27.工装编号规则
- 格式:doc
- 大小:28.50 KB
- 文档页数:3
浙江正裕工业有限公司质量管理体系文件工装编号企业标准ADD-RNC-RD-001一、总则建立一套科学、规范、具有较强系统性和可操作性的工装标准编号系统,并依此来规范公司现有的所有工装的编号。
此规范的实施将对整个公司的生产、仓储、管理及工艺技术开发等工作提供一个更加系统、方便、快捷和更趋于合理、科学的管理,同时也必将有效地加强各部门之间的沟通、协调,减少相关作业的浪费,并将有利于公司工艺设计水平的持续提高。
二、编号规则所有工装均采用8位编号,并具有唯一性和可识别性,具体办法如下:□□□□□□□□1位表示主类代号2位表示子类代号1位表示零件代号3位表示顺序号1位表示相同模号主类代号:表示工序类型,共分:J(去除材料)、C(成型)、Z(滚字)、F(缝焊)、H(保护焊)、Y(压装)、T(凸焊)、D(点焊)、S(试验)、G(通用)等。
子类代号:表示工序具体内容,用数字表示,与主类代号合起来表示有:J01(下料)、J02(倒角);C01(涨口)、C02(缩口)、C03(凸包)、C04(压扁)、C05(压凹槽)、C06(滚槽)、C07(翻边封口);Z01(滚字);F01(贮液筒芯棒)、F02(焊接封口);H01(焊接弹簧盘)、H02(焊接支架总成)、H03(焊接油管支架类);Y01(压装弹簧盘)、Y02(压装防尘罩盖类)、Y03(压装限位环座类)、Y04(压装活塞杆防尘罩盖或总成类)、Y05(压装橡胶衬套类)、Y06(油封压入油封座)、Y07(衬套压入导向器)、Y08(油封导向组件压入减振器)、Y09(底阀组装)、Y10(底阀压入工作缸);T01(支架总成凸焊)、T02(凸焊油管支架类)、T03(凸焊底座与吊环类)、T04(凸焊连杆与吊环、螺栓类)、T05(凸焊盖片类);D01(点焊防尘罩类);S01(示功)、S02(试漏);G01(手工充气)、G02(充气机充气)、G03(油封护套)、G04(活塞总成组装)。
工牌编号管理制度第一章总则第一条为规范公司工牌的管理,提高企业管理效率,维护企业形象,制定本管理制度。
第二条本管理制度适用于公司所有员工,包括全职员工、兼职员工、实习生等。
第三条公司工牌编号是员工在公司内部的唯一标识,具有唯一性和不可复制性。
第四条公司工牌编号按照一定规则生成,由公司人事部门统一管理。
第五条员工在公司任职期间,需随身携带工牌,如有遗失或损坏需及时补办。
第六条员工不得私自更改工牌编号或转借他人使用,如有违规行为将受到公司相应处罚。
第七条公司保留随时更改工牌编号管理制度的权利,并应提前通知员工。
第二章工牌编号的规则第八条工牌编号由数字和字母组成,且不得少于6位。
第九条工牌编号中的数字代表员工入职时间顺序,越早入职的员工编号越小。
第十条工牌编号中的字母代表员工所在部门,不同部门对应不同的字母。
第十一条工牌编号生成规则由公司人事部门制定,员工应按规定接受编号。
第十二条新员工入职时,应在规定时间内领取工牌,并如实填写个人信息。
第十三条员工需随时保持工牌编号的清晰可辨识,如有模糊或损坏应及时更换。
第三章工牌编号的管理第十四条公司人事部门负责统一管理工牌编号,包括生成、发放、补办等。
第十五条员工需及时向人事部门申请工牌补办,如有遗失需补交相应费用。
第十六条员工离职时,应及时归还工牌,并注销工牌编号。
第十七条公司应建立完善的工牌编号档案管理制度,确保工牌编号的安全性和准确性。
第十八条公司工牌编号只可在公司内部使用,不得外借或转让给他人。
第十九条员工在离职时应如实填写离职原因,已补缴费用等,方可退还工牌编号。
第四章处罚措施第二十条员工私自更改、转借工牌编号或有其他违规行为的,公司将视情节轻重给予相应处罚。
第二十一条违反公司工牌编号管理制度的员工,可能面临口头警告、书面警告、罚款等处罚。
第二十二条如员工的违规行为严重影响公司形象,公司有权做出停职、降职、辞退等处理。
第五章附则第二十三条本管理制度自颁布之日起生效,并应当告知全体员工。
1 目的
为规范工艺装备的编号,便于工装的管理。
2 范围
本规则适用于本企业自制工艺装备的编号。
3 总则
3.1企业的自制工艺装备都应具有独立的编号。
3.2 工艺装备编号需与相对应的产品编号相符合。
4 工艺装备编号的构成
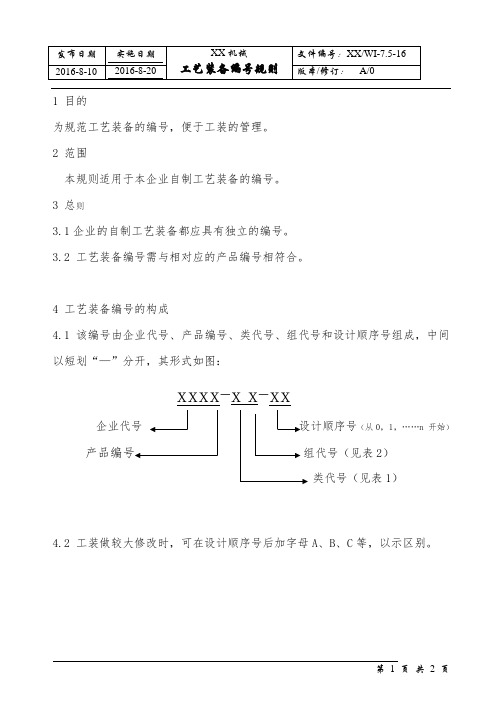
4.1该编号由企业代号、产品编号、类代号、组代号和设计顺序号组成,中间以短划“—”分开,其形式如图:
xxxx-x x-xx
(从0,1,……n 开始)
2)
类代号(见表1)
4.2 工装做较大修改时,可在设计顺序号后加字母A、B、C等,以示区别。
5 工装类、组的划分及代号
表1 工艺装备类的划分及代号
表2 工艺装备的类、组及代号。

1 目的规范公司工装模具管理,有效并正确快速识别与跟踪追溯工装/模具和产品零件的型号、规格等信息。
2 适用范围本程序适用于公司所有工装、模具。
3 术语和定义无4职责4.1生产部负责按客户产品(或零件)编号和工装/模具编号规则进行工装/模具统一编号。
4.1使用部门负责工装/模具标牌的维护工作。
5.工装/模具编号规则X X X X) -(X X X X) -(X X X X )-(X X X X)-(X X X X)5、第几套工装/模具4、型腔数3、工序号(只有冲压工装/模具用) 2、所用产品的零件编号1、工装/模具及辅助配件种类代号5.1注塑: 工装/模具/模具辅助配件种类代号ZSGZ / ZSM / ZSMP5.2冷冲: 工装/模具/模具辅助配件种类代号LCGZ / LCM / LCMP5.3机加: 工装/模具/模具辅助配件种类代号JJGZ / JJM / JJMP5.4压铸: 工装/模具/模具辅助配件种类代号YZGZ / YZM / YZMP5.5压合: 工装/模具/模具辅助配件种类代号YHGZ / YHM / YHMP5.6装配: 工装/模具/模具辅助配件种类代号ZPGZ / ZPM / ZPMP5.7挤塑: 工装/模具/模具辅助配件种类代号JSGZ / JSM / JSMP注:代号字母采用汉语第一个拼音字母缩写如:ZSM-(C 038 208 411 B)-02-01第一套模具一模两腔主支架左舵零件编号注塑模ZSM-(C 038 208 411 B)-02-02第二套模具一模两腔主支架左舵零件编号注塑模6.工装/模具标牌大众汽车股份公司资产大众资产号状态产品名称产品图号模具尺寸模具图号模具重量推荐设备机型模具供应商出厂日期辽宁圣加伦控制系统有限公司资产产品名称产品图号模具尺寸模具图号模具重量推荐设备机型模具供应商出厂日期状态其它注:“状态”和“其它”两栏可随模具的变更用记号笔修改。
7.相关文件7.1工装/模具管理程序8.附件无项目编制会签批准部门生产部签字。
产品图、工装、工艺的编号规则本规则的编制目的是使全公司的工装编号得到统一、便于库房、财务、采购、生产、技术资料等的管理,同时使各公司间资源得到最大化利用。
本规则的编制参照了《JB-T9164-1998 工艺装备编号方法》,同时根据本公司过去相关编码规则和管理等情况,并结合公司生产中的实际使用情况编制而成。
本规则的解释权属技术部。
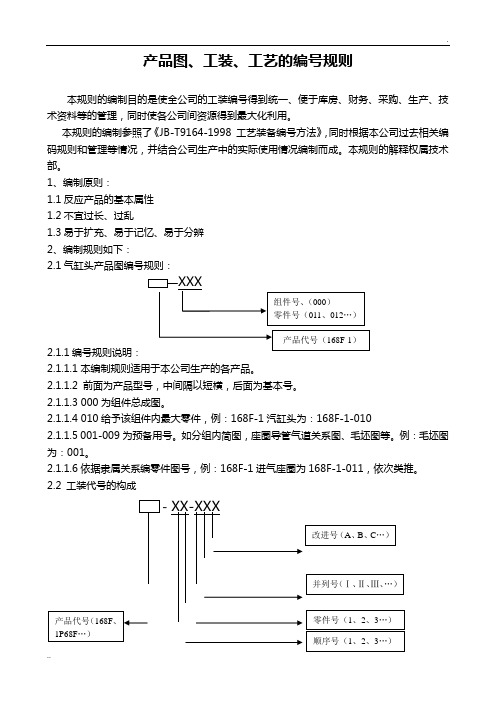
1、编制原则:1.1反应产品的基本属性1.2不宜过长、过乱1.3易于扩充、易于记忆、易于分辨2、编制规则如下:2.1气缸头产品图编号规则:2.1.1编号规则说明:2.1.1.1本编制规则适用于本公司生产的各产品。
2.1.1.2 前面为产品型号,中间隔以短横,后面为基本号。
2.1.1.3 000为组件总成图。
2.1.1.4 010给予该组件内最大零件,例:168F-1汽缸头为:168F-1-0102.1.1.5 001-009为预备用号。
如分组内简图,座圈导管气道关系图、毛坯图等。
例:毛坯图为:001。
2.1.1.6依据隶属关系编零件图号,例:168F-1进气座圈为168F-1-011,依次类推。
2.2 工装代号的构成2.2.1工装代号编号规则说明:2.2.1.1类别号:D :代表刀具; L :代表量具 ; F :代表辅具,J: 代表夹具。
2.2.1.2顺序号、零件号:采用自然数1、2、3…。
2.2.1.3并列号:采用罗马数字Ⅰ、Ⅱ、Ⅲ、…。
2.2.1.4改进号采用英文大写字母A 、B 、C …。
2.3通用工装代号编制方法:2.3.1通用工装编制说明 2.3.1.1 T 表示通用2.3.1.2 类别号同工装类别号,见2.2.1.1。
2.3.1.3 特征代号见表2表2表32.4工艺代号、工序号编制方法:2.4.1 专用工艺代号编制方法:2.4.2每套工艺规程目录下的工序号以自然数5、10、15..递增;每个工序号间预留四个序号,以满足增加工序时使用;2.4.3在工序号后加大写字母G(如:10G),代表此工序为关建重要工序;2.4.4通用、辅助、检验工艺代号编制方法:G——代表工艺2.4.4.1类别号采用英文大写字母T、F、J;通用工艺——字母T表示辅助工艺——字母F表示检验工艺——字母J表示2.5为避免各分厂区编号重复,特进行编号分段,环泰顺序号取0—100,凯嘉顺序号取1012—200,用满后再往后选取。

1 、目的
为规范工艺装备的编号,便于工装的管理。
2 、范围
本规则适用于本企业自制工艺装备的编号。
3、总则
3.1企业的自制工艺装备都应具有独立的编号。
3.2 工艺装备编号需与相对应的产品编号相符合。
4 工艺装备编号的构成
4.1该编号由产品编号(模具编号)、类代号、组代号和设计顺序号组成,中间以短划“—”分开,其形式如图:
xxx-x x-xx
(从0,1,……n 开始)
2)
类代号(见表1)
4.2 工装做较大修改时,可在设计顺序号后加字母A、B、C等,以示区别。
5 工装类、组的划分及代号
表1 工艺装备类的划分及代号
表2 工艺装备的类、组及代号。


株洲南方机电制造公司工装夹具编号管理细则(暂行)为规范工装夹具编号管理,特制定本暂行规则一、设计制造各种专用工装夹具必须按规范设计制造,保证产品质量,并根据产品批量确定适当制造数量。
专用量规至少按3件套生产,分别用于加工、检验、校对。
二、入库保管制造的工装夹具、量规检具经检验合格,由生产部办理入库妥善保管,建档登记,并在醒目位置用油漆(或钢码、蚀刻)按规定标记,操作者凭图纸和施工单借用。
检验室用量规检具可由检验室长期领用和保管。
磨损报废及时销号。
三、编号、检验、检定工装夹具编号由保管员和项目责任人共同负责按附录规定标记。
包管员检帐登记用于生产加工的工装夹具,每次加工首件检验合格才可继续生产,加工过程中要加强自检和巡检。
特别注意定位件的磨损状况。
用于检测的量规样板使用者使用前必须按标记值较检,防止磨损。
精密和关键特性尺寸量规要经专业计量部门检定,检定周期应根据使用频率和磨损规律由检验室主任安排,最长不得超过一年。
通用量具由保管人员负责实施送交专业计量部门按期检定。
质量管理人员监督执行。
附录:编号规则1. 专用刀具D □□□□—□□序号刀具代号刀具类别零件代号1 车工2 铣工3 镗工4 钳工5 刨工2.专用夹具J □□□□—□□夹具代号夹具类别零件代号序号1 车工(名称)2 铣工3 镗工4 钳工5 刨工3.模具工装夹具M □□□□—□□模具代号模具类别产品图号序号L 冷冲模(名称)R热压模B标印字头4.通用量具L □□□量具代号量具类别序号1 游标卡尺2 深(高)度尺3 外径千(百)分尺4 内径百分表5各种表类6角度尺7量块8其他5.专用量规、样板□□□—□□□—□□产品图号设计尺寸序号6.专用综合检具□□□□□□产品图号检具名称7.本细则自2006年3月起实行,原有工装夹具、检具量规样板3月15日前按上述规定完成清理标记建挡。

工装、检具及样件编号规则工装、检具及样件编号规则1. 目的为确保公司工装、检具及样件编号编制规范化,以利于生产经营管理,提高工作效率和经济效益,特制定本规定。
2. 范围本规定适用于本公司所有工装(含模具、夹具、弯管模等)、检具及样件编号编制规定3. 职责工程技术部是本程序的归口管理部门,公司相关部门是具体的执行者。
4. 编号规则4.1 模具编号规则编号形式:XX-XX-CM X/X分工序号/总工序号模具类别代号零件件号车型代号例如:SC6350-5104112-CM2/5表示车型为SC6350、零件件号为5104112、5付模具的第2付4.2 夹具编号规则编号形式:XX-XX-CM X/X分工序号/总工序号夹具类别代号零件件号车型代号例如:SC6350-5104112-HJ2/5表示车型为SC6350、零件件号为5104112、5付夹具的第2付4.3 弯管模编号规则编号形式:WMφXX×XX管件类别代号弯管模类别代号例如:WMφ25.4×2表示管件为φ25.4×2的弯管模4.4 管端模编号规则编号形式:GMXφXX×XX管件类别代号弯管模类别代号及序号例如:GM2 φ25.4×2表示管件为φ25.4×2的第2付管端模4.5 检具编号规则编号形式:JJ-XX XX-XX XX零件件号车型代号检具类别代号例如:JJ-SC6350-5104112表示车型为SC6350、零件件号为5104112检具4.6 样件编号规则编号形式:XX-XX-YJ-XX顺序号样件类别代号零件件号车型代号另:封样时,必须签署封样人姓名和封样日期。
例如:SC6350-5104112-YJ2表示车型为SC6350、零件件号为5104112的第2个样件5. 若客户有特殊要求,按客户要求办理。
6. 本制度解释权在工程技术部。
7. 本制度自发布之日起实施。
工程技术部。

各类工装编号原则一、主题内容与使用范围本原则规定了公司内所使用的各类工装的编号方法,适用于各车间所使用的工装。
二、内容1、模具的编号原则:xx—xxxxxxxx M xx模具套数的顺序号模具拼音字头,代表模具零件代号产品代号举例:a、H01—4319001M01 第一套模具H01—4319001M02 第二套模具2、焊具的编号原则:xx—xxxxxxxx H xx焊具套数的顺序号焊具拼音字头,代表焊具零件代号产品代号举例:a、J00—6201910H01 第一套焊具J00—6201910H02 第二套焊具3、夹具的编号原则:xx—xxxxxxxx J xx夹具套数的顺序号夹具拼音字头,代表夹具零件代号产品代号举例:a、H03—1706011J01 第一套夹具H03—1706011J02 第二套夹具4、刃具的编号原则:xx—xxxxxxxx R xx刃具套数的顺序号刃具拼音字头,代表刃具零件代号产品代号5、量具(检具)的编号原则:a、组合量具(检具)xx—xxxxxxxx L xx量具(检具)套数的顺序号量具拼音字头,代表量具(检具)零件代号产品代号举例:J00—5401430L01 第一套量具(检具)6、通止类量具(检具):a、组合量具(检具)xx—xxxxxxxx L xx T/Z通/止量具(检具)套数的顺序号量具拼音字头,代表量具(检具)零件代号产品代号举例:H003—1706011L01T 第一套通类量具(检具)H003—1706011L01Z 第二套止类量具(检具)H003—1706011L02T 第三套通类量具(检具)H003—1706011L02Z 第四套止类量具(检具)三、要求1、工装上应备永久性标示。
2、做到文实相符(台账、作业指导书等)。


1.目的本办法的主要目的是对工装夹具的标识作出规定,以便检索、控制和可追溯;同时也有利于工装的存放以及查找。
2.试用范围适用于所用工装夹具/检具/辅具/专用模的统一编号。
.3.职责3.1工装夹具刀具图纸编制人员按此编码规则进行工装夹具刀具的编码。
3.2工装夹具刀具制造人员需了解此编码规则,并按此规则进行工装夹具刀具的标牌制作。
3.3工装夹具刀具的管理人员负责管理维护工装夹具刀具的编码。
4.工艺装备编号的构成:由1 客户(公司)代码+2 产品名称缩写+3 类代码+4 组代码+5 流水号(制件顺序数)五部分组成。
如:CK -TDXT -J4-01CK TDXT J 4 01流水号(制件顺序数)组代码类代码产品名称缩写(大写首字母)客户(公司)代码(大写首字母)注:第二部分【产品名称缩写】不能完全区分的,就用产【品名称缩写加图号组】成第二部分类代号用字母表示,参考表1 所示;组代号用数字,表示参考表2 所示例如:① CK—TDXT—J4—01表示:TD 箱体在铣床上第一道工序的夹具②WL—2094947—D2—02表示:用于加工威乐2094947(电机端盖),本公司自行设计的第二把铣刀③DH—C9TJ—C0—01表示:大华C9 托架切边模第一幅工装表1 工艺装备类的划分及代号类说明字母代号名称R 热加工用工装铸造、热压力加工、热处理、焊接、粉末冶金、非金属热加工用的工装C 冷压加工用工装板料冲压、冷镦、冷挤、拉丝等冷压加工用的工装D 刀具(用于切削加工)金属切削机床用刀具,包括光整加工用工具和电加工用工具F 辅具用于连接机床和刀具的各种工具5. 相关记录6、修改记录。

产品图、工装、通用件的编号规则本规则的编制在于使全公司的工装编号得到统一、便于库房、财务、采购、生产、技术资料等的管理,同时使各公司间资源得到最大化利用。
本规则的编制参照了《JB-T9164-1998 工艺装备编号方法》,同时吸取了本公司过去工装编码不统一、管理不便等情况,并结合公司的实际生产编制而成。
有不足之处望各部们提供宝贵意见。
1、编制原则:1.1反应产品的基本属性 1.2不宜过长、过乱 1.3易于扩充、易于记忆。
2、编制规则如下:2.1汽缸头产品图编号规则:—XXX2.1.1编号规则说明:2.1.1.1本编制规则适用于本公司生产的各产品。
2.1.1.2 前面为产品型号,中间隔以短横,后面为基本号。
2.1.1.3 000为组件总成图。
2.1.1.4 010给予该组件内最大零件,例:168F-1汽缸头为:168F-1-0102.1.1.5 001-009为预备用号。
如分组内简图,座圈导管气道关系图、毛坯图等。
例:毛坯图为:001。
2.1.1.6依据隶属关系编零件图号,例:168F-1进气座圈为168F-1-011,依次类推。
2.2 工装代号的构成2.2.1工装代号编号规则说明:2.2.1.1公司代号:为区分三个公司均生产同种型号产品时用,若为独家生产时则可取消公司代号。
2.2.1.2类别号有:D:刀具; L:量具; F:辅具,J:夹具。
2.2.1.3顺序号:选择一条生产线作为基准线,依此条生产线生产的基本产品工序顺序依次编制,同一加工部位、固定顺序号。
2.2.1.3.1同一加工部位、同一生产线、不同产品时顺序号一致。
2.2.1.3.2 同一加工部位、不同生产线、相同/不同产品时顺序号一致。
2.2.2具体举例表1 表12.3.1.1 T表示通用2.3.1.2 类别号同工装类别号,见2.2.1.2。
2.3.1.3 特征号见表1表2表3表3续编制:审核:批准:。

工装编码规则
工装的合理使用不仅保证了零件加工质量而且提高了生产效率,因而切实搞好工装的设计、制造、保管和维护保养及编码工作,是保证正常生产和促进生产发展的重要措施。
按照使用范围的不同,对车间工装应进行编号,以便于管理。
编号规则:车间(大排、小排、双吸泵、清水泵)—名称—编号
例如:双吸泵—ZB—001
序号名称图例标识颜色
1 流转车车间—LZC—编号黑色
2 放置架车间—FZJ—编号黑色
3 图纸架车间—TZJ—编号黑色
4 工作台车间—GZT—编号黑色
5 放置框车间—FZK—编号黑色
6 木放置框车间—MFZK—编号黑色
7 栈板车间—ZB—编号黑色
8 木栈板车间—M ZB—编号黑色
若以上工装有损坏的,需要及时维修,维修部门为使用部门;若工装彻底作废的话,需要及时补充,并按编码规则及时编码。
注:在刚开始编码的时候,尽可能通知工艺人员在场,确保编码是合理有效的,并且写刷的编码是美观的(字与字之间必须成一定比例、协调)。
编制:审核:批准:。

天合集团工艺装备编号方法规定1 目的:为了规范工艺装备的管理,特制定本办法来统一工装夹具的编号;2 适用范围:天合石油集团股份有限公司;3 编号方法:3.1 分厂代号,根据现行公司人力资源部组织机构确定,H:铆焊分厂,Z:钻铤分厂,R:热处理分厂,D:打捞工具,3.2 产品代号,根据公司产品项目种类进行分类,如WL:扶正器,GJ:滚轮铰孔器,FL:阀类,3.3 类别代号,工艺装备类的划分及代号见表1,本规定采用字母代号;通用工艺装备可在类代号前加字母“T”;3.4 组代码,工艺装备组的划分及代号见表2;3.5 分组代码,工艺装备分组的划分及代码见表3;3.6 设备代号,共12类,C:车床,Z:钻床,T:镗床,M:磨床,Y:齿轮加工机床,S:螺纹加工机床,X:铣床,B:刨、插床,L:拉床,D:电加工机床,G:切断机床,Q:其他机床;3.7 设计顺序号,01,02 …99,工装做较大修改时,可在设计顺序号后加字母A,B,C等,以示区别;4 工艺装备编号登记表4.1 登记表的格式见表4;4.2 登记表各栏填写内容;4.2.1 天合石油集团股份有限公司字样印出;4.2.2 工装类、组、分组名:在本表上登记的工装类、组与分组名称;4.2.3 工装类、组、分组代号:在本表上登记的工装类、组与分组代号;4.2.4 工装编号:由(3)中的代号加设计顺序号后构成;4.2.5 工装名称:编号的工装详细名称,如45°外圆车刀、滚齿心轴等;4.2.6 使用对象名称:使用该工装的零件图号;4.2.7 使用对象图号:使用该工装的零件名称;4.2.8 工序:使用该工装的工序名称;4.2.9 使用部门:使用该工装的分厂、车间或工段的名称或代号;4.2.10 设计者:该工装的设计者(签字);4.2.11 登记日期:登记该工装编号的日期;4.2.12 备注:根据需要填写。
4.3 表格尺寸:A4横版表格尺寸;页面尺寸可自定;5 说明:本规定符合中华人民共和国机械行业标准,工艺装备编号方法JB/T 9164-1998要求;本规定自下发之日起实行;编制:审核:批准:日期:。

XXX工业股份有限公司工装编号企业标准文件编号:一、总则建立一套科学、规范、具有较强系统性和可操作性的工装标准编号系统,并依此来规范公司现有的所有工装的编号。
此规范的实施将对整个公司的生产、仓储、管理及工艺技术开发等工作提供一个更加系统、方便、快捷和更趋于合理、科学的管理,同时也必将有效地加强各部门之间的沟通、协调,减少相关作业的浪费,并将有利于公司工艺设计水平的持续提高。
二、编号规则所有工装均采用8位编号,并具有唯一性和可识别性,具体办法如下:□ □□□□□□ □1位表示主类代号2位表示子类代号1位表示零件代号3位表示顺序号1位表示相同模号主类代号:表示工序类型,共分:J(去除材料)、C(成型)、Z(滚字)、F(缝焊)、H(保护焊)、Y(压装)、T(凸焊)、D(点焊)、S(试验)、G(通用)等。
子类代号:表示工序具体内容,用数字表示,与主类代号合起来表示有:J01(下料)、J02(倒角);C01(涨口)、C02(缩口)、C03(凸包)、C04(压扁)、C05(压凹槽)、C06(滚槽)、C07(翻边封口);Z01(滚字);F01(贮液筒芯棒)、F02(焊接封口);H01(焊接弹簧盘)、H02(焊接支架总成)、H03(焊接油管支架类);Y01(压装弹簧盘)、Y02(压装防尘罩盖类)、Y03(压装限位环座类)、Y04(压装活塞杆防尘罩盖或总成类)、Y05(压装橡胶衬套类)、Y06(油封压入油封座)、Y07(衬套压入导向器)、Y08(油封导向组件压入减振器)、Y09(底阀组装)、Y10(底阀压入工作缸);T01(支架总成凸焊)、T02(凸焊油管支架类)、T03(凸焊底座与吊环类)、T04(凸焊连杆与吊环、螺栓类)、T05(凸焊盖片类);D01(点焊防尘罩类);S01(示功)、S02(试漏);G01(手工充气)、G02(充气机充气)、G03(油封护套)、G04(活塞总成组装)。
零件代号:表示是单一零件(0)或总成(1)。

零件、工装编号规则为了对工装进行有效的识别,规范工装的管理,本规则规定了工装的编号要求和方法。
一、工装编号要求工装编号由顾客产品图号、工装特征号和工序号组成,每付工装必须具有独立的编号,不同类型的工装采用工装特征号区分,同一产品具有多副工装的采用工序号区分,同一产品需多副检具的按检测先后采用流水号区分。
工装的工序号必须和产品加工工序一致,检具的顺序号必须和检测的顺序相一致,产品的工序样件的工序编号必须与加工工序相一致。
当顾客产品更改后,工装、检具、样件的编号按顾客更改后的产品图号作相应的变更。
工装特征号:模具——M、焊接夹具——J、检具——L、工序样件——Y产品工序号:10、20、……检具流水号:10、20、……二、工装编号示例:1、模具编号:零件号–M(工装特征号)–工序号例:9804088580 – M – 10表示10工序表示模具零件号工序号的编制,第一道工序从10开始,按工序顺序连续编号,保证工装、样件工序号与工序相一致。
如客户有要求则按客户要求编号。
2、检具编号:零件号–L(工装特征号)–流水号例:9804088580 – L – 10表示第一副表示检具零件号如总成、单件合用的检具,采用总成零件号,但检具铭牌上应标明含单件检测功能。
第一副检具从10开始编号。
3、焊接夹具编号:零件号–J(工装特征号)–工序号例:9804088580 – J – 10表示10工序表示焊接夹具零件号零件号使用总成零件号。
4、工序样件编号:零件号–Y–工序号例:9804088580 – Y – 10表示10工序表示工序样件零件号样件的工序号与加工工序相一致。
三、无零件号的分总成零件编号规则无零件号的工艺合件、分总成是指加工过程中因工艺要求需对总成进行分解生产的工序产品,由于产品设计时对需分解生产的产品没有给出零件或分总成编号,造成生产过程工序产品识别困难,为保证生产过程对工序零件(合件、分总成)的有效识别,特制定本规定。

工装编号规定
为统一工装管理,制定本公司工装编号规定
一、钻模类
1、端法兰钻模
因本公司所有产品不外乎德标和美标两大系列,所以端法兰钻模编号如下:
压力
规格
钻模中文缩写
⒉中法兰钻模
因产品不同中法兰钻模也不同,没有统用性,故对中法兰钻模编号规定如下:
□ ZM----DN----01(02)(03)
填料盖钻模
盖钻模
中法兰钻模
规格
钻模中文缩写
产品代号(H 止回阀J截止阀Z闸阀)
二、其它工装
1、阀体斜车模:阀体开档、车体环槽等
机床代号
规格
斜车模中文缩写
阀体
2、闸阀斜车模,闸板开槽,精车
机床代号
规格
斜车模中文缩写
闸板
3、摇杆车模、钻模
YGCM—DN—□车床代号
YGZM—DN
4、端法兰车模:
DCM—DN
5、过滤器中法兰车模
SCM—DN—□(车床代号)
工装一览表。
株洲南方机电制造公司
工装夹具编号管理细则(暂行)
为规范工装夹具编号管理,特制定本暂行规则
一、设计制造
各种专用工装夹具必须按规范设计制造,保证产品质量,并根据产品批量确定适当制造数量。
专用量规至少按3件套生产,分别用于加工、检验、校对。
二、入库保管
制造的工装夹具、量规检具经检验合格,由生产部办理入库妥善保管,建档登记,并在醒目位置用油漆(或钢码、蚀刻)按规定标记,操作者凭图纸和施工单借用。
检验室用量规检具可由检验室长期领用和保管。
磨损报废及时销号。
三、编号、检验、检定
工装夹具编号由保管员和项目责任人共同负责按附录规定标记。
包管员检帐登记
用于生产加工的工装夹具,每次加工首件检验合格才可继续生产,加工过程中要加强自检和巡检。
特别注意定位件的磨损状况。
用于检测的量规样板使用者使用前必须按标记值较检,防止磨损。
精密和关键特性尺寸量规要经专业计量部门检定,检定周期应根据使用频率和磨损规律由检验室主任安排,最长不得超过一年。
通用量具由保管人员负责实施送交专业计量部门按期检定。
质量管理人员监督执行。
附录:编号规则
1. 专用刀具
D □□□□—□□
序号
刀具代号刀具类别零件代号
1 车工
2 铣工
3 镗工
4 钳工
5 刨工
2.专用夹具
J □□□□—□□夹具代号夹具类别零件代号序号
1 车工(名称)
2 铣工
3 镗工
4 钳工
5 刨工
3.模具工装夹具
M □□□□—□□模具代号模具类别产品图号序号
L 冷冲模(名称)
R热压模
B标印字头
4.通用量具
L □□□
量具代号量具类别序号
1 游标卡尺
2 深(高)度尺
3 外径千(百)分尺
4 内径百分表
5各种表类
6角度尺
7量块
8其他
5.专用量规、样板
□□□—□□□—□□
产品图号设计尺寸序号
6.专用综合检具
□□□□□□
产品图号检具名称
7.本细则自2006年3月起实行,原有工装夹具、检具量规样板3月15日前按上述规定完成清理标记建挡。