粉末冶金产品外观标准定义
- 格式:doc
- 大小:130.50 KB
- 文档页数:3
粉末冶金基础知识(一)粉末的化学成分及性能尺寸小于1mm的离散颗粒的集合体通常称为粉末,其计量单位一般是以微米(m)或纳米(nm)。
1.粉末的化学成分常用的金属粉末有铁、铜、铝等及其合金的粉末,要求其杂质和气体含量不超过1%~2%,否则会影响制品的质量。
2.粉末的物理性能⑴粒度及粒度分布粉料中能分开并独立存在的最小实体为单颗粒。
实际的粉末往往是团聚了的颗粒,即二次颗粒。
实际的粉末颗粒体中不同尺寸所占的百分比即为粒度分布。
⑵颗粒形状即粉末颗粒的外观几何形状。
常见的有球状、柱状、针状、板状和片状等,可以通过显微镜的观察确定。
⑶比表面积即单位质量粉末的总表面积,可通过实际测定。
比表面积大小影响着粉末的表面能、表面吸附及凝聚等表面特性。
3.粉末的工艺性能粉末的工艺性能包括流动性、填充特性、压缩性及成形性等。
⑴填充特性指在没有外界条件下,粉末自由堆积时的松紧程度。
常以松装密度或堆积密度表示。
粉末的填充特性与颗粒的大小、形状及表面性质有关。
⑵流动性指粉末的流动能力,常用50克粉末从标准漏斗流出所需的时间表示。
流动性受颗粒粘附作用的影响。
⑶压缩性表示粉末在压制过程中被压紧的能力,用规定的单位压力下所达到的压坯密度表示,在标准模具中,规定的润滑条件下测定。
影响粉末压缩性的因素有颗粒的塑性或显微硬度,塑性金属粉末比硬、脆材料的压缩性好;颗粒的形状和结构也影响粉末的压缩性。
⑷成形性指粉末压制后,压坯保持既定形状的能力,用粉末能够成形的最小单位压制压力表示,或用压坯的强度来衡量。
成形性受颗粒形状和结构的影响。
(二)粉末冶金的机理1.压制的机理压制就是在外力作用下,将模具或其它容器中的粉末紧密压实成预定形状和尺寸压坯的工艺过程。
钢模冷压成形过程如图7.1.2所示。
粉末装入阴模,通过上下模冲对其施压。
在压缩过程中,随着粉末的移动和变形,较大的空隙被填充,颗粒表面的氧化膜破碎,颗粒间接触面积增大,使原子间产生吸引力且颗粒间的机械楔合作用增强,从而形成具有一定密度和强度的压坯。

粉末冶金表面粗糙度测量要求mpif-58全文共四篇示例,供读者参考第一篇示例:粉末冶金是一种先进的金属加工技术,它能够制造出高密度、高强度的零件,广泛应用于汽车、航空航天、医疗器械等领域。
粉末冶金材料表面粗糙度的测量对于保证产品质量、提高生产效率至关重要。
根据行业标准MPIF-58对粉末冶金材料表面粗糙度的测量要求,我们将介绍其主要内容和测量要点。
根据MPIF-58标准,粉末冶金材料表面粗糙度的测量应该符合ISO 4287和ISO 4288的要求。
ISO 4287规定了表面粗糙度的术语和定义,ISO 4288则规定了表面粗糙度的测量方法和仪器。
在进行表面粗糙度测量时,必须严格按照ISO标准进行操作,以确保测试结果的准确性和可靠性。
根据MPIF-58标准,粉末冶金材料表面粗糙度的测量应该采用合适的方法和技术。
常用的表面粗糙度测量方法包括接触式和非接触式两种。
接触式测量方法适用于精度要求较高的情况,如铣削、磨削等加工工艺;非接触式测量方法适用于对表面不产生影响的情况,如激光扫描、光学显微镜等。
根据MPIF-58标准,粉末冶金材料表面粗糙度的测量结果应该符合设计要求和生产标准。
在进行测量时,应该根据具体的产品要求和使用环境选择合适的测量方法和仪器,以确保表面粗糙度的测量结果满足设计和生产的要求。
粉末冶金材料表面粗糙度的测量是保证产品质量、提高生产效率的关键环节。
遵循MPIF-58标准的要求,采用合适的仪器和方法,可以确保粉末冶金材料表面粗糙度的准确测量,为产品的设计和生产提供可靠的数据支持。
希望各企业在生产过程中重视粉末冶金材料表面粗糙度的测量工作,提高产品质量,为行业的发展贡献力量。
第二篇示例:随着科技的不断发展,粉末冶金技术在各行各业中得到了广泛的应用。
粉末冶金制品的表面粗糙度是影响制品质量和性能的一个重要因素,因此需对其进行精确可靠的测量。
MPIF-58是美国粉末冶金协会(MPIF)颁布的《粉末冶金表面粗糙度测量要求》标准,该标准规定了粉末冶金制品表面粗糙度的测量方法和要求,有助于保证粉末冶金制品质量的稳定性和可靠性。
粉末冶金检测标准(一)
粉末冶金检测标准
1. 检测标准的重要性
•粉末冶金是一种重要的材料加工方法
•检测标准对产品质量和性能有很大影响
2. 常用的测试项目
•成分分析:确定各元素含量
•形貌检测:观察粉末表面状态
•粒度分析:确定粒径大小分布
•杂质检测:检查是否存在不良杂质
•密度测定:确定粉末的密度
•机械性能测试:测量强度、硬度、韧性等指标3. 检测标准的制定过程
•确定测试项目和方法
•制定标准数值及允许误差范围
•设定检测仪器和设备参数
•编写测试操作规程和报告格式
4. 检测标准的应用场景
•粉末冶金生产企业内部质量控制
•材料科学研究领域中的实验室测试
•粉末冶金行业的产品认证和标准化
5. 标准的更新和改进
•根据技术和市场需求进行定期修订
•加入新的测试项目和方法
•完善测试仪器和设备要求
6. 未来发展趋势
•非接触式检测技术的应用
•快速、高效的测试方法的推广
•与国际标准的对接与合作
以上是关于粉末冶金检测标准的一些相关内容,希望对读者有所帮助。
粉末冶金是一种制造金属零件和材料的工艺,通常涉及将金属粉末压制成所需形状,然后通过加热、烧结或热处理来形成最终产品。
为确保质量和性能,粉末冶金材料和零件需要进行各种检测和测试。
以下是一些常见的粉末冶金检测标准和测试方法:
成分分析:分析金属粉末的化学成分,以确保其符合规定的合金成分要求。
这可以使用化学分析技术如光谱分析、X射线荧光光谱仪(XRF)或原子吸收光谱等来完成。
粉末颗粒大小分析:测量粉末颗粒的大小分布,通常使用激光粒度仪或筛分法来进行。
密度测定:测量粉末的密度,通常通过气体比重法或液体浸渍法来完成。
压缩性测试:测试粉末在加压过程中的行为,包括压缩强度和变形性能。
硬度测试:测量粉末的硬度,通常使用洛氏硬度测试或维氏硬度测试。
金相分析:观察金属粉末的微观结构,以检查颗粒的形状、尺寸和分布,以及任何不均匀性或缺陷。
热处理性能测试:测试粉末冶金零件在热处理过程中的性能,包括烧结、热处理和退火。
机械性能测试:测量粉末冶金零件的力学性能,包括拉伸强度、屈服强度、延伸性等。
表面质量检查:检查零件的表面质量,包括表面粗糙度、裂纹和其他缺陷。
化学稳定性测试:测试材料的化学稳定性,包括对腐蚀
和化学腐蚀的抵抗力。
这些检测和测试标准可能会根据具体的粉末冶金工艺、应用和所用材料而有所不同。
因此,具体的标准和测试方法应根据您的需求和项目来确定,并遵循相应的国际、国家或行业标准。
在进行粉末冶金材料和零件的质量控制和检测时,确保遵循适用的标准和最佳实践非常重要。

编号:SY-AQ-07207( 安全管理)单位:_____________________审批:_____________________日期:_____________________WORD文档/ A4打印/ 可编辑粉末冶金基础知识Basic knowledge of powder metallurgy粉末冶金基础知识导语:进行安全管理的目的是预防、消灭事故,防止或消除事故伤害,保护劳动者的安全与健康。
在安全管理的四项主要内容中,虽然都是为了达到安全管理的目的,但是对生产因素状态的控制,与安全管理目的关系更直接,显得更为突出。
(一)粉末的化学成分及性能尺寸小于1mm的离散颗粒的集合体通常称为粉末,其计量单位一般是以微米(μm)或纳米(nm)。
1.粉末的化学成分常用的金属粉末有铁、铜、铝等及其合金的粉末,要求其杂质和气体含量不超过1%~2%,否则会影响制品的质量。
2.粉末的物理性能⑴粒度及粒度分布粉料中能分开并独立存在的最小实体为单颗粒。
实际的粉末往往是团聚了的颗粒,即二次颗粒。
实际的粉末颗粒体中不同尺寸所占的百分比即为粒度分布。
⑵颗粒形状即粉末颗粒的外观几何形状。
常见的有球状、柱状、针状、板状和片状等,可以通过显微镜的观察确定。
⑶比表面积即单位质量粉末的总表面积,可通过实际测定。
比表面积大小影响着粉末的表面能、表面吸附及凝聚等表面特性。
3.粉末的工艺性能粉末的工艺性能包括流动性、填充特性、压缩性及成形性等。
⑴填充特性指在没有外界条件下,粉末自由堆积时的松紧程度。
常以松装密度或堆积密度表示。
粉末的填充特性与颗粒的大小、形状及表面性质有关。
⑵流动性指粉末的流动能力,常用50克粉末从标准漏斗流出所需的时间表示。
流动性受颗粒粘附作用的影响。
⑶压缩性表示粉末在压制过程中被压紧的能力,用规定的单位压力下所达到的压坯密度表示,在标准模具中,规定的润滑条件下测定。
影响粉末压缩性的因素有颗粒的塑性或显微硬度,塑性金属粉末比硬、脆材料的压缩性好;颗粒的形状和结构也影响粉末的压缩性。
1.目的规范粉末冶金类产品外观清洁度标准,给生产检验提供判定依据。
2.范围本标准适用于上海珈鸿机械零部件有限公司对粉末冶金类产品清洁度的评定。
3.职责技术部:负责产品清洁度标准的制定和实施品质部:负责清洁度的检查4.定义和术语(符号)4.1污染物指悬浮在液体或轴承及其零件上的不良物质。
4.2零件清洁度清洁度是指零件、总成和整机特定部位被杂质污染的程度。
4.3湿表面零件或元件接触到系统液体的表面。
4.4 受控表面具有清洁度要求的零件或元件的湿表面。
4.5 受控容积具有清洁度要求的零件或元件的湿容积。
4.6 最后样本一系列重复样本中的最后样本,其对现前样本结果综合的影响不大于10%。
4.7 代表性样品收集到的能代表零件或元件内部或外部所含有的污染物数量和特征的样本。
4.8 检验文件对产品或零件的清洁度要求及认可的检验方法的书面描述。
4.9 清洁度检验方法污染物收集、分析和数据报告的实施步骤,用于评价检验文件所规定的零件或元件的清洁度。
4.10 试验液用来从零件或元件中去除、悬浮和收集污染物的合适液体。
该液体初始污染度已知且应与被测零件或元件及使用的仪器相容。
4.11 验证用试验方法评价污染物去除过程效率或确定实验室分析仪器工作正常的证实过程。
4.12 清洁度等级(CL)在表面积受控和/或体积受控的零件上存在的污染物的数量和/或类型。
设计指定的清洁度等级用CLs表示,实际测量的清洁度等级用CLm表示。
4.13 零件清洁度代码(CCC)被测量零件的清洁度等级(CL)的希腊字母数值表示法。
4.14 微粒污染物成品零件中残留的污染物中有固定形状的污染物(包括金属类的、硬质及固体非金属类的、纤维类的)。
以清洁度检测滤纸上存留的颗粒状异物的最大尺寸及限定尺寸范围内的数量予以评定。
4.15 Ⅰ类污染物具有一定硬度和导电性质的各类黑色或有色金属微粒(金属类微粒,通常为有光泽的片状或丝状形态)。
此类微粒对产品的动态精度与疲劳寿命有显著的不良影响,应严格控制其存在的级别。

粉末冶金基础知识集团企业公司编码:(LL3698-KKI1269-TM2483-LUI12689-ITT289-粉末冶金基础知识(一)粉末的化学成分及性能尺寸小于1mm的离散颗粒的集合体通常称为粉末,其计量单位一般是以微米(μm)或纳米(nm)。
1.粉末的化学成分常用的金属粉末有铁、铜、铝等及其合金的粉末,要求其杂质和气体含量不超过1%~2%,否则会影响制品的质量。
2.粉末的物理性能⑴粒度及粒度分布粉料中能分开并独立存在的最小实体为单颗粒。
实际的粉末往往是团聚了的颗粒,即二次颗粒。
实际的粉末颗粒体中不同尺寸所占的百分比即为粒度分布。
⑵颗粒形状即粉末颗粒的外观几何形状。
常见的有球状、柱状、针状、板状和片状等,可以通过显微镜的观察确定。
⑶比表面积即单位质量粉末的总表面积,可通过实际测定。
比表面积大小影响着粉末的表面能、表面吸附及凝聚等表面特性。
3.粉末的工艺性能粉末的工艺性能包括流动性、填充特性、压缩性及成形性等。
⑴填充特性指在没有外界条件下,粉末自由堆积时的松紧程度。
常以松装密度或堆积密度表示。
粉末的填充特性与颗粒的大小、形状及表面性质有关。
⑵流动性指粉末的流动能力,常用50克粉末从标准漏斗流出所需的时间表示。
流动性受颗粒粘附作用的影响。
⑶压缩性表示粉末在压制过程中被压紧的能力,用规定的单位压力下所达到的压坯密度表示,在标准模具中,规定的润滑条件下测定。
影响粉末压缩性的因素有颗粒的塑性或显微硬度,塑性金属粉末比硬、脆材料的压缩性好;颗粒的形状和结构也影响粉末的压缩性。
⑷成形性指粉末压制后,压坯保持既定形状的能力,用粉末能够成形的最小单位压制压力表示,或用压坯的强度来衡量。
成形性受颗粒形状和结构的影响。
(二)粉末冶金的机理1.压制的机理2.等静压制压力直接作用在粉末体或弹性模套上,使粉末体在同一时间内各个方向上均衡受压而获得密度分布均匀和强度较高的压坯的过程。
按其特性分为冷等静压制和热等静压制两大类。
粉末冶金检测标准摘要:一、粉末冶金概述二、粉末冶金检测标准的重要性三、粉末冶金检测标准的主要内容四、我国粉末冶金检测标准的现状与发展五、结论与展望正文:一、粉末冶金概述粉末冶金是一门研究金属粉末及其混合物制备、成型、烧结及其制品性能控制的综合性工程技术。
它以金属粉末为主要原料,通过粉末混合、成型、烧结等工艺制成各种金属制品。
粉末冶金技术具有广泛的应用前景,尤其在汽车、航空、电子、能源等领域具有重要地位。
二、粉末冶金检测标准的重要性粉末冶金检测标准是对粉末冶金产品质量和性能进行评价的重要依据。
一套完善的检测标准能够确保产品质量,提高生产效率,降低生产成本,同时为产品研发提供方向。
粉末冶金检测标准主要包括粉末性能、成型性能、烧结性能和制品性能等方面的检测项目。
三、粉末冶金检测标准的主要内容1.粉末性能检测:包括粉末的粒度、形状、分布、松装密度、流动性等。
2.成型性能检测:包括压制性、致密性、收缩率、强度等。
3.烧结性能检测:包括烧结收缩率、烧结密度、烧结强度、显微组织等。
4.制品性能检测:包括力学性能、磁性能、电性能、耐磨性能等。
四、我国粉末冶金检测标准的现状与发展近年来,我国粉末冶金产业快速发展,相应的检测技术也得到了长足进步。
我国已制定了一系列粉末冶金检测国家标准和行业标准,基本涵盖了粉末冶金制品的生产和检测需求。
然而,与国外先进检测技术相比,我国粉末冶金检测标准在方法、设备、指标等方面仍有差距。
未来,我国粉末冶金检测标准将不断完善,提高检测水平,以适应产业发展需求。
五、结论与展望粉末冶金检测标准在粉末冶金产业的发展中具有重要作用。
随着我国粉末冶金产业的持续创新和进步,粉末冶金检测标准将不断优化和完善,为产业发展提供有力支持。
同时,粉末冶金检测技术也将向更高精度、更高效的方向发展,以满足不断变化的市场需求。

牌号 化学分析% 工艺物理性能备注总铁不小于杂质量不大于松装密度 流动性压缩性筛分析%Mn Si C S P 盐酸不溶物 氢损 g/cm3≯S/50g ≮g/c m3 >250um (-60目) >180u m (-80目) >150um(-100目) >75um(-200目)>45um (-325目)JFY80.23 98.5 0.4 0.15 0.07 0.03 0.03 0.4 0.5 2.2-2.45 38 6.4 0 ≤3 余 量 5-25国标 JFY80.25 98.5 0.4 0.15 0.05 0.03 0.03 0.4 0.45 2.45-2.7 35 6.45 0≤3 余 量 5-25 国标 JFY100.25 98.5 0.35 0.1 0.03 0.02 0.02 0.3 0.3 2.4-2.6 35 6.6 0 ≤5 余量 5-30 国标 JFY100.27 98.5 0.35 0.1 0.03 0.02 0.02 0.25 0.25 2.6-2.8 30 6.7 0≤5余量 5-30 国标 JFY200 98 0.35 0.15 0.1 0.03 0.03 0.50.5 2-2.8 30 6.7≤5≥32国标 JFY40.30 98 0.4 0.15 0.05 0.02 0.02 0.5 3.0±0.1 32 +40目<1,-40目-+60目5-20(30),-150目<=25(20),其余粒度为余量。
GB5317-85JFY40.3798 0.4 0.15 0.05 0.02 0.02 0.53.7±0.130JFY100.25 98.5 0.4 0.15 0.05 0.02 0.02 0.5 2.5±0.1 36 技术要求1、铁粉产品的化学分析应符合表1规定2、铁粉的外观应呈银灰色,其表面不得出现氧化锈迹;粉中不得混有外来夹杂物。
3、在用金相显微镜观察时,铁粉的颗粒形态应呈不规则海绵状。
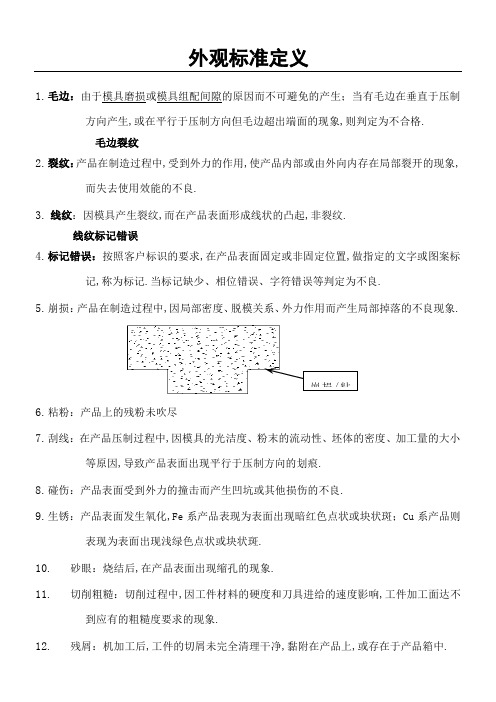
外观标准定义1.毛边:由于模具磨损或模具组配间隙的原因而不可避免的产生;当有毛边在垂直于压制方向产生,或在平行于压制方向但毛边超出端面的现象,则判定为不合格.毛边裂纹2.裂纹:产品在制造过程中,受到外力的作用,使产品内部或由外向内存在局部裂开的现象,而失去使用效能的不良.3.线纹:因模具产生裂纹,而在产品表面形成线状的凸起,非裂纹.线纹标记错误4.标记错误:按照客户标识的要求,在产品表面固定或非固定位置,做指定的文字或图案标记,称为标记.当标记缺少、相位错误、字符错误等判定为不良.5.崩损:产品在制造过程中,因局部密度、脱模关系、外力作用而产生局部掉落的不良现象.崩损/粘6.粘粉:产品上的残粉未吹尽7.刮线:在产品压制过程中,因模具的光洁度、粉末的流动性、坯体的密度、加工量的大小等原因,导致产品表面出现平行于压制方向的划痕.8.碰伤:产品表面受到外力的撞击而产生凹坑或其他损伤的不良.9.生锈:产品表面发生氧化,Fe系产品表现为表面出现暗红色点状或块状斑;Cu系产品则表现为表面出现浅绿色点状或块状斑.10.砂眼:烧结后,在产品表面出现缩孔的现象.11.切削粗糙:切削过程中,因工件材料的硬度和刀具进给的速度影响,工件加工面达不到应有的粗糙度要求的现象.12.残屑:机加工后,工件的切屑未完全清理干净,黏附在产品上,或存在于产品箱中.13.油污:指对于客户有特殊要求的无含油品,表面沾染油渍的不良现象;也指客户要求产品表面远心分离脱油,实际产品表面残油较多的不良现象.14.变色:因烧结气氛、含浸油关系、产品放置时间等的影响,使某些产品表面的颜色明显异于其他类似品的现象.15.失圆:制造过程中,产品内外径的圆度达不到规格要求的不良,主要和模具精度、烧结变形程度有关系.16.脱碳:烧结过程中,当气氛中的碳势小于被烧结产品的碳含量时,产品发生脱碳.主要发生在Fe系产品,表现为局部发白,硬度明显下降.17.焦化:烧结过程中,炉渣掉落在产品表面上,产生局部高温,使产品表面组织产生融化、疏松等缺陷,表现为表面发黑,有凹下现象.18.混料:其他异品或异物混置于某批产品中的不良现象.19.双料:烧结后,两相连产品相互黏结产生的现象.20.爆米花:一般指产品进入预热带时,因温度偏低或进料速度快,使产品内的固体润滑剂未能挥发到理论的要求,进入烧成带后,温度急剧升高,润滑剂挥发速度很快,在产品内形成体积膨胀的气团,冲出产品表面而形成爆米花.21.积碳:烧结或热处理过程中,当烧结气氛中碳势过高,从而在产品表面形成单质碳的积留,表现为产品表面局部发黑.22.残粉:成形品脱碳时,压制多余的粉末会附积到产品的表面,尤其在凹下部,当烧结前未清理干净时,烧结后形成表面残粉现象.23.碎料:产品在成形后到烧结前,受到外力的作用,使产品破碎的不良现象.24.卷皮:上针工序中,因上针为针和孔的过盈配合,当针的硬度相对于规格偏低,或针的边缘R弧偏小,压入时,会使针或孔内壁被刮伤,残屑黏结在内径口,形成卷皮.。

粉末冶金制品的质量标准及检验方法粉末冶金制品是一种高性能、高精度的机械零部件,广泛应用于汽车、电子、航空航天、能源等领域。
为了确保粉末冶金制品的质量,需要制定相应的质量标准,并结合合理的检验方法进行质量检验。
一、质量标准1. 外观质量:粉末冶金制品的外观应呈现出光亮、无明显的气孔、缺陷、变形等情况。
2. 尺寸精度:粉末冶金制品的尺寸精度应符合设计要求,通过实际测量与设计尺寸进行对比,确定尺寸精度是否符合标准。
3. 材料组分:粉末冶金制品的材料组分应符合设计要求,通过化学分析或者光谱分析等方法,确定材料组分是否符合标准。
4. 物理性能:包括硬度、强度和韧性等指标。
硬度可通过Rockwell硬度试验或者维氏硬度试验等方法进行测量;强度可通过拉伸试验、冲击试验等方法进行测量;韧性可通过冲击试验或者弯曲试验等方法进行测量。
5. 功能性能:根据粉末冶金制品的具体用途,确定相应的功能性能指标,例如磨损性能、耐腐蚀性能等。
二、检验方法1. 外观检验:通过目视观察或者借助放大镜进行外观检验,检查是否存在气孔、缺陷、变形等情况。
2. 尺寸精度检验:通过测定粉末冶金制品的实际尺寸与设计要求进行对比,检查尺寸是否满足要求。
3. 材料组分检验:通过化学分析或者光谱分析等方法,检测粉末冶金制品的材料组分是否符合要求。
4. 硬度检验:可采用Rockwell硬度试验或者维氏硬度试验等方法进行硬度测量,根据测量结果判断硬度是否满足要求。
5. 强度和韧性检验:根据设计要求,选取相应的试验方法进行拉伸试验、冲击试验或者弯曲试验等,根据试验结果判断强度和韧性是否满足要求。
6. 功能性能检验:根据具体要求进行相应的功能性能检验,例如磨损试验、耐腐蚀试验等。
除了上述常规的物理性能检验外,粉末冶金制品还可以通过非破坏性测试方法进行质量检验,如超声波检测、X射线检测等,以提高检验效率和减少破坏对产品的影响。
总之,粉末冶金制品的质量标准主要包括外观质量、尺寸精度、材料组分、物理性能和功能性能等方面,在质量检验过程中,可以采用外观检验、尺寸精度检验、材料组分检验、硬度检验、强度和韧性检验以及功能性能检验等一系列测量方法来确保产品质量的稳定性和可靠性。

粉末冶金材料标准表公司制造的铁基粉末冶金零件执行标准与成分性能<一> GB/T14667.1-93材料牌号化学成分% 物理机械性能C化合Cu Mo Fe 其它密度Dg/cm3抗拉强度obMPa延伸率%冲击韧性a k(无切口)J/cm2表观硬度HB烧结铁F0001JF0002JF0003J≤0.1——余量≤1.5≥6.4≥6.8≥7.2≥100≥150≥200≤3.0≥5.0≥7.0≤5.0≥20.0≥40≤50≥60烧结碳钢F0101JF0102JF0103J0.1~0.4 ——余量≤1.5≥6.2≥6.4≥6.8≥100≥150≥200≥1.5≤2.0≥3.0≥5.0≥10.0≥15.0≥50≥60≥70 F0111JF0112JF0113J0.4~0.7 ——余量≤1.5≥6.2≥6.4≥6.8≥200≥250≥1.0≥1.5≥2.0≥5.0≥10.0≥10.0≥60≥70≥80 F0121JF0122JF0123J0.7~1.0 ——余量≤1.5≥6.2≥6.4≥6.8≥200≥250≥300≥0.5≥0.5≥1.0≥3.0≥5.0≥5.0≥70≥80≥90烧结铜钢F0201JF0202JF0203J0.5~0.8 2~4 余量≤1.5≥6.2≥6.4≥6.8≥250≥350≥500≥0.5≥0.5≥0.5≥3.0≥5.0≥5.0≥90≥100≥110烧结铜铝钢E0211JE0212J0.4~0.7 2~4 0.5~1.0 余量≤1.5≥6.4≥6.8≥400≥550≥0.5≤0.5≥5.0≥5.0≥120≥130<二> MPIF-35物理机械性能材料牌号最小强度(A)(E) 拉伸性能压缩屈服强度(0.1%)硬度密度屈服极限极限强度屈服强度(0.2%)伸长率(25.4mm)宏观(表现)微观(表现)MPa MPa MPa % MPa 洛氏g/cm3F-0000-10-15-2070 120 90 1.5 110 40HRFN/A6.1 100 170 120 2.5 120 60 6.7 140 260 1707.0 130 80 7.3F-0005-10-20-25 100 170 120 < 1 125 25HRBN/A6.1 140 220 160 1.0 160 40 6.6 170 260 190 1.5 190 55 6.9F-0005-50HT -60HT-70HT 340 410(D)< 0.5 300 20HRC 58HRC 6.6 410 480 < 0.5 360 22 58 6.8 480 550< 0.5 420 25 58 7.0F-0008-20-25-30-35 140 200 170 < 0.5 190 35HRBN/A5.8 170 240 210 < 0.5 210 506.2 210 290 240 < 1.0 210 60 6.6 240 390 260 1.0 250707.0F-0008-50HT -65HT-75HT-85HT 380 450< 0.5 S 480 22HRC 60HRC 6.3 450520 < 0.5 55028 60 6.6 520 590 < 0.5 620 32 60 6.9 590 660 < 0.5 690 35 60 7.1烧结铁和烧结碳钢的化学成分(%).材料牌号Fe CF-0000 97.7-100 0.0-0.3 F-0005 97.4-99.7 0.3-0.6 F-0008 97.1-99.4 0.6-0.9注: 用差减法求出的其它元素(包括为了特殊目的而添加的其它元素)总量的最大值为2.0%。

粉末冶金尺寸标准粉末冶金是一种通过将金属粉末压制成型然后进行加热处理的制造工艺,可以制造出具有复杂形状和优异性能的金属制品。
在粉末冶金工艺中,粉末的颗粒大小对最终制品的性能和质量有着重要影响。
因此,粉末冶金尺寸标准是确保粉末冶金制品质量和一致性的重要指标。
粉末冶金尺寸标准包括颗粒大小、颗粒分布、几何形状和表面质量等方面。
在进行粉末冶金工艺前,需要对原始金属粉末进行筛分和分类,以获得所需的颗粒大小范围。
一般来说,粉末冶金工艺可以使用粗粉、中粉和细粉,不同粉末的使用范围取决于最终产品的要求。
粉末的粒径决定了最终产品的致密度和机械性能,一般来说,较细的粉末可以制造出致密度更高的制品。
粉末冶金尺寸标准还包括颗粒分布,即粉末中不同粒径颗粒的比例。
粉末冶金制造出来的产品往往需要具有一定的致密度和强度,颗粒分布的均匀性对于达到这一目标至关重要。
颗粒分布过大或过小都会导致产品的伸长性和延展性下降,甚至可能引起开裂。
因此,粉末冶金尺寸标准中需要规定颗粒分布的上下限,以保证产品的性能和质量。
除了粒径和颗粒分布之外,粉末冶金尺寸标准还涉及到颗粒的几何形状和表面质量。
粉末的几何形状通常是多面体,如球形、立方体等,这些形状对于粉末的流动性和堆积性有重要影响。
另外,粉末的表面质量也是一个重要的指标,表面的光滑度和干净度会直接影响到最终制品的表面质量和外观。
在粉末冶金工艺中,常用的粉末尺寸标准是基于国际标准化组织(ISO)的标准,其中包括ISO TC 119粉末冶金特殊技术委员会和ISO TC 119/SC 7粉末冶金材料特殊技术小组制定的一系列标准。
这些标准涵盖了不同金属材料的粉末冶金制造过程中的各个环节和要求,为粉末冶金工艺提供了一套科学和规范的方法。
总而言之,粉末冶金尺寸标准是粉末冶金工艺中确保产品质量和性能的重要指标。
通过规定粉末的颗粒大小、颗粒分布、几何形状和表面质量等要求,可以确保粉末冶金制品具有一致的性能和优异的品质。

公司制造的铁基粉末冶金零件执行标准与成分性能〈一> GB/T14667.1—93〈二> MPIF—35烧结铁和烧结碳钢的化学成分(%)。
材料牌号Fe C F—0000 97.7—100 0。
0—0。
3 F-0005 97。
4—99.7 0.3-0。
6 F—0008 97.1-99.4 0。
6—0。
9 注: 用差减法求出的其它元素(包括为了特殊目的而添加的其它元素)总量的烧结铁—铜合金和烧结铜钢的化学成分(%)。
材料牌号Fe Cu CFC-0200 83。
8—98.5 1.5—3.9 0。
0-0.3FC-0205 93。
5-98。
2 1.5-3。
90。
3—0。
6FC-020893.2—97.9 1.5—3.9 0.6—0.9烧结铁—镍合金和烧结镍钢的化学成分(%).材料牌号Fe Ni Cu CFN—020092。
2-99。
1.0—3.0 0.0-2。
5 0.0—0。
3FN-020591。
9—98.71。
0-3。
0 0.0—2.5 0.3-0。
6FN-0208 91。
1。
0-3。
0 0.0-2。
5 0.6-0。
9最大值为2。
0%。
▲注: 用差减法求出的其它元素(包括为了特殊目的而添加的其它元素)总量的最大值为2.0%。
FC—0505 91。
4-95。
7 4.0—6.0 0.3—0。
6FC-0508 91.1—95。
4 4.0-6。
0 0。
6-0。
9FC—0808 88.1-92。
47。
0—9。
0。
6-0。
9FC—1000 87。
2-90.59。
5—10.50。
0—0。
36—98.4FN-040589。
9-96.73.0-5.5 0.2—2.0 0.3—0。
6FN-040889。
6—96.43。
0—5。
50。
0-2。
0 0.6-0.9注:用差减法求出的其它元素(包括为了特殊目的而添加的其它元素)总量的最大值为2。
0%⊙ 铁-铜合金和铜钢粉末冶金材料性能(MPIF—35)铁—镍合金和镍钢粉末冶金材料性能(MPIF—35) ↑上一页⊙不锈钢系列粉末冶金制品执行标准与典型牌号的成分和性能-不锈钢(MPIF-35)⊙铜基系列粉末冶金制品执行标准成分与性能-铜基(GB2688-81)⊙<三>”DIN V 30 910" 及”ISO5755" (成分与性能略)⊙烧结铝镍钴永磁合金的磁特性及其它物理特性〈 規 格 二 - 不銹鋼 〉TypeChemical Composition (%)Physical Mechanical PropertiesFe Cr Ni Cu Tin Si Mn Mo C S Other Density (g/cm 3)Ultimate Tensile Strength (kg/mm 2)Elong-ation(%)Hard —nessSUS303LSCba l 18。
粉末冶金标准粉末冶金是一种重要的金属材料制备技术,它通过将金属粉末在一定的温度、压力和时间条件下进行成型、烧结和后处理,制备出具有特定形状和性能的零部件。
粉末冶金技术在汽车、航空航天、医疗器械等领域有着广泛的应用,因此对粉末冶金材料和制品的质量标准具有重要意义。
首先,粉末冶金材料的质量标准主要包括原材料的要求、成型工艺的要求、烧结工艺的要求和后处理工艺的要求。
对于原材料的要求,主要包括金属粉末的化学成分、粒度分布、形状和表面状态等指标。
成型工艺的要求包括成型压力、成型模具的设计和加工精度等方面。
烧结工艺的要求包括烧结温度、保温时间、气氛控制和烧结后的性能检测等内容。
后处理工艺的要求包括热处理、表面处理、机加工和检测等环节。
其次,粉末冶金制品的质量标准主要包括外观质量、尺寸精度、力学性能和耐磨性能等方面。
外观质量包括表面光洁度、无裂纹、气孔和金属流痕等缺陷。
尺寸精度包括尺寸公差、形位公差和表面粗糙度等指标。
力学性能包括抗拉强度、屈服强度、延伸率和冲击韧性等性能。
耐磨性能包括表面硬度、耐磨损性能和摩擦系数等指标。
最后,粉末冶金标准的制定需要考虑材料的特性、工艺的可行性和产品的使用性能。
在制定标准时,需要充分考虑不同材料、不同工艺和不同产品的特点,确保标准的科学性和实用性。
此外,还需要考虑国际标准和行业标准的统一性,促进国内外粉末冶金行业的交流与合作。
综上所述,粉末冶金标准对于保障材料质量、提高产品性能、促进行业发展具有重要意义。
粉末冶金标准的制定需要全面考虑原材料、工艺和制品的要求,确保标准的科学性和实用性。
同时,还需要不断与国际标准接轨,促进粉末冶金行业的健康发展。

公司制造的铁基粉末冶金零件执行标准与成分性能<一>G B/T14667.1-9 3烧结铁和烧结碳钢的化学成分(%).材料牌号Fe CF-0000 97.7-100 0.0-0.3 F-0005 97.4-99.7 0.3-0.6 F-0008 97.1-99.4 0.6-0.9 注: 用差减法求出的其它元素(包括为了特殊目的而添加的其它元素)总量的最大值为2.0%。
▲注: 用差减法求出的其它元素(包括为了特殊目的而添加的其它元素)总量烧结铁-铜合金和烧结铜钢的化学成分(%).材料牌号Fe Cu CFC-020083.8-98.51.5-3.90.0-0.3FC-020593.5-98.21.5-3.90.3-0.6FC-020893.2-97.91.5-3.90.6-0.9FC-050591.4-95.74.0-6.0.3-0.6FC-050891.1-95.44.0-6.0.6-0.9烧结铁-镍合金和烧结镍钢的化学成材料牌号Fe Ni CuFN-0200 92.2-99.0 1.0-3.0 0.0-2.5FN-0205 91.9-98.7 1.0-3.0 0.0-2.5FN-0208 91.6-98.4 1.0-3.0 0.0-2.5FN-0405 89.9-96.7 3.0-5.5 0.2-2.0FN-0408 89.6-96.4 3.0-5.5 0.0-2.0注: 用差减法求出的其它元素(包括殊目的而添加的其它元素)总量的最2.0%的最大值为2.0%。
FC-0808 88.1-92.47.0-9.0.6-0.9FC-10 00 87.2-90.59.5-10.50.0-0.3⊙ 铁-铜合金和铜钢粉末冶金材料性能(MPIF-35)材料编号最小强度(A)(E)拉伸性能横向断裂压缩屈服强度(0.1%)硬度密度屈服极限极限强度屈服强度(0.2%)伸长率(25.4mm)宏观(表现)微观(换算的) MPa MPa MPa % MPa MPa 络氏g/cm3FC-0200-15-18-21-24 100 170 140 1.0 310 12011HRBN/A6.0 120 190 160 1.5 350140 18 6.3 140 210 180 1.5 390 160 26 6.6 170 230 200 2.0 430 180 36 6.9FC-0205-30-35-40-45 210 240 240 < 1.0 410 34037HRBN/A6.0 240 280 280 < 1.0 520 370 48 6.3 280 340 310 < 1.0 660 390 60 6.7 310 410 340 < 1.0 790 410 727.1FC-0205-60HT-70HT-80HT-90HT 410 480 < 0.5 660 39019HRC58HRC 6.2 480 550< 0.5 760 490 25 58 6.5 550620 (D) < 0.5 830 590 31 58 6.8 620 690 < 0.5 930 660 36 58 7.0FC-0208-30-40-50-60 210 240 240 < 1.0 410 39050HRBN/A5.8 280 340 310 < 1.0 620 430 616.3 340 410 380 < 1.0 860 460 73 6.7 410 520 450< 1.0 1070 490 847.2FC-0208-50HT-65HT-80HT-95HT 340 450< 0.5 660 40020HRC60HRC 6.1 450520 < 0.5 760 500 27 60 6.4 550620 (D) < 0.5 900 630 35 60 6.8 660 660 720 < 0.5 1030 720 43 60 7.1FC-0505-30-40-50210 300 250< 0.5 530 34051HRBN/A5.8 280 400 320 < 0.5 700 370 626.3 340 490 390 < 1.0 850400 72 6.7⊙<三>"DIN V 30 910" 及"ISO5755" (成分与性能略)< 规格二- 不锈钢>TypeChemical Composition (%)Physical MechanicalPropertiesFeCrNiCuTin Si Mn Mo C S OtherDensity(g/cm3)UltimateTensileStrength(kg/mm2)Elong-ation(%)Hard-nessSUS303LSC bal18.212.52.1.0 0.8 0.13 –< 0.080.2< 1.0 > 6.320Min.Min.2.RB4SUS316LSC bal17.13.52.1.00.750.12 2.2 < 0.080.01< 1.0 > 6.325Min.Min.5.RB38SUS410L bal 12.7–––0.8 0.18 –< 0.080.01< 1.0 > 6.320Min.Min.2.RB8。
外观标准定义
1.毛边:由于模具磨损或模具组配间隙的原因而不可避免的产生;当有
毛边在垂直于压制方向产生,或在平行于压制方向但毛边超出端面
的现象,则判定为不合格。
毛边裂纹
2.裂纹:产品在制造过程中,受到外力的作用,使产品内部或由外向内存在
局部裂开的现象,而失去使用效能的不良。
3.线纹:因模具产生裂纹,而在产品表面形成线状的凸起,非裂纹。
线纹标记错误
4.标记错误:按照客户标识的要求,在产品表面固定或非固定位置,做指定
的文字或图案标记,称为标记。
当标记缺少、相位错误、字符错误
等判定为不良。
5.崩损:产品在制造过程中,因局部密度、脱模关系、外力作用而产生局部
掉落的不良现象。
崩损/粘粉
6.粘粉:产品上的残粉未吹尽
7.刮线:在产品压制过程中,因模具的光洁度、粉末的流动性、坯体的密度、
加工量的大小等原因,导致产品表面出现平行于压制方向的划痕。
8.碰伤:产品表面受到外力的撞击而产生凹坑或其他损伤的不良。
9.生锈:产品表面发生氧化,Fe系产品表现为表面出现暗红色点状或块状斑;
Cu系产品则表现为表面出现浅绿色点状或块状斑。
10.砂眼:烧结后,在产品表面出现缩孔的现象。
11.切削粗糙:切削过程中,因工件材料的硬度和刀具进给的速度影响,工件
加工面达不到应有的粗糙度要求的现象。
12.残屑:机加工后,工件的切屑未完全清理干净,黏附在产品上,或存在于
产品箱中。
13.油污:指对于客户有特殊要求的无含油品,表面沾染油渍的不良现象;也
指客户要求产品表面远心分离脱油,实际产品表面残油较多的不良
现象。
14.变色:因烧结气氛、含浸油关系、产品放置时间等的影响,使某些产品表
面的颜色明显异于其他类似品的现象。
15.失圆:制造过程中,产品内外径的圆度达不到规格要求的不良,主要和模
具精度、烧结变形程度有关系。
16.脱碳:烧结过程中,当气氛中的碳势小于被烧结产品的碳含量时,产品发
生脱碳。
主要发生在Fe系产品,表现为局部发白,硬度明显下降。
17.焦化:烧结过程中,炉渣掉落在产品表面上,产生局部高温,使产品表面
组织产生融化、疏松等缺陷,表现为表面发黑,有凹下现象。
18.混料:其他异品或异物混置于某批产品中的不良现象。
19.双料:烧结后,两相连产品相互黏结产生的现象。
20.爆米花:一般指产品进入预热带时,因温度偏低或进料速度快,使产品内
的固体润滑剂未能挥发到理论的要求,进入烧成带后,温度急剧升
高,润滑剂挥发速度很快,在产品内形成体积膨胀的气团,冲出产
品表面而形成爆米花。
21.积碳:烧结或热处理过程中,当烧结气氛中碳势过高,从而在产品表面形
成单质碳的积留,表现为产品表面局部发黑。
22.残粉:成形品脱碳时,压制多余的粉末会附积到产品的表面,尤其在凹下
部,当烧结前未清理干净时,烧结后形成表面残粉现象。
23.碎料:产品在成形后到烧结前,受到外力的作用,使产品破碎的不良现象。
24.卷皮:上针工序中,因上针为针和孔的过盈配合,当针的硬度相对于规格
偏低,或针的边缘R弧偏小,压入时,会使针或孔内壁被刮伤,残
屑黏结在内径口,形成卷皮。