外文翻译---PLC在智能建筑电梯控制系统中的应用
- 格式:docx
- 大小:174.12 KB
- 文档页数:9

Elevator System Based on PLCComposed by the order of relay control system is a realization of the first elevator control method. However, to enter the nineties, with the development of science and technology and the widespread application of computer technology, the safety of elevators, reliability of the increasingly high demand on the relay control weaknesses are becoming evident.Elevator control system relays the failure rate high, greatly reduces the reliability and safety of elevators, and escalators stopped often to take with the staff about the inconvenience and fear. And the event rather than taking the lift or squat at the end of the lift will not only cause damage to mechanical components, but also personal accident may occur.Programmable Logic Controller (PLC) is the first order logic control in accordance with the needs of developed specifically for industrial environment applications to operate the electronic digital computing device. Given its advantages, at present, the relay control the lift has been gradually replaced by PLC control. At the same time, AC variable frequency motor speed control technology, the way the lift drag speed has been a gradual transition form DC to AC frequency converter. Thus, PLC control technology increases VVVF Elevator modern technology has become a hot industry.1. PLC elevator control advantages:(1) Used in elevator control PLC, with so ware for automatic control of lift operation, reliability greatly increased.(2) Layer was removed and majority of the relay, the control system structure is simple, simplify the external circuit.(3) PLC can be a variety of complex control system, easy to add or change control functions.(4) PLC can be automated fault detection and alarm display to improve the operation of security and ease of maintenance.(5) For the group control the allocation and management, and improve the efficiency of elevator operation.(6)Do not need to change the control scheme changes when the hardware connection.2. VVVF elevator control characteristics.With the power electronics, microelectronics and computer technology to control the rapid development of technology, communication technology VVVF also a very rapid rate. AC variable frequency motor speed control technology is the power to improve the process in order to improve product quality and improving the environment and promoting technological progress as a primary means. Frequency of its excellent performance and the speed brake from a smooth performance, high efficiency, high power factor and power-saving of a broad scope of application and many other advantages of being at home and abroad recognized as the most promising approach speed.Exchange characteristics of VVVF Elevator:(1) low energy consumption.(2) low load circuit, the re emergency power supply device of small.In the acceleration stage, the required start-up current of less than 2.5 times the rated current. Peak starting current and time is short. Since the starting current is drastically reduced, so power consumption and power supply cable diameter can be reduced a lot. Required for emergency power supply devices are also relatively small size.(3) high reliability and long service life.(4) good comfort.Elevator operation is best to follow the speed curve of a given operation. Their characteristics can be adapted to human feelings, and to ensure that noise operation, smooth brake Ping layer and high precision.(5) stable noise-free.(6) In the car, the engine room and adjacent areas to ensure that noise. Because their systems use a high clock frequency. Always produce a true sine wave power supply current yet. Motor torque ripple does not appear. Therefore, to eliminate vibration and noise.3. Elevator control technology.The so-called elevator control technology refers to the elevator drive system and electrical control system of automatic control. 70 as the 20th century in China’s elevator were marked by the exchange of two-speed elevator. Its speed is used to change the elevator traction motor of the very few, two or mute-level approach to the number of windings, very few of them as high-speed winding of the winding, a very few number of windings as the low-speed winding. Windings for high-speed elevator-speed start-up and running, low-speed windings for braking and the maintenance of elevators.The early 80s, VVVF inverter controlled variable lift system available. It uses AC motor drivers, are able to reach the level of DC motor, control the speed of the current has reached 6 m/sec. Its small size, light weight, high efficiency, energy saving, inc1uding the past almost all the advantages of the lift. Is the latest elevator drive systemOperation in vertical lift, there is also the starting point of the terminus station. For more than three-story elevator buildings, the starting point of the terminal stations and stops between the had not, the starting point for these stations at the first floor of the terminal located at the highest floor. Starting point in the first floor of the station known as base stations, known as the starting point at both ends of the terminal stations and stations at both ends of intermediate stops between stations.Outside the station has a call box, box set are used by staff for elevator call button or touch the call button, the general ends of the lift stations in the call box on the Settings button or touch of a button. 1iddle layer of the station set up the call box button or touch button 2. No drivers for the control of elevators, at various stations are set up calls me on a button or touch button. Elevator car and the internal settings (except for debris elevator) to manipulate me. Control box switch on the handle or set up stations and the corresponding layer of buttons or touch-button control box on the touch-control button or command button or touch the city button. Outside the command button or touch-button issue as the signal outside the command signal, within the commandbutton or touch-button issue within the signal as a command signal. 80 In the mid-20th century, the touch button has been replaced by micro-button.As the elevator call box outside the base station, in addition to set up a call button or touch button, but a1so set a key switch in order to work the elevator clearance. Drivers or management staff to open the elevator to the base station can wriggle through a dedicated key to the key switch. Close the elevator in place to autocratically cut off the elevator control power supply or power supply.4. PLC Control Elevator Design.With the continuous development of urban construction, the increasing high-rise buildings, elevators and life in the national economy has a broad application. Elevator high-rise buildings as a means of transport in the vertical run of daily life have been inextricably linked with people. In fact the lift is based on external call control signals, as well as the laws of their own, such as running, and the cal1 is random, the lift is actually a man-machine interactive control system, simple to use control or logic control order can not meet the control requirement, and therefore, elevator control system uses a random control logic. Elevator control is current1y generally used in two ways, first, the use of computer as a signal control unit, the completion of the lift signal acquisition, operation and function of the se, to achieve the lift and set the autocratic scheduling function to run the election, drag the control from inverter to complete; the second control mode with programmable logic controller (PLC) to replace the computer control signal sets the election. From the control and performance, these two types of methods and there is no significant difference. Most of the domestic manufacturers to choose the second approach, because the smaller scale of production there design and manufacture of high cost of computer control devices; and PLC high reliabi1ity, convenient and flexible program design, anti-interference ability, stable and reliable operation of the characteristics of Therefore, the elevator control system is now widely used to realize programmable control.5. Lift control system.Lift control system is used to manipulate each control process by managing such commands as running direction, car call, landing call, load signal, landing indication, safety protection.Lifts in different applications have different load, speed and drive / control modes. Lifts in same application may also have different control mode. Whatever control mode is adopted, the objective is the same, to be specific, according to car call and landing call, lift control system will execute automatic logic judgment to determine which lift will receive signal, which direction lift will run towards and complete programmed control objective through electrical automatic system based on command.Types of lift control system.Control system development chronicle indicates that there has appeared many control modes, such as such as relay control, PLC, single computer control, multiple-computer control. Prevailing in different era, these control modes are still employed in lifts now due to massive integrated circuit and computer technology development.PLC control system.As abbreviation of programmable logic controller, PLC is an electronic system featuring digital computation. It adopts programmable EPROM to execute logic computation, order control, timing, number counting, arithmetic computation, besides, it can input and output through digital or analogy modes.The mechanism of PLC control is as follows: input of PLC includes such command signals, as power key to home landing, car call, landing call, various safety switches, position signal, while output of PLC includes contactor, relay, indicators of car / landings and communication unitary, indicators inside car and switch, position signal, are input to PC, while other executing com.Programming principle is determined by lift control mode. Programming can either be made according to relay logic control circuit or individually in different phases according to lift control functions after completely separating from relay control circuit. Based on the ready made control circuit, the formeris simple and easy to master, while the latter involves less programs by integrating programs of small function.Used in lift control system, PLC has such advantages, as high reliability, stability, easy programming, user-friendliness, convenient maintenance & inspection.Nowadays, there is a wide range and series of programmable logic controllers. Input / output points range from 30 to 8000 or above, so as to meet lift control requirements with different landing number.PLC 控制下的电梯系统由继电器组成的顺序控制系统是最早的一种实现电梯控制的方法。

In the article has analyzed the elevator loadcharacteristics, elaborated uses the trapezoid acceleration curve theelevator ideal velocity curve, unifies the frequency changer and thePLC performance, elaborated the elevator control system constitutionand the operational factor. Elaborated the elevator speed curveproduces the method, has induced the characteristic which designs byPLC constitution control system software.Key word: Load characteristics ideal velocity curve control systemsoftware design1. OutlineAlong with the urban construction unceasing development, thehigh-rise construction unceasingly increases, the elevator has thewidespread application in the national economy and the life. Theelevator took in the high-rise construction the vertical movementtransportation vehicle already and people's daily life is inseparable.In fact the elevator is according to exterior movement and so oncalling signal as well as own control rule, but calls is stochastic,the elevator is a person machine interactive control system in fact,purely is cannot satisfy the control request with the sequentialcontrol or the logical control, Therefore, the elevator control system uses the stochastic logical waycontrol. At present the elevator control generally has selected twomethods, one is uses the microcomputer to take the signal controlunit, completes the elevator signal gathering, the running status andthe function hypothesis, realizes the elevator automatic dispatch andthe collection chooses the movement function, drives the control tocomplete by the frequency changer; The second control mode (PLC)substitutes for the microcomputer realization signal collection withthe programmable controller to choose the control. Said from the control mode and the performance, these two methodscertainly not too big difference. The domestic factory mostly choosesthe second way, its reason lies in the production scale slightly, owndesign and the manufacture microcomputer control device cost ishigher; But PLC reliability high, programming convenience nimble, theantijamming ability strong, the movement stable is reliable and so onthe characteristic, therefore the present elevator control systemwidely uses the programmable controller to realize.2. Elevator ideal performance diagramIndicated according to the massive research and the experiment, theperson may accept the maximum acceleration is am <= 1.5m/s2,acceleration rate of change rho m <= the 3m/s3, elevator idealperformance diagram may divide according to the acceleration is thetriangle, the trapezoid and the sine profile, As a result of sine profile acceleration curve realization moredifficult, but the triangle curve maximum acceleration and is startingand applies the brake the section turning point acceleration rate ofchange to be bigger than the trapezoidal curve, namely + rho m jumpsto - rho m or jumps from - rho m to + rho the m acceleration rate ofchange, therefore very little uses, because the trapezoidal curve iseasy to realize and has the good acceleration rate of change frequenttarget, therefore is widely used, uses the trapezoidal accelerationcurve elevator ideal performance diagram like chart 1 to show: The intelligent frequency changer is for the elevator special-purposefrequency changer request and so on elevator nimble velocitymodulation, control and high accuracy even level which but speciallydesigns, may use for parts the general three-phase asynchronous motor,and has function and so on intellectualized software, standardconnection, menu prompt, input elevator curve and other essentialparameter. It has the debugging convenience quickly, moreover can automaticallyrealize the single multilayered function, and has the automaticoptimization deceleration curve the function, is composed the velocitymodulation system crawling time by it few, the even level distance isshort, no matter is the double winding electric motor, or electric motor suitable, its highest design speed may reach 4m/s, itsunique computer monitoring software, may choose the serial interfacerealization input/output signal the non- electronic contact control. The frequency changer constitutes elevator system, when the frequencychanger receives the controller to send out shouts the ladderdirection signal, the frequency changer basis hypothesis speed and theacceleration value, the starting motor, after achieved the maximumspeed, the uniform speed moves, when arrives the goal leveldecelerates, the controller sends out shuts off the high velocitysignal, reduces the speed which the frequency changer establishes themaximum speed to reduce to the crawling speed, In decelerates in the movement process, the frequency changer can theautomatic computation decelerate to the even level spot betweendistance, and calculates the optimized curve, thus canaccording tothe optimized curve movement, cause the low speed crawling time toreduce to 0.3s, the frequency changer through adjusts leveling thespeed in the elevator even level process or applies the brake thepitch to adjust leveling the precision. Namely when the elevator stops too early, the frequency changerincreases the low speed value or the reduction applies the brake thepitch value, otherwise reduces the low speed value or increasesapplies the brake the pitch value, when the elevator to leaves evenlevel position 4 - 10cm, has the even level switch automaticseparation low speed signal, the system according to the optimizedcurve realization high accuracy even level, thus achieved the evenlevel accurate is reliable.3. Elevator speed curveElevator movement comfortableness is decided in its movementprocess acceleration a and the acceleration rate of change p size, theoversized acceleration or the acceleration rate of change can createpassenger's ill feeling. At the same time, for guaranteed the elevatorthe operating efficiency, a, the p value not suitable excessively issmall. Can guarantee a, the p best value elevator performance diagramis called the elevator the ideal performance diagram. The elevatormovement ideal curve should be the parabola - straight linecomprehensive velocity curve, namely elevator Canada, reduces theprocess constitutes by the parabola and the straight line. Theelevator assigns the curve is whether ideal, direct influence actualperformance diagram.3.1 velocity curves have the methodUses FX2-64MR PLC, and a consideration input output requestincreased FX-8EYT, FX-16EYR, the FX-8EYR three expansions modules andthe FX2-40AW twisted pair line correspondence adapter, FX2-40AW usesin the system serial communication. Using PLC the expansion functionmodule D/A module realization speed ideal curve output, whenbeforehand the digitized ideal velocity curve stores the PLC register,the procedure movement, through looks up the table way to read in D/A,transforms the simulation quantity after D/A the speed ideal curveoutput.3.2 Acceleration assign the curve the production8 D/A outputs 0 ~ 5V/0 ~ 10V, the corresponding numerical valueis 16 enters system several 00 ~ FF, altogether 255 levels. Ifelevator rise time between 2.5 ~ 3seconds. According to theconservative value computation, in the elevator acceleration processeach time Zha Biao time-gap not suitably surpasses 10ms.As a result of elevator logic control section procedure biggest, butthe PLC movement uses the cyclical scanning mechanism, thus usuallyuses looks up the table method, Zha Biao instruction time-gapexcessively is each time long, cannot satisfiedly assign the curve theprecision request. In the PLC movement process, its CPU with variousequipment between exchange of information, user program execution,signal gathering, control quantity operation and so on output all isdefers to the fixed order to circulate the scanning way to carry on,each circulation all must carry on the inquiry, the judgement and theoperation to all functions. This kind of order and the form capableperson are not the change. The usual scanning cycle, is basic mustcomplete six steps the work, including movement surveillance, andprogramming exchange information, and digital processor exchangeinformation, and communication processor exchange information,execution user program and input output connection service and so on.In a cycle, CPU only carries out to the entire user program. This kindof mechanism has its convenient one side, but timeliness is bad. Theexcessively long scanning time, directly affects the system to thesignal response effect, in under the guarantee control functionpremise, maximum limit reduces CPU the cyclical scanning time is avery complex question. Generally only can short adopt the method fromthe user program execution time. The elevator logic control sectionprocedure scanning time has surpassed 10ms, although has adopted somereduced procedure scanning time means, but still will be unable toscan the time to fall to 10ms below. At the same time, applies thebrake the section curve to use according to is away from theprinciple, each section of distances arrive the response time notsuitably surpasses 10ms. In order to satisfy the system the timelyrequest, in the velocity curve production way, uses the severancemethod, thus effectively has overcome the PLC scanning mechanismlimit.The starting acceleration movement by decides the cycle interruptservice isr to complete. This kind of severance cannot carry on theswitch by the procedure, once establishes, continuously presses thehypothesis time-gap circulation severance,therefore, the startingmovement condition must put in the interrupt service isr, when doesnot satisfy the movement condition, the severance namely returns.3.2 Decelerates applies the brake the curve productionIn order to guarantee applies the brake process completing,must carry on in the master routine applies the brake the condition tojudge and to decelerate a determination. In decelerates before adetermination, the elevator continuously is in the acceleration or thesteady fast movement process. The acceleration process completes bythe fixed cyclical severance, accelerates after the correspondingpattern maximum value, the acceleration procedure movement conditionno longer satisfies, after each time severs, no longer carries out theacceleration procedure, directly returns from the severance. Theelevator corresponds the pattern the maximum value movement,decelerates in this pattern to after, has the high-speed countingseverance, the execution decelerates the service routine. Revises thecounter in this interrupt service isr to suppose the definite valuethe condition, guaranteed the next time will sever the execution. In the PLC internal register, deceleration curve table value from big to small , each time severs all carries out time "theindicator needle to add 1" the operation, then the next severance willlook up the table number is smaller than this severance to look up the table numbers. Thegate area peaceful level area judgement produces by exterior signal,guarantees the moderating process the reliability.4. Elevator control system4.1 Elevators control system characteristicIs relates the elevator movement comfortable feeling target in theelevator performance diagram start section the key link, but thecomfortable feeling with the acceleration direct correlation,according to controls the theory, must cause some quantity accordingto prearrange the rule change to have to carry on the positivegoverning to it, said regarding the elevator control system, mustcause the acceleration to have to use the acceleration feedbackaccording to the ideal curve change, according to electric motormoment of force equation: M - MZ= Delta M=J (dn/dt), obviously theacceleration rate of change had reflected the system dynamic extensionis apart from the change, the control acceleration is apart from DeltaM=M - MZ on the control system dynamic extension. Therefore uses theacceleration in thissection the timing control principle, when thestart ascent portion speed achieved when stable state value 90%,systematically will cut the speed control from the accelerationcontrol, because in the steady fast section, the speed will besmaller for the permanent value control undulation, the accelerationchange will not be big, also will use the speed closed-loop controlto be allowed to cause the stable state speed hold certain precision,will be applies the brake the section precise even level to create thecondition. Uses the PI regulator control in the system speed ascentportion and steady fast Duan Suidu, but two section of PI parameter isdifferent, enhances the system the dynamic response target.Applies the brake the section in the system, namely must to reduce thespeed to carry on the essential control, guarantees the comfortablefeeling, also must strictly controls according to the elevatormovement speed and the distance relations, guarantees the even levelthe precision. In system’s rotational speed reduces to 120r/min in front of, in orderto enable two to obtain the proper attention to both, adopts by theacceleration to the timing control primarily, simultaneously actsaccording to on each as soon as the stopping distance the actualrotational speed and the theory rotational speed deviation revises theacceleration to assign the curve the method. For example in is awayfrom the even level spot some as soon as to be away from L place, thespeed should reduce to Vm/s, but the actual rotational speed is highis V ' m/s, then explained adds the system turns is apart frominsufficiently, after therefore calculates the here to assign reducesspeed value -ag, causes it to add on a negative deviation againepsilon, even if the here reduces the speed given value to revise for- (ag+ epsilon) causes to assign reduces the speed and the true speednegative deviation enlarges, thus enlarged the system to turn thedistance, caused the speed very quickly to fall to the standard value,when electric motor’s rotational speed reduces to 120r/min after, this time thetheater box above the level only had several centimeters, The elevatorrunning rate is very low, for did not prevent phenomenon appearancewhich stops to the even level area, enables the elevator comparativelyquickly to enter the even level area, uses the proportional control inthis section, and uses the time optimization control, guaranteed theelevator accurately promptly enters the even level area, achieves theaccurate reliable even level.4.2 elevators controls constitutionBecause the elevator movement is according to the floor and the theater box calling signal, the travelling schedule signalcarries on the control, but the floor and the theater box call isstochastic, therefore, the systems control uses the stochastic logicalcontrol. Namely in realizes in the elevator basic control requestfoundation by the smooth logic control, according to stochastic inputsignal, as well as elevator corresponding condition at the rightmoment control elevator movement. Moreover, the theater boxposition is determined by the pulse encoder pulse number that, anddelivers PLC the counter to carry on the control. At the same time,each building establishes to approach the switch to use in to examinethe system the floor signal. In order to be advantageous for the observation, is at the floor tothe elevator movement direction as well as the elevator to carry onthe demonstration, uses LED and the photo tube demonstrated, but tothe floor and the theater box calling signal to the indicating lampdemonstrated (on switch has indicating lamp).In order to enhance the elevator the operating efficiency peacefullevel precision, the system requests PLC to be able to theater boxCanada, to decelerate as well as to apply the brake to carry on theeffective control. Realizes according to the theater box physicallocation as well as the exchange velocity modulation system controlalgorithm. For the elevator movement security, the system shouldestablish the reliable fail safe and the corresponding es the PLC realization the elevator control system to constitute byfollowing several main parts.4.2.1 PLC control circuit; PLC receives shouts the ladder from thepanel board and each level to summon the signal, the theater boxand the gate system function signal as well as the well and thefrequency changer condition signal, realizes the elevator collectionafter the procedure judgement and the operation to choose the control.PLC during the output demonstration and supervisory signal, sends outthe movement direction, the start, Canada to the frequencychanger/decelerates moves and applies the brake to stop the ladderequisignal.4.2.2 electric currents, speed double closed loops electric circuit;Frequency changer itself is equipped with the electric currentdetector set, from this constitution electric current closed loop;Through revolves the encoder with the electricalmachinery coaxialjoint, produces a, the b two pulses enters the frequency changer,during confirmation direction, counts the constitution speed closedloop using the pulse.4.2.3 displacements control circuit; The elevator took one kindcarries the person tool, reigns under the potential state of loading,besides request safe reliable, but also requests the movement to besteady, rides comfortably, anchors accurately. Uses the frequencyconversion to modulate velocity Shuanghuan to control may basicallyanswer the purpose, the use existing revolves the encoder toconstitute the speed ring at the same time, moves the proportionthrough the frequency changer PG card output and the electricalmachinery speed and the elevator the pulse number, introduces it PLChigh-speed counting to input the port, through the accumulation pulsenumber, (1) calculates the pulse equivalent after the type, from thisdefinite elevator position. Elevator displacement H=SI In the formula I - accumulation pulse number; S - pulse equivalent; S = plD/(pr) (1) L – Proportion of decelerates ; D - tows the wheel diameter; P - revolves the encoder every time to transfer corresponding thepulse number; R - PG card frequency division ratio.4.2.4 ends stations protection; When in elevator direction detectionline, on the good directional relay, the express train assistancecontact device, the express train movement contact device, the doorlock relay, on the good contact device electricity attracts gathers, mechanical floodgate opens, on elevator line. When the theater box bumps intoforces speed changeing the switch, the PLC internal lock saves the relay toresult in the electricity to attract gathers, timer Tim10, Tim11 startfixed time, it fixed time time length visible end station leveldistance with ladder fast hypothesis. After on forces speed changing theswitch movement, the elevator transfers the slow train movement by theexpress train movement, in the normal condition, the previous line ofeven strata time elevator should stop. If the theater box has notstopped continues the line, when Tim10 supposes the definite value toreduce the zero hour, it the separation, the slow traincontact device and on the good contact device loses the electricity,the elevator stops moving. Bumps into after the arrogant theater boxon forces speed changing the switch, because certain reason elevators have notbeen able to transfer the slow train movement, and the express trainmovement contactdevice has not been able to release, when Tim11supposes the definite value to reduce the zero hour, it N.C. contactthe separation, the express train movement contact device and on thegood contact device loses the electricity, the elevator stops moving.Therefore, no matter is the slow train movement or the express trainmovement, so long as on forces speed changing the switch to send out thesignal, no matter the end stands other protection switches whetheract, can cause the elevator with the aid of Tim10 and Tim11 to stopmoving, thus causes the elevator end station protection to be morereliable.Under when the elevator needs the line, so long as had has chosen theladder instruction, got down the good directional relay to result inelectricity its Chang Kaidian closed, the lock saved the relay toreposition, Tim10 and Tim11 lost the electricity, it N.C. contactclosed for the elevator normal under line has prepared for. The lowerextremity stands the protection principle and the upper extremestation protection similar no longer duplicates.4.2.5 floors count; The floor counts uses relatively counts the way.Before the movement through from the study way, determines thecorresponding floor highly pulse number, corresponds 17 elevatorsseparately to store 16 memories units DM06 ~ DM21. The floor counter(CNT46) is a bidirectional counter, when arrives each level the floorcounts, according to moves the direction to carry on adds 1 or reduces1 to count. In the movement, the high speed counter tiredly estimates the valuereal-time counts the point correspondence pulse number with the floorto carry on the comparison, is equal when sends out the floor to countthe signal, the previous line of Canada 1, the next line reduces 1. Inorder to prevent the counter in counts the pulse high level periodrepetition to count, uses the floor to count on the signal along totrigger the floor counter.4.2.6 is fast speed changing; When the high speed counter value and the fastspeed changing point correspondence pulse number is equal, if the elevator isin the quick operating also this level has chooses the level signal,sends the fast speed changing signal. If the elevator medium speed movement oralthough the quick operating but this not chooses the level signal,then does not send speed changing the signal.4.2.7 areas signals; When high speed counter CNT47 value correspondsin the pulse number scope when the gate area, sends the gate areasignal.4.2.8 pulses signals failure detection; Pulse signal accurategathering and the transmission appears in the system especiallyimportantly, revolves the encoder for the examination and the pulsetransmission circuit breakdown, whether there is has designed thepulse signal and the errors and omissions pulse examination electriccircuit, guarantees the system normal operation through the real-timeexamination. In order to eliminate the pulse to count the accumulativeerror, in base station the establishment reset switch, turns on PLC highspeed counter CNT47 the replacement end.5. Software design characteristic5.1 uses the priority formationPosition and movement direction locates which according to theelevator, in the programming, has used four priorities formations,namely on good priority formation, on line of inferior priorityformation, under good priority formation, next line of inferiorpriority formation. When among them, on good priority formation forelevator upward movement, locates the upward movement calling signalin the elevator which above the position the floor sends out, thearray which should call which the signal cabin correspondence thefloor to have the pulse number depositing register constitutes. Whenprevious line of inferior priority formation for elevator upwardmovement, locates the upward movement calling signal in the elevatorwhich below the position the floor sends out, the formation whichshould call which the signal cabin correspondence the floor to havethe pulse number depositing register constitutes. Control system inelevator movement real-time arrangement four priorities exhibition,has provided the foundation for the realization stochastic logiccontrol.5.2 uses advanced first leaves the formationAccording to elevator movement direction, with to the priorityformation's in non-vanishing unit (has when call this unit is 70units, does not have when call then this unit for zero) (advancedsends in the register formation first to leave formation FIFO), theuse advanced first leaves the read-out instruction SFRDP instruction,sends in the FIFO first unit in data compares the register.5.3 uses the stochastic logical controlWhen the elevator approaches by some movement direction somefloor decelerates the position, distinguished whether this floor doeshave with to the calling signal (on a line of call symbolizedregister, next line of call symbolized when register, has callrequest, corresponding register is l, otherwise is 0), if has, thecorresponding register pulse number and the comparison register willcarry on the comparison, if will be same, then will decelerate in thisfloor stops: If is not same, then sends in this register data comparesthe register, and the original comparison register data preservation,carries out this floor to decelerate stops. After this movementfinished, the data which will preserve reis sent in compares theregister, will realize the stochastic logical control.5.4 uses the software demonstration The system use travelling schedule judgement floor, andtransforms the BCD code output, through hardware connection electriccircuit by LED demonstration.5.5 pair of frequency changers control PLC acts according to the stochastic logical control therequest, may send out to the frequency changer to the movement, thereverse movement, is decelerating as well as applies the brake thesignal, again controls the electrical machinery by the frequencychanger basis certain control rule and the control algorithm. At thesame time, when the system appears the breakdown, PLC to the frequencychanger sends out the signal.6. Concluding remark Uses elevator control system which the MIC340 elevatorspecial-purpose frequency changer constitutes, may realize theintellectualization which the elevator controls, but because theperiod of five days ladder and the elevator in person arrives eachlevel the population is the intelligent elevator is unable todetermine, even if uses the AITP artificial intelligence system, thetransmission transportation passenger flow information also is fuzzy,for solves the elevator this vertical transportation control systemtwo to be big cannot know the factor, will need us to go to theunceasing research and the exploration in the next work.译文:文中分析了电梯的负载特性,阐述了采用梯形加速曲线的电梯理想速度曲线,结合变频器和PLC的性能,论述了电梯控制系统的构成和工作特性。
1 英文文献翻译 PLC电梯控制科技类(电子电气自动化通信…英文文献翻译1 导言...................................................................... (1)2 系统结构...................................................................... .. (2)2.1 电力驱动系统...................................................................... .. (2)2.2 信号控制系统...................................................................... .. (2)2.3 要求...................................................................... (2)3 软件设计...................................................................... .. (4)3.1 厅门呼叫记录和显示...................................................................... .. (5)3.2 呼叫的集选控制...................................................................... . (6)3.3 呼叫的取消...................................................................... (6)3.4 电梯运行方向...................................................................... .. (7)3.5 电梯的停层...................................................................... (8)4 最小的等待时间算法...................................................................... (9)4.1 评估函数...................................................................... . (9)4.2 最小轮侯时间的计算...................................................................... .. (9)4.3 算法的实现...................................................................... . (10)结论...................................................................... .. (12)原文...................................................................... .. (13)参考文献...................................................................... (29)英文文献翻译1随着建筑技术的发展,楼房一座比一座高,电梯自然成了高楼大厦垂直运输的重要工具,承载着来往大厦里居住、办公、参观的人们可以舒适而又快捷到达目的地的责任。
翻译部分英文原文Design and Practice of an Elevator Control System Based on PLCAbstractThis paper describes the development of 2 nine-storey elevators control system for a residential building.The control system adopts PLC as controller,and uses a parallel connection dispatching rule based on"minimum waiting time"to run 2 elevators in parallel mode.The paper gives the basic structure,control principle and realization method of the PLC control system in detail. It also presents the ladder diagram of the key aspects of the system.The system has simple peripheral circuit and the operation result showed that it enhanced the reliability and performance of the elevators.1.IntroductionWith the development of architecture technology,the building is taller and tallerand elevators become important vertical transportation vehicles in high-rise buildings.They are responsible to transport passengers, living,working or visiting in the building,comfortable and efficiently to their destinations.So the elevator control system is essential in the smooth and safe operation of each elevator.It tells the elevator in what order to stop at floors,when to open or close the door and if there is a safety-critical issue.The traditional electrical control system of elevators is a relay-controlled system.It has the disadvantages such as complicated circuits,high fault ratio and poor dependability;and greatly affects the elevator’s running quality.Therefore,entrusted byan enterprise,we have improved electrical control system of a relay-controlled elevator in a residential building by using PLC.The result showed that the reformed system is reliable in operation and easy for maintenance.This paper introduces the basic structure,control principle and realization method of the elevator PLC control system in detail.2.System structureThe purpose of the elevator control system is to manage movement of an elevator in response to user’s requests.It is mainly composed of 2 parts:2.1.Electric power driving systemThe electric power driving system includes:the elevator car,the tractionmotor,door motor,brake mechanism and relevant switch circuits.Here we adopted a new type of LC series AC contactors to replace the old ones,and used PLC’s contacts to substitute the plenty of intermediate relays. The circuits of traction motor are reserved.Thus the original control cabinet’s disadvantages,such as big volume and high noise are overcome efficiently.2.2.Signal control systemThe elevator’s control signals are mostly realized by PLC.The input signals are:operation modes,operation control signals,car-calls,hall-calls,safety/protect signals, door open/close signal and leveling signal,etc.All control functions of the elevator system are realized by PLC program,such as registration,display and elimination of hall-calls or car-calls,position judgment of elevator car, choose layer and direction selection of the elevator,etc.The PLC signal control system diagram of elevator is showed in Figure 1.Figure 1 PLC signal control system diagram2.3.RequirementsThe goal of the development of the control system is to control 2 elevators in a 9-storey residential building.For each elevator,there is a sensor located at every floor.We can use these sensors to locate the current position of the elevator car.The elevator ar door can be opened and closed by a door motor.There are 2 sensors on the door that can inform the control system about the door’s position.There is another sensor on the door can detect objects when the door is closing.The elevator car’s up or down movement is controlled by a traction motor.Every floor,except the first and the top floor,has a pair of direction lamps indicating that the elevator is moving up or down.Every floor,has a seven segment LED to display the current location of the elevator car.The first step for the development of the elevator control is to define the basicrmally,the elevators behavior is defined as follows.(1)Running with a single elevatorGenerally,an elevator has three operation states: normal mode,fire-protection mode and maintenance mode.The maintenance mode has the highest priority. Only the maintenance mode is canceled can the other operation modes be implemented.The next is fire-protection mode,the elevator must return to the bottom floor or base station immediately when the fire switch acts.The elevator should turn to normal operation mode when the fire switch is reset.Under normal operation mode,the control system’s basic task is to command each elevator to move up or down,to stop or start and to open and close the door.But is has some constraints as follows:Each elevator has a set of 9 buttons on the car control panel,one for each floor.These buttons illuminate when they are pressed and cause the elevator to visit the corresponding floor.The illumination is canceled when the corresponding floor is visited by the elevator.Each floor,except the first and the top floor,has two buttons on the floor control panel,one to request an up-elevator,one to request a down-elevator.These buttons illuminate when they are pressed.The illumination is canceled when an elevator visits the floor,then moves in the desired direction.The buttons on the car control panel or the floor control panel are used to control the elevator’s motion.The elevator cannot pass a floor if a passenger wants to get off there.The elevator cannot stop at a floor unless someone wants to get off there.The elevator cannot change direction until it has served all onboard passengers traveling in the current direction, and a hall call cannot be served by a car going in the reverse direction.If an elevator has no requests,it remains at its current floor with its doors closed.(2)Parallel running with two elevatorsIn this situation,there are two elevators to serve the building simultaneously.It runs at 7am to 9am and 5pm to 7pm every day.When an elevator reaches a level,it will test if the stop is required or not.It will stop at this level when the stop is required.At the same time,to balance the number of stops,the operation of two elevators will follow a certain dispatching principle.An elevator doesn’t stop at a floor if another car is already stopping,or has been stopped there.The normal operation of elevators is implemented by cooperation of its electric power driving system and logic control system.3.Software designDue to the random nature of call time,call locations and the destination of passengers,the elevator control system is a typical real-time,random logic control system. Here we adopted collective selective control method with siemens PLC S7-200 CPU226 and its extension modules. There are 46 input points and 46 output points in the system.The I/O points are showed in Table1 and Table 2.Table 1 Input pointsTable 2 Output pointsAbout software designing,we adopt the modularized method to write ladder diagram programs.The information transmission between modules is achieved by intermediate register bit of PLC.The whole program is mainly composed of 10 modules: hall-call registration and display module,car-call registration and display module,the signal combination module,the hall-call cancel module,the elevator-location display module,the floor selection module,the moving direction control module,the door open/close module,the maintenance operation module and the dispatching module under parallel running mode.The design of the typical modules is described as follows:3.1.Hall-call registration and displayThere are two kinds of calls in an elevator:hall-call and car-call.When someone presses a button on the floor control panel,the signal will be registered and the corresponding lamp will illuminate.This is called hall-call registration.When a passenger presses a button in the elevator car, the signal will be registered and with the corresponding lamp illuminated.This is called car-call registration.Figure2 shows the ladder diagram of up hall-calls registration and display.The self-lock principle is used to guarantee the calls’continuous display.Figure 2 up hall-call registration and display3.2.The collective selection of the callsHere the collective selection control rules are used.As showed in Figure3,M5.1-M5.7,M6.0 and M6.1 are auxiliary relays in PLC.They denote the stopping request signal of 1st to 9th floor respectively.The auxiliary relay M6.2 denotes the elevator driver’s operation signal.When there is a call in a certain floor,the stopping signal of corresponding floor will output.When the elevator is operated by the driver,the hall-calls will not be served. And the elevator cannot pass a floor at which a passenger wishes to alight.3.3.The cancellation of the callsThe program of this module can make the elevator response the hall-calls which have the same direction as the car’s current direction,and when a hall-call is served, its registration will be canceled.The ladder diagram of up hall-calls’cancellation is showed in Figure4.Figure 3 The combination of the callsFigure 4 The cancellation of up callsIn Figure4,the auxiliary relay M4.0 is the up moving flag of the elevator.When the current direction of the elevator is up,M4.0’s contacts are closed;on the contrary, when the current direction of the elevator is down,M4.0’s contacts are opened.M0.1 to M0.7 denotes the car-calls’ stopping request signal of floor 2 to floor 8 respectively.This program has two functions:(1)Make the elevator response the normal down hall-calls when it is moving down,and when a down hall-call is served,its registration is canceled.(2)When the elevator is moving up,the corresponding floor’s down hall-call it passing by is not served and the registration is remained.The cancellation of down hall-calls is reversed with up hall-calls.3.4.Elevator’s directionThe elevator may be moving up or down,depending on the combination of hall-calls and car-calls.The following ladder diagram in Fig.5 illustrates that the elevator will move up.Figure 5 Up moving of the elevatorFigure5 shows that when the calls corresponding floor is higher than the elevator’s current location,the elevator will go up.Here the auxiliary relay M4.0 is used as the up-moving flag.When the elevator is moving up,the up-moving lamp is illuminated,so the M4.0 is connectedon.When the elevator arrives the top floor,the up-moving lamp is off and the timer starts.After 0.2s,the M4.0 is disconnected,the up-moving display is off.Here we used M4.0 to replace Q3.1 which can ensure the cancellation’s reliability.3.5.Elevator’s floor-stoppingFigure6 shows the ladder diagram of the elevator’s floor-stopping function.As showed in Figure6,M6.4 is the flag of floor-stopping signal.M6.6 is the floor-stopping signal sent by the driver.M7.0 is the fire signal sent by the fire switch.And M6.7 is the forced speed changing signal. When either of these contacts act,the system should send out the floor-stopping signal.4.Minimum waiting time algorithmIn traffic of elevator systems,there are two types of control task usually.The one is the basic control function to command each elevator to move up or down,to stop or start and to open and close the door.The other is the control of a group of elevators.The main requirements of a group control system in serving both,car and hall calls,should be:to provide even service to every floor in a building;to minimize the time spent by passengers waiting for service;to minimize the time spent by passengers to move from one floor to another;to serve as many passengers as possible in a given time[1].Figure 6 The elevator’s floor-stoppingThere are many dispatching algorithms for elevator’s group control.Such as Nearest-neighbor Algorithm[2], which the elevator always serve the closet request next; Zoning Algorithm[3] which by analyzing the traffic of elevator system with unequal floor and population demand to dispatch the elevator;and Odd-even rule, which an elevator only serves the odd floor and the other only serves the even floor.The Nearest-neighbor Algorithm minimizes the length of the elevator’s empty move to the next request.it usually has very small average waiting times,but individual waiting times can become quite large[2].The Zoning Algorithm usually used in buildings which has heavy traffic situations,such as the office building at lunch time.Compared to the office building and shopping mall, the traffic flow of residential buildings is relatively low and even in every floor.Secondly,people usually think of elevators as purely functional objects and the experience of riding an elevator is time waited for most of them. Furthermore,there exist immense problems when attempting to satisfy all requirements.Considering all of the reasons above,we adopted the “minimum waiting time”algorithm to realize the 2 elevators’parallel running[4].4.1.Evaluation functionThe goal of the“minimum waiting time”algorithm is to predict the eachelevator’s response time according to all calls,and select the elevator which has the shortest response time to serve.When there is a call,the system calculates out the function values of each elevator according the evaluation function showed in(1)and(2):J(*)=Min[J(1),J(2),…,J(n)] (1)J(i)=Tr(i)+KTd(i)+KTo(i)i=1,2,...,n (2)J(i)is the evaluation index of each elevator;Tr(i) denotes the time of the elevator directly moving to the destination corresponding the latest call from its current floor;To(i)denotes the additional acceleration and deceleration time of a floor-stop of the elevator;Td(i) denotes the average time of the passenger boarding and alighting the elevator;and K is the sum of hall-calls and car-calls.But when a hall-call and a car call corresponds the same floor,the K is only calculated one time.4.2.Calculation of minimum waiting timeIn equation(2),K is a certain value,To and Td can be obtained by means of statistics.Tr=T*L,where T denotes the average time of the elevator passing by one floor;L denotes the desired floors of the elevator from current floor to the hall-call floor.In order to calculate the L value,we defined the 2 elevators are A and B respectively;YA,YB denotes the current floor of elevator A and B respectively.H is the corresponding key value when a hall-call button is pressed,and H=floor number of the hall-call.We defined 4 tables for the PLC realization:up hall-call registration table,down hall-call registration table,car-call registration table of A and car-call registration table of B.When a certain call button is pressed,its floor value is recorded in corresponding table.Here we take elevator A as an example.First,define the variable MA,MB and MW.Where MA,MB denotes the extreme value of car-calls with same direction of A or B’s movement respectively.When elevator A is up-moving,set MA is equal to the maximum value in car-call registration table A;when elevator A is down-moving,set MA is equal to the minimum value in car-call registration table A.MW denotes the extreme value of hall-calls with same direction of A’s movement.When elevator A is up-moving and up-hall-call value≥YA,set MW=0;otherwise,set MW is equal to the minimum value in up-hall-call registration table A.When elevator A is down-moving and up-hall-call value≤YA,set MW=0;otherwise,set MW is equal to the maximum value in down-hall-call registration table A.Thus,we can determine the L value according to YA,H, MA and MW.There are 3 situations:(1)When the hall-call’s direction is opposite to elevator A’s movement:L=|YA-MA|+|MA-H|(3)(2)When the hall-call’s direction is same as elevator A’s movement and it is in the front of elevator A:L=|YA-H|(4)(3)When the hall-call’s direction is same as the elevator A’s movement and it is in the back of elevator A:L=|YA-MA|+|MA-MW|+|H-MW|(5)So the i-th floor’s minimum waiting time can be calculated by(6)as follows:Time(i)=TL(i)+KTd(i)+KTo(i)i=1,2,...,n(6)When the calls change during the operation of elevators,the system calculates the minimum waiting time of each elevator.Then it allocates the current call to the elevator which has small value.When the each elevator has the same value,then the current call is prior to elevator A.When an elevator is wrong or not in service,the system can exit the dispatching algorithm and turns to a single elevator running mode.4.3.Algorithm realizationCompared with single elevator running mode,the parallel running mode is mainly different at the processing method about hall-calls.The former uses collective selective control method,and the latter uses dispatch rule combined with collective selective control method.Here the system is to control a 9-storey building,so we choose two Siemens S7-200 PLCs(CPU226)and its Extensive Modules to control the single elevator respectively.And by using PPI Protocol to realize the communication between 2 PLCs.The PPI Protocol adopts master-slave communication mode,so we defined elevator A as the master and elevator B as the slave.By communication program,the 2 PLCs can exchange the massage such as the current position, hall-calls or car-calls and moving direction.Then by using“minimum waiting time”algorithm,the system realizes the optimal operation of 2 elevators.Figure7 shows the ladder program of the car-calls extreme value calculation of elevator A.In Figure7,VB121~VB130 is the register address of elevator A’s car-call corresponding to each floor,Q3.1 is the up-moving lamp of elevator A,and the car-calls extreme value is saved in VB120.Figure 7 The car-calls extreme value calculation of elevator A5.ConclusionsIn this paper,we have improved an old elevator control system by using PLC,and realized the group control of 2 elevators.The new control system has been operated for 1 year,and its operation scenarios are as follows:(1)Down–PeakThis traffic condition concerns people out of the building in the morning between 7am to 9am.(2)Up–PeakThis condition concerns people entering the building between 5pm to 7pm.(3)OtherIt covers the day from 6:00 to 0:00 except the two situations above.And in this situation,there is only one elevator running.The results are expressed via an average waiting time and maximum waiting time(both given in seconds)are collected in Tables 3 and 4.Table 3Average and maximum waiting time(before reformed)Due to the nonparallel running before the reform,so the average waiting time and maximum waiting time of down–peak and the up–peak are very longer than the reformed.The practice results have showed the better performance of the improved control system.References[1]Ricardo Gudwin,Fernando Gomide,Marcio(1998).“A Fuzzy Elevator Group Controller With Linear Context Adaptation”.IEEE World Congress on Computational Intelligence.V ol.12,No.5,pp.481-486.[2]Philipp Friese,Jorg Rambau(2006).“Online-optimization of multi-elevator transport systems with reoptimization algorithms based on set-partitioning models”.Discrete Applied Mathematics.No.154,pp.1908-1931.[3]Zheng Yanjun,Zhang Huiqiao,Ye Qingtai,Zhu Changming.(2001).“The Research on Elevator Dynamic Zoning Algorithm and It's Genetic Evolution”.Computer Engineering and Applications,No.22,pp.58-61.[4]Xiaodong Zhu,Qingshan Zeng(2006).“A Elevator Group Control Algorithm for Minimum Waiting Time Based On PLC”.Journal of Hoisting and Conveying Machiner,No.6, pp.38-40中文译文基于PLC电梯控制系统的设计与实践摘要本文介绍了二组9层电梯的住宅楼宇控制系统的发展。

中文2828字附录附录A 外文文献Elevator System Based on PLCComposed by the order of relay control system is a realization of the first elevator control method. However, to enter the nineties, with the development of science and technology and the widespread application of computer technology, the safety of elevators, reliability of the increasingly high demand on the relay control weaknesses are becoming evident.Elevator control system relays the failure rate high, greatly reduces the reliability and safety of elevators, and escalators stopped often to take with the staff about the inconvenience and fear. And the event rather than taking the lift or squat at the end of the lift will not only cause damage to mechanical components, but also personal accident may occur.Programmable Logic Controller (PLC) is the first order logic control in accordance with the needs of developed specifically for industrial environment applications to operate the electronic digital computing device. Given its advantages, at present, the relay control the lift has been gradually replaced by PLC control. At the same time, AC variable frequency motor speed control technology, the way the lift drag speed has been a gradual transition from DC to AC frequency converter. Thus, PLC control technology increases VVVF Elevator modern technology has become a hot industry.1. PLC elevator control advantages(1) used in elevator control PLC, with software for automatic control of lift operation, reliability greatly increased.(2) layer was removed and a majority of the relay, the control system structure is simple, to simplify the external circuit.(3) PLC can be a variety of complex control system, easy to add or change control functions.(4) PLC can be automated fault detection and alarm display to improve the operation of security and ease of maintenance.(5) for the group control the allocation and management, and improve the efficiency of elevator operation.(6) do not need to change the control scheme changes when the hardware connection.2. VVVF elevator control characteristicsWith the power electronics, microelectronics and computer technology to control the rapid development of technology, communication technology VVVF also a very rapid rate. AC variable frequency motor speed control technology is the power to improve the process in order to improve product quality and improving the environment and promoting technological progress as a primary means. Frequency of its excellent performance and the speed brake from a smooth performance, high efficiency, high power factor and power-saving effect of a broad scope of application and many other advantages of being at home and abroad recognized as the most promising approach speed.Exchange characteristics of VVVF Elevator.(1)low energy consumption.(2)low load circuit, the required emergency power supply device of small In the acceleration stage, the required start-up current of less than 2.5 times the rated current. Peak starting current and time is short. Since the starting current is drastically reduced, so power consumption and power supply cable diameter can be reduced a lot. Required for emergency power supply devices are also relatively small size.(3) high reliability and long service life.(4)good comfort Elevator operation is best to follow the speed curve of a given operation. Their characteristics can be adapted to human feelings, and to ensure that noise operation, smooth brake Ping layer and high precision(5) Stable noise-free(6) In the car, the engine room and adjacent areas to ensure that noise. Because their systems use a high clock frequency. Always produce a true sine wave power supply current yet. Motor torque ripple does not appear. Therefore, to eliminate vibration and noise.3. Elevator control technologyThe so-called elevator control technology refers to the elevator drive system and electrical control system of automatic control. 70 as the 20th century in China's elevator was marked by the exchange of two-speed elevator. Its speed is used to change the elevator traction motor of the very few, two or multi-level approach to the number of windings, very few of them as high-speed winding of the winding, a very few number of windings as the low-speed winding. Windings for high-speed elevator-speed start-up and running, low-speed windings for braking and the maintenance of elevators.The early 80s, VVVF inverter controlled variable lift system available. It uses AC motor drives, are able to reach the level of DC motor, control the speed of the current has reached 6 m / sec. Its small size, light weight, high efficiency, energy saving, including the past almost all the advantages of the lift. Is the latest elevator drive system.Operation in vertical lift, there is also the starting point of the terminus station. For more than three-story elevator buildings, the starting point of the terminal stations and stops between the had not, the starting point for these stations at the first floor of the terminal located at the highest floor. Starting point in the first floor of the station known as base stations, known as the starting point at both ends of the terminal stations and stations at both ends of intermediate stops between stations.Outside the station has a call box, box set are used by staff for elevator call button or touch the call button, the general ends of the lift stations in the call box on the Settings button or touch of a button. Middle layer of the station set up the call box button or touch button 2. No drivers for the control of elevators, at various stations are set up calls me on a button or touch button. Elevator car and the internal settings (except for debris elevator) to manipulate me. Control box switch on the handle or set up stations and the corresponding layer of buttons or touch-button control box on the touch-control button or command button or touch the city button. Outside the command button or touch-button issue as the signal outside the command signal, within the command button or touch-button issue within the signal as a command signal. 80 In the mid-20th century, the touch button has been replaced by micro-button.As the elevator call box outside the base station, in addition to set up a call button or touch button, but also set a key switch in order to work the elevator clearance. Drivers or management staff to open the elevator to the base station can wriggle through a dedicated key to the key switch. Close the elevator in place to automatically cut off the elevator control power supply or power supply.4. PLC Control Elevator DesignWith the continuous development of urban construction, the increasing high-rise buildings, elevators and life in the national economy has a broad application. Elevator high-rise buildings as a means of transport in the vertical run of daily life has been inextricably linked with people. In fact the lift is based on external call control signals, as well as the laws of their own, such as running, and the call is random, the lift is actually a man-machine interactive control system, simple to use control or logic control order can not meet the control requirements, and therefore , elevator control system uses a random control logic. Elevator control is currently generally used in two ways, first, the use of computer as a signal control unit, the completion of the lift signal acquisition,operation and function of the set, to achieve the lift and set the automatic scheduling function to run the election, drag the control from inverter to complete; the second control mode with programmable logic controller (PLC) to replace the computer control signal sets the election. From the control and performance, these two types of methods and there is no significant difference. Most of the domestic manufacturers to choose the second approach, because the smaller scale of production, their design and manufacture of high cost of computer control devices; and PLC high reliability, convenient and flexible program design, anti-interference ability, stable and reliable operation of the characteristics of Therefore, the elevator control system is now widely used to realize programmable controller.5. Elevator control system characteristicsOperation of the lift curve is above the start to run comfort indicators lift the key features, and comfort are directly related with the acceleration, according to control theory, for a certain amount of change according to the law must be directly controlled, for elevator control system, according to the ideal acceleration curve acceleration feedback to be used, in accordance with the motor torque equation: M-MZ = ΔM = J (dn / dt), can be seen reflected in the rate of change of acceleration of the system of dynamic torque changes on the control system to control the acceleration of the dynamic torque ΔM = M-MZ. Therefore, during this time to control the use of the principle of acceleration, when the start rate of increase in steady-state value above 90%, the acceleration control system by the switch to speed control, as in paragraph steady speed, speed control for the constant fluctuations in the smaller, little change in acceleration, speed and the use of closed-loop control can maintain a steady-state speed accuracy and precision for the braking section to create the conditions ping layer. Is rising at a rate in the system, and although the above-speed PI regulator used to control, but two of the PI parameters are different in order to improve the system dynamic response indicators. The brakein the system, that is, to reduce the speed of control necessary to ensure the comfort, but also strictly in accordance with the operation of the lift of the relationship between speed and distance control to ensure the accuracy of flat layers. To the speed in the system before 120r/min, in order to take into account both be taken to control the acceleration of time-based and at the same time in each braking distance based on actual speed and speed deviations from the theory to fix the acceleration curve of a given method. For example, from a flat layer at the distance L, the speed should be reduced to Vm / s, while the actual high speed V'm / s, is illustrated by the increase in the braking torque is not enough here, therefore to calculate value determined by the speed-ag after it combined with a negative deviation of ε, even here the value given by the speed of amended - (ag + ε) so that a given rate of deceleration and the actual increase of negative bias, which increases braking torque big, so fast down to the standard value, when the motor speed 120r/min down after the car at this time only a dozen or so cm layer anomaly, low speed lift, in order to prevent yet floor parking area on the phenomenon in order to enable faster access to the lift to floor area ratio adjustment used in this paragraph and the use of optimal control of time in order to ensure accurate and timely access to elevator floor area, in order to achieve accurate and reliable level layer.附录B 中文翻译PLC控制下的电梯系统由继电器组成的顺序控制系统是最早的一种实现电梯控制的方法。
Application of PLCPLC is one kind specially for the digital operation operation electronic installation which applies under the industry environment designs. It uses may the coding memory, uses for in its internal memory operation and so on actuating logic operation, sequence operation, time, counting and arithmetic operation instructions, and can through digital or the simulation-like input and the output, controls each type the machinery or the production process. PLC and the related auxiliary equipment should according to form a whole easy with the industrial control system, easy to expand its function the principle to design.”In the 1970s the last stage, the programmable controller entered the practical application development phase, the computer technology has introduced in comprehensively the programmable controller, causes its function to have the leap. The higher operating speed, the subminiature volume, the more reliable industry antijamming design, the simulation quantity operation, the PID function and the extremely high performance-to-price ratio has established it in the modern industry status. In the early-1980s, the programmable controller has obtained the widespread application in the advanced industrial nation. This time programmable controller develops the characteristic is large-scale, the high velocity, the high performance, the product seriation. This stage's another characteristic is in the world produces the programmable controller's country to increase day by day, the output rises day by day. This symbolizes that the programmable controller marched into the mature stage.The 20th century last stage, the programmable controller's development characteristic was even more adapts in the modern industry need. From the control scale, this time has developed the large-scale machinery and subminiature machine; From the control, was born various special function unit, used in the pressure, the temperature, the rotational speed, the displacement and so on all kinds of control situation; From product necessary ability, has produced each kind of man-machine contact surface unit, the correspondence unit, caused to apply the programmable controller's industrial control equipment necessary to be easier. At present, the programmable controller in domain and so on machine manufacture, petroleum chemical industry, metallurgy steel and iron, automobile, light industry applications obtained the considerable development.Our country programmable controller's introduction, applies, the development, the production to follow the reform and open policy to start. At first has used the programmable controller massively in the introduction equipment. Then expanded the PLC application unceasingly in each kind of enterprise's production equipment and the product. At present, our country have been possible to produce the middle and small scale programmable controller. East Shanghai the room electricity Limited company produces the CF series, Hangzhou engine bed electrical equipment factory production's DKK and D series, Dalian Aggregate machine-tool Research institute produces S series, the Suzhou Electronic accounting machine Factory production's YZ series and so on many kinds of products have had certain scale and have obtained the application in the manufactured products. In addition, the non-flowers of tin light company, Chinese-foreign joint ventures and so on Shanghai Township Island Company are also our country quite famous PLC Manufacturers. May anticipate that along with our country modernization process's thorough, PLC will have the broader application world in our country.Uses the manual operation in view of the YNL draw die machine electric control system, the existence operation is complex, the operation requests high, needs specially shortcomings and so on operators, has designed PLC the control system. Has given the electrical machinery main return route, the PLC periphery wiring diagram; Has established the systems operation trapezoidal chart and the instruction list; And to this system key element shaping. After the improvement control system has realized the entire system board process automation, not only raised the production efficiency, but also has saved the labor force, reduced the production cost, may obtain a greater economic efficiency.PLC的应用PLC是一种专门为在工业环境下应用而设计的数字运算操作的电子装置。

机械专业中英文文献翻译Elevator System Based on PLCComposed by the order of relay control system is a realization of the first elevator control method. However, to enter the nineties, with the development of science and technology and the widespread application of computer technology, the safety of elevators, reliability of the increasingly high demand on the relay control weaknesses are becoming evident.Elevator control system relays the failure rate high, greatly reduces the reliability and safety of elevators, and escalators stopped often to take with the staff about the inconvenience and fear. And the event rather than taking the lift or squat at the end of the lift will not only cause damage to mechanical components, but also personal accident may occur.Programmable Logic Controller (PLC) is the first order logic control in accordance with the needs of developed specifically for industrial environment applications to operate the electronic digital computing device. Given its advantages, at present, the relay control the lift has been gradually replaced by PLC control. At the same time, AC variable frequency motor speed control technology, the way the lift drag speed has been a gradual transition from DC to AC frequency converter. Thus, PLC control technology increases VVVF Elevator modern technology has become a hot industry.1. PLC elevator control advantages(1) used in elevator control PLC, with software for automatic control of liftoperation, reliability greatly increased.(2) layer was removed and a majority of the relay, the control system structure issimple, to simplify the external circuit.(3) PLC can be a variety of complex control system, easy to add or changecontrol functions.(4) PLC can be automated fault detection and alarm display to improve theoperation of security and ease of maintenance.(5) for the group control the allocation and management, and improve theefficiency of elevator operation.(6) do not need to change the control scheme changes when the hardware connection.2. VVVF elevator control characteristicsWith the power electronics, microelectronics and computer technology to control the rapid development of technology, communication technology VVVF also a very rapid rate. AC variable frequency motor speed control technology is the power to improve the process in order to improve product quality and improving the environment and promoting technological progress as a primary means. Frequency of its excellent performance and the speed brake from a smooth performance, high efficiency, high power factor and power-saving effect of a broad scope of application and many other advantages of being at home and abroad recognized as the most promising approach speedExchange characteristics of VVVF Elevator(1)low energy consumption(2) low load circuit, the required emergency power supply device of smallIn the acceleration stage, the required start-up current of less than 2.5 times the rated current. Peak starting current and time is short. Since the starting current is drastically reduced, so power consumption and power supply cable diameter can be reduced a lot. Required for emergency power supply devices are also relatively small size.(3) high reliability and long service life.(4) good comfortElevator operation is best to follow the speed curve of a given operation. Their characteristics can be adapted to human feelings, and to ensure that noise operation, smooth brakePing layer and high precision(5) Stable noise-free(6) In the car, the engine room and adjacent areas to ensure that noise. Because their systems use a high clock frequency. Always produce a true sine wave power supply current yet. Motor torque ripple does not appear. Therefore, to eliminate vibration and noise.3. Elevator control technologyThe so-called elevator control technology refers to the elevator drive system and electrical control system of automatic control. 70 as the 20th century in China's elevator was marked by the exchange of two-speed elevator. Its speed is used to change the elevator traction motor of the very few, two or multi-level approach to the number of windings, very few of them as high-speed winding of the winding, a very few number of windings as the low-speed winding. Windings for high-speedelevator-speed start-up and running, low-speed windings for braking and the maintenance of elevators.The early 80s, VVVF inverter controlled variable lift system available. It uses AC motor drives, are able to reach the level of DC motor, control the speed of the current has reached 6 m / sec. Its small size, light weight, high efficiency, energy saving, including the past almost all the advantages of the lift. Is the latest elevator drive system.Operation in vertical lift, there is also the starting point of the terminus station. For more than three-story elevator buildings, the starting point of the terminal stations and stops between the had not, the starting point for these stations at the first floor of the terminal located at the highest floor. Starting point in the first floor of the station known as base stations, known as the starting point at both ends of the terminal stations and stations at both ends of intermediate stops between stations.Outside the station has a call box, box set are used by staff for elevator call button or touch the call button, the general ends of the lift stations in the call box on the Settings button or touch of a button. Middle layer of the station set up the call box button or touch button 2. No drivers for the control of elevators, at various stations are set up calls me on a button or touch button. Elevator car and the internal settings (except for debris elevator) to manipulate me. Control box switch on the handle or set up stations and the corresponding layer of buttons or touch-button control box on the touch-control button or command button or touch the city button. Outside the command button or touch-button issue as the signal outside the command signal, within the command button or touch-button issue within the signal as a command signal. 80 In the mid-20th century, the touch button has been replaced by micro-button.As the elevator call box outside the base station, in addition to set up a call button or touch button, but also set a key switch in order to work the elevator clearance. Drivers or management staff to open the elevator to the base station can wriggle through a dedicated key to the key switch. Close the elevator in place to automatically cut off the elevator control power supply or power supply.4. PLC Control Elevator DesignWith the continuous development of urban construction, the increasing high-rise buildings, elevators and life in the national economy has a broad application. Elevator high-rise buildings as a means of transport in the vertical run of daily life has beeninextricably linked with people. In fact the lift is based on external call control signals, as well as the laws of their own, such as running, and the call is random, the lift is actually a man-machine interactive control system, simple to use control or logic control order can not meet the control requirements, and therefore , elevator control system uses a random control logic. Elevator control is currently generally used in two ways, first, the use of computer as a signal control unit, the completion of the lift signal acquisition, operation and function of the set, to achieve the lift and set the automatic scheduling function to run the election, drag the control from inverter to complete; the second control mode with programmable logic controller (PLC) to replace the computer control signal sets the election. From the control and performance, these two types of methods and there is no significant difference. Most of the domestic manufacturers to choose the second approach, because the smaller scale of production, their design and manufacture of high cost of computer control devices; and PLC high reliability, convenient and flexible program design, anti-interference ability, stable and reliable operation of the characteristics of Therefore, the elevator control system is now widely used to realize programmable controller.5. Elevator control system characteristicsOperation of the lift curve is above the start to run comfort indicators lift the key features, and comfort are directly related with the acceleration, according to control theory, for a certain amount of change according to the law must be directly controlled, for elevator control system, according to the ideal acceleration curve acceleration feedback to be used, in accordance with the motor torque equation: M-MZ = ΔM = J (dn / dt), can be seen reflected in the rate of change of acceleration of the system of dynamic torque changes on the control system to control the acceleration of the dynamic torque ΔM = M-MZ. Therefore, during this time to control the use of the principle of acceleration, when the start rate of increase in steady-state value above 90%, the acceleration control system by the switch to speed control, as in paragraph steady speed, speed control for the constant fluctuations in the smaller, little change in acceleration, speed and the use of closed-loop control can maintain a steady-state speed accuracy and precision for the braking section to create the conditions ping layer. Is rising at a rate in the system, and although the above-speed PI regulator used to control, but two of the PI parameters are different in order to improve the system dynamic response indicators. The brake in the system,that is, to reduce the speed of control necessary to ensure the comfort, but also strictly in accordance with the operation of the lift of the relationship between speed and distance control to ensure the accuracy of flat layers. To the speed in the system before 120r/min, in order to take into account both be taken to control the acceleration of time-based and at the same time in each braking distance based on actual speed and speed deviations from the theory to fix the acceleration curve of a given method. For example, from a flat layer at the distance L, the speed should be reduced to Vm / s, while the actual high speed V'm / s, is illustrated by the increase in the braking torque is not enough here, therefore to calculate value determined by the speed-ag after it combined with a negative deviation of ε, even here the value given by the speed of amended - (ag + ε) so that a given rate of deceleration and the actual increase of negative bias, which increases braking torque big, so fast down to the standard value, when the motor speed 120r/min down after the car at this time only a dozen or so cm layer anomaly, low speed lift, in order to prevent yet floor parking area on the phenomenon in order to enable faster access to the lift to floor area ratio adjustment used in this paragraph and the use of optimal control of time in order to ensure accurate and timely access to elevator floor area, in order to achieve accurate and reliable level layer.PLC控制下的电梯系统由继电器组成的顺序控制系统是最早的一种实现电梯控制的方法。
PLC Control of the Application1 MotivationProgrammable Logic Controllers (PLC), a computing device invented by Richard E.Morley in1968,have been widely used in industry including manufacturing systems, transportation systems, chemical process facilities, and many others. At that time, the PLC replaced the hardwired logic with soft-wired logic or so-called relay ladder logic (RLL), a programming language visually resembling the hardwired logic, and reduced thereby the configuration time from 6 months down to 6 days.Although PC based control has started to come into place, PLC based control will remain the technique to which the majority of industrial applications will adhere due to its higher performance, lower price, and superior reliability in harsh environments. Moreover, according to a study on the PLC market of Frost and Sullivan[1995], an increase of the annual sales volume to 15 million PLCs per year with the hardware value of more than 8 billion US dollars has been predicted, though the prices of computing hardware is steadily dropping. The inventor of the PLC, Richard E Morley, fairly considers the PLC market as a 5-billion industry at the present time.Particularly, practical problems in PLC programming are to eliminate software bugs and to reduce the maintenance costs of old ladder logic programs. Though the hardware costs of PLCs are dropping continuously, reducing the scan time of the ladder logic is still an issue in industry so that low-cost PLCs can be used.In general, the productivity in generating PLC is far behind compared to other domains, for instance, VLSI design, where efficient computer aided design tools are in practice. Existent software engineering methodologies are not necessarily applicable to the PLC based software design because PLC-programming requires a simultaneous consideration of hardware and software. The software design becomes, thereby, more and more the major cost driver. In many industrial design projects, more than SO0/a of the manpower allocated for the control system design and installation is scheduled for testing and debugging PLC programs [Rockwell, 1999].In addition, current PLC based control systems are not properly designed to support the growing demand for flexibility and reconfigure ability of manufacturing systems. A further problem, impelling the need for a systematic design methodology, is the increasing software complexity in large-scale projects.1 Objective and Significance of the ThesisThe objective of this thesis is to develop a systematic software design methodology for PLC operated automation systems. The design methodology involves high-level description based on state transition models that treat automation control systems as discrete event systems, a stepwise design process, and set of design rules providing guidance and measurements to achieve a successful design. The tangible outcome of this research is to find a way to reduce the uncertainty in managing the control software development process, that is, reducing programming and debugging time and their variation, increasing flexibility of the automation systems, and enabling software reusability through modularity. The goal is to overcome shortcomings of current programming strategies that are based on the experience of the individual software developer.A systematic approach to designing PLC software can overcome deficiencies in the traditional way of programming manufacturing control systems, and can have wide ramifications in several industrial applications. Automation control systems are modeled by formal languages or, equivalently, by state machines. Formal representations provide a high-level description of the behavior of the system to be controlled. State machines can be analytically evaluated as to whether or not they meet the desired goals. Secondly, a state machine description provides a structured representation to convey the logical requirements and constraints such as detailed safety rules. Thirdly, well-defined control systems design outcomes are conducive to automatic code generation- An ability to produce control software executable on commercial distinct logic controllers can reduce programming lead-time and labor cost. In particular, the thesis is relevant with respect to the following aspects.(1) Customer-Driven ManufacturingIn modern manufacturing, systems are characterized by product and process innovation, become customer-driven and thus have to respond quickly to changing system requirements. A major challenge is therefore to provide enabling technologies that can economically reconfigure automation control systems in response to changing needs and new opportunities. Design and operational knowledge can be reused in real-time, therefore, giving a significant competitive edge in industrial practice.(2) Higher Degree of Design Automation and Software QualityStudies have shown that programming methodologies in automation systems have not been able to match rapid increase in use of computing resources. For instance, the programming of PLCs still relies on a conventional programming style with ladder logic diagrams. As a result, the delays and resources in programming are a major stumbling stone for the progress of manufacturing industry. Testing and debugging may consume over 50% of the manpower allocated for the PLC program design. Standards [IEC 60848, 1999; IEC-61131-3, 1993; IEC 61499, 1998; ISO 15745-1, 1999] have been formed to fix and disseminate state-of-the-art design methods, but they normally cannot participate in advancing the knowledge of efficient program and system design.A systematic approach will increase the level of design automation through reusing existing software components, and will provide methods to make large-scale system design manageable. Likewise, it will improve software quality and reliability and will be relevant to systems high security standards, especially those having hazardous impact on the environment such as airport control, and public railroads.(3) System ComplexityThe software industry is regarded as a performance destructor and complexity generator. Steadily shrinking hardware prices spoils the need for software performance in terms of code optimization and efficiency. The result is that massive and less efficient software code on one hand outpaces the gains in hardware performance on the other hand. Secondly, software proliferates into complexity of unmanageable dimensions; software redesign and maintenance-essential in modern automation systems-becomes nearly impossible. Particularly, PLC programs have evolved from a couple lines of code 25 years ago to thousands of lines of code with a similar number of I/O points. Increased safety, for instance new policies on fire protection, and the flexibility of modern automation systems add complexity to the program design process. Consequently, the life-cycle cost of software is a permanently growing fraction of the total cost. 80-90% of these costs are going into software maintenance, debugging, adaptation and expansion to meet changing needs.(4) Design Theory DevelopmentToday, the primary focus of most design research is based on mechanical or electrical products. One of the by-products of this proposed research is to enhance our fundamental understanding of design theory and methodology by extending it to thefield of engineering systems design. A system design theory for large-scale and complex system is not yet fully developed. Particularly, the question of how to simplify a complicated or complex design task has not been tackled in a scientific way. Furthermore, building a bridge between design theory and the latest epistemological outcomes of formal representations in computer sciences and operations research, such as discrete event system modeling, can advance future development in engineering design.(5) Application in Logical Hardware DesignFrom a logical perspective, PLC software design is similar to the hardware design of integrated circuits. Modern VLSI designs are extremely complex with several million parts and a product development time of 3 years [Whitney, 1996]. The design process is normally separated into a component design and a system design stage. At component design stage, single functions are designed and verified. At system design stage, components are aggregated and the whole system behavior and functionality is tested through simulation. In general, a complete verification is impossible. Hence, a systematic approach as exemplified for the PLC program design may impact the logical hardware design.关于PLC的控制应用1 前言可编程序的逻辑控制器(PLC),是由Richard E. Morley 于1968年发明的,如今已经被广泛的应用于生产、运输、化学等工业中。

PLC在电梯控制系统中的应用[摘要] 电梯是一种特殊的垂直运输工具,随时影响着人们的工作、生活、学习。
因此,人们对电梯的安全性、稳定性、方便性等功能的关注越来越高。
本文主要通过对电梯的基本构成、基本功能的分析,来探讨plc在电梯控制系统的应用。
[关键词] plc 电梯控制系统应用可编程序控制器(programmable logical controller,简称plc)是近十几年发展起来的一种新型工业控制器,由于它具有编程灵活简单、功能强大、抗干扰性强、使用和维修方便、应用面广等优点,在工业生产控制中广泛地得到应用。
电梯是由多许机械构件和电子、电气、大规模集成电路组成的控制系统所组成的。
目前,电梯控制系统主要有三种控制方式,即继电器控制、plc控制、微机控制。
但由于继电器控制系统故障率高,微机控制系统抗干扰能力弱,所以plc控制已成为目前电梯系统中使用最多的控制方式。
以下将通过对电梯的基本构成、基本功能的分析,来探讨plc在电梯控制系统的如何应用。
一、电梯的基本构成电梯是一种较为复杂的机电一体化的设备,一台完整的电梯主要由成土建部分、机械部分和电气部分组成,其中电气系统由拖动系统和控制系统组成。
而电梯的控制系统大致有以下几部分组成:轿内指令登记与消号、厅外召唤登记与消号、安全保护线路、定向选层线路、启动线路、减速平层线路、楼层指示线路、开关门按控制线路、驱动回路控制线路、检修运行线路、消防运行线路、主控回路等。
这几部分共同构成电梯的控制系统,实现电梯的登记、开关门、启动、运行、减速、平层等各种功能。
二、电梯控制系统的基本功能1、轿内指令和层站召唤线路轿内操纵箱上对应每一层楼设一个带灯的按钮,也称指令按钮。
乘客入轿厢后,按下要去的目的层站按钮,按钮灯点亮,轿内指令登记,运行到达目的层站后,该指令被消除,按钮灯熄灭。
电梯的层站召唤信号是通过各个楼层门口旁的按钮实现的,除顶层只有下呼按钮,底层只有上呼按钮外,其余每层都有上、下召唤按钮。
PLC在电梯运行监控系统中的应用案例引言随着现代城市化进程迅猛发展,电梯作为一个重要的垂直交通工具,得到了广泛的应用。
然而,电梯运行中的安全问题一直备受关注。
为了确保电梯的安全运行,PLC(Programmable Logic Controller,可编程逻辑控制器)被引入到电梯运行监控系统中,极大地提高了电梯的安全性和可靠性。
本文将重点介绍PLC在电梯运行监控系统中的应用案例。
1. PLC在电梯故障检测中的应用PLC作为电梯控制系统的核心,可以实时监测电梯运行状态,并快速响应故障情况。
通过与各种传感器的连接,PLC能够检测电梯的电源、限速器、门锁等关键部件的工作状态,一旦发现异常,PLC会发出警报信号,并迅速采取措施,如停止电梯运行,以确保乘客的安全。
2. PLC在电梯故障诊断中的应用PLC还可以对电梯故障进行诊断,通过运行预设的故障检测程序,PLC可以分析电梯故障的原因,并将诊断结果进行显示或存储。
例如,当电梯出现电源故障时,PLC可以通过与电源控制模块的通信,判断故障是否是由电源供应不足或过载引起,然后相应地采取措施修复故障。
3. PLC在电梯调度控制中的应用电梯调度控制是电梯系统中的重要环节,它决定了电梯的运行效率和乘客的等候时间。
PLC可以根据乘客的楼层选择和电梯的当前位置,智能地控制电梯的开关门和运行方向。
通过与调度算法的结合,PLC可以实现电梯的自动调度,提高运行效率,减少乘客的等候时间。
4. PLC在电梯安全保护中的应用为了确保电梯在发生紧急情况时能够及时停止运行,保护乘客的生命安全,PLC在电梯安全保护中发挥着重要作用。
当PLC接收到紧急停止信号时,它会立即切断电梯的电源,并在控制面板上显示相应的报警信息。
此外,PLC还可以与消防系统、监控系统等外部设备实现联动,提高电梯的整体安全性。
5. PLC在电梯远程监控中的应用随着物联网技术的发展,远程监控成为了电梯运行管理的重要手段。
Variable Frequency Speed-regulation System of ElevatorUsing PLC TechnologyAbstract-In this paper, the system of variable frequency speed-regulation based on PLC was proposed. Firstly, the overall structure of control system was determined. Inverter and programmable logic controller were chosen to complete variable frequency speed-regulation. Secondly, parameters of inverter were set by develop system hardware. PLC drive selection and 110 points distribution were completed; rotary encoder was connected with PLC interface. Finally, the software flow charts and ladder programs were designed by analysis of elevator system on the basis of software design methods.Keywords-variable frequency speed-regulation; program; logic controller; elevator control systemI. INTRODUCTIONHuman power was used as simple lifting equipment before Christ in china, until now hand-gin still was used as lifting device for extraction wells water in some rural of northern areas. So China is one of the earliest countries of the world in the aspect of elevator prototype [1]. In 1854, Elisa Graves Otis from Americans had shown his invention at the World Expo to the world in the Crystal Palace from New York, which was the first safety elevator in history [2]. Since then, elevator has been widely used in the world.In modem life and economic activity, elevator has become a sign of the city. Elevator has been used as essential vertical transportation equipment, especially in high-rise building. The control systems of relays were used in the conventional elevator, whose control functions and signal processing were realized by hardware. Most of electrical components were common control electrical appliances [3]. Such elevator has been produced with mature technology in the past years, which has been formed series of products. With the rapid development of social economy and improvement of life quality, the shortcomings from traditional elevator controlled by original DC converter and relay had been more and more obvious and exposed many problems: (I) the traditional elevator control system have high failure rate that were mainly due to numerous contacts, complexity of wiring circuit. In addition, electrical contacts were easy to bum out, which could result in poor contact. (2) Electrical controller and hardware wiring based on common method were difficult to achieve a more complex control function, that is, why the functions of system control were difficult to increase. (3)Electromagnetic agencies and contact action were so slow, mechanical and electromagnetic have large inertia. Therefore, the control precision of system was difficult to rise. (4)The traditional elevator control systems have some shortcomings, such as large structure, high energy consumption, serious mechanical noise and so on. (5) Due to line complex and high failure rate of control system, large maintenance workload and high cost were required. It was shown that we should execute a comprehensive transformation to the traditional elevator control system.II. INVERTER PARAMETERS DESIGNElevators were used as vertical transport tool, which belong to potential energy load and require frequent start and stop [4]. With the change of the passenger capacities, up or down transformation, the motor has minimum load. When elevator was run in no load up-going or heavy load down-going, motor was used in the state of power generation. Similarly, the motor has maximum load when elevator was run in heavy load up-going or no load down-going, motor wasused in the state of power. Therefore, the motor was required to run in the four quadrants of axis [5]. The change of motor work states were realized by contactors in the traction motor of traditional elevator. Speed control of motor was completed by series resistance or series reactance in the stator circuit of two-speed asynchronous motor, which can not satisfy the comfort of passengers. Traditional relay control modes were replaced by PLC control method, which could gradually transited from DC speed adjusting system to AC variable frequency speed adjusting system in the modes of motor drag [6].A. Inverter Type SelectInverter is the voltage frequency converter, which could convert AC with fixed requency to adjustable frequency voltage AC to supply the motor operation. Considered control requirements and reliability factors from elevator, ANCHUAN VS-616G5 digital inverter was used in this design. The PG card and rotary encoders must be equipped with VS-616G5 inverter in the speed control system of elevator in order to supply motor speed and feedback [7]. Rotary encoder was connected with the coaxial of motor to detect the motor speed. A, B were represented as two phase pulse outputs from rotary encoder. When A phase pulse was ahead of B phase pulse 90' , the electric motor was operated in the state of forward rotation. Similar, when the A phase pulse was lag of the B phase pulse 90' , the electric motor was operated in the state of reverse rotation. According to phase sequence of A, B pulse, the direction of motor rotation could be determined by rotary encoder. Motor speed could also be measured by frequency or period of A, B pulse. Feedback signals were sent into VS-61605 through PO card to operation regulation [8]. The pulse waveform of A, B phases were shown in figure I.B. Calculation of Inverter Capacity and Braking ResistorWe had supposed that elevator motor power of traction machine was defined as P1,operate speed of the elevator was V1, lift weight was W1 , lift truck was W2,additional weight W3, acceleration of gravity was g , Power of inverter was P. With the maximum load, the traction power P2 in the process of elevator rise [9].Which, was friction; δ could be negligible;inverter power P should be close to electrical power P1.the safety surplus capacity must be considered relative to traction power P2. Therefore, P=1.5P2, we could known from experience value,Therefore, the inverter capacity was selected about 15KW.As elevator was potential energy load, variable frequency speed regulation system should have a brake function since elevator could generate renewable energy during the process of operation. When VS-61605 was used in the system of speed control, the braking resistors must also be configured. When the elevator was worked in the deceleration, the electric motor was run in the power generation state and feedback power to the inverter. DC part voltage from AC-DC-AC inverter could increase when sync speed dropped [10].The role of braking resistor was feedback power and suppresses DC voltage. Renewable energy were consumed in the braking resistor through the brake unit by use of the energy consumption braking mode, which has lower cost and good results.The value of energy consumption braking resistor R2 should be made the value of the braking current I z does not exceed the half of the inverter current.Which, U0 was defined as DC bus voltage of inverter in the rated state, R2>30Ω.Because the work of braking resistor was not continuous long-term work, the power could be significantly less than the power consumed.III. HARDWARE DESIGNThe hardware of elevator control system was composed by Car Lateral Control Panel, Elevator Landing Door Signal, Inverter, and Adjustable Speed Drives. The structure chart of control system was shown in figure 2.The function of adjustable speed was completed by inverter and logic control section wascompleted by the PLC controller. The logic relatives of various signals were responsible for PLC to send on/off control signals to inverter. At the same time, the working status from inverter was transported to PLC .the bilateral contact relationships were established. The speed loop and position loop were established by established to complete speed test and feedback by equip with PO card and Rotary Encoder, which could be connected with Motor coaxial connector. In addition, the system also must be configured with the brake resistor [11]. When the elevator deceleration, DC voltage hypertension must be suppressed due to motor working in the state of renewable generation power, which will back power to inverter.A. Motor Drive Control SystemSimilar as other elevator control systems, control system based on PLC was also mainly composed of two parts, that is, signal control system and motor drive control system. The basic structure of PLC elevator control system was shown in figure 3. The main hardware had been included by PLC controller, CPU memory, machinery, car lateral control panel, call elevator plate outside of hall, layer device, gate machine, adjustable speed drives, main motor drive system and so on.According to the position detection method of Car Lateral from rotary encoder, a high-speed counter was required in the programmable logic controller. FX2N PLC from Mitsubishi Company made in Japan was chosen. The control instructions from elevator were realized by PLC software. The management and control functions of command signals were completed by PLC controller, such as start, acceleration/deceleration and stop of elevator traction motor and open/close door motor, operate direction, floor display, landing call, car lateral internal operation command, security and so on.B. Signal Control SystemInput control signal to the PLC have included that run mode selection, operation control signal, Car Lateral internal instructions, elevator plate calls, signal security information, rotary encoders, optical pulse, on/off door controller and limit level signals, door area and flat layer signals. The control system of six level elevators was used as an example in this paper. According to the need of control switch, about 48 input points and 30 output points need to be control. FX2N a 128MR model of PLC was chosen when we have considered about 10% to 15% surplus capacity of control points [12]. The signal control system of elevator was shown in figure 4.IV. SOFTW ARE PROCESSA. Main ProgramControl system proposed from this paper was a system of collective selective control. The modular programming methods were used to classify various properties of output signal, medium registers were used to connect different modules to transmit information. System software could be divided into some follow modules, that is, floor detection circuit module, seven segment LED display floor circuit module, elevator direction selection circuit module, deceleration point signal generator circuit modules, on/off door of elevator car lateral circuit module, button memory lights display circuit module and the other modules. In the floor detection circuit module, floor encoding were read into and memory signals were saved in the corresponding registers until the floor changes. LED display was controlled in the seven segment display circuit module. Elevator up or down judgments in response to call the elevator were completed in the elevator direction selection circuit module. Main program flow chart of system software was shown in figure 5.B. Floor Display ProgramElevator will running in the deceleration state when current floor consistent with target detection floor. During the process of operation, elevator will go through many floor detection points. Deceleration notification will be emitted only when elevator reach the detect point of goal floor. After receive deceleration notification signal, elevator had started slow down. The flow chart of floor display program was shown in figure 6.PLC output ports were directly connected with seven- segment LED, which need not external hardware decoder. Seven-segment LED was compiled by PLC software to directly display floor number. The seven-segment LED digital tube was commonly used, which is a digital distribution in a plane by a number of light-emitting diodes or liquid crystal segments to form a variety of digital code. Seven-segment LED digital tube was distributed in a plane. Digital codes of floor were composed by some light-emitting diodes or liquid crystal segments. Seven segment LEDdisplay circuit was shown as figure 7.In the display circuit of seven-segment code, input pin a, b, c, d, e, f, g of LED wereconnected with 24V power supply, then the corresponding section will be lighted, the control terminals Y10 -Y16 of programmable logic controller will be closed or open, which could control on or off state to appear the corresponding value in the appropriate section of LED. Digital display of values and correspond pins were shown in table I. Among them, output state I was defined as bright field of the seven segments LED; output state 0 was defined as dark field of the seven segments LED.V . CONCLUDESVariable frequency speed-regulation and programmable logic controller technology were used to transform old elevator. The reliability of the elevator was improved through reasonable equipment selection, parameter setting and software design. The elevators after transformation have obvious advantages such as structure compact, low noise, high efficiency, simplymaintenance and low failure rate. The elevator based on variable frequency speed- regulation and programmable logic controller technology have improve passenger comfort and reliable.Maintenance costs and power consumption of motor were reduced significantly. But there are still many areas for improvement: (I) Changed with fluctuate in traffic; the functions of select direction of elevator were optimized to achieve the purpose of efficient transport of passengers. (2)Emergency approaches will be increased in the fault conditions. These problems will to be perfect in the future.ACKNOWLEDGMENTFirst and foremost, I would like to show my deepest gratitude to my supervisor, Dr. Zhang. a respectable, responsible and resourceful scholar, who has provided me with valuable guidance in every stage of the writing of this thesis. I shall extend my thanks to Mr. Wang for all his kindness and help. I would also like to thank all my teachers who have helped me to develop thefundamental and essential academic competence. My sincere appreciation also goes to all my friends for their encouragement and support.采用PLC 技术的电梯变频调速系统摘要:本文提出了基于PLC 测定的变频调速调节系统。
PLC在电梯和自动扶梯控制中的应用随着科技的不断发展,PLC(Programmable Logic Controller,可编程逻辑控制器)已成为自动化控制领域的重要设备之一。
在电梯和自动扶梯控制中,PLC的应用正日益广泛。
本文将详细探讨PLC在电梯和自动扶梯控制中的应用,以及其带来的优势和挑战。
一、PLC在电梯控制中的应用电梯作为现代城市生活中常见的交通工具,其安全性和稳定性是至关重要的。
PLC在电梯控制中起到了关键作用。
下面将分别介绍PLC 在电梯控制系统的动力控制、楼层选择和故障监测方面的应用。
1. 动力控制在电梯的动力控制中,PLC负责监测和控制电梯的驱动系统。
它通过传感器实时检测电梯的位置和运行状态,并根据楼层选择的要求,控制电梯的启动、停止和速度调节。
PLC的快速响应时间和高精度的控制,确保了电梯的平稳运行和准确停靠。
2. 楼层选择PLC在电梯的楼层选择系统中起到了关键作用。
它通过监测控制面板上的按钮输入,判断乘客的楼层选择,并根据乘客需求合理地安排电梯的运行路线。
PLC的智能控制算法可以根据当前乘客的楼层需求和电梯的运行状态,实现最优的楼层选择,提高电梯的效率和运行速度。
传统的电梯系统中,故障的检测和排查需要手动进行,耗费时间和精力。
而PLC经过编程后,能够实现自动的故障监测和诊断。
它可以实时检测电梯的各种传感器信号,一旦发现异常情况,会自动报警并采取相应的措施,保障电梯的安全运行。
此外,PLC还可以记录故障发生的时间、位置和原因,便于后续的维护和改进。
二、PLC在自动扶梯控制中的应用自动扶梯作为人们日常生活中常见的交通工具之一,其安全性和可靠性同样重要。
PLC在自动扶梯的控制系统中能够提供多种功能,并增强了其性能和安全性。
1. 运行控制自动扶梯的PLC控制系统能够监测和控制扶梯的运行状态。
它通过传感器实时检测扶梯的速度、负载和运行时间,并根据这些参数来调整扶梯的运行速度和方向。
PLC还可以实现扶梯的启动、停止和紧急制动功能,以保证扶梯在各种情况下的安全运行。

DOI:10.19551/ki.issn1672-9129.2021.02.037PLC在电梯控制系统中的应用邹凯龙(山东科技大学泰山科技学院㊀泰安㊀271019)摘要:PLC也就是可编程控制器,因为其本身包含了自动控制,通讯,计算机等多项技术并在这些技术的基础之上进行了合理的综合糅杂,因此在性能上与其他单项技术或者单一的控制技术相比是有着更大的优势的,尤其在控制能力方面几乎可以说没有别的技术可以与之抗衡,此外其对于外界的干扰还有着极强的抵抗能力,因而将其应用在电梯控制系统中绝对是可行的㊂文中就对PLC应用在电梯控制系统中的优势,应用过程中的控制结构以及命令执行,信号处理等进行了研究㊂希望在可编程控制器的帮助下,电梯控制系统的运行能够更顺利,更平稳㊂关键词:PLC;可编程控制器;电梯控制系统中图分类号:TU857;TP273㊀㊀㊀文献标识码:A㊀㊀㊀文章编号:1672-9129(2021)02-0038-01㊀㊀引言:在传统的电梯控制系统中,其运行以及控制等行为基本上是由继电器来完成的,但从其应用的成果上来看,继电器控制系统是存在着较多的缺陷的㊂比如说继电器在控制电梯时因为使用电路连接,且需要比较多的接触点,所以其整个连接线路会很复杂,不容易弄懂㊂再者这些复杂的电路并没有带来繁多且高效的功能,反而限制了电梯运行命令的执行,对于一些复杂的命令完全无法实现㊂还有就是使用传统方式控制的电梯因为要负载体积较为庞大的机构对于能量的消耗会非常多,在这种情况下电梯运行时往往也会产生较大的噪音㊂除此之外还有其维修也会比较困难,因此有必要对传统电梯控制方式进行改善,帮助电梯的控制及运行变得更加高效便捷㊂1㊀PLC在电梯控制系统中应用的优势PLC应用到电梯控制系统中后能够对传统电梯控制模式的多种缺陷进行有效补足㊂PLC应用到控制系统中后利用计算机软件可以实时了解电梯运行的动态,对于电梯运行的稳定性有着极大程度的提升㊂而PLC应用之后能够减少电梯控制系统中及短期的数量,线路就能够变得更加简单一些,电梯控制系统的负担也得到了一定程度的减小[1]㊂再者PLC能够同时控制的系统更多,其优越的控制性能能够对电梯运行的不同命令进行有效执行,在相关工功能的实现上会更加方便㊂假设电梯在运行的过程中发生了故障,PLC 能够更及时地检测到这些故障的发生点并发出警报,帮助电梯运行变得更加安全,对于电梯的日常检修也会有一定的帮助㊂除此之外PLC在节能方面也有着一定的优势,对于电梯运行系统的后期改动也更加便利㊂2㊀PLC电梯控制系统的基本结构PLC电梯控制系统主要分为两个部分,一部分是拖动控制,另一部分则是信号控制,而其控制作用的实现则是这样的:①设定一台电机去控制电梯的上升与下降,并且电梯在每一层都能按下按钮进行呼叫㊂②电梯在到达乘客指定的位置之后会自动开门,关门,同时也能手动开门,关门㊂③电梯外有乘客等候时没电梯自动开门,这时若有下层乘客呼叫电梯,则上层乘客优先处理㊂④电梯内部需要有层数按钮,方向灯,警报按钮,风扇等㊂⑤电梯完全已有命令且外部无呼叫后,电梯门自动关闭并管阿比内部照明灯㊂⑥设置电梯每层楼的停留时间,时间到达后自动关门,但乘客若按下关门按钮,则关门命令优先执行㊂⑦楼层有乘客进入电梯后电梯关门,但还未启动时,外部又有乘客按下电梯门按钮,则电梯门需要打开㊂⑧电梯内多名乘客下达不同楼层停靠命令后,系统按照楼层高低顺序依次执行㊂⑨电梯停留的位置与电梯将要启动的位置不同时,系统可以自动判断去往启动层的方向,并按照命令顺序执行命令㊂⑩电梯完成所有命令程序之后自动返回到基层,重新等待乘客的命令㊂3㊀PLC强大的处理功能整个电梯系统在运行过程中,需要对其进行命令控制就牵涉到了大量对于逻辑信号的处理,这一部分信号的处理主要是由PLC来进行执行操作得,比如说电梯的运行命令,电梯的保护状态等㊂电梯的整个控制系统在运行过程中是处于一种循环的状态的,从听到乘客的呼叫,再到控制系统响应,并将电梯的整个工作过程分为三种状态,即就是强制工作状态,正常工作状态以及电梯检修状态㊂电梯作为命令的执行者在接收到控制系统给予的工作信号之后会在以上三种工作状态中来回切换[2]㊂电梯在运行过程中是根据各个楼层的呼叫信号来进行命令的执行的,但因为这些命令的发出顺序以及时间完全是随机的,所以电梯控制系统中所采用的控制逻辑是随机逻辑,也就是说电梯在确保其自身基础功能的前提下,需要根据乘客给予的信号来确定自己的运行路线㊂在进行电梯系统控制软件设计的过程中,需要对命令执行的顺利进行优先级的排列,比如说一般的电梯会设置上行作为优先级队列㊂在进行PLC编程的过程中需要遵循先进先出的原则,确保电梯运行中命令能够有序及时地执行㊂除此之外,电梯控制系统所采取的随机控制逻辑在运行时,也是乘客先给予电梯系统运行指令,电梯在快要达到该目标位置之后减速并判断楼层数与乘客指令是否一致,在一致的情况下,则会停止电梯㊂这个过程中涉及到呼叫信号的对比,即就是将当前的脉冲数与之前就存储在寄存器中的脉冲数进行对比㊂根据脉冲数量是否一致来决定是在该楼层停下,还是继续执行其他命令㊂4㊀结语PLC控制系统强大的功能以及多样的控制选择是有目共睹的,并且到当前阶段已经发展得比较完善,且在多个领域都有了非常不错的应用,将其应用在电梯控制系统中对于电梯运行的稳定性以及安全性都会有极大的提升作用㊂在实际的应用过程中PLC编程人员需要根据电梯实际安装的环境以及工作需求来进行控制程序的编写,确保实现电梯运行的多种功能的同时也要遵循一定的规律,带给使用者更好的电梯使用体验㊂参考文献:[1]黄建国.PLC在改造电梯控制系统中的应用[J].工业控制计算机,2005,000(005):69-70.[2]吴晓梅,包金明,崔利生.Rockwell PLC在十层电梯控制系统中的应用[J].电子技术应用,2005(07):29 -31.㊃83㊃。
附录:外文资料译文PLC elementary knowledge synopsisIn the automated control domain, PLC is one kind of important control device. At present, in the world has more than 200 factories to produce more than 300 varieties PLC product, applies in the automobile (23%), the grain processing (16.4%), chemistry/drugs manufacture (14.6%), the metal/mine (11.5%), the paper pulp/papermaking (11.3%) and so on the profession. In order to make fellow beginners conveniently to understand PLC, this article to the PLC development, the basic structure, the disposition, using and so on the elementary knowledge makes a synopsis.First, PLC development courseIn the industrial production process, the massive switches quantity sequential control, it carries on the smooth movement according to the logical condition, and defers to the logical relations to carry on the chain-like protection movement the control, and massive data acquisition. In the tradition, these functions are realize through air operated or the electricity control system. In 1968 American GM (general automobile) the company proposed the substitution continues the electricity control device the request, the second year, the American numeral company developed based on the integrated circuit and the electronic technology control device, used sequenced the method to apply for the first time to the electrical control, this was the first generation of programmable foreword controller, calledProgrammable Controller (PC).After the personal computer (is called PC) to develop, in order to be convenient, also in order to reflect the programmable controller the function characteristic, the programmable foreword controller chooses a name is Programmable Logic Controller (PLC), now, still frequently was called PLC PC.The PLC definition has many kinds. The international electrician committee (IEC) to PLC the definition is: The programmable controller is one kind of digital operation operation electronic system, specially for applies under the industry environment designs. It uses the programmable foreword the memory, uses for to carry out the logic operation, the sequential control in its internal storage, fixed time, counts with operation the and so on arithmetic operation instruction, and through digital, the simulation input and the output, controls each kind of type the machinery or the production process. The programmable foreword controller and its the related equipment, all should according to easy form a whole with the industry control system, is easy to expand its function the principle design.On the century 80's to the 90's intermediate stages, are PLC develop the quickest time, the yearly rate continuously maintenance are 30-40%. In this time, PLC in the processing simulation quantity ability, the digital operation ability, the man-machine connection ability and the networking capability obtains the large scale enhancement, PLC gradually enters the process control domain, substituted in certain applications has been at the dominant position in the process control domain the DCS system.PLC has the versatility strongly, the easy to operate,the adaption surface broad, the reliability high, the antijamming ability strong, the programming is simple and so on the characteristic. PLC in the industrial automation control specially is in the sequential control status, in future which may foresee, is unable to substitute.Second, PLC constitutionFrom the structure the minute, PLC divides into the stationary type and the combined type (module type) two kinds. Stationary PLC including the CPU board, the I/O board, demonstrated the kneading board, the memory block, the power source and so on, these element groups synthesize a not dismantable whole. Module type PLC including the CPU module, the I/O module, the memory, the power source module, the ledger wall or the rack, these modules may defer to the certain rule combination disposition. Second, PLC constitution.Third, CPU constitutionCPU is the PLC core, plays nerve center's role, every time wraps PLC at least to have CPU, it function receive and storage user program and data which entrusts with according to the PLC system program, with scanning way gathering the condition or the data which sends by the scene input device, and stores the stipulation in the register, simultaneously, diagnoses the power source and in the PLC internal circuit active status and the programming process grammatical error and so on. After enters the movement, reads from the user program memory by the strip takes the instruction, the duty which stipulated according to the instruction produces the corresponding control signal again after the analysis, directs the related control circuit.CPU mainly by the logic unit, the controller, theregister and realizes the data, the control and the condition main line constitution which between them relates, the CPU unit also includes the periphery chip, the main line connection and the related electric circuit. The memory mainly uses in the stored routine and the data, is the PLC essential composition unit.Looked like in the user, nonessential multianalysis CPU internal circuit, but or should have the enough understanding to each part of work mechanism. The CPU controller controls the CPU work, reads by it takes the instruction, the interpretive order and carries out the instruction. But the work rhythm by shakes the signal control. The logic unit uses in to carry on the numeral or the logic operation, works under the controller direction. The register participation operation, coexists stores the operation the intermediate result, it also is works under the controller direction.The CPU speed and the memory capacity are the PLC important parameter, they are deciding the PLC working speed, the IO quantity and the software capacity and so on, therefore is limiting the control scale.Fourth, I/O modulePLC and the electrical return route connection, is (I/O) completes through the input output unit. The I/O module integrated the PLC I/O electric circuit, its input temporary storage device reflection input signal condition, output point reflection output latch condition. The load module transforms the electrical signal the digital signal to enter the PLC system, the output module is opposite. I/O divides into the switch quantity input (DI), switch quantity output (DO), simulation quantity input (AI), simulation quantity output (AO) and so on module.The switch quantity is refers has and closes (or 1 and 0) two kind of conditions signals, the simulation quantity is only a quantity which refers continuously changes. Commonly used I/O classifies as follows:Switch quantity: Divides equally according to the voltage water, has 220VAC, 110VAC, 24VDC, divides according to the isolation way, has the relay isolation and the transistor isolation.Simulation quantity: Divides according to the signal type, has the electric current (4-20mA,0-20mA), the voltage (0-10V,0-5V, -10-10V) and so on, divides according to the precision, has 12bit,14bit,16bit and so on.Besides above general I/O, but also has the special I/O module, like module and so on thermal resistance, thermo-element, pulse.According to the I/O points determination module specification and the quantity, the I/O module may be many may be few, but its biggest number the basic disposition ability which can manage CPU, namely biggest ledger wall or rack Key slot number limit.Fifth, power source moduleThe PLC power source uses in is the PLC various modules integrated circuit provides the work power source. At the same time, some also provides 24V for the input circuit the work power source. The mains input type includes: (What the alternating current supply (220VAC or 110VAC), the direct-current power supply is commonly used is 24VAC).Sixth, PLC system other equipment1st, programs the equipment: The programming is the PLC development application, the monitor movement, the inspection maintains the essential component, uses in toprogram, makes some hypotheses to the system, monitors the system working condition which PLC and PLC controls, but it not directly participates in the scene control movement. Small programming PLC generally has the grasping programming, at present generally (movement programming software) acts as the programming by the computer.2nd, man-machine contact surface: The simplest man-machine contact surface is the indicating lamp and the button, at present the liquid crystal screen (or touches screen) a formula writing style operator terminal application to be more and more widespread, (movement configuration software) acts as the man-machine contact surface by the computer extremely to popularize.3rd, input-output device: Uses in permanently the memory user data, like EPROM, EEPROM reading in, bar code microreader, input simulation quantity potentiometer, printer and so on.PLC基础知识简介在自动化控制领域,PLC是一种重要的控制设备。

(电梯控制系统)外文翻译PLC在电梯控制系统中的应用在20世纪80年代,第一座智能大厦在美国竣工,之后智能建筑引起了全世界的关注。
随着社会的发展,智能建筑有着不同的含义。
早期智能建筑被认为是等同于智能大厦,但是现在智能建筑不仅涉及智能大厦,而且还涉及智能住宅小区。
本文主要讨论了智能建筑系统的一个子系统:电梯控制系统。
智能住宅区内企业的信息管理系统主要是负责涉及到日常生活的事物,例如监管住宅区内的设备,车辆,处理紧急情况等等,电梯的监管可控制系统对智能住宅区来说也是必须的。
如何使人们感到安全,稳定和舒适,以及如何节约能源资源和保护环境等是电梯控制系统的基本要求。
PlC可编程控制器是一种常见的工业控制设备,是一种特殊的工业控制计算机,具有完善的功能和简单的框架。
PLC具有强抗干扰能力等优点,使得电梯工业一次又一次将PLC应用与电梯控制系统,以取代传统的使用继电器控制电梯系统。
PLC在电梯控制系统应用,减低了故障率,并有效地提高了电梯运行的可靠性与安全性。
本文主要论述了电梯控制系统的工作原理,系统的软件和硬件实现方法等。
电梯控制系统工作原理说明如下:首先将使用者现场的输入信息发送到PLC 中,然后PLC控制装置通过系统要求发出信号以驱动外围设备,然后电梯根据控制要求执行相应的动作,系统中的速度反馈装置,采用的是测速装置测出电梯运行速度反馈个控制装置,通常安装在曳引电动机的后面,所以该系统是一个反馈控制系统,可提高系统的控制精度。
电梯的PLC控制系统的接口电路不需要设计,我们要做的是将信号,包括梯内外召唤信号,平层监测信号,开门和关门信号等发送个PLC的数字输入端口。
PLC中的直流电源,提供给指示灯。
PlC的输出点直接控制传感器,以达到电动机正传和反转,停机的目的。
此外,电梯控制系统中除了PLC和主要控制装置外还包括其它的输入和输出装置。
控制柜是整个控制系统的核心部分,可以发送各种控制命令,通常安装在电梯室内。
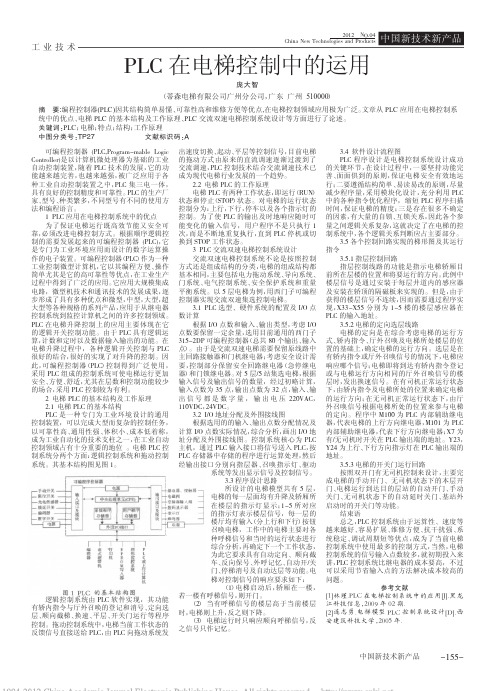
2012NO.04China New Technologies and Products 工业技术PLC在电梯控制中的运用庞大智(蒂森电梯有限公司广州分公司,广东广州510000)摘要:编程控制器(PLC)因其结构简单易懂、可靠性高和维修方便等优点,在电梯控制领域应用极为广泛。
文章从PLC应用在电梯控制系统中的优点、电梯PLC的基本结构及工作原理、PLC交流双速电梯控制系统设计等方面进行了论述。
关键词:PLC;电梯;特点;结构;工作原理中图分类号:TP27文献标识码:A可编程控制器(PLC,Program-mable Logic Controller)是以计算机微处理器为基础的工业自动控制装置,随着PLC技术的发展,它的功能越来越完善,也越来越强,被广泛应用于各种工业自动控制装置之中,PLC集三电一体,具有良好的控制精度和可靠性。
PLC的生产厂家、型号、种类繁多,不同型号有不同的使用方法和编程语言。
1PLC应用在电梯控制系统中的优点为了保证电梯运行既高效节能又安全可靠,必须改进电梯控制方式。
根据顺序逻辑控制的需要发展起来的可编程控制器(PLC),它是专门为工业环境应用而设计的数字运算操作的电子装置。
可编程控制器(PLC)作为一种工业控制微型计算机,它以其编程方便、操作简单尤其是它的高可靠性等优点,在工业生产过程中得到了广泛的应用。
它应用大规模集成电路,微型机技术和通讯技术的发展成果,逐步形成了具有多种优点和微型,中型,大型,超大型等各种规格的系列产品,应用于从继电器控制系统到监控计算机之间的许多控制领域。
PLC在电梯升降控制上的应用主要体现在它的逻辑开关控制功能。
由于PLC具有逻辑运算,计数和定时以及数据输入输出的功能。
在电梯升降过程中,各种逻辑开关控制与PLC 很好的结合,很好的实现了对升降的控制。
因此,可编程控制器(PLC)控制得到广泛使用,采用PLC组成的控制系统可使电梯运行更加安全、方便、舒适,尤其在层数和控制功能较少的场合,采用PLC控制较为有利。

Programmable logic controllerA programmable logic controller (PLC) is a digital computer used for automation of electromechanical processes, such as control of machinery on factory assembly lines, amusement rides, or lighting fixtures. PLC is used in many industries and machines.1.HistoryThe PLC was invented in response to the needs of the American automotive manufacturing industry. Before the PLC, control, sequencing, and safety interlock logic for manufacturing automobiles was accomplished using hundreds or thousands of relays, cam timers, and drum sequencers and dedicated closed-loop controllers. In 1968 GM Hydramatic issued a request for proposal for an electronic replacement for hard-wired relay systems.The first PLC, designated the 084 because it was Bedford Associates' eighty-fourth project, was the result. Bedford Associates started a new company dedicated to developing, manufacturing, selling, and servicing this new product: Modicon, which stood for MOdular DIgital CONtroller. The Modicon brand was sold in 1977 to Gould Electronics, and later acquired by German Company AEG and then by French Schneider Electric, the current owner.One of the very first 084 models that was presented to Modicon by GM, when the unit was retired after nearly twenty years of uninterrupted service. Modicon used the 84 moniker at the end of its product range until the 984 made its appearance.2.DevelopmentEarly PLCs were designed to replace relay logic systems. These PLCs were programmed in "ladder logic", which strongly resembles a schematic diagram of relay logic. Other early PLCs used a form of instruction list programming, based on a stack-based logic solver.Modern PLCs can be programmed in a variety of ways, from ladder logic to more traditional programming languages such as BASIC and C. Another method is State Logic, a very high-level programming language designed to program PLCs based on state transition diagrams.3.FunctionalityThe functionality of the PLC have sequential relay control, motion control, process control, distributed control systems and networking.Regarding the practicality of these desktop computer based logic controllers, it is important to note that they have not been generally accepted in heavy industry because the desktop computersrun on less stable operating systems than do PLCs, and because the desktop computer hardware is typically not designed to the same levels of tolerance to temperature, In more recent years, small products called PLRs (programmable logic relays), are used in light industry where only a few points of I/O (i.e. a few signals coming in from the real world and a few going out) are involved, and low cost is desired. Popular names include PICO Controller, NANO PLC, and other names implying very small controllers. the PLRs are usually not modular or expandable, but their price can be two orders of magnitude less than a PLC and they still offer robust design and deterministic execution of the logic.4.PLC compared with other control systemsPLCs are well-adapted to a range of automation tasks. These are typically industrial processes in manufacturing where the cost of developing and maintaining the automation system is high relative to the total cost of the automation, and where changes to the system would be expected during its operational life. PLCs contain input and output devices compatible with industrial pilot devices and controls; little electrical design is required, and the design problem centers on expressing the desired sequence of operations. PLC applications are typically highly customized systems so the cost of a packaged PLC is low compared to the cost of a specific custom-built controller design. On the other hand, in the case of mass-produced goods, customized control systems are economic due to the lower cost of the components, which can be optimally chosen instead of a "generic" solution, and where the non-recurring engineering charges are spread over thousands or millions of units.A microcontroller-based design would be appropriate where hundreds or thousands of units will be produced and so the development cost (design of power supplies, input/output hardware and necessary testing and certification) can be spread over many sales, and where the end-user would not need to alter the control. Automotive applications are an example; millions of units are built each year, and very few end-users alter the programming of these controllers. However, some specialty vehicles such as transit busses economically use PLCs instead of custom-designed controls, because the volumes are low and the development cost would be uneconomic.Programmable controllers are widely used in motion control, positioning control and torque control. Some manufacturers produce motion control units to be integrated with PLC so that G-code (involving a CNC machine) can be used to instruct machinemovements.PLCs may include logic for single-variable feedback analog control loop, a "proportional, integral, derivative" or "PID controller". A PID loop could be used to control the temperature of a manufacturing process, for example. Historically PLCs were usually configured with only a few analog control loops; where processes required hundreds or thousands of loops, a distributed control system (DCS) would instead be used. As PLCs have become more powerful, the boundary between DCS and PLC applications has become less distinct.PLCs have similar functionality as Remote Terminal Units. An RTU, however, usually does not support control algorithms or control loops. As hardware rapidly becomes more powerful and cheaper, RTUs, PLCs and DCSs are increasingly beginning to overlap in responsibilities, and many vendors sell RTUs with PLC-like features and vice versa. The industry has standardized on the IEC 61131-3 functional block language for creating programs to run on RTUs and PLCs, although nearly all vendors also offer proprietary alternatives and associated development environments.5.The prospects for PLC.5.1.FeaturesThe main difference from other computers is that PLCs are armored for severe conditions (such as dust, moisture, heat, cold) and have the facility for extensive input/output (I/O) arrangements. PLCs read limit switches, analog process variables (such as temperature and pressure), and the positions of complex positioning systems. Some use machine vision. On the actuator side, PLCs operate electric motors, pneumatic or hydraulic cylinders, magnetic relays, solenoids, or analog outputs. The input/output arrangements may be built into a simple PLC, or the PLC may have external I/O modules attached to a computer network that plugs into the PLC.5.2System scaleA small PLC will have a fixed number of connections built in for inputs and outputs. Typically, expansions are available if the base model has insufficient I/O. Modular PLCs have a chassis (also called a rack) into which are placed modules with different functions. The processor and selection of I/O modules is customised for the particular application. Several racks can be administered by a single processor, and may have thousands of inputs and outputs. A special high speed serial I/O link is used so that racks can be distributed away from the processor, reducing the wiring costs for large plants.5.3User interfacePLCs may need to interact with people for the purpose of configuration, alarm reporting or everyday control. A simple system may use buttons and lights to interact with the user. Text displays are available as well as graphical touch screens. More complex systems use a programming and monitoring software installed on a computer, with the PLC connected via a communication interface.5.4CommunicationsPLCs have built in communications ports, usually 9-pin RS-232, but optionally EIA-485 or Ethernet. Modbus, BACnet or DF1 is usually included as one of the communications protocols. Other options include various fieldbuses such as DeviceNet or Profibus. Other communications protocols that may be used are listed in the List of automation protocols.Most modern PLCs can communicate over a network to some other system, such as a computer running a SCADA (Supervisory Control And Data Acquisition) system or web browser.PLCs used in larger I/O systems may have peer-to-peer (P2P) communication between processors. This allows separate parts of a complex process to have individual control while allowing the subsystems to co-ordinate over the communication link. These communication links are also often used for HMI devices such as keypads or PC-type workstations.可编程逻辑控制器可编程逻辑控制器(PLC)或可编程序控制器是用于机电过程自动化的数字计算机,例如控制机械厂生产线、游乐设施或照明的装置。
中文2044字外文原文Application of PLC in the Elevator Control System ofIntelligence BuildingAbstract: The paper mainly discusses one subsystem of intelligence building system: the elevator control system. The PLC strong ability in interference and so on makes the elevator industry one after another to apply the PLC to the elevator control system in order to replace the relay being used in traditional elevator control system. The Application of PLC in the Elevator control system reduces the breakdown rate and efficiently improves the operating reliability of the elevator with safety .The structure of system is also simple and tightly packed.The working principle of the elevator control system is: The spot control information is send into the PLCfrom the customer input devices firstly, then the PLC control cabinet is required to send out the control signal to drive the equipments according to the system demands. The elevator can then proceed the homologous action according to the control request .The paper selectsOMRONcompany’s C200HE series PLC, introducing parts of signal hookup of the elevator control system and explaining the function of the control cabinet. Lastly the automation programming is introduced. Simulated experiments enunciates that the design method is viable. It can make the personnel of the industry management center to long-distance monitor and control the elevator in control center, to connect the elevator control system with intelligence building industry management system by Ethernet or special-purpose network such as Lon Works.The elevator working state can also be timely watched.These not only can realize scientific centralized management of the elevator, but also can lower the elevator maintenance cost etc. It is one of the developing direction of intelligence building elevator control system.Keywords: PLC; intelligence building; elevator control system; working principle; program designⅠ. IntroductionIn 1980s The first intelligence mansion had been completed in America, then intelligence building has been abroadly taken attentions by the whole world.The concept of intelligence building has been put different meanings along with the development of society. The early stage intelligence building had been thought that it is equal to the intelligent mansion, but now the intelligence building not only includes the intelligence mansions but also involves intelligence residential districts. This paper mainly discusses one subsystem of intelligence building system: the elevator control system.In intelligence residential districts the enterprise’s information managing system mainly takes charge of the things which related to the daily life, for example supervising the district equipments, managing vehicles, disposing critical situations and so on.The elevator supervising and control system is also necessary to the intelligence residential districts.How to make people feel safe ,stable and comfortable and how to save energy resources and protect environments andso on are the basic requirements to the elevator control system.PLC is a common industry control device.It is a special industry control computer which has the perfect function and simple frame. The PLC strong ability in interference and so on makes the elevator industry one after another to apply the PLC to the elevator control system, in order to replace the relay being used in traditional elevator control system. The Application of PLC in the elevator control system reduces the breakdown rate and efficiently improves the operating reliability of the elevator with safety. This paper mainly discusses the elevator control syst em’s working principles, the system’s software and hardware realization methods and so on.Ⅱ. The Working Principle of Elevator Control System In Fig. 1 the Hardware Structure Graph of Elevator Control System is presented.Fig. 1 The Hardware Structure Graph of Elevator Control System The Working Principles of Elevator Control System are stated as follows: The spot control information is send into the PLC from the customer input devices firstly, then the PLC control cabinet is required to send out the control signal to drive the equipments according to the system demands. The elevator can then perform the homologous action according to the control request. There are velocity feedback devices in system, which adopt measure velocity generators to provide the elevator velocities and generally are installed in the tail of tow motors .So this is a feedback control system, which can improve the system’s control precision.Ⅲ. The Hardware Configuration of Control System It is not necessary to do interface circ uit in the elevator’s PLC control system.What we should do is to send the signals to PLC digital input terminals.The signals include inside and outside calling signals ,floor location inspecting signals , limiting location signals ,opening and shutdown the elevator door signals etc. The DC power which is provided to PLC can be used as indicator light power. The PLC output points can be directly used to control transducers for the purpose of electrical motor’s positive turn and reverse ,stop and control each segment velocity and so on .OMRONcompany’s C200HE series PLC has been selected as major control configuration according to the input/output points and the length of user’s program. On the other hand we also consider that the system’s function can be expa nded in the future .C200HE series PLC ,whose perfect function and strong reliability, can meet these demands at present.Moreover, input and output devices are needed in elevator control system, besides the PLC, system’s major control device.Part of signal hookups of the elevator electric control system is shown in Fig.2.The control cabinet is the control center, from which we can send out various controlcommands. The control cabinet often was installed in the elevator room .The electric devices and signal systems, for example the contactors, relays, capacitances, resistors, rectifiers and transformers etc., are centralized in the control cabinet. The Power of the control cabinet was imported from the chief power of the elevator room. This power was also introduced into control panel by soft cables and was linked with each control buttons. The power lines which was derived from control cabinet was delivered to tow electric motors. Others control lines and signal lines were separately sent to each floor junctionⅣ. Program designThe design includes two parts: hardware and software.The hardware design is the base of software. Considering that the control demands are relatively complex, we design the programs separately according to the control function. Furthermore, we follow the principle as follows: When the elevator is ascending, the ascending demands are prior to other demands; When the elevator is descending, the descending demands are prior to other demands. The Sequential Function Chart (SFC) is adopted during the boxes to form elevator’s executive circuitry design. It is a method specially used in industrial sequential control. The SFC method can describe the system’s working procedure in great detail. For example there is a three layers intelligence building. A subprogram, the calling from the third floor as elevator in the first floor, is shown in Fig. 3 with SFC.When all SFC are drawn and I/O address lists are presented, we can convert the SFC to Ladder Diagram (LD).Considering the strict demands for time and for locked each other ,we introduce working bits to remember working steps. We should write out the working bits control program, which can link together each step and make the previous step as the next step restriction condition. Thus the actual outputs are the logic combination of these working steps.Ⅴ. ConclusionThe system program has been debugged completely at present. Simulated experiment enunciates that the design method is viable. Application of PLC in the elevator control system is an effective method. It can make the personnel of the industry management center to long-distance monitor and control the elevator in control center, to connect the elevator control system with intelligence building industry management system by Ethernet or special-purpose network such as Lon Works. The elevator working state can also be timely watched. These not only can realize scientific centralized management of the elevator, but also can lower the elevator maintenance costs etc. It is one of the developing direction of intelligence building elevator control system.References[1]Liang jianqi , Duan zhengang,and He wei .CommunicationImplementation of PLC-Based Elevator Remote Monitoring System (in Chinese)[J] Journal of Beijing Technology and Business University 2003,21(2):18-21[2]Ma Hongqian ,Zhang Xin .Application of PLC in Higher Building Elevator Control System (in Chinese)[J]Journal of Liaoning Higher V ocational Technical Institute 2002,4(5): 86-88.[3]Cui Guangyuan. The Application of PLC to Elevator Control. (in Chinese)[J]Journal of Dongbei Electrical Power Technology 2003,(7): 50-52.Author BiographiesThe first author is currently working as a teacher in Taiyuan University of Technology. Her current research interests include signal processing, intelligence control etc.The second author is currently working as a teacher in Taiyuan University of science andTechnology. Her current research interests include telecommunication, intelligence control etc.附录B 外文翻译PLC在智能建筑电梯控制系统中的应用摘要:本文主要讨论了智能建筑系统的一个子系统:电梯控制系统。