包括塑料原料的熔点、流动性、挤出力等,以及待生产塑件的形状、尺寸、壁厚等。
在实际生产中,合理的浇口布置可以避免因浇口的位置和大小不当而导致的各种问题,例如产品表面的气泡、烧结、变形等。
同时,良好的浇口布置还可以提高注塑产品的成品率、增加生产效率及经济效益。
2.浇口布置的设计原则在注塑模具的浇口布置中,要遵循一些基本的设计原则,以保证产品的质量和生产效率。
2.1.浇口位置布置浇口的位置布置要考虑产品的整体设计和塑料塑化的性质。
通常,浇口应该尽量布置在产品的最大截面的厚壁部分。
因为在注塑过程中,厚壁部分的塑料塑化需要更长的时间,且在注射过程中固化的时间也比较长,所以在这里布置浇口可以保证塑料充分塑化和固化,遵循塑料逐层填充原则,最大程度上避免产品表面的气泡、烧结等缺陷。
同时,在产品表面上布置多个小浇口也可以有效地避免表面出现气泡的问题。
2.2.浇口大小计算浇口大小的设计也是注塑模具布置中关键的一点。
合适的浇口大小不仅有助于塑料在注射过程中充分填充,而且还可以抑制塑料在固化过程中产生的内应力,从而改善制品的内部质量。
对于不同的产品形状和尺寸,浇口大小设计应该根据实际情况进行计算。
通常,浇口直径的大小可以按注射塑料总体积的0.7-1.2%来计算,以保证足够的塑料流量,避免造成注塑机过负荷的问题。
2.3.浇口数目安排浇口数目的安排也是注塑模具布置中的重要一环。
浇口数目的多少直接影响着注塑产品的质量和生产效率。
注塑模具浇口设计原则
注塑模具的浇口设计是影响产品质量的重要因素之一。
一个合理的浇口设计可以有效地避免产品的缺陷,提高生产效率。
基于此,以下是注塑模具浇口设计的原则。
1. 浇口位置
浇口的位置应该尽可能地靠近产品的重心位置,这样可以将塑料熔融物体尽快地注入到模腔中,从而保证产品成型的一致性。
此外,浇口的位置还要考虑到模具的结构,尽可能减少模具加工和装配的难度。
2. 浇口形状
浇口的形状应该尽可能简单,以免产品出现不均匀的缺陷。
同时,为了避免往返注射和多次换料造成的气泡和均匀性问题,浇口的截面积应该尽可能小。
3. 浇口数量
在设计时,应该根据产品尺寸和形状确定浇口数量,以便在生产中保证注塑的均匀性和高效率。
如果使用多个浇口,则应该注意它们的位置和大小,以避免浇口之间发生干涉和影响产品的成型。
4. 浇口尺寸
浇口的尺寸应该根据产品的厚度和形状而定,以确保足够的流量和压力来填充模腔。
如果浇口太小,则可能出现填充缺陷;如果浇口太大,则可能出现气泡和毛边。
5. 浇口设计要考虑塑料材料的物理性质,如黏度和流动性等,以确保塑料的流动和填充速度。
此外,还要考虑注塑设备的能力,以确保浇口的大小和尺寸与设备配合。


模具设计中浇口知识详解
浇口:连接分流道与型腔之间的一段细短通道。
今天小编就给大家讲解下模具设计中浇口相关知识。
浇口的作用:
1、调节及控制料流速度,防止倒流;
2、熔胶经过浇口时,会因剪切及挤压而升温,有利于填充;
浇口设计要点:
1、浇口数量尽可能少。
2、浇口位置:
A、不能影响制品外观。
B、距型腔各部位距离尽量相等。
C、浇口应对着型腔宽畅部位,便于补缩和走胶;
D、应避免冲针或直接冲击薄弱镶件及冲骨位(易粘模)
E、应减少熔接痕,或使熔接痕产生于制品的不重要表面及非薄弱部位;
F、浇口位置应有利于模具排气。
G、浇口要便于切除.
浇口的分类:
1、侧浇口(又叫大水口,普通浇口)
优点:加工易,修正易;
缺点:(1)去除浇口麻烦且留下明显痕迹。
(2)位置受到一定的限制。
2、潜伏式浇口:
(1)优点:①位置较灵活;②浇口可自动脱落;③既可以潜前模,又可以潜后模。

最全的模具浇口设计,你都知道他们的优缺点吗浇口,亦称进料口,是连接分流道与型腔熔体的通道。
浇口选择恰当与否,直接关系到注塑制品能否完好、高质量地注射成型。
浇口位置对熔体流动前沿的形状和保压压力的效果都起着决定性的作用,因此,也决定了注塑制品的强度和其它性能。
一.浇口的类型与位置在注塑模设计中,按浇口的结构形式和特点,常用的浇口形式有下列11种:1.直浇口即主流道浇口,属于非限制性浇口。
优点:塑料熔体由主流道的大端直接进入型腔,因此具有流动阻力小、流程短及补给时间长等特点。
这样的浇口有良好的熔体流动状态,熔体从型腔底面中心部位流向分型面,有利于排气;这种浇口形式使注塑制品和浇注系统在分型面上的投影面积最小,模具结构紧凑,注塑机受力均匀。
每晚八点有免费直播课程学习,私信老师即可免费学习!缺点:进料处有较大的残余应力,容易导致注塑制品翘曲变形,同时浇口较大,去除浇口痕迹较困难且痕迹较大,影响美观,所以,这类浇口多用于注射成型大中型长流程、深型腔、筒形或壳形注塑制品,尤其适合于聚碳酸酯、聚砜等高粘度塑料。
另外,这种形式的浇口只适合于单型腔模具。
在设计这类浇口时,为了减小与注塑制品接触处的浇口面积,防止该处产生缩口、变形等缺陷,一方面应尽量选用较小锥度的主流道锥角(为2-4°),另一方面应尽量减小定模板和定模座的厚度。
2.护耳浇口护耳浇口主要用于高透明的平板形塑料制品及变形要求很小的塑料制品。
优点:护耳浇口是在型腔侧面开设耳槽,熔体通过浇口冲击在耳槽侧面上产生摩擦热,从而改善了流动性,经调整方向和速度后,在护耳处均匀而平稳地进入型腔,可以避免喷流。
缺点:浇口切除较为困难,浇口痕迹较大。
3.点浇口点浇口尤其适用于圆桶形、壳形及盒形塑料制品。
对于较大的平板形塑料制品,可以设置多个点浇口,以减小翘曲变形;对于薄壁塑料制品,浇口附近的剪切速率过高,残余应力大,容易开裂,可局部增加浇口处的壁厚。
优点:点浇口位置限制小,浇口痕迹小,开模时浇口可自动拉断,有利于自动化操作。

注塑模具浇口位置的选择浇口位置与数目对注塑加工件质盈有极大影响,在选择浇口位景时应遵循如下原则:(1)避免制件上产生喷射等缺陷浇口的尺寸比较小,如果正对着一个宽度和厚度都比较大的充填空间,则高速的塑料熔体通过浇口注人型腔时,将受到很高的剪切应力,会产生喷射和蠕动(蛇形流)等现象,形成塑料制品内部和表面的缺陷。
同时喷射还会使型腔内空气难以排除,造成注塑加工件内有空气泡,甚至在某角落出现焦痕。
避免喷射有两种方法,一是加大浇口截面尺寸,降低熔体流速;二是采用冲击型浇口,改善塑料熔体流动状况。
(2)浇口应开设在注塑加工件截面最厚处当注塑加工件壁厚相差较大时,在避免喷射的前提下,浇口开设在注塑加工件截面最厚处,以利于熔体流动、排气和补料,避免产生缩孔或表面凹陷。
(3)有利于塑料熔体流动当注塑加工件上有加强筋时,可利用加强筋作为改普流动的通道(沿加强筋方向流动),防止注不满。
(4)有利于型腔排气在浇口位置确定后,应在型腔最后充填处或远离浇口的部位,开设排气槽;或利用分型面、推杆间隙等模内的活动部分排气。
图6-19为一盖形注塑加工件,四周壁厚,顶部壁薄,若采用侧浇口,则顶部最后填完,易形成封闭气囊,如图6-19 (a)所示,留下明显的熔接痕或焦痕,改进的办法有增加制品顶部的厚度图6-19 (b),改变浇口的位v图6-19 (c)。
(5)考虑塑件使用时的载荷状况(受力状况)通常浇口位置不能设置在塑件承受弯曲载荷或受冲击力的部位,原因在于塑件浇口附近残余应力大、强度差,一般能承受拉应力,不能承受弯曲应力和冲击力。
(6)减少或避免塑件的熔接痕,增加熔接牢度塑料熔体流动前沿的汇合处常会形成熔接痕,导致该处强度降低。
浇口位置和数量决定着熔接痕的数量及位置,一般说来,浇口数增多,熔接痕增多。
当流程不长时,不必开设多个浇口。
将轮辐式浇口改为盘形浇口,可以消除熔接痕。
此外.还应重视熔接痕的方位,图6-20(a)中,熔接线与小孔在一个方位,大大降低了制品的强度,相比之下,图6-20 (b)浇口位置较为合理。

浇口类型选择浇口类型和选择最佳的浇口尺寸以及浇口位置一样重要。
浇口类型可分为人工和自动去除式浇口。
人工去除式浇口人工去除式浇口主要是指那些要求操作者在进行制件再加工时将其与流道分离。
使用人工去除式浇口的原因有:•浇口体积过大,以至于当模具打开时无法从制件处剪切。
•一些剪切敏感的材料(如PVC)不能存在高剪切率,从而不能应用自动去除式浇口设计。
•在穿过较宽处的时候,为了保证流动分布的同时性,以达到特定的分子纤维排列,通常不使用自动浇口去除方式。
型腔的人工去除式浇口类型包括:•注道式浇口•边缘浇口•凸片浇口•重叠式浇口•扇形浇口•薄膜浇口•隔膜浇口•外环浇口•轮辐或多点浇口自动去除式浇口自动去除式浇口的特点是,在打开制模模具顶出制件的过程中,可以切断或剪切浇口。
自动去除式浇口应用于:•避免在再加工时去除浇口•保持所有顶出的周期时间一致•浇口残留最小化自动去除式浇口包括:•针点浇口•潜入式(隧道式)浇口•热流道浇口•阀门浇口注道浇口推荐这种浇口应用于单型腔模具或要求对称充填的制件。
这种类型的浇口适合于较大壁厚处,这样保压压力将更为有效。
较短的浇口最好,这样模具充填更为快速,且压力损失较低。
浇口另一侧需配备一个冷料井。
使用这种浇口的劣势在于,流道(或注道)被修整之后,制件表面会产生浇口痕迹。
可以通过制件厚度来控制凝固,但凝固并不取决于制件厚度。
一般而言,在注道浇口附近的收缩率较低,而注道浇口处的收缩率较大。
这会导致浇口附近具有较高的拉伸应力。
尺寸起初,注道直径由机器射嘴来控制。
该注道直径必须比射嘴口直径大 0.5mm左右。
标准注道衬套的锥度为2.4度,开口面向制件。
因此可以通过注道长度来控制制件处附近的浇口直径,该直径应当比该处壁厚至少大 1.5mm或约为该处壁厚的两倍。
注道和制件的连结点应为放射状的,以避免应力裂化。
•锥角较小(最小为1度),可能导致在喷射过程中注道无法与注道衬套脱离。
•锥度较大,造成材料浪费且冷却时间延长。

注塑模具设计之浇口与流道设计
1.浇口设计:
浇口是塑料进入模具腔体的通道,直接影响产品的质量和外观。
浇口设计应遵循以下原则:
1.1浇口的位置应尽量选择在产品的无重要表面或结构上,以减少产品上的痕迹和缺陷。
1.2浇口的形状应尽量简单,以便于注塑成型时的塑料流动,避免气泡和短流等缺陷。
1.3浇口的大小应根据产品的要求确定,过大会导致浇注时间过长,过小会导致注塑过程压力过高。
1.4浇口与产品的交界处应尽量平滑,以减少痕迹和切除时的损耗。
1.5浇口的数量应尽量减少,多个浇口可能导致注塑不平衡,造成产品尺寸不一致。
2.流道设计:
流道是浇口与模具腔体之间的连接通道,它将塑料从浇口引导到模具腔体中。
流道设计应遵循以下原则:
2.1流道的形状应尽量简单,避免过多的转弯或急角,以减少流动阻力和塑料流动不均匀导致的缺陷。
2.2流道的长度应尽量短,以减少注塑周期和塑料的凝结时间。
2.3流道的截面积应逐渐减小,以确保塑料在流道中均匀流动,避免气泡的产生。
2.4流道与模具腔体的接头处应尽量平滑,避免塑料流动时的冲击和挤压,以减少产品上的痕迹和缺陷。
总结起来,注塑模具设计中的浇口与流道设计需要考虑产品的要求、材料的特性和注塑工艺的要求等多个因素,以使得产品的质量达到最佳状态。
在实际设计中,需要结合实际情况进行调整和优化,不断改进和提高设计水平。
注塑模设计原则注塑模是塑料成型加工中广泛使用的一种模具类型,其设计的合理性直接影响到塑料制品的质量、生产效率和成本。
在进行注塑模设计时,需要遵循一系列的原则,以确保模具的功能、性能和可靠性。
一、产品分析在设计注塑模之前,必须对所要生产的塑料制品进行全面的分析。
这包括产品的形状、尺寸精度、表面质量要求、材料特性等。
通过对产品的分析,可以确定模具的结构形式、型腔数量、浇口位置和分型面等关键因素。
例如,对于形状复杂的产品,可能需要采用多腔模具或复杂的脱模机构;对于尺寸精度要求高的产品,模具的制造精度和配合精度也需要相应提高;对于表面质量要求高的产品,模具的型腔表面需要进行精细的加工和抛光。
二、材料选择注塑模的材料选择对模具的使用寿命和性能有着重要影响。
模具材料应具有足够的强度、硬度、耐磨性和耐腐蚀性,同时还应考虑其加工性能和成本。
常用的模具钢有 P20、718H、NAK80 等。
对于大批量生产、要求高精度和长寿命的模具,通常会选择性能更好但价格较高的模具钢;对于小批量生产或要求不高的模具,可以选择价格相对较低的模具钢。
此外,模具的其他部件,如导向件、脱模机构等,也需要根据其工作条件和要求选择合适的材料。
三、型腔布局型腔布局的合理性直接影响到生产效率和模具的尺寸。
在确定型腔布局时,需要考虑注塑机的最大注射量、锁模力、注射压力等参数,以及产品的尺寸和形状。
一般来说,型腔布局应尽量对称,以保证模具受力均匀;型腔之间的间距应足够大,以便于冷却水道的布置和模具的加工;对于大型产品,可能采用单型腔模具,以确保产品的质量和尺寸精度。
四、浇口设计浇口是塑料熔体进入型腔的通道,其设计直接影响到塑料制品的质量和成型效率。
浇口的类型、位置和尺寸都需要根据产品的形状、尺寸、材料和成型要求进行合理选择。
常见的浇口类型有直接浇口、侧浇口、点浇口等。
直接浇口适用于大型、深腔的产品,但容易产生较大的残余应力和浇口痕迹;侧浇口应用广泛,加工简单,但可能会在产品表面留下浇口痕迹;点浇口适用于外观要求高的产品,但模具结构相对复杂。

塑胶模具中的浇口形式及位置浇口的类型有:1、直接浇口:又称主流道型浇口,其优点:利于排气和消除熔结痕,模具机构简单而紧凑。
缺点:周期延长,超压填充,容易产生残余应力。
适用于单腔模。
2、侧浇口:一般开设在分型面上,由塑件侧面进料,广泛使用于多腔模。
浇口与分流道相接处采取斜面或圆弧过度。
3、扇形浇口:它是矩形侧浇口的一种变异形式,此浇口的加工虽困难一些,但有助于熔体均匀地流过扇形浇口。
优点:使塑料充模时横向得到更均匀的分配,降低制品的内应力和带入空气的可能性。
常用来成型宽度较大的薄片状制品。
4、薄片浇口:其特点是将浇口的厚度减薄,而宽度取作浇口边制品宽度的1/4至全宽,浇口台阶长约0.65mm。
优点:能使物料在平行流道内均匀分配,以较低的线速度呈平行流均匀地进入型腔,降低了制品的内应力,减少了因取向而产生的翘曲。
缺点:提高了制品的生产成本。
适于成型大面积的扁平制品。
5、环形浇口:优点:进料均匀,流速大致相同,空气容易顺序排出,同时避免了侧浇口的型芯对面的熔结痕。
主要用于圆筒形制品或中间带有孔的制品。
6、轮辐浇口:这种浇口将整圆周进料改成了几小段圆弧进料,优点:去除浇口方便,浇口回头料较少。
缺点:熔结痕增多,塑件强度受到影响。
7、爪形浇口:分流道与浇口不在同一个平面内。
8、护耳浇口:小浇口加护耳,作用:可以避免喷射现象,降低速度,均匀地进入型腔,确保制件质量。
缺点:割除护耳比较麻烦。
适于有机玻璃、聚碳酸脂等透明材料和大型ABS塑料成型。
9、点浇口:是一种断面尺寸很小的浇口。
优点:自行切断,无需修剪浇口,生产效率高。
单腔模多腔模均适用。
断离后的点浇口凝料可以由手工取出或靠点浇口自动脱落机构脱模。
10、潜伏浇口:采用潜伏浇口只需要两板式的单分型面模具,而采用点浇口则需要三板式的双分型面模具。
其特点:.浇口位置一般选择在制品侧面不影响外观的地方或加工圆柱形分流道;分流道设置在分型面上;浇口部位宜设计为镶拼结构。

一、浇口位置的要求1.外观要求(浇口痕迹,熔接线)2.产品功能要求3.模具加工要求4.产品的翘曲变形5.浇口容不容易去除二、对生产和功能的影响1.流长决定射出压力,锁模力,以及产品填不填的满流长缩短可降低射出压力及锁模力。
2.浇口位置会影响保压压力,保压压力大小,保压压力是否平衡,将浇口远离产品未来受力位置(如轴承处)以避免残留应力,浇口位置必须考虑排气,以避免积风发生不要将浇口放在产品较弱处或嵌入处,以避免偏位。
三、选择浇口位置的技巧1.将浇口放置于产品最厚处,从最厚处进浇可提供较佳的充填及保压效果。
如果保压不足,较薄的区域会比较厚的区域更快凝固,避免将浇口放在厚度突然变化处,以避免迟滞现象或是短射的发生。
2.可能的话,从产品中央进浇,将浇口放置于产品中央可提供等长的流长,流长的大小会影响所需的射出压力,中央进浇使得各个方向的保压压力均匀,可避免不均匀的体积收缩。
3.浇口(Gate):浇口是一条横切面面积细小的短槽,用以连接流道与模穴.横切面面积所以要小,目的是要获得以下效果:1)模穴注不久,浇口即冷结2)除水口简易3)除水口完毕,仅留下少许痕迹4)使多个模穴的填料较易控制5)减少填料过多现象设计浇口的方法并无硬性规定,大都是根据经验而行,但有两个基本要素须加以折衷考虑:1.浇口的横切面面积愈大愈好,而槽道之长度则愈短愈佳,以减少塑料通过时的压力损失.2.浇口须细窄,以便容易冷结及防止过量塑料倒流.故此浇口在流道中央,而它的横切面应尽可能成圆形.不过,浇口的开关通常是由模件的开关来决定的.3.浇口尺寸:浇口的尺寸可由横切面积和浇口长度定出,下列因素可决定浇口最佳尺寸:1)胶料流动特性2)模件之厚薄3)注入模腔的胶料量4)熔解温度5)工模温度决定浇口位置时,应紧守下列原则:1.注入模穴各部份的胶料应尽量平均.2.注入工模的胶料,在注料过程的各阶段,都应保持统一而稳定的流动前线.3.应考虑可能出现焊痕,气泡,凹穴,虚位,射胶不足及喷胶等情况.4.应尽量使除水口操作容易进行,最好是自动操作.5.浇口的位置应与各方面配合。

第四节热流道浇口的类型和结构一、开放式浇口:开模时,浇口中的部分材料留在产品上,从而造成了一个难看的浇口痕迹(通常是锥形的)。
浇口残痕的大小和形状取决于浇口的形状及注塑参数(温度,压力,时间),也取决于模具的设计,同样或甚至更多地取决于模具装配。
在下一次循环时,塑料料流将模塞(上一啤浇口处冻结的料)挤入型腔,浇口又打开,料流又可以填充模具,通常情况下模塞可以熔化,与注入塑料混合;在浇口对面做一弧形缩窝,有利于模塞的隐藏,有利于填充。
适用于没有或几乎没有“拉丝”倾向的塑料,还适用于PP种PE料。
开式浇口有三种基本类型:圆形浇口,环形浇口,边缘浇口。
1.1)圆形浇口:缺点:浇口L段的断开点不确定,可能会在L方向上的任一点断,并在产品上留下一很长的突起。
优点:这种浇口较易于加工制造。
此时,将浇口形状修改成下面的形状,则断点一致,在高于产品的锥形突起部位断开,虽然,在断点上还会有一个小锥形突起,但总的突起部分或多或少可以预测。
于控制热损失的开式浇口设计1.2)环形浇口:实质是一个在其中心部加入加热探的开式浇口,以防止过早冻结。
需要注意的是浇口形状与注嘴梢部的开状密切相关。
下图是在浇口中心有一个加热探头的环形浇口,由于注嘴梢位于浇口内而形成了一个环形通道,进入模具腔的塑料就像一个挤出的管子。
塑料充满了注嘴和其周围(冷却的)模腔之间的不导体,几乎不会有什么热量穿过这层塑料隔热罩。
在成型热稳定性差的塑料时,需要成型一个或机加工一个耐高温的塑料隔热罩,现一般是用杜邦Vespel 全芳香族聚酰亚胺(PI)塑料制作。
Vespel 的特点:1. 耐热性:连续使用耐热温度可达288°C ,短时间使用更可高达480°C 。
2. 耐磨耗性:Vespel 的无润滑限界PV 值是一般工程塑料的10倍以上,对冲击磨耗和摇动磨耗都有很强的耐性。
3. 蠕变(Creep):在260°C 、186kg/cm2条件下的蠕变,1000小时只有0.6%。

注塑模具浇口型式及选择塑料模具的浇口是指连接分流道和性强之间的一段细短流道,是树脂注入型腔的入口。
在模具中浇口的形状、数量和尺寸和位置等会对塑料件的质量产生很大影响。
所以浇口的选择是塑料模具设计的关键点之一,下面通过几个方面对于浇口进行介绍。
一、浇口的主要作用有:1、型腔充满后,熔体在浇口处首先凝结,防止其倒流。
2、易于切除浇口尾料。
3、对于多腔模具,用以控制熔接痕的位置。
二、浇口的型式浇口一般分为非限制性浇口和限制性浇口两种型式。
限制性浇口又分为侧浇口、点浇口和盘环形浇口等3个系列。
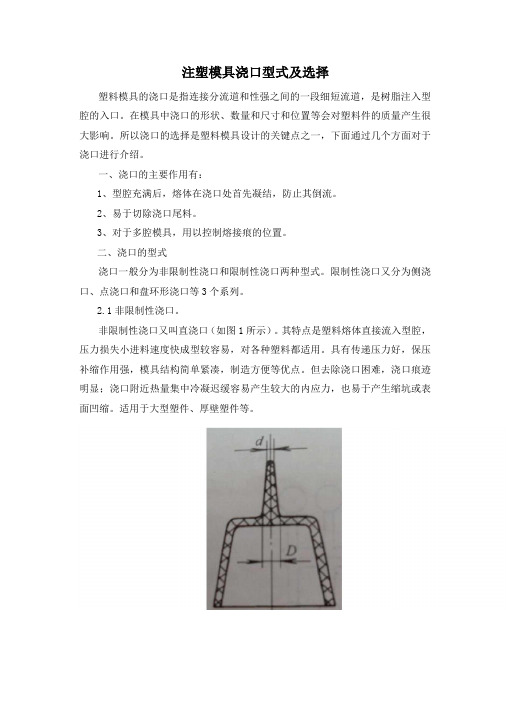
2.1非限制性浇口。
非限制性浇口又叫直浇口(如图1所示)。
其特点是塑料熔体直接流入型腔,压力损失小进料速度快成型较容易,对各种塑料都适用。
具有传递压力好,保压补缩作用强,模具结构简单紧凑,制造方便等优点。
但去除浇口困难,浇口痕迹明显;浇口附近热量集中冷凝迟缓容易产生较大的内应力,也易于产生缩坑或表面凹缩。
适用于大型塑件、厚壁塑件等。
2.2限制浇口。
型腔与分流道之间采用一端距离很短、截面很小的通道相连接,此通道称为限制性浇口,它对浇口的厚度及快速凝固等可以进行限制。
限制浇口的主要类型有:2.2.1 点浇口。
点浇口是一种截面尺寸特小的圆形浇口(如图2所示)。
点浇口的特点有:1、浇口位置限制小;2、去除浇口后残留痕迹小,不影响塑件外观;3、开模时浇口可自动拉断,有利于自动化操作;4、浇口附件补料造成的应力小。
缺点是:1、压力损失大,模具必须采用三板模结构,模具结构复杂,并且要有顺序分模机构,也可应用于无流道的两板模具结构。
图2 点浇口的型式2.2.2潜伏式浇口。
潜伏式浇口是由点浇口演变而来,其分流道开设在分型面上,浇口潜入分型面下面,沿斜向进入型腔,潜伏式浇口除了具有点浇口的特点外,其进料浇口一般都在塑件的内表面或侧面隐蔽处,因此不影响塑件外观,塑件和流道分别设置推出机构,开模时浇口即被自动切断,流道凝料自动脱落。
图3 外侧潜伏式浇口图4 内侧潜伏式浇口2.2.3侧浇口侧浇口又叫边缘浇口,一般开设在分型面上,从型腔(塑件)外侧面进料(如 图5所示)。


42206.0At nd=3042An nt d =π一般,点浇口的截面积与矩形侧浇口的截面积相等。
设点浇口直径为d (mm ),则:计算公式: 经验值1: d=0.8~1.6㎜;玻纤与矿物填充胶料d=1.0~2.0㎜经验值2: 或d=0.5t;a=1°~3°;(上截脱模斜度) b=20°~40°;(浇口锥度)c=0.2~0.4㎜(上截流道较下截大);L=1.5~2.0㎜浇口长度; E=0.8~1.2㎜(直伸位) 计算式中,n 为与塑料品种有关的系数,见表11; t——为制品壁厚(mm );A 为制品外表面积(mm )。
如图7-13a 所示,点浇口直径d 常为0.5~1.8mm ,浇口长度l 常为0.5~2mm 。
为了防止在切除浇口凝料时损坏制品表面,可采用如左图所示的结构,为了有利于熔体流动而设置凹陷圆弧,半径约为1.5~3mm ,H 约为0.7~3.0mm 。
此处圆弧还有储存冷料的作用。
特别在成型薄壁制品时若采用点浇口,则制品易在点浇口附近处产生变形甚至开裂。
为了改善这一情况,在不影响使用的前提下,可将浇口对面的壁厚增加并以圆弧R 过渡。
常见的三种凹陷与波子位设计图形如下图:(1) (2) (3) 3)点浇口的优点与缺点:优点:浇口位置能灵活地确定;浇口附近变形小,残留内应力小;多型腔时采用点浇口容易平衡冷流道浇注系统;对于投影面积大的制品或易变形的制品,采用多个点浇口能够取得理想的结果;浇口能自行拉断且残留痕小。
缺点:由于浇口截面积小,流动阻力大,注射压力损失大,需提高注射压力;只宜用于成型流动性好热塑性塑料;采用点浇口时,为了能取出流道凝料,必须使用三板模具或二板热流道模具,费用较高;生产成型周期相对较长;流道与制品的比例大,废料较多。
4)点浇口适用范围:常用于成型各种壳类、盒类、圆状的制品;圆柱齿轮也常采用点浇口,通常是在一等边三角形的顶点设置三个点浇口。

注塑模具浇口型式及选择塑料模具得浇口就是指连接分流道与性强之间得一段细短流道,就是树脂注入型腔得入口。
在模具中浇口得形状、数量与尺寸与位置等会对塑料件得质量产生很大影响。
所以浇口得选择就是塑料模具设计得关键点之一,下面通过几个方面对于浇口进行介绍。
一、浇口得主要作用有:1、型腔充满后,熔体在浇口处首先凝结,防止其倒流。
2、易于切除浇口尾料.3、对于多腔模具,用以控制熔接痕得位置。
二、浇口得型式浇口一般分为非限制性浇口与限制性浇口两种型式。
限制性浇口又分为侧浇口、点浇口与盘环形浇口等3个系列。
2、1非限制性浇口。
非限制性浇口又叫直浇口(如图1所示)。
其特点就是塑料熔体直接流入型腔,压力损失小进料速度快成型较容易,对各种塑料都适用。
具有传递压力好,保压补缩作用强,模具结构简单紧凑,制造方便等优点。
但去除浇口困难,浇口痕迹明显;浇口附近热量集中冷凝迟缓容易产生较大得内应力,也易于产生缩坑或表面凹缩。
适用于大型塑件、厚壁塑件等。
图1直浇口型式2、2限制浇口.型腔与分流道之间采用一端距离很短、截面很小得通道相连接,此通道称为限制性浇口,它对浇口得厚度及快速凝固等可以进行限制。
限制浇口得主要类型有:2.2.1点浇口。
点浇口就是一种截面尺寸特小得圆形浇口(如图2所示)。
点浇口得特点有:1、浇口位置限制小;2、去除浇口后残留痕迹小,不影响塑件外观;3、开模时浇口可自动拉断,有利于自动化操作;4、浇口附件补料造成得应力小。
缺点就是:1、压力损失大,模具必须采用三板模结构,模具结构复杂,并且要有顺序分模机构,也可应用于无流道得两板模具结构.图2 点浇口得型式2.2。
2潜伏式浇口。
潜伏式浇口就是由点浇口演变而来,其分流道开设在分型面上,浇口潜入分型面下面,沿斜向进入型腔,潜伏式浇口除了具有点浇口得特点外,其进料浇口一般都在塑件得内表面或侧面隐蔽处,因此不影响塑件外观,塑件与流道分别设置推出机构,开模时浇口即被自动切断,流道凝料自动脱落.图3 外侧潜伏式浇口图4 内侧潜伏式浇口2。

注塑模具设计中浇口位置和结构形式的选用摘要:注塑模具的浇口对于制件的外型以及产品质量的影响是较为直接的。
如果浇口的位置选择不合理,必然会成为制件的一种缺陷,同时海水出现缩孔甚至是降解等问题。
严重影响到制件的使用寿命。
在实际的浇口位置以及形式的选择过程中,技术人员需要根据制品的特点,选择浇口的科学位置,提升注塑模具设计的高效性和科学性。
本文中,笔者主要从浇口位置以及结构形式等方面进行深入研究,希望能够给相关的研究人员提供借鉴和参考。
关键词:注塑模具;浇口位置;结构形式;选用浇口位置的重要性不言而喻,无论是对于保压压力还是流动前沿都会产生直接地影响。
浇口位置选择合理必然会提升注塑制件的整体强度和性能。
一般来说,影响浇口位置的主要方面包括注塑制品的形状、壁厚以及尺寸等等。
除此之外,还包括对浇口的加工以及清理等方面。
如果浇口位置选择正确,就会降低不稳定影响因素出现的几率。
1 浇口的类型和位置(1)直浇口。
直浇口就是主流道浇口,这种浇口类型主要是以非限制性浇口为主。
主要的优点就是阻力小,流程相对较短,而且补给的时间相对较长。
这种浇口主要是从熔体的底面流入到分型面。
可以提升排气的畅通性,还可以提升模具本身的紧凑程度,保证受力程度的均匀性。
在清除浇口痕迹时,不仅难度相对较大,其美观程度也会受到严重地影响。
因此,较大的浇口往往都会直接应用到流程较长以及筒形等类型的注塑制品中。
在对这一类型浇口进行设计的过程中,技术人员应该尽量降低塑制品和浇口接触的面积,减低缺陷出现的可能性,同时还应该选择2°-4°的锥角,同时减低定模扳的厚度。
见图1。
(2)侧浇口。
侧浇口就是人们常说的标准浇口,一般情况下,在分型面上可以看到侧浇口,塑料熔体的截面主要是以矩形为主,可以直接改变浇口的厚度以及熔体冻结的时间。
在注塑制品中,侧浇口的应用范围也相对较广,无论是从其形状上,还是从加工的便利性上,都具有一定的应用价值。
侧浇口优点和缺点并存,其主要的优点就是浇口本身的截面相对较小,消耗量较低,而且所留痕迹不明显。
注塑模具设计中浇口位置和结构形式的选用付 伟 范士娟 张 海(华东交通大学机电工程学院,南昌 330013)摘要 浇口直接影响注塑制品的外观、变形、成型收缩率及强度,如果选用不当,容易使注塑制品产生缺料、熔接痕、缩孔、浇口白斑、翘曲、变脆及降解等缺陷。
根据注塑制品的不同特点,探讨了11种浇口形式的优缺点,进一步阐述了选用浇口类型与位置的方法及原则。
关键词 浇口 注塑模具 注塑制品浇口亦称进料口,是连接分流道与型腔熔体的通道。
浇口选择恰当与否直接关系到注塑制品能否完好、高质量地注射成型[1]。
浇口设计包括浇口截面形状与尺寸的确定和浇口位置的选择。
关于浇口截面形状及尺寸的确定,很多教科书都有提及,这里不再重复。
笔者现根据不同注塑制品的特点,比较各种类型浇口的差异,讨论浇口位置及其结构形式的选择方法和原则。
浇口位置对熔体流动前沿的形状和保压压力的效果都起着决定性的作用,因此也决定了注塑制品的强度和其它性能。
对于影响确定浇口位置的因素来说,包括制品的形状、大小、壁厚、尺寸精度、外观质量及力学性能等。
此外,还应考虑浇口的加工、脱模及清除浇口的难易程度。
正确的浇口位置可以避免出现那些可以预见的问题[2-3]。
1 浇口的类型与位置在注塑模设计中,按浇口的结构形式和特点,常用的浇口形式有下列11种。
1.1 直浇口即是主流道浇口,属于非限制性浇口,见图1。
图1 直浇口(1)优点 塑料熔体由主流道的大端直接进入型腔,因此具有流动阻力小、流程短及补给时间长等特点。
这样的浇口有良好的熔体流动状态,熔体从型腔底面中心部位流向分型面,有利于排气;这种浇口形式使注塑制品和浇注系统在分型面上的投影面积最小,模具结构紧凑,注塑机受力均匀。
(2)缺点 进料处有较大的残余应力,容易导致注塑制品翘曲变形,同时浇口较大,去除浇口痕迹较困难且痕迹较大,影响美观,所以这类浇口多用于注射成型大中型长流程、深型腔、筒形或壳形注塑制品,尤其适合于聚碳酸酯、聚砜等高粘度塑料。
另外,这种形式的浇口只适合于单型腔模具。
在设计这类浇口时,为了减小与注塑制品接触处的浇口面积,防止该处产生缩口、变形等缺陷,一方面应尽量选用较小锥度的主流道锥角(为2~4 ),另一方面应尽量减小定模板和定模座的厚度。
1.2 侧浇口国外将侧浇口称为标准浇口,见图2。
侧浇口一般开设在分型面上,塑料熔体从内侧或外侧充满模具型腔,其截面形状多为矩形(扁槽),改变浇口宽度与厚度可以调节熔体的剪切速率及浇口的冻结时间。
这类浇口可根据注塑制品的形状特征选择其位置,加工和修整方便,因此它的应用较广泛。
图2 侧浇口(1)优点 浇口截面小,能减小浇注系统熔料的消耗量,去除浇口容易,痕迹不明显。
适合于各种形状的注塑制品,但对细长桶形注塑制品不宜采用。
(2)缺点 注塑制品和浇口不能自行分离,存在熔接痕,注塑压力损失较大,对深型腔注塑制品的排气不利。
1.3 扇形浇口扇形浇口如图3所示,一般开设在分型面上,从收稿日期:2007 07 22型腔外侧面进料,浇口沿进料方向逐渐加宽,厚度则逐渐减薄。
从浇口进入型腔的塑料熔体波前较为平直,可减少翘曲变形,用来成型宽度较大的板状塑料制品颇为适宜。
图3 扇形浇口1.4 薄片浇口又称为平缝式浇口,见图4。
浇口的分配流道与型腔侧边平行,其长度通常大于塑料制品宽度。
图4 薄片浇口(1)优点 塑料熔体通过薄片浇口以较低的速度均匀地进入型腔,其料流呈平行流动,可避免翘曲变形,常用来成型平直的大面积薄壁塑料制品。
(2)缺点 去除浇口较为困难,从而增加了塑料制品的生产成本。
1.5 护耳浇口护耳浇口(见图5)主要用于高透明的平板形塑料制品及变形要求很小的塑料制品。
图5 护耳浇口(1)优点 护耳浇口是在型腔侧面开设耳槽,熔体通过浇口冲击在耳槽侧面上产生摩擦热,从而改善了流动性,经调整方向和速度后,在护耳处均匀而平稳地进入型腔,可以避免喷流。
(2)缺点 浇口切除较为困难,浇口痕迹较大。
1.6 点浇口点浇口尤其适用于圆桶形、壳形及盒形塑料制品。
对于较大的平板形塑料制品可以设置多个点浇口,以减小翘曲变形;对于薄壁塑料制品,浇口附近的剪切速率过高,残余应力大,容易开裂,可局部增加浇口处的壁厚,如图6所示。
图6 点浇口(1)优点 点浇口位置限制小,浇口痕迹小,开模时浇口可自动拉断,有利于自动化操作。
(2)缺点 注塑压力较大,多数情况下必须采用三板模结构,其模具相对较复杂,成型周期较长。
1.7 潜伏式浇口(1)优点 潜伏式浇口(见图7)位置比较灵活,可在塑料制品内外表面进胶。
流道开设在分型面上,浇口潜入分型面下,熔料斜向进入型腔。
由于在塑料制品和流道分别设置推出机构,开模时浇口自动被切断,流道凝料自动脱落。
同时其模具结构较三板模结构简单,大大提高了生产效率并可降低成本。
图7 潜伏式浇口(2)缺点 对过韧(如PA 类)或过脆(如PS 类)的塑料并不适用,前者不易切断,后者易于断裂,容易堵塞浇口。
1.8 月亮形浇口月亮形浇口(见图8)其实是一种圆弧形潜伏式浇口的结构形式,一般用于二板模,采用分型面直接进胶方式,制成两块镶件拼合,其分流道及浇口都设图8 月亮形浇口计在镶件上。
(1)优点 可在制品底面进胶,具有点浇口的特点,浇口痕迹小,顶出时能自动拉断,容易实现自动化。
如将其顶出销头部做成锥形,在流道设置推出机构,有利于顶出。
(2)缺点 形状较复杂,需要用电极加工浇口。
1.9 环形浇口对型腔填充采用圆环形进料形式的浇口称为环形浇口,如图9所示。
图9 环形浇口(1)优点 进料均匀,圆周上各处流速大致相同,流动状态好,容易排除型腔中的空气,并可避免熔接痕。
由于浇口设计在型芯上,环形浇口主要用于成型圆筒形无底塑料制品。
(2)缺点 浇注系统耗料较多,浇口去除困难,浇口痕迹明显。
1.10 伞形浇口伞形浇口(见图10)是环形浇口的特殊形式,主要应用于质量要求很高的短粗管形塑料制品。
图10 伞形浇口(1)优点 进料均匀,无熔接痕产生,排气良好。
(2)缺点 去除流道必须采用切削加工,增加了成本。
1.11 盘形浇口盘形浇口(见图11)实际上是顶角为180 的伞形浇口,用于内孔较大的圆筒形塑料制品,或具有较大长方形内孔的塑料制品,浇口在整个内孔周边上。
(1)优点 具有伞形浇口的特点,塑料熔体从内孔周边以大致同步的方式注入型腔,型芯受力均匀,可以避免熔接痕,排气顺畅。
图11 盘形浇口(2)缺点 会在塑料制品内缘留下明显的浇口痕迹。
2 常见塑料制品进胶形式选用(1)轴向对称制品 像齿轮、叶片之类的制品在工作中转速较高,表面应光滑平整、无气泡等以保证耐磨性,这类制品要求功能面(一般是侧面)不能有缺陷,底面需要平整,所以这类制品的浇口要尽量小,且要做得隐蔽,故不适合用潜伏式浇口(包括潜顶针)及其它去除浇口困难的形式。
最好使用月亮形浇口,或者使用三板模具,设置点浇口以获得良好的流动特性。
(2)管形制品 应使熔料首先填充一端的圆周,然后再填充管本身的全长部分。
这样可使熔料流动前沿避免产生不对称形状。
常用盘形浇口、伞形浇口、环形浇口及潜伏式浇口形式。
(3)杯形制品 像小壳体、电容器杯之类,浇口应设计在底座附近,以避免产生空气穴。
一般常用点浇口或潜伏式浇口潜到底座附近。
(4)细长制品 应该沿纵向而不是沿横向,或在中心设置浇口,一般常采用侧浇口、潜伏式浇口及月亮形浇口。
(5)轮辐式或网状制品 采用多点浇口形式。
(6)一体式铰接制品 应使熔接痕远离铰接点。
在任何情况下都应避免将熔料停止流动部分设计在铰接点附近,可采用侧浇口或潜伏式浇口。
(7)透明塑料制品 为了避免制品出现蛇纹等缺陷,常使用护耳浇口。
(8)电镀塑料制品 采用侧浇口连同塑料制品一起顶出,在流道上做电镀挂点,电镀完毕即去除浇口。
(9)薄壁制品 点浇口适用于薄壁制品,若以高速注射,可能会出现喷射的情形。
将浇口设置在制品最厚部位,且要保持厚度均匀,以免导致变形。
(10)扁平塑料制品 常采用扇形浇口或薄片浇口。
这类浇口进料均匀,无熔接痕产生,排气良好。
(11)带金属嵌件的塑料制品 使熔料能够在镶嵌件周围流动,以尽可能减少镶嵌件位置的不准确性。
经常采用侧浇口或者潜伏式浇口[4-6]。
3 浇口位置选择原则浇口位置主要是根据制品的几何形状和技术要求,并分析熔体在流道和型腔中的流动状态、填充、补缩及排气等因素后确定的。
一般应遵循如下原则:浇口应设在塑料制品断面较厚的部位,使熔料从厚断面流入薄断面以保证充模完全;!使熔料充模流程最短,流向变化最小,能量损失最小,以减少压力损失;∀有利于排除型腔中的空气;#浇口不宜使熔料直接冲入型腔,否则会产生漩流,在塑料制品上留下螺旋形的痕迹,特别是窄的浇口更容易出现这种缺陷,最好从正对型腔壁或粗大型芯的方位进入,改变流向,以低的流速平稳地充满型腔,可避免熔体破裂现象,消除塑料制品上的熔接痕;∃应防止在塑料制品表面产生熔接痕,特别是对圆环或圆筒形的塑料制品,应在浇口面的熔料浇合处加开冷料井;%带有细长型芯注塑模的浇口位置,应当离成型芯较远,不得使成型芯受料流冲击而变形;&大型或扁平塑料制品成型时,为防止翘曲变形和缺料,可采用复式浇口;∋浇口应尽量开设在不影响塑料制品外观的位置,如边缘、底部;(设计多型腔注塑模时,结合流道的平衡来考虑浇口的平衡,尽量做到熔料同时均匀地充满各型腔[7-8]。
4 结语浇口的设计与位置的选择恰当与否,直接关系到塑料制品能否被完好、高质量地注射成型。
浇口的形式和开设的位置不仅会对塑料制品的成型性能及成型质量有很大影响,而且还会影响到模具的整体结构。
因此,合理地选择浇口形式和开设位置是提高塑料制品质量的一个重要环节。
选择浇口形式和位置时,需要根据塑料制品的结构、工艺特征和成型质量要求,并分析塑料原材料的工艺特性、塑料熔体在型腔内的流动状态及成型的工艺条件综合加以考虑。
参考文献[1] 蒋继宏,王效岳.注塑模具典型结构100例[M].北京:中国轻工业出版社,2000.[2] 王文广,田宝善,田雁晨.塑料注射模具设计技巧与实例[M].北京:化学工业出版社,2004.[3] 成都科技大学.塑料成型模具[M].北京:轻工业出版社,1982.[4] 钟志雄.塑料注射成型技术[M].广州:广东科技出版社,1995.[5] 陈万林.实用塑料注射模设计与制造[M].北京:机械出版社,2000.[6] 轻工塑料模具技术手册委员会.轻工塑料模具技术手册[M].北京:机械工业出版社,1999.[7] 宋玉恒.塑料注塑模具设计实用手册[M].北京:航空工业出版社,1994.[8] 区华昌.塑料成型工艺与模具设计[M].北京:高等教育出版社,2001.CHOICE OF GATE LOCATION AND STYLE IN IN JECTI ON MOULD DESI GNFu W e,i F an Sh ij uan,Zhang H a i(School ofM echatron ic Eng i neeri ng,East Ch i na J i aotong Un ivers it y,N anchang 330013,Ch i n a)AB STRACT G a te d i rectly influences appearance,defor m ation,m olding constr i ng ency ra te and strength o f i njecti on m o l ded parts.D isfi gure m ents such as m ater i a l shortage,w eld m ark,s h ri nkage,gate wh ite flecks,w arpage,brick le,degradati on,etc.w ill com e i nto be i ng in i n j ection mo lded parts un less correct choice o f ga te.Based on t he character i stics o f i n jecti on m o l ded parts,advanta ges and d isadvan tages of e leven k i nds of ga tes are discussed,and m e t hods and pr i nciples o f cho ice of g ate sty l e and ga te l ocation are expati a ted.K EY W ORDS gate,i njecti on m ould,i n j ection mo lded part欢迎订阅2006年)工程塑料应用∗增刊(总第205期)由中国机械工程学会、中国机械工程学会特种加工分会、全国快速成形技术学术委员会等单位主办,华南理工大学等单位承办的+第四届全国快速成形与快速制造学术会议,于2006年11月在华南理工大学召开。