第8-9章公差配合
- 格式:ppt
- 大小:593.50 KB
- 文档页数:55
第8章 圆锥和角度的公差与配合学习目的和要求1.了解圆锥配合的特点、基本参数、形成方法和基本要求。
2.熟悉圆锥公差项目和给定方法;了解圆锥的配合种类及形成;掌握圆锥公差的标注。
3.熟悉角度公差。
4.了解锥度和角度的检测方法。
圆锥结合是一种常用的典型配合,在机械、仪器和工具中应用广泛。
锥度与锥角的标准化,对保证圆锥配合的互换性具有重要意义。
国家于2001年颁布了GB /T157─200l 《圆锥的锥度与锥角系列》、GB /T11334─2005《圆锥公差》GB /T15754─1995《技术制图 圆锥的尺寸和公差标注》等标准,本章仅介绍这些标准的主要内容。
8.1 概 述8.1.l 圆锥配合的特点与圆柱配合相比较,圆锥配合具有如下特点:1.相配合的内、外两圆锥在轴向力的作用下,能自动对准中心,保证内、外圆锥体轴线具有较高的同轴度,且装拆方便。
2.圆锥配合的间隙和过盈,可随内、外圆锥体的轴向相互位置不同而得到调整,而且能补偿零件的磨损,延长配合的使用寿命。
3.圆锥的配合具有较好地自锁性和密封性。
圆锥配合虽然有以上优点,但它与圆柱体配合相比,影响互换性的参数比较复杂,加工和检验也较麻烦,故应用不如圆柱配合广泛。
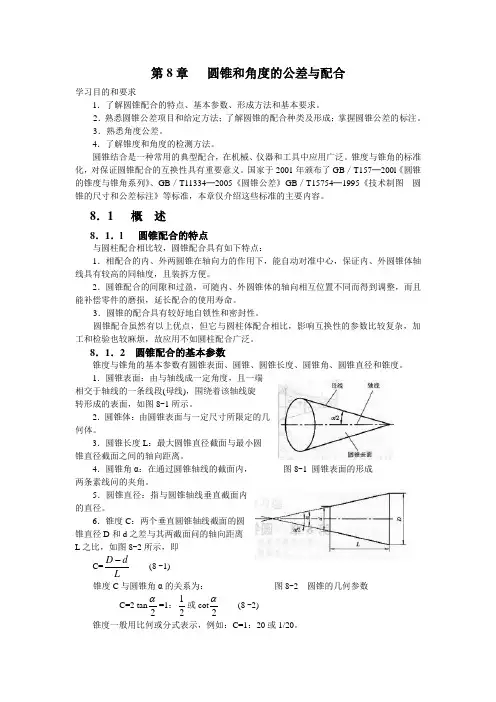
8.1.2 圆锥配合的基本参数锥度与锥角的基本参数有圆锥表面、圆锥、圆锥长度、圆锥角、圆锥直径和锥度。
1.圆锥表面:由与轴线成一定角度,且一端 相交于轴线的一条线段(母线),围绕着该轴线旋 转形成的表面,如图8-1所示。
2.圆锥体:由圆锥表面与一定尺寸所限定的几 何体。
3.圆锥长度L :最大圆锥直径截面与最小圆 锥直径截面之间的轴向距离。
4.圆锥角α:在通过圆锥轴线的截面内, 图8-1 圆锥表面的形成 两条素线问的夹角。
5.圆锥直径:指与圆锥轴线垂直截面内的直径。
6.锥度C :两个垂直圆锥轴线截面的圆 锥直径D 和d 之差与其两截面问的轴向距离 L 之比,如图8-2所示,即 C=LdD - (8 -1) 锥度C 与圆锥角α的关系为: 图8-2 圆锥的几何参数C=2 tan2α=1:21或cot 2α(8 -2)锥度一般用比何或分式表示,例如:C=1:20或1/20。
公差配合相乘
在机械设计领域,公差配合通常是指零件尺寸与其允许的制造误差范围之间的关系。
它主要涉及孔和轴的配合,通过控制孔与轴的尺寸公差,以实现不同类型的配合,如间隙配合、过渡配合或过盈配合。
然而,公差配合的概念并不直接涉及乘法运算。
若讨论两个零件(如轴和孔)的配合情况时,关注的是它们各自的尺寸公差是否能够满足设计要求,从而确保装配后的功能性和可靠性,并非将两个公差简单相乘。
举例来说,一个孔可能有直径为φ50(+0.025,-0.015)的尺寸公差,表示其最大直径为50.025mm,最小直径为49.985mm;而对应的轴可能有直径为φ50(+0.010,-0.005)的尺寸公差。
在这种情况下,分析的是当轴插入孔中时,可能出现的不同配合状态,而非两者的公差值进行数学上的乘法计算。
公差与配合习题及参考答案第一章绪论1-1.什么叫互换性?为什么说互换性已成为现代机械制造业中一个普遍遵守原则?列举互换性应用实例。
(至少三个)。
答:(1)互换性是指机器零件(或部件)相互之间可以代换且能保证使用要求的一种特性。
(2)因为互换性对保证产品质量,提高生产率和增加经济效益具有重要意义,所以互换性已成为现代机械制造业中一个普遍遵守的原则。
(3)列举应用实例如下:a、自行车的螺钉掉了,买一个相同规格的螺钉装上后就能照常使用。
b、手机的显示屏坏了,买一个相同型号的显示屏装上后就能正常使用。
c、缝纫机的传动带失效了,买一个相同型号的传动带换上后就能照常使用。
d、灯泡坏了,买一个相同的灯泡换上即可。
1-2 按互换程度来分,互换性可分为哪两类?它们有何区别?各适用于什么场合?答:(1)按互换的程来分,互换性可以完全互换和不完全互换。
(2)其区别是:a、完全互换是一批零件或部件在装配时不需分组、挑选、调整和修配,装配后即能满足预定要求。
而不完全互换是零件加工好后,通过测量将零件按实际尺寸的大小分为若干组,仅同一组内零件有互换性,组与组之间不能互换。
b、当装配精度要求较高时,采用完全互换将使零件制造精度要求提高,加工困难,成本增高;而采用不完全互换,可适当降低零件的制造精度,使之便于加工,成本降低。
(3)适用场合:一般来说,使用要求与制造水平,经济效益没有矛盾时,可采用完全互换;反之,采用不完全互换。
1-3.什么叫公差、检测和标准化?它们与互换性有何关系?答:(1)公差是零件几何参数误差的允许范围。
(2)检测是兼有测量和检验两种特性的一个综合鉴别过程。
(3)标准化是反映制定、贯彻标准的全过程。
(4)公差与检测是实现互换性的手段和条件,标准化是实现互换性的前提。
1-4.按标准颁布的级别来分,我国的标准有哪几种?答:按标准颁布的级别来分,我国标准分为国家标准、行业标准、地方标准和企业标准。
1-5.什么叫优先数系和优先数?答:(1)优先数系是一种无量纲的分级数值,它是十进制等比数列,适用于各种量值的分级。

机械制图配合公差全套的机械制图教案第一章:机械制图基础1.1 制图国家标准学习国家制图标准的基本规定,包括图幅、比例、字体、线型等。
1.2 绘图工具及材料介绍绘图板、丁字尺、三角板、铅笔、橡皮等绘图工具的使用方法。
1.3 基本绘图方法学习点、线、面的绘制方法,掌握基本图形的绘制技巧。
1.4 标注方法学习尺寸标注、符号标注、文字标注的方法和规则。
第二章:机械制图的基本技能2.1 视图的绘制学习三视图的绘制方法,掌握视图之间的投影关系。
2.2 剖视图与断面图学习剖视图、断面图的绘制方法和规则。
2.3 标注尺寸学习尺寸标注的顺序、方法和规则,掌握尺寸公差的表示方法。
2.4 绘制机械零件图学习机械零件图的绘制方法,掌握常见机械零件的图形表示。
第三章:公差与配合3.1 公差与配合的基本概念学习公差、配合、间隙、过盈等基本概念。
3.2 公差与配合的表示方法学习公差带、配合间隙、过盈配合的表示方法。
3.3 配合的选择学习根据设计要求选择适当的配合,掌握配合的分类和应用。
3.4 公差与配合在制图中的应用学习如何在机械制图中正确表示公差与配合。
第四章:机械制图的绘制与阅读4.1 绘制机械图样的方法与步骤学习机械图样的绘制方法,掌握绘制步骤和技巧。
4.2 机械图样的阅读方法学习阅读机械图样的方法,掌握图样中的信息提取和理解。
4.3 机械图样的常见问题分析分析机械图样中常见的问题,提高制图质量和准确性。
4.4 机械图样的修改与完善学习修改和完善机械图样的方法,提高图样的合理性和准确性。
第五章:机械制图实例解析5.1 轴类零件图的绘制分析轴类零件的特点,学习绘制轴类零件图的方法。
5.2 齿轮类零件图的绘制分析齿轮类零件的特点,学习绘制齿轮类零件图的方法。
5.3 箱体类零件图的绘制分析箱体类零件的特点,学习绘制箱体类零件图的方法。
5.4 装配图的绘制学习装配图的绘制方法,掌握装配图的表示方法和规则。
第六章:计算机辅助设计(CAD)基础6.1 CAD系统介绍学习CAD系统的概念、功能和应用领域。
《公差配合与技术测量》教学大纲一、课程名称公差配合与技术测量二、先修课程机械基础三、课程的性质和任务本课程是机械类专业技术基础课,它包括:“公差配合”与“技术测量”两大部分。
“公差配合”属标准化范畴;“技术测量”属计量学范畴。
本课程是将公差配合和计量学有机地结合在一起,从互换性角度出发,围绕误差与公差这两个概念来研究如何解决使用要求与制造要求的矛盾,而这一矛盾的解决是合理确定公差配合和采用适当的技术测量手段。
本课程的任务是:掌握公差配合与技术测量的基础知识,应会用有关的公差配合标准,具有选用公差配合的初步能力,能正确选用量具量仪,会进行一般的技术测量工作,会设计常用量规,并为今后的学习与工作打下良好的基础。
四、课程内容和要求第一单元绪论(一)教学目的让学生了解互换性的概念、种类、好处、实现互换性生产的条件。
了解技术标准的作用及本课程的性质、任务与要求。
(二)教学重点互换性在机械行业中的重要性以及贯彻执行技术标准的重要性(三)教学内容1、介绍互换性概念及其作用2、讲解技术标准制订过程及其种类、作用3、补充机械常用长度单位毫米、微米的有关知识(四)本章小结本章介绍了互换性,技术标准的有关概念及其重要作用。
对强制性技术标准必须严格执行。
(五)思考题1、实现互换性生产的基本条件是什么?2、技术标准有什么作用?第二单元尺寸公差与配合(一)教学目的让学生发解尺寸公差配合的基本概念、熟悉尺寸公差配合标注的意义,掌握有关公差表格的查找方法,学生应知道设计要按标准规范。
检测要按图纸要求。
(二)教学重点难点重点:标准公差系列、基本偏差系列、常用对孔、轴公差带与配合难点:公差带位置,极限尺寸状态下最大间隙最小间隙及最大最小过盈量,本章术语较多。
(三)教学内容1、尺寸公差、配合的基本术语、标准公差系列,基本偏差系列2、常用尺寸孔、轴公差带与配合3、尺寸到18孔、轴公差带与配合4、配制配合的概念、末注公差有关知识。
(四)本章小结本章介绍了尺寸公差配合的基本术语,标准公差系列,基本偏差系列、常用尺寸孔,轴公差带与配合,对小于18及大于500尺寸公差也作了相应介绍,学生应掌握表格查找方法,熟悉标注方法。
《公差配合与技术测量》课程标准掌握互换性与标准化的基本概念及有关术语定义;基本掌握有关公差标准的主要内容和主要规定,具有初步选用公差与配合的能力;掌握测量技术的基本知识,会选用和使用测量器具,具有对典型几何量实施检测的能力;掌握光滑极限量规的设计原则和基本方法。
三、课程目标1.知识目标:(1)了解互换性的知识,能正确理解图样上所标注公差配合代号的含义;(2)形位公差基本理论、形位误差测量原理与方法;(3)表面粗糙度基本理论、表面粗糙度测量原理与方法;(4)键与花键公差基本理论及其测量原理与方法;(5)螺纹公差的基本理论及其测量原理与方法;(6)齿轮公差基本理论齿、轮测量原理与方法;(7)量规设计原理与方法;(8)公差配合理论及典型零件公差知识。
2.能力目标:(1)内径测量、外经测量;(2)形状误差测量、位置误差测量;(3)分别用针描法、光切法、干涉法测量表面粗糙度;(4)影像法测量螺纹、三针法测量螺纹;(5)齿轮各参数的测量;(6)设计光滑极限量规。
3.素质目标:(1)培养学生踏实严谨、精益求精的治学态度;(2)培养学生敬业爱岗、团结协作的工作作风;(3)培养学生语言表达、论文写作的能力;(4)培养学生自我提升、开拓创新的能力;(5)培养学生公差配合与技术测量的综合应用能力。
四、教学内容与教学要求第一章绪论(一)教学目的1.明确本课程的任务。
2.掌握互换性与标准化的基本概念及其意义。
3.优先数和优先数系。
4.零件加工误差与公差的含义及二者的区别。
(二)教学重点1.互换性与标准化的概念。
2.零件加工误差与公差的含义及二者的区别。
3.优先数和优先数系。
(三)教学难点1.优先数和优先数系。
2.零件加工误差与公差的含义及二者的区别。
(四)小结:1.掌握互换性与标准化的基本概念及其意义。
2.优先数和优先数系。
3.零件加工误差与公差的含义及二者的区别。
第二章极限与配合(一)教学目的1.掌握有关“尺寸“的术语。