(05)17-19宝钢提高板坯连铸CAST炉数的措施
- 格式:doc
- 大小:43.50 KB
- 文档页数:3

242如何提升板坯连铸生产工艺及质量控制张凯1张喜萍21河钢集团邯郸分公司三炼钢厂;2河钢邯郸分公司物流公司摘要:科技就是第一生产力,随着社会科学技术水平的不断提升,越来越多的科学技术被应用到社会生产领域。
在这个过程中我国工业产业发展水平不断提升,作为工业产业的重要组成部分,钢铁生产行业也得到了快速的发展。
在钢铁生产行业中,板坯连铸是一项关键的施工技术,技术水平的高低直接影响到生产出来的钢铁质量。
本文主要从结晶冷却、扇形段二冷却、连铸机辊距工艺三个方面讨论如何有效提升板坯连铸生产工艺,加强质量控制。
关键词:板坯连铸;生产工艺;质量控制板坯连铸工艺是钢铁生产过程中不可绕开的一项特殊工艺作业环节,在钢水的生产、凝固以及成型过程中都需要涉及到这项工艺,可以说,在整个炼钢生产流程中,板坯连铸是一个关键环节,板坯连铸工艺水平以及工艺质量直接关系到钢铁企业的钢铁生产效率与质量水平,与企业的经济效益的实现有着密切的关联性。
连铸生产工艺技术的应用是与连铸坯凝固的过程息息相关的,在实际的生产过程中,连铸坯的凝固是分阶段实现的,因此为了最大限度的确保铸坯的质量,在不同的阶段会涉及到不同的连铸技术。
为了更有效地提升板坯连铸技术水平,对连铸工艺的实施与质量控制打到一个更精准的效果,需要针对板坯连铸工作进行更深入的分析与探讨,这对整个钢铁生产都有着非常重要的现实意义。
一、结晶器冷却工艺及质量控制在板坯连铸工艺中,结晶器冷却工艺属于整体水平稳定的一个环节,已经实现针对不同钢种类型的生产有针对性的采取相对应的工艺应对措施的程度。
通过分析钢种类型完全不同的板坯中存在裂纹的敏感性,在生产中能够适时调整结晶器中的实际冷却时间,通过这一措施不仅能够有效清除坯壳中存在的不均匀的气隙,还能够将结晶器的冷却流量控制在一定的速度区间内。
根据当前已经开展的相关研究分析可以发现,在奥氏组织中,钢的凝固时间与连铸坯的表面曲线情况有着非常密切的关联性(如图1所示)。
-15-技术广场提高薄板坯连铸机连浇炉数的改进措施郝立卿(唐钢第一钢轧厂,河北唐山063000)薄板坯连铸连轧是80年代中期国外开发成功的当今世界最先进的带钢生产技术,与传统轧带钢生产工艺相比,具有流程短、投资少、生产周期短、成本低及自动化程度高等一系列显著优势。
为进一步优化和调整产品结构,增强企业市场竞争力,唐钢建立了FTSC连铸机连铸工艺生产线,热轧薄板厂连铸机是引进意大利DANIELI公司FTSC技术于2002年10月建成并一次热试成功的。
二期连铸于2004年6月热试成功,并在后几个月生产相对稳定。
自2004年4月份大修后又出现频繁出现漏钢等非计划停浇,使得我厂的平均连浇炉数中碳钢只有12炉,生产成本增高。
1现状调查:经过一年的调查研究。
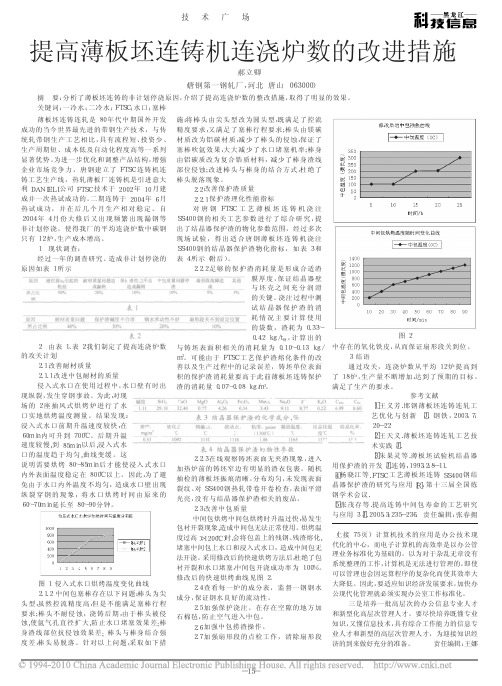
造成非计划停浇的原因如表1所示2由表1、表2我们制定了提高连浇炉数的攻关计划2.1改善耐材质量2.1.1改进中包耐材的质量侵入式水口在使用过程中,水口壁有时出现纵裂,发生穿钢事故。
为此,对现场的2座抽风式烘烤炉进行了水口实地烘烤温度测量。
结果发现:浸入式水口前期升温速度较快,在60min内可升到700℃。
后期升温速度较慢,到85min以后,浸入式水口的温度趋于均匀,曲线变缓。
这说明需要烘烤80~85min后才能使浸入式水口内外表面温度稳定在800℃以上。
因此,为了避免由于水口内外温度不均匀,造成水口壁出现纵裂穿钢的现象,将水口烘烤时间由原来的60~70min延长至80~90分钟。
图1侵入式水口烘烤温度变化曲线2.1.2中间包塞棒存在以下问题:棒头为尖头型,虽然控流精度高,但是不能满足塞棒行程要求B棒头不耐侵蚀,浇铸后期,由于棒头被侵蚀,使氩气孔直径扩大,防止水口堵塞效果差B棒身渣线部位抗侵蚀效果差B棒头与棒身结合强度差,棒头易脱落。
针对以上问题,采取如下措施:将棒头由尖头型改为圆头型,既满足了控流精度要求,又满足了塞棒行程要求B棒头由镁碳材质改为铝碳材质,减少了棒头的侵蚀,保证了塞棒吹氩效果,大大减少了水口堵塞机率B棒身由铝碳质改为复合锆质材料,减少了棒身渣线部位侵蚀B改进棒头与棒身的结合方式,杜绝了棒头脱落现象。
![[连铸机,板坯,技术]提高板坯连铸机中间包连浇炉数的技术优化与实践](https://img.taocdn.com/s1/m/302929ea0912a21615792924.png)
提高板坯连铸机中间包连浇炉数的技术优化与实践摘要:分析认为,影响济钢板坯连铸机中间包连浇炉数的因素很多,除了与耐材质量、铸机设备有关外,还受到生产组织、市场因素、操作水平和生产工艺的影响。
通过对影响因素的系统分析和改进,使单中间包的连浇炉数较之前有所提高,降低了生产成本,取得了良好的效果。
关键词:连铸机;连浇炉数;使用寿命;生产组织目前,随着国内钢铁市场形势的急剧恶化,各大型钢铁企业均面临着急剧亏损的状态,企业转型以及不断降低生产成本的压力不可避免。
因此,优化板坯连铸机中间包使用寿命,成为济钢炼钢厂连铸工序降成本直接有效的关键措施之一。
1 板坯连铸机中间包使用现状2 影响板坯连铸机中间包连浇炉数的主要因素分析2.1 优化功能耐火材料质量中间包的功能耐火材料有塞棒、套管、浸入式水口,这3种耐火材料能否与中间包包衬寿命同步,直接影响中间包包龄的提高,合理的选用耐材对提高中间包连浇炉数起重要作用。
针对这3种耐火材料对中间包包龄的影响进行了针对性的研究与改进。
2.1.1 提高浸入式水口的使用寿命(1)增强浸入式水口渣线部位的侵蚀性,提高浸入式水口的寿命。
采用高纯度铝碳质材料的整体水口,渣线部分复合锆质,提高渣线部位抗热震性和抗侵蚀性。
优化浸入式水口形状,降低水口堵塞的几率。
(2)改善水口烘烤效果,防止开浇时水口炸裂。
原有水口烘烤装置为烘烤小车,后制作水口烘烤装置,具体见下图1,并对水口烘烤时间和煤气用量的控制,烘烤均匀,有效的防止了开浇或者换水口时的水口炸裂。
(3)优化保护渣成分,减少对水口的侵蚀。
积极与保护渣厂家协调优化保护渣的成分,使用含F和碱金属较低的保护渣,减少了水口C质的氧化和釉质的烧损。
4台板坯连铸机均采用中间包整体塞棒,且带有液位控制装置。
但在生产过程中,时常出现浇铸后期棒头不耐侵蚀、棒身渣线部位抗侵蚀效果差、以及棒头易脱落的现象。
针对以上问题,我们采取如下措施:(1)棒头由镁碳材质改为铝碳材质,保证了塞棒吹氩效果的同时减少了棒头的侵蚀;(2)棒身由铝碳质改为复合锆质材料,减少了棒身渣线部位侵蚀;(3)改进棒头与棒身的结合方式,杜绝了棒头脱落现象;(4)优化装塞棒操作,保证在热态情况下对中良好;(5)细化开浇前对塞棒的检查,观察塞棒本体及头部是否有脱落及裂纹。

当浇铸速度提高后,钢水流入结晶器后,需要确保结晶器出来时形成稳定且足够厚的坯壳,防止漏钢,为此采取措施为:
1.降低钢水中的含氧量
冶炼中采取提高一次命中率,杜绝后吹得冶炼方法,同时出钢过程中加脱氧剂,坚持足够足时吹氩,以减少浇铸过程中水口积瘤的概率。
2.低温快铸技术
低过热度浇铸对提高铸速作用至关重要。
采用方法为:在钢流出中间包、进入结晶器之前采取热交换降温处理;在结晶器中添加促凝剂(如铁粉、铁粒、铁带或铁丝)。
3.高效传热的结晶器技术
采用大流量、小水缝、高流速的冷却方式,采用结晶器铜管加工工艺和材质相同的内水套,已保证水缝均匀一致避免脱方;采用多锥度抛物线型曲线,使坯壳与结晶器在各段都保持良好接触,使结晶器的效率大大改善。
4.足辊支撑改造及优化冷却
为防止铸坯出结晶器后鼓肚变形,采用小直径足辊。
同时在足辊环区域的铸坯各面采用双排强冷喷嘴,加强冷却。
此外,自三冷段后,采用缓冷方式,同时加长缓冷段。
5.减少停机时间。
1)在线更换事故结晶器、事故钢水槽、事故流槽;
2)同一中间包在线更换钢种、引锭头;
3)增加中间包圆形缓冲器,提高中间包寿命;
4)同一中间包检修后二次利用。
6.采用多点弯曲矫直
高浇速下,为保证带液心铸坯在弯曲矫直时,两相区产生的变形率和变形速率控制在不发生裂纹的允许值以下,采用3点弯曲矫直技术。
7.保证二冷水质量
在二冷水进入喷嘴之前设计了精度不等的两极过滤器,对回蓄水池的水先经过化学除油器处理,确保二冷水质量。

一、判断题1、提高铸坯质量的措施,主要是采用提高铸坯柱状晶的比率。
( )2、小方坯使用刚性引锭杆时,在二冷区上段不需要支承导向装置,而二冷区下段需要导板。
( )3、等表面温度变负荷冷水是指二冷区各段给水量保持不变而达到铸坯表面温度均衡的目的。
( )4、钢水凝固过程中的收缩包括液态收缩、凝固收缩和固态收缩三部份。
( )5、CAS—OB 工艺是指在钢包内吹氩搅拌并合金化。
( )6、浇注过程中结晶器水蓦地压力上升,流量减少的原因是水管破裂或者脱落。
( )7、铸坯含 C 量小于或者等于 0.17%时,方能允许进冷库冷却。
( )8、结晶器长度,主要取决于拉坯速度,结晶器出口安全坯壳厚度和结晶器的冷却强度。
( )9、全面质量管理的五大要素是人、机、料、法、环。
( )10、炼钢中[Si]+[O ]= (SiO )是吸热反应。
( )2 211、含碳量在 0.17~0.22%的碳素钢铸坯对热裂纹的敏感性最大。
( )12、事故冷却水的水流量应不小于正常水流量的 1/5。
( )13、事故冷却水的冷却部位有结晶器冷却水和机械闭路水。
( )14、连铸计算贡控制系统的基本结构形式有主机控制和程序控制两种类型。
( )15、按正弦方式振动的结晶器,其结晶器内铸坯的平均拉速为结晶器振幅×振动频率。
( )16、钢水的浇注温度就是液相线温度。
( )17、CaF 在结晶器保护渣中主要起到调节碱度作用。
( )218、弧形连铸机的铸坯变形量=铸坯厚度×1/弧形半径。
( )19、弧形连铸机铸坯夹杂物往往会萃在 1/4 处的内弧位置。
( )20、连铸二冷水冷却强度越大,铸坯中心等轴晶越发达,而柱状晶越窄。
( )21、径电磁搅拌的铸坯等轴晶率提高,柱状晶率降低。
( )22、普碳钢按技术条件所分的甲类钢是指保证化学成份,但不保证机械性能的钢。
()23、钢包底吹氩透气砖放在底面正中比放在偏心处搅拌效果要好。

提高连铸生产能力的措施与效果摘要:对于钢铁企业来说,随着钢铁市场的快速发展,对其连铸生产能力具有非常高的要求。
因为铁水逐步增多,需要提升连铸生产能力,从而可以在很大程度上实现钢铁方面的快速生产,确保钢铁企业的经济快速发展。
本文首先针对连铸设备进行一定的阐述,然后分析具体的连铸生产能力提升措施,包括做好生产组织优化工作、对生产线工序进行优化、提升中间包利用的效率、异钢种连浇技术的优化、特殊钢种生产组织优化以及提高连铸生产浇铸速度。
最后论述具体的提升效果,旨在能够通过专业技术去提高钢铁企业的连铸生产能力,有效实现钢铁企业的快速发展。
关键词:钢铁企业;连铸生产能力;浇铸速度引言:对于某钢铁企业来说,该企业具有3座5050m³的高炉工艺设备。
在进行高炉建设的设计过程中,主要是针对其3号炉的建设经验进行分析,同时进行BC-QS炉顶的创新,在一定程度上能够实现运营成本的控制,有效提升了某钢铁企业的市场竞争力。
高炉的燃料比最低能够达到480公斤/吨,煤比能够达到183公斤/吨,为企业的发展奠定了良好的基础。
1 连铸设备概述为了能够实现钢铁企业连铸生产能力的提升,需要对其连铸设备进行一定的了解。
对于某钢铁企业的连铸设备来说,该企业的连铸机分别为两台2150mm连铸机、一台1650mm连铸机和一台2300mm连铸机,其中2300mm连铸机为厚板铸机,连铸基本半径为9.5m,连铸机流间距为6.5m,铸机的长度为34.979m。
铸坯定尺长度在6000-10200mm之间,而且连铸机拉速范围在0.5-2.5m/min。
其工作拉速为0.9-1.7m/min,平均浇铸时间为52.5min/炉,作业率大概为87.6%[1]。
2 提高连铸生产能力的措施2.1做好生产组织优化工作在提高钢铁企业连铸生产能力时,应该做好生产组织的优化工作。
通过优化生产组织工作,可以确保连铸生产质量,同时可以保证连铸生产工作的顺利开展。
为了能够提升钢铁企业产能,需要实现钢水的连铸板坯转化工作,这样能够尽量减少对模铸压盖钢的生产。
连续铸钢连铸新技术连铸新技术主要体现在。
连铸机的高生产率(作业率、拉速、设备可靠)和连铸坯的质量(铸坯洁净度、铸坯表面缺陷、铸坯内部缺陷)。
1提高连铸机生产率1.1提高连铸机作业率目前在钢铁工业发达国家,现代化大型板坯连铸机的作业率已达90%以上,方坯连铸机的作业率也在90%以上,有的甚至达到了95%。
提高连铸机作业率的措施:(1)提高连浇炉数。
国外钢厂板坯连浇炉数在1500炉以上,方坯在1000炉以上。
(2)提高结晶器的使用寿命。
在日本结晶器寿命由200~300炉提高到1000~3000炉。
(3)结晶器下部钢板采用多层电镀、先镀ni再镀磷化物和cr,并改变镀层范围和厚度。
(4)改变结晶器冷却槽的形状和间隔,铜板表面弯月面附近温度可降到100℃左右,寿命大大提高。
(5)将板坯连铸结晶器厚度改为33mm~40mm,冷却水缝宽为5mm,冷却水流速达9m/s以上,防止粘接性漏钢。
(6)漏钢预报技术,将多个热电偶埋设在铜板内,使之形成网络布置,根据各个热电偶测得的温度变化进行预报,拉漏率在0.4%以下。
(7)异钢种接浇技术。
在结晶器内插金属连接件并放入隔层材料,防止钢液成分混合。
缩短连铸辅助作业时间,提高金属收得率。
(8)钢包、中间包和浇注水口的快速更换技术,各国尤其对快速更换中间包浸入式水口已获成功,更换时间1~2min,最快的仅使钢流断流3s。
(9)中间包热态循环使用技术,日本达450次。
(10)防止浸入式水口堵塞,塞棒和浸入式水口吹ar,中包设挡渣墙和陶瓷过滤器,中包加ca处理等,可保多炉连浇。
(11)提高辊子使用寿命,如在锻造辊上焊接耐磨性crb型材料,或使用衬套式复合辊。
在板坯机上可使弯弧部分的辊子寿命达到6000~9000炉,水平部分辊子寿命达1.2万~2.8万炉。
(12)缩短非浇注时间,如。
上装引锭杆;铸机采用整体快速更换;采用各种自动检测装置,提高自动化控制水平,加强铸机设备维护。
1.2提高连铸机拉速技术现代化小方坯连铸机拉速已达4.0~5.0m/min(130mm×130mm),板坯连铸机拉速已达2.5m/min[220mm×(700mm×1650mm)]。
连铸机炉次数连铸机炉次数作为钢铁生产的重要指标之一,在钢铁行业具有重要的意义。
连铸机炉次数指的是在连铸过程中,一次熔炼和浇铸所需的时间,也是铁水从炉子中流出并倒入结晶器的次数。
正确的控制和管理连铸机炉次数对于提高钢铁生产效率,提升产品质量,降低生产成本具有重要的作用。
首先,通过合理控制连铸机炉次数可以提高钢铁生产的效率。
连铸机炉次数的控制需要考虑多个因素,如炉子的容量、生产需求以及工艺参数等。
通过精确控制炉次数,可以在保证钢质质量的前提下减少浪费,提高生产效率。
同时,合理的连铸机炉次数还能够减少设备启停带来的能耗损失,节约能源。
其次,通过控制连铸机炉次数可以提升产品质量。
在连铸过程中,熔炼和浇铸的次数直接影响了产品的质量稳定性。
过多的炉次数可能增加生产中的异常情况,如温度波动、渣夹杂等问题,从而降低了产品的质量。
合理控制连铸机炉次数可以稳定生产工艺,减少质量问题的发生,提高产品质量。
第三,通过控制连铸机炉次数可以降低生产成本。
连铸机炉次数的控制与原料的利用效率密切相关。
合理控制炉次数可以避免过多的铁水浪费,降低原料的消耗。
此外,通过优化连铸机炉次数还可以减少维修和保养费用,提高设备的使用寿命。
这些措施的实施可以降低生产成本,提高企业的盈利能力。
最后,要实现连铸机炉次数的合理控制,需要注意以下几点。
首先,加强工业自动化和信息化技术的应用。
借助先进的技术手段,对生产过程进行实时监测和数据分析,以便及时调整连铸机炉次数。
其次,优化工艺流程,减少生产中不必要的环节,提高生产效率。
对于一些不稳定的熔炼工艺,可以考虑采用连续浇铸等技术手段,降低炉次数。
再次,加强培训和管理,提高生产人员的技能水平。
通过培训,生产人员能够更好地掌握连铸机的操作技巧,熟悉钢铁生产工艺,为合理控制连铸机炉次数提供保障。
综上所述,连铸机炉次数在钢铁生产中具有重要的作用。
合理控制连铸机炉次数可以提高生产效率,提升产品质量,降低生产成本。

提高板坯连铸拉速的技术措施发表时间:2019-01-22T14:09:20.990Z 来源:《知识-力量》2019年3月下作者:陈林[导读] 和常规的板坯连铸相比,在高拉速的条件下,由于结晶器内凝固坯壳厚度减薄和坯壳与结晶器壁之间摩擦力增大,易发生漏钢事故。
另外,因拉速提高,使由水口出来的钢流速度增加(宁波钢铁有限公司,浙江宁波 315800)摘要:和常规的板坯连铸相比,在高拉速的条件下,由于结晶器内凝固坯壳厚度减薄和坯壳与结晶器壁之间摩擦力增大,易发生漏钢事故。
另外,因拉速提高,使由水口出来的钢流速度增加,结晶器内钢液的波动较为剧烈,铸坯易发生卷渣、夹杂物侵入深度增加等方面的缺陷,从而使钢的清洁度降低。
关键词:板坯连铸;保护渣;电磁制动;二冷控制介绍了其所采用的诸如保护渣、结晶器振动、浸入式水口、结晶器液面控制、电磁制动、大容量中间包等技术措施,并对如何提高拉速提出了设想。
一、不同钢种对保护渣性能的要求1.低碳铝镇静钢(w(C)≤0.08%)在较高的拉速下,主要的问题是预防粘结性漏钢。
这就要求保护渣要有良好的吸附Al2O3的能力,同时又要保证保护渣的粘度不上升。
使用低粘度、低凝固温度的保护渣有助于提供足够的润滑。
2.中碳钢(w(C)=0.08%~0.18%)这是易产生裂纹的包晶钢,最重要的是防止纵裂和横向裂纹。
凝固温度高的保护渣对减少表面裂纹很有效,因为这有助于减少通过结晶器的热流;低粘度的保护渣可提供足够润滑。
所以,应使用凝固温度高而粘度低的保护渣。
3.高碳钢(w(C)≥0.18%)这类钢的特点是热强度差、浇铸温度低、拉速低。
这就要求保护渣具有良好的绝热性能、合适的碳含量和良好的润滑性能。
二、高速连铸特点与保护渣要求在高速连铸条件下,流入坯壳与结晶器壁之间的保护渣量减少,由于润滑效果变差,弯月面下铸坯与结晶器之间的摩擦力造成粘滞性拉漏的可能性增加。
这就对保护渣提出了如下要求。
1.提供足够的保护渣消耗量。
连铸基础知识及提高连铸坯质量措施1.钢水由液体转变为固体的条件是什么?我们把一杯水(如20℃)放在-20℃的冷库里,当水的温度降到0℃时,杯子里就有晶体出现,此时是水和水的晶体共存,温度仍是0℃,只有当水完全结冰后,杯子整个温度下降到与冷库温度相同。
所以,把水开始结冰的温度叫凝固温度。
钢水的凝固结晶过程也同水一样,当温度降到凝固温度(1535℃)时,就有晶体出现。
由此可知,要实现液体转变为固体的过程,必须满足两个条件,即一定的过冷度和结晶核心。
所谓过冷度,就是实际温度低于凝固温度的度数。
如纯铁,只有过冷度达到295℃时,液体金属中许多体积很小、近程有序排列的原子集团才能形成胚胎晶核作为结晶核心而逐渐长大。
然而在实际生产中,把钢水浇到模子里,结晶所需的过冷度只有几度,这是因为:1)模子温度低,钢水温度高,模壁提供了冷却动力。
2)模型表面的凸凹不平,提供了“依托”,有利晶核形成。
3)钢水中悬浮的质点也可作为结晶核心。
2.钢水凝固过程中的收缩包括哪些?钢水由液态转变为固态,随着温度下降,收缩可分为: (1)液态收缩:由浇注温度降到液相线温度的收缩。
对于低碳钢一般为1%; (2)凝固收缩:液体完全变为固体的体积收缩。
对于钢一般为3~4%。
体积收缩会在钢锭中留下缩孔。
(3)固态收缩:从固相线温度冷却到室温的收缩。
一般为7~8%。
固态收缩表现为整个钢锭的线收缩,它与钢冷却过程的相变有关。
对钢锭产生裂纹有重要影响。
液体钢密度为7.0g/cm3,固体钢密度为7.8g/cm3,则液体变为固体收缩量为:((7.8-7.0)/7.0)×100%=11.4%,其中液态收缩量约1%,凝固收缩3~6%,固态收缩7~8%。
凝固时3~4%的体积收缩在钢锭中会留下缩孔,采用保护帽使缩孔集中在钢锭头部。
而连铸时钢水不断补充到液相,故连铸坯中无集中缩孔。
而带液芯的铸坯继续凝固时的线收缩对铸坯质量和生产安全性有重要影响。
因此结晶器应保持一定的倒锥度,二次冷却区支承辊的辊缝从上到下应符合铸坯线收缩的规律。

提高钢坯产量的措施引言钢坯产量是钢铁企业重要的生产指标之一,直接关系到企业的生产效益和竞争力。
因此,提高钢坯产量对于钢铁企业来说是非常重要的课题。
本文将介绍一些提高钢坯产量的措施,希望可以为钢铁企业提供参考和指导。
优化生产工艺1.优化炼钢工艺钢铁生产的核心环节是炼钢过程,通过优化炼钢工艺可以提高钢坯的产量。
•采用高效炼钢炉。
可以选用具有较高效率和热效应的电弧炉或氧气底吹转炉来进行炼钢,以提高钢坯的产量。
•使用优质生铁和废钢。
合理控制生铁和废钢的比例,可以提高炼钢的效率和产量。
•控制炉温和转炉炉况。
合理控制炉温和转炉炉况,保证冶炼过程的稳定性和高效性,从而提高钢坯产量。
2.优化连铸工艺连铸是将液态钢浇铸成钢坯的过程,在优化连铸工艺方面可以采取以下措施。
•提高浇注速度。
合理增加浇注速度可以缩短浇注时间,提高连铸效率和钢坯产量。
•控制结晶器冷却水温度。
调整结晶器冷却水温度,可以影响钢坯凝固过程的速度和形状,从而达到提高产量的目的。
•优化铸坯结构。
通过调整结晶器的形状和尺寸,可以改善钢坯的结构,提高钢坯产量。
提高原料利用率1.合理利用废渣和废气废渣和废气是钢铁生产过程中产生的副产品,合理利用废渣和废气可以提高原料利用率和钢坯产量。
•废渣的回收利用。
将废渣进行再加工,可以得到有价值的产品,如炼钢渣可以用于生产水泥、砖块等。
•废气的回收利用。
对高温废气进行回收利用,可以用于发电、供热等,提高能源利用效率。
2.优化原料配比合理控制原料配比可以提高原料的利用率和钢坯产量。
•控制矿石配比。
矿石是炼钢的主要原料,合理控制矿石配比可以提高炼钢效率和产量。
•控制煤气配比。
煤气是炼钢的重要能源,合理控制煤气配比可以提高炼钢效率和产量。
加强设备维护与管理钢铁生产需要大量设备的支持,加强设备维护与管理对于保证生产的稳定性和高效性非常重要。
•定期检修设备。
定期对设备进行维护和检修,确保设备正常运行,减少故障率和停机时间,提高钢坯产量。

科技成果——连铸坯质量控制和提升技术技术开发单位北京科技大学技术领域钢铁冶金成果简介随着钢铁行业的高速发展,国内外钢铁产量已经达到了饱和状态,提升钢产品的质量成了钢铁行业发展的重要目标。
连铸坯的生产是钢材生产的关键,其连铸坯的质量对后续产品的生产及最终产品质量有重要影响,热轧板带表面缺陷大部分是连铸坯表面缺陷遗传而来。
高质量铸坯的生产成了连铸生产企业和连铸工作者的主要目标。
高温钢液在连铸过程中凝固成型,连铸坯的偏析、裂纹、疏松、夹杂物等质量问题基本上都产生于或源自连铸凝固过程。
要实现高质量铸坯的连铸生产,必须减少甚至消除这些质量缺陷。
(1)连铸坯凝固缺陷研究:针对连铸坯偏析、疏松、缩孔、裂纹开展相关调研,探究凝固缺陷产生机理,分析连铸工艺对连铸坯缺陷的影响规律。
通过调整结晶器一冷强度、二次冷强度、电磁搅拌、机械压下等技术参数,改善连铸坯凝固缺陷。
(2)中间包研究:模拟中间包内钢液流动过程,分析钢液流动的合理性;主要研究中间包内控流装置位置分布、高度设置、不同装置间的配合使用是否达到最优。
具体工作:模拟中间包内钢液流动传热行为,分析钢液温度的变化情况;模拟钢液液面的波动,分析和了解渣-钢界面间的相互作用;模拟中间包内钢水的传质现象,分析钢水在中间包内的停留时间,中间包内的活塞流、全混流以及死区等等。
模拟中间包内底吹气体的作用过程,分析和了解吹气对钢液流动特性的影响。
结晶器凝固钩控制技术结晶器流态模拟仿真(3)结晶器研究:A、结晶器内流场:确定结晶器类型,改变水口类型,水口浸入深度,拉速,结晶器锥度等工艺参数,研究不同工艺参数对结晶器内流场的影响规律,得到液面波动和表面流速量化结果,为工艺参数优化提供科学依据。
B、结晶器卷渣和夹杂物去除的研究:改变水口结构参数(不同水口类型、水口侧孔数、水口倾角、水口底部结构和水口浸入深度等)以及浇铸工艺参数(拉速,浇铸断面,电磁等)会对结晶器内的流场产生影响,进而影响结晶器冷却制度、液面波动、水口开口度等参数。

宝钢转炉−连铸流程运行简析董金刚黄新发蒋晓放(宝钢分公司制造管理部)(宝钢分公司炼钢厂)摘要:分析了宝钢两个转炉炼钢厂的转炉—连铸流程工序的时间构成,发现二炼钢工序时间满足流程匹配关系:精炼周期<冶炼周期≤浇注时间;一炼钢LC-Al-K钢和大断面的IF钢的冶炼周期>浇注时间,工序间的时间不匹配,需要降低冶炼周期;双重处理钢会降低RH生产能力。
关键词:流程时间匹配Brief Analysis of Converter-Continuous Casting Process in Baosteel(Dong Jingang1 Jiang Xiaohuang2 Huang Xinfa1)(1 Baosteel Manufacturing Management Department,2 Baosteel Steelmaking factory )Abstract:Having been analyzed the time constitution of converter-continuous casting process in Baosteel twoconverter steel mills , it is found that NO.2 steelmaking process time full matches the relation: refining cycle is lessthan smelting cycle, and smelting cycle is no more than casting cycle; but the smelting cycle of LC-AL-Ksteels and IF steels which have wider size is more than casting cycle, the time mismatch among the process, sosmelting cycle need reduce ; Double treating steels will reduce RH production capacity .Key words: Process Time Match1 目的宝钢有两个转炉炼钢厂,为后工序的两个热轧厂、一个条钢厂、一个厚板厂供坯,生产汽车板、电工钢、管线钢、家电板、镀锡板、船板、钢帘线、钻杆等高附加值高难度钢种,由于钢种和规格多、工艺复杂、库存低、周期短,因而生产组织难度大,特别是一炼钢,由于精炼工序间的并联和交叉、平面布置复杂以及铸机间的差异等,使一炼钢呈现一个复杂的流程结构,解析炼钢各流程工序的时间因素,可了解目前炼钢厂流程运行状况,为工艺优化和流程简化提供依据。
2008年第1期宝 钢 技 术二炼钢技术改造专栏宝钢分公司4#连铸机提高板坯质量的措施阎朝红1,王克勇2,刘 涌2(宝钢分公司 1.硅钢部;2.炼钢厂,上海 200941) 摘要:介绍宝钢新建的4#板坯连铸机为提高板坯内部质量和表面质量,从设备、工艺以及管理方面采用的技术措施。
在设备方面采用了小辊密排、分节辊布置、连续弯曲和连续矫直,轻压下扇形段,结晶器液压振动,结晶器电磁制动,高精度的结晶器液面控制,较长的铸机垂直段,大包下渣检测,大容量中间包及对中间包吹氩;在工艺方面采用先进的一冷、二冷技术,动态轻压下;其他管理方面采用质量管理和对铸机进行定期检查维护等措施。
关键词:动态轻压下;二冷技术;结晶器液压振动;结晶器电磁制动中图分类号:TF777.1 文献标识码:B 文章编号:1008-0716(2008)01-0013-04M ea sures for Baosteel Branch’s No.4Con ti n uous Ca ster to Im prove Slab Qua lityYan C haohong1,W ang Keyong2,L iu Yong2(1.S ili con Steel D epart m en t;2.Steel m ak i n g Pl an t,Baosteel Branch,Shangha i200941,Ch i n a) Abstract:Some technical measures in equi pment,p r ocess and manage ment adop ted by the ne wly built Baosteel No.4slab continuous caster are intr oduced f or the pur pose of i m p r oving slab’s internal and surface quality.I n ter m s of equi pment,measures taken include s mall p itch,s p lit r oll,continuously bending and straightening,s oft reducti on seg ments,mould hydraulic oscillati on,mould electr omagnetic brakes,fine contr ol over mould level,l onger vertical secti on of the caster,ladle slag detecti on,big concavity tundish and tundish bl ow2argon.I n ter m s of p r ocess,meas2 ures taken include advanced mould p ri m ary cooling,secondary cooling and dyna m ic s oft reducti on.I n ter m s of man2 age ment,measures taken are quality manage ment and caster testing and maintenance at regular intervals.Key words:dyna m ic s oft reducti on;secondary cooling;mould hydraulic oscillati on;mould electr omagnetic brake0 前言宝钢新建的4#板坯连铸机于2006年年底投产,主要为1880mm轧机供坯。
第八届连铸年会论文
宝钢提高板坯连铸CAST炉数的措施
董金刚
(宝钢股份宝钢分公司制造管理部)
摘要:从工艺流程、钢种、规格、调宽和热轧侧压量等方面分析了影响板坯连铸CAST炉数的因素,根据宝钢两个连铸厂的特点分别提出了提高CAST炉数的措施并取得了实际效果。
关键词:CAST炉数;产能;连铸
1前言
连铸生产时引锭杆每引锭一次称为一个CAST,由于钢种和规格的多样性及受设备或前后工序
等因素的影响,连铸机连续生产到一定炉数后会停止而重新开始新的CAST,从提高连铸机的产能、降低连铸生产和质量成本角度考虑,希望尽量延长连续浇注生产的时间和提高CAST炉数。
宝钢四号高炉投产后,炼钢产能成为公司物流瓶颈,为此开展了提高连铸产能的工作,其中提高板坯连铸CAST炉数是提高连铸产能的重要组成部分。
2宝钢板坯连铸机特点及生产钢种
表1 宝钢板坯连铸机特点
1CCM~3CCM安装在一连铸,其前工序包括三座转炉、两台RH、两台CAS、一台LF;5CCM和6CCM安装在二连铸,前工序包括两座转炉、一台RH、一台IR-UT。
表1列出了宝钢板坯连铸机设备和工艺特点、主要钢种及下工序侧压量,可看出连铸机之间差异较大,特别是一炼钢的三台连铸机在设备、工艺、规格和流向上的差异给一炼钢的生产组织带来相当大的难度。
3CAST炉数影响因素
3.1 工艺流程
二炼钢转炉、精炼、连铸呈一一对应关系,流程关系简单,实际生产时,一台连铸机浇铸UT处理钢,另一台连铸机浇铸RH处理钢,转炉之间和精炼之间不发生交叉和相互影响,因此可确保每台连铸机的长时间浇注。
一炼钢由于生产双重精炼处理钢以及精炼后出现四个流向,因此在转炉工序出现交叉,在精炼工序出现交叉、组合,同时三台连铸机之间也相互影响,由此常有一台或多台连铸机出现因精炼工艺不同而CAST更换的情况,从而影响了连铸机的连浇,即一炼钢流程的复杂性不利于CAST炉数的增加。
3.2 钢种
2CCM、3CCM、5CCM、6CCM都采用滑板控制钢流和不插铁板连浇,因此限制了异钢种的连浇,而只能是成分近似的同类钢种之间连浇。
二炼钢生产的钢种主要是超低碳钢、电工钢和低碳钢,由于热轧保温炉容量的限制,低氧电工钢生产批量受到限制;因中间包滑板使用寿命的限制和轧制批量的限制,高氧电工钢的生产批量受到影响;从钢种可连浇性考虑,可尽量提高超低碳钢和低碳钢的生产批量。
由于对成分的敏感性和成分控制范围窄,厚板向钢种不发生异钢种连浇,不利于CAST炉数提高。
需要LF和RH双重处理的钢种,由于精炼时间长,工序之间时间不匹配,连浇炉数受到限制。
3.3 板坯规格和调宽
板坯规格包括规格范围和规格数量,板坯规格范围越大,在相同热轧侧压量时规格数量越多,则规格间的连续性降低。
1CCM、2CCM、5CCM、6CCM的宽度级差为50mm,3CCM生产厚板时的宽度级差为200mm,并随厚度增加,宽度下限增加;二连铸板坯宽度范围小,浇注的规格少,容易实现连浇时的宽度过渡而利于连连浇,反之,1CCM和2CCM 因规格范围宽、规格多,规格的连续性差,不利于不同规格的连连浇。
调宽包括调宽方式和每次调宽量,能实现调大、调小的连铸机和调宽量大的连铸机有利于提高CAST炉数,与3CCM比较,1CCM和2CCM能调大、调小及调宽量较大,在同样生产2050热轧钢种时,后者比前者更有利于大批量生产。
3.4 热轧侧压量
炉流设计时板坯的宽度=热卷宽度+热轧侧压量。
相同热卷宽度,热轧侧压量越大,则板坯宽度越大,有利于提高连铸单位时间内的浇钢量;同时侧压量大,板坯设计宽度可选择范围大,易实现多炉连浇的宽度过渡。
由于厚板没有侧压量,3CCM同宽度浇注,加之同钢种浇注,因而3CCM生产批量小、CAST炉数低;1580热轧大的侧压量有利于扩大生产的连续性。
4提高CAST炉数措施
4.1 提高一连铸CAST炉数的措施
一连铸三台连铸机间设备、工艺差异较大,3CCM与另两台铸机在生产规格、钢种和流向等方面也不相同,因此提高一连铸CAST炉数的方向是提高每台机的CAST炉数,在2CCM技改和厚板轧机产能提升阶段,3CCM主要生产一热轧向钢种,因此需要作好钢种、规格在1CCM和3CCM上的分工,即将连铸性好、宽度大的钢种安排在3CCM生产,成分差异大、合同量少的钢种安排在1CCM生产。
2CCM改造后增加了结晶器电磁制动、小辊密排、二冷宽向冷却控制和
动态轻压下等提高板坯表面和内部质量的技术,同时钢流控制方式也从塞棒加滑板控制转向用滑板控制,因此三台连铸机同时生产时需要重新优化三台机的钢种分配,具体是1CCM主要生产连浇性较差的中、高碳钢,通过插铁板的方式连浇;2CCM主要生产低碳钢、IF钢,低碳钢和超低碳钢因连浇性好而利于CAST炉数的扩大;3CCM主要生产厚板向钢种和一热轧用管线钢、大桥钢等。
其它采取的措施还有:双重处理的钢种固定在一台机上集中生产;扩大和完善异钢种的连连浇,增加钢种的连浇范围;充分利用铸机的在线调宽次数和调宽量,扩大规格的连浇范围;优化和简化钢种的精炼工艺,提高工序间时间的匹配性,增加连浇性,减少因流程原因造成的非计划终浇次数。
4.2 提高二连铸CAST炉数的措施
由于二连铸CAST内浇注的是同类钢种,不同类钢种的质量和工艺差异较大,其CAST炉数差异也大,因此提高CAST炉数需要对不同的钢种采取不同的措施。
高氧电工钢按4炉一个中间包,1 2个中间包构成一个CAST组织生产,低氧电工钢每次按6炉一个中间包,一个中间包构成一个CAST组织生产,提高电工钢CAST炉数的措施是高氧和低氧电工钢分别尽量按8炉和6炉一个批量安排计划。
对超低碳钢和低碳钢要尽可能提高其CAST炉数,采取的措施有扩大异钢种连浇,优化炉流的宽度设计确保宽度过渡,中间包浸入式水口快速更换,中间包使用高效涂料等。
CAST单炉对产能有较大的不利影响,除通过扩大异钢种连连浇、优化浇注顺序等措施在二连铸消化CAST单炉外,需要将规格适宜的CAST单炉放在一连铸生产。
5结论
(1)影响连铸CAST炉数的因素主要有工艺流程、钢种、规格、调宽和后工序的侧压量等。
(2)为提高一连铸的CAST炉数,采取的措施主要有:钢种在连铸机间的合理分配;双重处理的钢种固定在一台机上集中生产;扩大和完善异钢种的连连浇,增加钢种的连浇范围;优化和简化钢种工艺,提高工序间时间的匹配性等。
(3)提高二连铸CAST炉数的措施有:电工钢适宜的批量;超低碳钢和低碳钢充分利用中间包的使用时间;炉流宽度优化设计;消化CAST单炉等。