方刀架机械加工工艺过程卡片.doc
- 格式:doc
- 大小:1.10 MB
- 文档页数:25

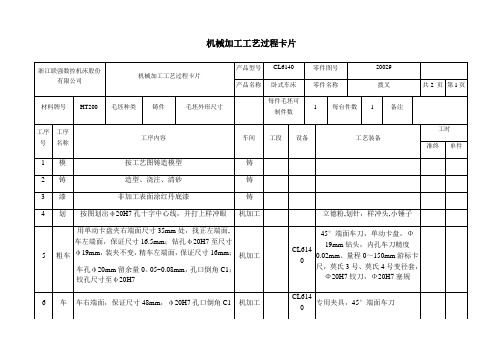
机械加工工艺过程卡片
机械加工工艺过程卡片
XXX
材料牌号:XXX
工序号:01、02
锻件毛坯外形尺寸、零件图号、零件名称、车间工段、KCSJ-12、蜗杆、每件毛坯可制件数、设备工艺装备、每台件数、工时、准终单件
工序内容:
锻造:去飞边,锻工自由锻
金工磨工:锻床,磨床,游标卡尺,砂轮、游标卡尺
车床工:车刀、麻花钻、三爪卡盘
03粗车蜗杆轴左端面,打中心孔,及左边ΦXXX、
Φ25mm、Φ30mm、Φ36mm定位轴肩,以及Φ30mm轴段退刀
槽的外圆金工面,以中心孔轴线为精基准。
粗车蜗杆轴右端面,打中心孔,及右边、Φ30mm、
Φ36mm定位轴肩,以及Φ30mm轴段退刀槽的外圆面,以中
心孔轴线为精基准。
04金工:半精车左端各外圆面,控制轴线方向的各个轴
段的长度。
以中心孔轴线为精基准。
半精车右端各外圆面,控制轴线方向的各个轴段的长度。
以中心孔轴线为精基准。
倒角。
05金工:铣键槽,选择两个Φ30mm外圆面作为基准。
06车工:车蜗杆螺纹,选择两个Φ30mm外圆面作为基准。
07金工:淬火。
以中心孔轴线为精基准。
08金工:揣测到、三爪卡盘。
09钳工:淬火。
10车工:热加工热处理。
普通车床。
11普通立式铣床:铣刀、专用夹具。
12普通车床:车刀、专用夹具。
13砂轮、游标卡尺:淬火机。
14砂轮、游标卡尺:磨工。
15深度游标卡尺:车工、钳工。
去毛刺、检验、入库。
金工、检验、仓库。

机械加工工艺过程卡片模板
工件名称:拉丝模具
1、工序名称:铣削
2、操作要求:
(1)铣削机床用铣刀铣削工件。
(2)使用稳定的铣刀,保证加工精度。
(3)工作台的水平度和垂直度必须适宜,保证铣刀的滚动和切削效果。
(4)请确保机器正常工作,检查工具的寿命可以得出可靠的加工结果。
3、工序参数:
(1)主轴转速:1500-2500转/分钟
(2)刀具:铣刀
(3)切削行程:X轴-400mm, Y轴-400mm, Z轴-400mm
(4)加工方法:铣削
(5)切削参数:进给量0.1-0.2mm/次,切削深度0.5-1mm/次
4、操作步骤:
(1)将拉丝模具放置在铣削机床上,确保工件固定。
(2)将正确的铣刀安装在机床上,确保铣刀牢固。
(3)回转机轴,将铣刀正确对准工件。
(4)依据设计图样安装棘轮,将进给量调节到需要的值,启动机器,调整主轴转速到设定值。
(5)按照设计图样操作,首先以低进给量开始切削,然后逐渐增加
进给量,以达到需要的加工精度。
(6)加工完成后,复检工件尺寸,若符合要求,则可以将其加以检
验和清理。
5、质量控制:
(1)操作前,必须对工序和工件进行检查,保证加工质量。

四方刀架的加工工艺及夹具设计前言机床四方刀架,它是一种应用广泛的夹持刀具的部件,它可以同时夹持四把刀具,并可以通过旋转位置以实现换刀的功能。
功能就是夹持刀具可实现转位换刀。
四方刀架由于经常旋转接触面而需较高的精度。
持刀时要较高的压紧力,因此持刀面要一定的硬度和强度。
零件材料为45钢,零件在工作中需较大夹持力和较好的耐磨性,因此应选择煅造,提高零件的刚度和强度,以增强刀具加工的位置精度。
制定工艺路线的出发点,应当是使零件的几何形状,尺寸精度及位置精度等技术要求能得到合理的保证。
在生产纲领已确定为中批量生产的条件下,可以考虑采用万能性机床配以专用工夹具,并尽量使工序集中来提高生产率。
除此以外,还应当考虑经济效果,以便使生产成本尽量下降。
基面选择是工艺规程设计中的重要工作之一。
基面选择得正确与合理,可以使加工质理得到保证,生产得以提高。
否则,加工工艺过程中会问题百出,更有甚者,还会造成零件大批量报废,使生产无法正常进行。
分析毛坯的余量大小及均匀性,主要是考虑在加工时要不要分层切削,分几层切削,也要分析加工中与加工后的变形程度,考虑是否应采取预防性措施与补救措施。
如对于热轧中、厚铝板,经淬火时效后很容易在加工中与加工后变形,最好采用经预拉伸处理后的淬火板坯。
总之,经过一段时间的调研,参阅大量的资料,根据学校提供的技术资料,确定做四方刀架的加工工艺及夹具设计。
目录摘要 (2)Abstrac (3)第一章概述 (4)1.1四方刀架的作用 (4)1.2四方刀架的要求 (4)1.3加工四方刀架的机床选择 (4)1.4加工四方刀架的刀具选择 (7)第二章四方刀架的工艺性分析 (9)2.1工艺路线的拟定: (9)2.2加工阶段的划分: (10)2.3工序的集中与分散 (11)2.4加工顺序的安排: (11)第三章四方刀架工艺规程的设计 (15)3.1确定四方刀架毛坯的制造方式 (15)3.2四方刀架基准面的选择 (15)3.3加工四方刀架工艺路线的确定 (16)3.4根据上述原始资料及加工工艺,分别确定各加工表面的机械加工余量、工序尺寸及毛坯尺寸如下: (19)3.5确定切削用量及工时 (20)3.6 四方刀架C表面淬火 (38)第四章四方刀架零件加工的夹具设计 (39)4.1设计夹具的方法和步骤: (39)4.2夹具设基本要求计的: (39)4.3设计步骤如下: (40)4.4夹具总图上尺寸,公差及技术要求的标注 (40)4.5工件在夹具中加工的精度分析 (41)4.6夹具总体方案的设计: (42)第五章结论 (44)参考文献 (45)致谢 (46)摘要本设计的课题是四方刀架的加工工艺和夹具设计,工艺学是机械制造类的一项主要专业知识,它是研究如何科学地最优地生产各种机械装备的一门技术学科,也就是研究在机械制造中优质、高产、低消耗地生产机械装备的原理和方法的学科。


实用标准文案精滤器壳体机械制造加工工艺卡实用标准文案河南农产品名称东方红 -75 拖零件名称精滤器壳体 零件图号00001机械加工 及型号拉机业大学工艺过程 名称 灰铸铁毛 种类 零件质量毛量 第 1 页卡片材 HT150坯尺寸Kg 净重共 7页编号料163-229HB100010000性能每料件数每台件数每件批数工序号工序内容加工车间设备名称工艺装备名称及代号技术时间定额 /min夹具刀具量具等级单件准备 --- 终结铸造 铸造车间 时效 热处理涂底漆 涂漆室010 铣左右侧面 机加工 双柱平面铣床 专用夹具 0.54 020铣上下底面机加工 双端面铣床专用夹具 0.62 030 钻左侧面四通孔和右侧面孔 机加工 组合机床 专用夹具 0.28 040 钻顶 底面通孔及螺纹孔前通孔 机加工 组合机床 专用夹具 0.28 050 锪顶 底螺纹孔前通孔沉孔 机加工 组合机床 专用夹具 0.068 060 攻上下底面和右侧面螺纹孔机加工 组合机床 专用夹具0.39070 去毛刺,检验,清洗机加工 清洗机080 密封实验 机加工 090 清理 入库机加工010 更改内容编 制顾智原 抄写 核对审核 批准实用标准文案河南农业大学27±1D360±2.678工步号1更改内容编制机械加工产品名称及型号工序卡片东方红 -75 拖拉机16220310±256501R83918512R1543.56.231316921125 ±1.5工步内容工艺装备铣右侧面φ 200 硬质合金端铣刀铣左侧面φ 100 硬质合金端铣刀顾智原抄写核对零件名称零件图号第2页精滤器壳体00001共7页车间工序名称工序号材料牌号机加工铣010HT150同时加工每料件数技术等级力学性能件数301163-229HB向设备名称设备型号设备编号工作液双柱面铣床X344夹具名称夹具编号单件时间准备—终结min时间 /min专用夹具 v0.54主轴转速切削速度背吃刀量进给量进给时间定额r/min m/mim mm mm/r次数机动辅助63.540 4.50.610.54102.16030.210.42审核批准河 南 机械加工工 产品名称及型号农业大学艺过程卡片东方红 -75 拖拉机125. 888.1344.235±0.563.862.1 ±8±18416B8.31.5φ4 88 44.27R10实用标准文案零件名称零件图号第 3 页精滤器壳体共7页车间 工序名称 工序号 材料牌号机加工铣端面020HT150同时加工每料件数技术等级力学性能 件数163-229HB设备名称设备型号设备编号工作液7. 4 41X363双端面铣床夹具名称夹具编号单件时间 准备—终结min 时间 /min专用夹具0.62工步号工步内容1铣左端面 2铣右端面更改内容编 制顾智原 抄写工艺 主轴转速 切削 背吃刀量 进给量 进 给 时间定额装备r/min速度mmmm/r次数机动辅助直径 200 硬质合金端铣刀 73.5 46 4.5 0.4 1 0.62 直径 200 硬质合金端铣刀73.5463.50.410.51核对 审核 批准河南农业大学机械加工工产品名称及型号零件名称零件图号第4页艺过程卡片东方红 -75 拖拉机精滤器壳体00001共7页车间工序名称工序号材料牌号机加工030HT150 -0.5+0.2412同时加工4- φ13D每料件数技术等级力学性能R15R15数件8163-229HB 412830.4设备名称设备型号设备编号工作液5±53R132组和机床68231361夹具名称夹具编号单件时间准备—终结min时间 /min专用夹具0.28工步号工步内容工艺主轴转速切削速度背吃刀量进给量进给时间定额装备r/min m/mim mm mm/r次数机动辅助1钻左侧四个φ 13 通孔直径 13高速钢直柄短麻花钻58024 6.50.210.19 2钻右侧 M10 孔前孔钻孔 9 锪孔φ 10× 90°钻锪复合刀具84924 4.50.210.17 3钻右侧 M14 孔前孔钻孔 12.5 锪孔φ 14× 90°钻锪复合刀具61124 6.250.210.28更改内容编制顾智原抄写核对审核批准河南农业大学机械加工工产品名称及型号零件名称零件图号第5页艺过程卡片东方红 -75 拖拉机精滤器壳体00001共7页车间工序名称工序号材料牌号110±0.384± 0.34- φ8.54- φ8.512.55φ33..00±±0 341 381.0.±215φ81机加工钻040HT150同时加工每料件数技术等级力学性能件数163-229HB2325..00±±0675工步号工步内容工艺装备1钻上底面φ 5 孔直径为 5 的高速钢直柄短麻花钻2钻上底面四个螺纹前通孔四把直径为 8.5的高速钢直柄短麻花钻3钻上底面钻深通孔直径为 12.3的高速钢直柄短麻花4钻下底面钻深通孔直径为 12.3的高速钢直柄短麻花5钻下底面四个螺纹前通孔四把直径为 8.5的高速钢直柄短麻花钻更改内容设备名称设备型号设备编号工作液组合机床夹具名称单件时间准备—终结夹具编号时间 /minmin专用夹具 1.78主轴转速切削速度背吃刀量进给量进给时间定额r/min m/mim mm mm/r次数机动辅助95515 2.50.1210.1556215 1.250.1210.2538815 6.150.21 1.7838815 6.150.21 1.5356215 4.250.1510.37编制顾智原抄写核对审核批准河南农业大学机械加工工产品名称及型号零件名称零件图号第6页艺过程卡片东方红 -75 拖拉机精滤器壳体0001共7页车间工序名称工序号材料牌号机加工锪050HT150同时加工每料件数技术等级力学性能件数设备名称设备型号设备编号工作液组和机床夹具名称夹具编号单件时间准备—终结min时间 /min专用夹具0.064工步号工步内容工艺装备主轴转速切削速度背吃刀量进给量进给时间定额r/min m/mim mm mm/r次数机动辅助1锪上下底面四个螺纹孔沉孔10× 90°直柄锥面锪钻28690.750.1510.06 42锪下底面 M14沉孔6×90°直柄锥面锪钻17990.750.2510.0611更改内容编制顾智原抄写核对审核批准河南农业大学机械加工工产品名称及型号零件名称零件图号第 7页艺过程卡片东方红 -75 拖拉机精滤器壳体共7页车间工序名称工序号材料牌号机加工攻060HT150同时加工每料件数技术等级力学性能件数163-229HB设备名称设备型号设备编号工作液组和机床夹具名称夹具编号单件时间准备—终结min时间 /min专用夹具0.39工步号工步内容工艺主轴转速切削速度背吃刀量进给量进给时间定额装备r/min m/mim mm mm/r次数机动辅助1攻右侧面M14孔M14丝锥6830.7510.235 2攻右侧面M10孔M10丝锥95.530.510.393攻下底面M14孔M14丝锥6830.7510.235 4攻上底面面M10孔M10丝锥95.530.7510.195攻下底面面M10孔M10丝锥95.530.7510.25更改内容编制顾智原抄写核对审核批准。



机制XXX班机械加工工序卡片 1产品名称零件名称2页第1页车间工序号工序名称材料牌号机加工20 车削2A121832 29 15120X-\-毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件设备名称车床夹具编号© 30x170设备型号CA6140工位器具编号设备编号夹具名称三抓卡盘同时加工件数切削液工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm基本辅助1端面车削端面车刀,游标卡尺320300.2112轮廓车削外圆车刀,游标卡尺320300.223槽加工槽车刀,游标卡尺320302214螺纹车削螺纹车刀,游标卡尺10030 1.512校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期设计(日期)-r 心口、 工步号工步内容 工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时 r/min m/min mm/r mm基本 辅助1 球面车削 球面车刀,游标卡尺 320 300.2 122 锥面车削 外圆车刀,游标卡尺 320 30 0.2 1 23外圆车削外圆车刀,游标卡尺320300.212机制XXX 班机械加工工序卡片产品名称零件名称轴共 2页第 2页车间 工序号 工序名称材料牌号机加工30车削2A12丄 0.01ALA毛坯种类 锻件设备名称 卧式车床毛坯外形尺寸设备型号CA6140每毛坯可制件数1设备编号每台件数1同时加工件数夹具编号夹具名称切削液工位器具编号三抓卡盘工序工时(分) 准终单件「8 ...32 (29)’15 二 22—十——1120 —11厂更改文件号签字日期标记更改文件号签字日期标记处数。
机械加工工艺设计过程卡片及工序卡片机械加工工艺设计是将产品设计图纸上的几何形状和尺寸转化为加工工艺方案的过程。
在机械加工工艺设计中,设计师需要根据产品的要求和加工设备的特点,综合考虑材料、工艺和生产成本等因素,制定出一套合理的加工工艺方案。
下面是机械加工工艺设计过程卡片及工序卡片的详细介绍。
一、机械加工工艺设计过程卡片1.工件信息:包括工件名称、图号、材料、尺寸等信息。
2.工艺要求:包括工艺要求、加工精度要求、表面质量要求等。
3.设计依据:包括设计图纸、产品规范等依据。
4.工艺路线:包括加工顺序、加工方式、工序安排等。
5.工具选择:包括刀具、夹具、量具等选择。
6.主要设备:包括加工设备、工艺设备等。
7.工时计算:包括加工时间、换刀时间等计算。
8.参考资料:包括机床手册、刀具技术参数表等。
通过填写机械加工工艺设计过程卡片,可以使机械加工工艺设计的过程更加规范化、有条理,减少因为遗漏或者不清晰导致的错误和纠纷。
二、工序卡片工序卡片是机械加工工艺设计中用于记录每个工序细节的文件。
它可以帮助加工工人了解工件的加工要求,掌握加工过程中的关键参数和控制要点,提高加工效率和质量。
工序卡片一般包括以下内容:1.工序号:标识每个工序的唯一编号。
2.工序名称:描述工序的名称。
3.工序要求:描述工件在该工序中的加工要求,包括加工尺寸、加工精度、表面质量等。
4.加工工艺:描述工序的加工工艺,包括加工方式、切削参数等。
5.设备与工具:描述该工序需要使用的机床、刀具、夹具等设备与工具。
6.加工顺序:描述该工序在整个工艺中的位置和顺序。
7.注意事项:描述该工序中需要注意的事项,如安全注意事项、操作要点等。
通过填写工序卡片,加工工人可以清晰地了解每个工序的加工要求和操作步骤,避免因为操作不当导致的错误和事故发生。
总之,机械加工工艺设计过程卡片和工序卡片都是机械加工工艺设计过程中重要的文件记录工具。
通过填写和使用这些卡片,可以使机械加工工艺设计更加规范化、有条理,提高生产效率和产品质量。

机械加工实用工艺过程及工序卡片机械加工是一种常见的制造工艺,通过在加工工序中使用机械设备将原材料进行加工,以获得所需要的最终产品。
机械加工过程通常包括各种工序,每一个工序都有着特定的工艺要求,为此,制定工序卡片是非常重要的。
下面是一份机械加工实用工艺过程及工序卡片的范例:工件名称:零件A工序序号:1工序名称:车削外圆设备名称:数控车床刀具类型:外圆车刀刀具编号:T001切削方式:顺切加工程序:G01X100Z10切削速度:150 m/min进给速度:0.1 mm/r切削深度:1 mm工件材料:钢工序序号:2工序名称:镗孔设备名称:数控镗床刀具类型:铰式刀具刀具编号:T002切削方式:顺切加工程序:G01X50Y50切削速度:100 m/min 进给速度:0.05 mm/r 切削深度:2 mm工件材料:铜工序序号:3工序名称:铣削平面设备名称:立式铣床刀具类型:平面铣刀刀具编号:T003切削方式:插切加工程序:G01X80Y80切削速度:180 m/min 进给速度:0.1 mm/r切削深度:0.5 mm工件材料:铝合金以上是工艺过程及工序卡片的一部分示例。
在实际的工程实施中,可能还需要其他的信息,如夹具、夹具定位、工序间隔时间等等。
这些信息需要根据具体的工程要求进行补充。
在制定工艺过程及工序卡片时,需要考虑以下几个方面:1.工艺要求:根据零件的要求,确定所需的工序及顺序。
2.设备选择:根据工艺要求,选择适合的加工设备进行加工。
3.刀具选择:根据零件的加工要求,选择适合的刀具进行加工。
4.参数设定:根据刀具、材料等因素,确定切削速度、进给速度等加工参数。
5.运行程序:编写相应的数控程序或手动操作程序,确保正确的加工过程。
通过制定工艺过程及工序卡片,工作人员可以根据卡片上的信息进行操作,大大提高了工作效率和工作质量。

机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 2 页车间工序号工序名称材料牌号Ⅰ粗车外圆面及端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗车Φ155的端面YG8,90°9044.930.65 1.30.723Ⅱ粗车Φ155的外圆YG8,90°9044.930.81 1.10.233Ⅲ粗车Φ100的外圆YG8,90°9044.930.810.750.233Ⅳ粗车Φ75的外圆YG8,90°9044.930.65 1.50.257设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 2 页车间工序号工序名称材料牌号机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 4 页车间工序号工序名称材料牌号Ⅲ切槽毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ切槽成形刀具9044.930.65 5.250.124设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 5 页车间工序号工序名称材料牌号Ⅳ粗车外圆面及端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗车Φ65的端面YG8,90°15039.210.5220.23Ⅱ粗车Φ65的外圆YG8,90°15039.210.650.750.205Ⅲ粗车Φ80的端面YG8,90°15039.210.5220.173Ⅳ粗车Φ80的外圆YG8,90°15039.210.65 1.50.153设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期产品名称填料箱盖零件名称填料箱盖共8 页第 6 页车间工序号工序名称材料牌号Ⅴ镗孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗镗Φ47的内孔YG8,45°600103.240.35 1.50.095Ⅱ粗镗Φ47的内孔表面YG8,45°600103.240.5220.192Ⅲ粗镗Φ32的内孔YG8,45°600103.240.35 1.50.214设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品名称填料箱盖零件名称填料箱盖共8 页第7 页车间工序号工序名称材料牌号Ⅵ钻Φ13.5的孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ钻Φ13.5的孔麻花钻272110.360.50.225设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期产品名称填料箱盖零件名称填料箱盖共8 页第8 页车间工序号工序名称材料牌号Ⅶ加工M10的螺纹孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ加工M10的螺纹孔麻花钻,丝锥27290.48 1.60.287设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期。

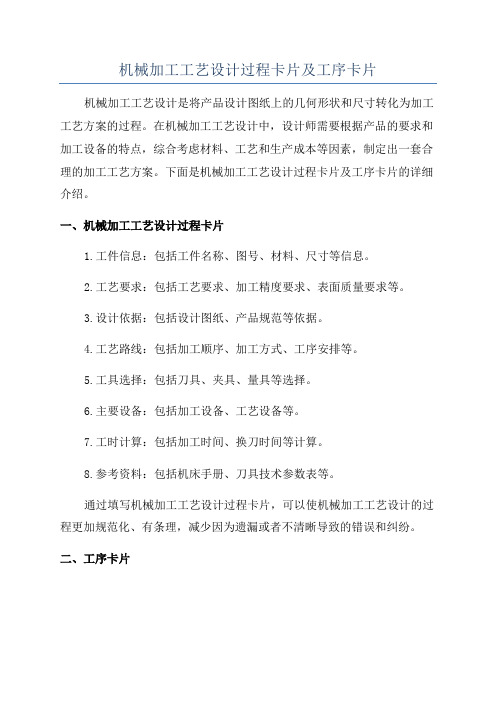
方刀架技术要求 1、C面淬火硬度40~45HRC。
2、未注倒角1×45°。
3、材料45。
1、零件图样分析1)φ15019.0+mm孔对基准B的位置度公差为φ0.05mm。
2)图中左端面 (方刀架底面)平面度公差为0.008mm。
3)图中左端面对基准B的垂直度公差为0.05mm。
4)C表面热处理40~45HRC。
5)材料45。
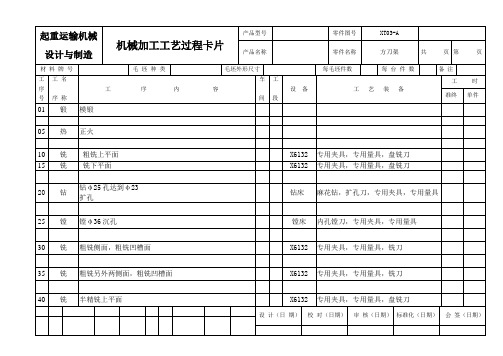
2、方刀架机械加工工艺过程卡 (表2-49)表2-49 方刀架机械加工工艺过程卡1)该零件为车床用方刀架,中间周圈槽用于装夹车刀,其C面直接与车刀接触,所以要求有一定的硬度,因此表面淬火40~45HRC2)该零件左端面与车床拖板面结合,并可以转动,φ15019.0+mm孔用于刀架定位时使用,以保证刀架与主轴的位置,其精度直接影响机床的精度。
3)该零件在加工中,多次装夹,均以φ3603.0+mm孔及右端面定位,保证了加工基准的统一,从而保证了工件的加工精度。
4×φ15019.0+mm,可采用铣床加工,其精度可以得到更好的保证。
4)工序中安排了,四个侧面和左、右两端面均进行磨削,其目的是保证定位时的精度。
序言机械制造工艺学课程设计是我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的。
这是我们在进行毕业设计之前对所学各课程的一次深入的、综合性的总复习,也是一次理论联系实际的训练。
因此,它在我们四年的大学生活中占有重要的地位。
就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,为今后参加祖国“四化”建设打下一个良好的基础。
由于能力所限,设计尚有许多不足之处,恳请各位老师给予指教。
一、零件分析(一)零件的作用题目所给定的零件是机床上的方刀架。
其主要作用是稳固、可靠、准确的夹持刀具,换刀时能够转动。
零件的Φ25㎜端面用于准确定位, Φ25㎜孔与轴配合,用于夹紧.(二)零件的工艺分析Φ25+0.023 0㎜端面与Φ25+0.023 0㎜孔、Φ36+0.03 0㎜孔有一定的位置要求。
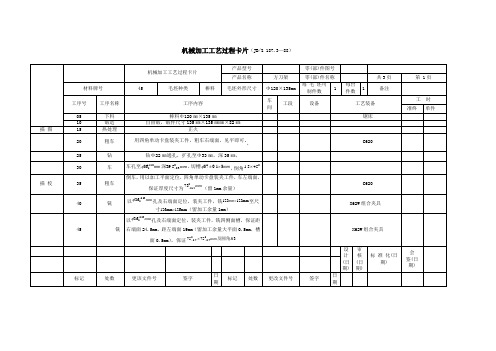
机械加工工艺过程卡片(JB/Z 187.3—88)机械加工工艺过程卡片(JB/Z 187.3—88)机械加工工艺过程卡片(JB/Z 187.3—88)机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页第 1 页车间工序号工序名称材料牌号金属加工厂05 下料45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料Φ120×135㎜ 1设备名称设备型号设备编号同时加工件数锯床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工序工时r/min m/min mm/r mm 机动辅助1 切割Φ120㎜×135㎜锯床描图 2描校 3底图号家装·装订号设计(日期) 审核(日期) 标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页第 2 页车间工序号工序名称材料牌号金属锻造厂10 锻造45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料Φ120×135㎜ 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工序工时r/min m/min mm/r mm 机动辅助1 自由锻通用夹具,游标卡尺描图 2描校 3底图号家装·装订号设计(日期) 审核(日期) 标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页第 3 页车间工序号工序名称材料牌号金属加工厂15 热处理45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料Φ120×135㎜ 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工序工时r/min m/min mm/r mm 机动辅助1 热处理描图 2描校 3底图号家装·装订号设计(日期) 审核(日期) 标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页第 4 页车间工序号工序名称材料牌号金属加工厂20 粗车45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料Φ120×135㎜ 1 1设备名称设备型号设备编号同时加工件数卧式车床C620夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工序工时r/min m/min mm/r mm 机动辅助1 用四角単动卡盘装夹工件,粗车右端面专用夹具600 100 0.12 1.5 描图 2描校 3底图号家装·装订号设计(日期) 审核(日期) 标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 5 页车间 工序号 工序名称 材料牌号 金属加工厂 25 钻45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数棒料 Φ120×135㎜ 1 1 设备名称 设备型号设备编号同时加工件数立式钻床Z550夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号 工步内容 工艺装备主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/min m/min mm/r mm 机动 辅助 1 钻mm 012.022-φ通孔,Φ22钻头,游标卡尺,专用夹具 600 100 0.12 1 描图 2扩孔至mm 012.033-φ,深mm 012.035-φΦ33扩孔刀、游标卡尺、专用夹具200 100 0.12 1 描校 3底图号 家装·装订号设计(日期)审核(日期)标准化(日期) 会签(日期)标记 处数更改文件号签字 日期 标记 处数更改文件号签字 日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 6 页车间 工序号 工序名称 材料牌号 金属加工厂 30 车45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数 棒料 Φ120×135㎜ 1 1设备名称 设备型号 设备编号同时加工件数卧式车床 C620夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号 工步内容工艺装备主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/min m/min mm/r mm 机动 辅助 1 车孔至mm 03.0036+φmm 03.05.39-深专用夹具,专用量具,专用刀具 800 100 0.12 1.5 描图 2 切槽mm 31.037⨯±φ,倒角0455.1⨯专用夹具,专用量具,专用刀具800 100 0.12 1.5 描校 3 底图号 家装·装订号设计(日期)审核(日期)标准化(日期) 会签(日期)标记 处数更改文件号签字 日期 标记 处数更改文件号签字 日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 7 页车间 工序号 工序名称 材料牌号 35 粗车45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数棒料 Φ120×135㎜ 1 1 设备名称 设备型号 设备编号同时加工件数卧式车床 C620夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号 工步内容工艺装备主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/min m/min mm/r mm 机动 辅助 1 车左端面,保证厚度尺寸为mm 012.073通用夹具,游标卡尺,专用刀具200 100 0.12 1.5 1 描图 2描校 3 底图号 家装·装订号设计(日期)审核(日期)标准化(日期) 会签(日期)标记 处数更改文件号签字 日期 标记 处数更改文件号签字 日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 8 页车间 工序号 工序名称 材料牌号 金属加工厂 40 铣45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数棒料 Φ120×135㎜ 1 1 设备名称 设备型号 设备编号同时加工件数铣床 X6132夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号 工步内容 工艺装备 主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/min m/min mm/r mm 机动 辅助 1 装夹工件铣床专用夹具描图 2铣尺寸mm mm 12.0012.00126126++⨯铣床专用夹具,铣床专用铣刀,专用量具 300100 0.12 1.5 描校 3底图号 家装·装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记 处数更改文件号签字 日期 标记 处数更改文件号签字 日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页第 9 页车间工序号工序名称材料牌号金属加工厂45 铣45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料Φ120×135㎜ 1 1设备名称设备型号设备编号同时加工件数铣床X6132夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工序工时r/min m/min mm/r mm 机动辅助1 装夹工件铣床专用夹具描图 2 铣四侧面槽,保证距右端面12.05.24+mm,距左端面12.019+mm保证3757504.04.0Rmm及圆角--⨯铣床专用铣刀,专用量具300 100 0.12描校 3 底图号家装·装订号设计(日期) 审核(日期) 标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 10 页车间 工序号 工序名称 材料牌号 金属加工厂 50 铣45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数棒料 Φ120×135㎜ 1 1 设备名称 设备型号 设备编号同时加工件数铣床 X6132夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号工步内容工艺装备 主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/min m/min mm/r mm 机动 辅助 1 以mm 03.0036+φ孔及右端面定位重新装夹装夹工件铣床专用夹具描图 2精铣压刀槽侧面,保证尺寸距左端面12.005.18+mm游标卡尺,专用铣刀800100 0.12 1.5 描校 3底图号 家装·装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记 处数 更改文件号签字 日期 标记 处数更改文件号签字日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 11 页车间 工序号 工序名称 材料牌号 金属加工厂 55 铣45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数棒料 Φ120×135㎜ 1 1 设备名称 设备型号 设备编号同时加工件数铣床 X6132夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号 工步内容工艺装备 主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/min m/min mm/r mm 机动 辅助 1 以mm 03.0036+φ孔及右端面定位,装夹工件 专用夹具描图 2 铣八条面角 451⨯ 专用刀具995 120 0.06 0.4 1 描校 3底图号 家装·装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记 处数 更改文件号签字 日期 标记处数更改文件号 签字日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页第 12 页车间工序号工序名称材料牌号热处理厂60 热处理45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料Φ120×135㎜ 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工序工时r/min m/min mm/r mm 机动辅助1 表面淬火至40~45HRC 描图 2描校 3底图号家装·装订号设计(日期) 审核(日期) 标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 13 页车间 工序号 工序名称 材料牌号 金属加工厂 65 车45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数 棒料 Φ120×135㎜ 1 1设备名称 设备型号 设备编号同时加工件数卧式车床 C620夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号 工步内容工艺装备 主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/min m/min mm/r mm 机动 辅助 1 以mm 03.0036+φ孔及右端面定位,装夹工件 专用夹具 描图 2车mm 025.0025+φ的孔至图样尺寸 专用刀具,游标卡尺200 100 0.12 0.5 描校 3 车环槽尺寸至mm012.012.000.1205.2mm 67mm 103-++⨯⨯φφ,451⨯倒角 专用刀具,游标卡尺200 100 0.12 0.5 底图号 家装·装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记 处数 更改文件号签字 日期 标记处数更改文件号 签字日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 14 页车间 工序号 工序名称 材料牌号 金属加工厂 70 磨45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数棒料 Φ120×135㎜ 1 1 设备名称 设备型号 设备编号同时加工件数平面磨床 M7120夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号 工步内容工艺装备 主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/minm/min mm/r mm 机动 辅助 1 以mm23.0025+φ孔及左端面定位,装夹工件专用夹具 描图 2磨右端面保证mm03.039- 平面磨床,专用量具3000 0.6 0.02 描校 3底图号 家装·装订号设计(日期)审核(日期)标准化(日期) 会签(日期)标记 处数更改文件号签字 日期 标记 处数更改文件号签字 日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 15 页车间 工序号 工序名称 材料牌号 金属加工厂 75 磨45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数棒料 Φ120×135㎜ 1 1 设备名称 设备型号 设备编号同时加工件数平面磨床 M7120夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号 工步内容工艺装备 主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/minm/min mm/r mm 机动 辅助 1 以右端面定位,装夹工件专用夹具 描图 2磨左端面,保证尺寸mm 187212.0002.0+-和尺寸mm 平面磨床,专用量具3000 0.6 0.02 描校 3底图号 家装·装订号设计(日期)审核(日期)标准化(日期) 会签(日期)标记 处数更改文件号签字 日期 标记 处数更改文件号签字 日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 16 页车间 工序号 工序名称 材料牌号 金属加工厂 80 磨45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数棒料 Φ120×135㎜ 1 1 设备名称 设备型号 设备编号同时加工件数平面磨床 M7120夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号 工步内容 工艺装备 主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/minm/min mm/r mm 机动 辅助 1 以mm23.0025+φ孔及左端面定位,装夹工件专用夹具 描图 2粗、精磨四侧面,保证mm 575706.006.0--⨯mm ,平面磨床,专用量具3000 0.6 0.02 描校 3底图号 家装·装订号设计(日期)审核(日期)标准化(日期) 会签(日期)标记 处数更改文件号签字 日期 标记 处数更改文件号签字 日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 17 页车间 工序号 工序名称 材料牌号 金属加工厂 85 钻45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数棒料 Φ120×135㎜ 1 1 设备名称 设备型号 设备编号同时加工件数立式钻床 ZA5025夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号 工步内容工艺装备 主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/min m/min mm/r mm 机动 辅助 1 以mm 03.0036+φ孔及左端面定位,装夹工件 专用夹具 描图2钻H M 6128-⨯螺纹底孔2.10φmm麻花钻,游标卡尺600 100 0.12 1.5 描校 3 攻螺纹M12丝锥 底图号 家装·装订号设计(日期)审核(日期)标准化(日期) 会签(日期)标记 处数更改文件号签字 日期 标记 处数更改文件号签字 日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号 零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 18 页车间 工序号 工序名称 材料牌号 金属加工厂 90 钻45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数棒料 Φ120×135㎜ 1 1 设备名称 设备型号 设备编号同时加工件数立式钻床 ZA5025夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号 工步内容工艺装备 主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/minm/min mm/r mm 机动 辅助 1 以mm23.0025+φ孔及右端面定位,装夹工件专用夹具描图 2钻、扩、铰孔mm 019.00154+⨯φ 麻花钻,游标卡尺,丝锥,专用铰刀600 100 0.12 1.5 描校 3底图号 家装·装订号设计(日期)审核(日期)标准化(日期) 会签(日期)标记 处数更改文件号签字 日期 标记 处数更改文件号签字 日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号 零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 19 页车间 工序号 工序名称 材料牌号 金属加工厂 95 钻45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数棒料 Φ120×135㎜ 1 1 设备名称 设备型号 设备编号同时加工件数立式钻床 ZA5025夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号 工步内容工艺装备 主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/min m/min mm/r mm 机动 辅助1以mm 03.0036+φ孔及左端面定位,装夹工件 专用夹具描图 2 钻孔mm 9φ,扩铰至mm 03.0010+φ,其入口深18mm 处,扩铰至2.10φmm ,攻螺纹M12-6H麻花钻,游标卡尺,丝锥,专用铰刀600 100 0.12 1.5 描校 3底图号 家装·装订号设计(日期)审核(日期)标准化(日期) 会签(日期)标记 处数更改文件号签字 日期 标记 处数更改文件号签字 日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页第 20 页车间工序号工序名称材料牌号金属加工厂100 检验45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料Φ120×135㎜ 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工序工时r/min m/min mm/r mm 机动辅助1 按图样要求检验各部分尺寸及精度专用量具描图 2描校 3底图号家装·装订号设计(日期) 审核(日期) 标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页第 21 页车间工序号工序名称材料牌号金属加工厂105 入库45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料Φ120×135㎜ 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工序工时r/min m/min mm/r mm 机动辅助1 涂油入库描图 2描校 3底图号家装·装订号设计(日期) 审核(日期) 标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。