砷化镓基LED外延片外观检验标准[1]
- 格式:pdf
- 大小:354.30 KB
- 文档页数:7
led外观检验标准LED外观检验标准。
LED产品在现代生活中得到了广泛的应用,其外观质量直接关系到产品的美观度和质量稳定性。
因此,LED外观检验标准成为了LED生产过程中不可或缺的一部分。
本文将针对LED外观检验标准进行详细介绍,以便LED生产厂家和相关行业人士能够更好地了解和掌握LED产品外观检验的相关知识。
首先,LED外观检验标准包括外观缺陷的分类和判定标准。
外观缺陷主要包括表面缺陷、色差、灰度不均匀、灯珠偏离等。
在LED外观检验中,需要根据产品的不同特点和用途,制定相应的外观检验标准,对不同的外观缺陷进行分类和判定,以确保产品外观质量符合要求。
其次,LED外观检验标准还包括外观检验的方法和步骤。
外观检验方法主要包括目视检查、仪器检测和对比检验等。
在进行LED外观检验时,需要根据产品的具体要求选择合适的检验方法,并严格按照检验步骤进行操作,确保检验结果的准确性和可靠性。
此外,LED外观检验标准还需要考虑外观检验的环境和条件。
在进行LED外观检验时,需要选择在光线充足、干净整洁的环境中进行,以避免外界因素对检验结果的影响。
同时,还需要根据产品的特点和要求,确定合适的温度、湿度等环境条件,以确保检验的准确性和可靠性。
最后,LED外观检验标准还需要考虑外观检验的记录和报告。
在进行LED外观检验时,需要对检验过程和结果进行详细记录,并制作相应的检验报告。
检验报告应包括产品信息、检验方法、检验结果和评定意见等内容,以便产品质量管理部门和客户对产品外观质量进行评估和审查。
总之,LED外观检验标准是LED生产过程中至关重要的一环,其质量直接关系到产品的外观质量和市场竞争力。
LED生产厂家和相关行业人士需要深入了解和掌握LED外观检验标准,以确保产品外观质量的稳定性和可靠性,提升产品的市场竞争力和用户满意度。
希望本文能够对LED外观检验标准有所帮助,谢谢阅读!。

led面板灯检验标准LED面板灯检验标准。
LED面板灯是一种应用广泛的照明产品,其质量的好坏直接关系到使用效果和安全性。
为了确保LED面板灯的质量,制定了一系列的检验标准,以便对其进行全面、系统的检验。
本文将对LED面板灯的检验标准进行详细介绍,以供相关人员参考。
首先,LED面板灯的外观检验是非常重要的一环。
外观检验包括外壳的表面是否有划痕、变形、褪色等情况,外观是否完整,产品标识是否齐全清晰等。
同时,还需要检查产品的尺寸、安装孔位、固定螺丝孔等是否符合要求。
这些都是影响LED面板灯外观质量的重要因素,必须进行严格检验。
其次,LED面板灯的光学性能也是需要重点检验的内容。
光学性能包括光通量、光效、色温、色彩均匀性等指标。
光通量是LED面板灯的亮度指标,直接关系到照明效果;光效是LED面板灯的能效指标,关系到能源利用率;色温和色彩均匀性则影响LED面板灯的光色表现。
因此,对于这些光学性能指标,需要进行精密的测试和测量,确保LED面板灯的光学性能达到标准要求。
此外,LED面板灯的电气性能也是检验的重点之一。
电气性能包括输入电压、功率因数、电流、漏电流等指标。
其中,输入电压和功率因数关系到LED面板灯的电能利用率,电流和漏电流则关系到LED面板灯的安全性能。
因此,在检验过程中,需要对这些电气性能指标进行严格测试,确保LED面板灯在电气方面符合标准要求。
最后,LED面板灯的可靠性也是需要重点考虑的内容。
可靠性包括产品的寿命、耐候性、防水防尘等指标。
LED面板灯作为长期使用的照明产品,其可靠性直接关系到产品的使用寿命和稳定性。
因此,需要进行一系列的环境试验和性能测试,以确保LED面板灯在各种环境下都能够稳定可靠地工作。
综上所述,LED面板灯的检验标准涉及外观、光学性能、电气性能和可靠性等多个方面,需要全面、系统地进行检验。
只有通过严格的检验,才能确保LED面板灯的质量达到标准要求,为用户提供安全、高效的照明产品。
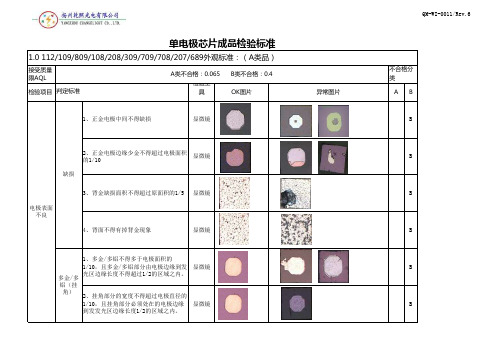
接受质量限AQL 检验项目检验工具OK图片异常图片A B1、正金电极中间不得缺损显微镜B2、正金电极边缘少金不得超过电极面积的1/10显微镜B3、背金缺损面积不得超过原面积的1/5显微镜B4、背面不得有掉背金现象显微镜B1、多金/多铝不得多于电极面积的1/10,且多金/多铝部分由电极边缘到发光区边缘长度不得超过1/2的区域之内。
显微镜B2、挂角部分的宽度不得超过电极直径的1/10,且挂角部分必须处在的电极边缘到发发光区边缘长度1/2的区域之内。
显微镜B 判定标准单电极芯片成品检验标准1.0 112/109/809/108/208/309/709/708/207/689外观标准:(A类品)A类不合格:0.065 B类不合格:0.4不合格分类电极表面不良缺损多金/多铝(挂角)氧化1、正金电极氧化及粗糙面积不得超过电极面积的1/5显微镜B1、正金电极中间不允许水点现象显微镜B2、正金电极中间不允许起皮现象显微镜暂无图片B3、电极边缘水点面积不得多于电极面积的1/10显微镜B4、电极边缘起皮面积不得多于电极的1/10显微镜B异色1、电极表面呈原金属色,无变色、发黄现象显微镜B电极表面不良气泡1、正金电极脏污不得超出电极面积的1/10显微镜B2、背金电极脏污不得超出电极面积的1/10显微镜B1、电极刮伤不得露出底材显微镜B2、正金电极刮伤面积不得超过电极面积的1/5显微镜B3、背金电极刮伤面积不得超过电极面积的1/3显微镜B1、全测产品(112、109、809、309)正金电极必须有针痕显微镜B2、电极表面测试点不得超过两个(允许两个)显微镜B电极表面不良脏污刮伤测试点测试点3、针痕大小不得超过电极面积的1/5,深度不得超过电极的厚度显微镜B合金异常合金异常导致的电极表面突出的小点数量不得超过10个显微镜B脏污1、发光区脏污面积不得多于发光区面积1/10显微镜B残金1、发光区残金面积不得多于发光区面积的1/10;且残金不得在发光区边缘显微镜B刮伤1、发光区不得有刮伤或针痕显微镜B水点1、晶粒表面水点个数不得多于2个,且整张芯片膜上零散分布水点芯片比例不超过2%,不能有集中分布的水点现象显微镜B红线发光区表面不得有在体视显微镜下可观察到的红线显微镜B电极表面不良发光区表面不良脱落1.HB/TB工艺晶粒发光区不得有脱落的现象显微镜B氧化1.HB/TB工艺晶粒发光区上的氧化颜色的形状不得出现“11”单边氧化的现象显微镜B正崩1、晶粒正面崩边缺损部分最大宽度不得超过晶粒边长的1/10,且崩边缺损面积不得超过晶粒正面面积的1/10;晶粒正面崩角缺损面积不得超过晶粒正面面积的1/10, 且崩角处不得超过1处显微镜B背崩1、晶粒背面崩边缺损部分最大宽度不得超过晶粒边长的1/5,且崩边缺损面积不得超过晶粒背面面积的1/5;晶粒背面崩角缺损面积不得超过晶粒背面面积的1/5,且崩角处不得超过1处显微镜B切偏1、晶粒电极距两边距离比值不得超过1.5(大/小)显微镜A(宽的一边)/B(窄的一边)>1.5双胞1、不得有晶粒双胞显微镜A发光区表面不良晶粒切割不良崩边崩崩边崩角1、晶粒正面或背面不得有裂纹显微镜B2、晶粒表面不得有刀痕显微镜B1、晶粒排列应整齐,行或列偏移不超过1/5晶粒宽度显微镜B2、整行整列头尾晶粒最大偏移不可超过1个晶粒宽显微镜B歪斜1、晶粒歪斜角度不超过10°显微镜B倾倒1、晶粒不能有倾倒显微镜刀痕晶粒切割不良晶粒排列不良排列偏移2.0 B类品外观标准:接受质量限AQL检验工具AB 背崩背崩面积不得多于原面积1/2显微镜B 切割不良芯粒切割不良不可切到电极显微镜B 脏污晶粒表面脏污不大于原面积的1/2显微镜B 起皮电极边缘金属脱落不得超过电极的1/5显微镜B5.1 正装蓝膜109/809/108/208/309/709/708/207产品,单张膜上芯片数量少于3000颗(包含3000颗)降档B类入库;A类不合格:0.065 B类不合格:0.4不合格分类检验项目判定标准3.0 C类品外观标准:3.1不符合A、B类标准则为C类品4.0 D类品外观标准:4.1掉角颗数在20ea及以内的芯片按掉角A类入库,即质检人员贴“掉角A类”的标签,掉角大于20ea的芯片仍按掉角D类入库,即质检人员贴“掉角D类”的标签。

LED外延片技术发展趋势及工艺一、材料方面:1.砷化镓外延片:砷化镓外延片是目前最常用的LED外延片材料,具有优异的光电性能和高效的电荷注入。
未来的发展趋势是提高砷化镓外延片的晶体质量,降低晶格失配和缺陷密度,以提高LED器件的发光效率和可靠性。
2.氮化镓外延片:氮化镓外延片是近年来新兴的LED外延片材料,具有宽带隙和高饱和电子迁移率等优点。
未来的发展趋势是进一步提高氮化镓外延片的制备工艺,降低杂质浓度和缺陷密度,以提高LED器件的发光效率和长寿命性能。
3.磷化铟外延片:磷化铟外延片是用于红/红橙光LED器件的关键材料,具有较高的发光效率和色纯度。
未来的发展趋势是进一步提高磷化铟外延片的晶体生长质量,改善杂质分布和缺陷密度,以提高LED器件的色纯度和发光效率。
二、技术方面:1.多量子阱技术:多量子阱技术是提高LED器件发光效率的重要途径,通过在外延片中构建多层次的量子阱结构,可以增加电荷载流子的约束,提高注入效率和辐射复合率。
2.柱状量子结构技术:柱状量子结构技术是提高LED器件发光强度和发光波长可调性的重要途径,通过在外延片中形成柱状结构,可以实现光的强烈约束和增强发光效率。
3.纳米结构技术:纳米结构技术是实现高效LED器件和全彩光电显示的关键技术,通过控制外延片中的纳米尺度结构,可以改善载流子限制和辐射复合效率,进一步提高LED器件的发光效率和色纯度。
三、工艺方面:1.MOCVD外延技术:金属有机化学气相沉积(MOCVD)是制备高质量LED外延片的主要工艺方法,未来的发展趋势是进一步提高MOCVD工艺的控制精度和均匀性,以获得更好的结晶质量和量子阱结构。
2.激光剥离技术:激光剥离技术是实现LED外延片的快速转移的关键技术,通过激光切割外延片和衬底之间的键合层,可以将外延片转移到其他材料上,实现快速制备和大面积生产。
3.外延薄化技术:外延薄化技术是实现LED器件超薄化的重要工艺,通过控制外延片的厚度,可以降低光散逸和损失,并提高器件的光输出效率和亮度。
成品检验规范文件编号:版本号:编制:日期:审核:日期:批准:日期:生效日期:受控状态:文件变更记录1、目的规范成品入库及出货检验流程,确保出货产品满足客户的需求,不断的提升品质,提高客户的满意度,模拟客户对产品的验证。
2、适用范围适用于所有LED 灯具产品入库及出货检验。
3、定义3.2 检验面的定义A 面:直接看到的区域如:玻璃面,铝基板,LED,透镜面。
B 面:不在直视范围,但暴露在外的面,如:灯具两侧面、散热片、铝型材、外壳,电源等。
C 面:正常使用时看不到的面。
须拆卸的面。
4、检验条件4.1 检验光源:普通日光灯灯源500lux.4.2 检验角度:如图一所示,产品与水平视线成30°,并在检验时±15°旋转产品。
4.3 外观检验距离:未点亮距眼睛30cm±10cm,与眼睛成一条直线,点亮后距离100cm±10cm.4.4 外观检验时间:10s/每个面。
4.5 测试设备:见测试项目内仪器。
5、引用标准5.1 GB/T 2828.1-2003 Ⅱ级按接受质量限(AQL)检索的逐批检验抽样计划。
5.2 AQL 允收质量水平:MIN=1.5 MAJ=0.65 CRI=0(抽样方案主要以0.65 抽取数量)。
5.3 样本数小于或者等于20PCS 时全检处理。
5.4 样本的抽取原则:抽取为上中下抽取力求均匀/每板,随机性。
6、作业内容6.1 成品送检6.1.1 生产作业完成包装成品,移交待检区,开出【送检单】通知OQC 进行检验。
6.1.2 送检原则:生产按4H 的产量或者4H 内生产完的订单进行送检。
6.1.3 产线送检验时须经过IPQC 在【送检单】签字确认,确认是否完成所有生产工序。
6.2 OQC 检验6.2.1 OQC 抽样按5.1-5.4 执行。
6.2.2 OQC 核对订单要求、工程技术测试要求、检验规范、检验作业指导、图纸、客户要求进行检验。
XXX产品检验标准(试验版)1.管理规章2.检验规章3.外观检验与标准4.功能测试与标准5.材料检查与标准6.包装7.附录.<LED标准和认证>,<LED光电性能测试的主要方面>,<照明基础参数简介>,<普通照明用安规><常用灯头形状><常用安规标志>,1.管理规章1.1 目的1) 本规范,系预防JBT生产的LED Lamp产品出现不良现象,确保LED Lamp的质量,以满足JBT需求。
2) 作为JBT内部与协力厂之间质量沟通桥梁。
3) 提供质量规范订定之参考。
1.2 范围适用于JBT所出货的LED lamp产品与零件,但设计图面或承认书有另行标定规格者,应优先采用该标定规格。
2. 检验规章2.1 目的1)抽样检验的目的,系决定可能被退货的任何状况。
2)抽样检验并非用以发现产品或系统的所有不良,而是确保送到客户的产品或系统可被接受。
2.2 定义1)批次:每次进料 / 出货的数量2)取样数:每批次取样的检验数。
3)严重缺点:产品的功能性缺点。
4)主要缺点:产品的组装或机构性缺点。
5)次要缺点:不影响产品之功能 / 组装 / 机构的缺点及外观缺点。
2.3抽样计划1)成品的抽样计划依据”抽样计划作业细则”规定执行。
2)采用『分批检查,分批验退』的方式。
3.外观检验与标准3.1 方法光源视线m-1.5m1.灯脚材料为铜镀镍,铆压在电源上盖.检查时注意灯脚本身是否有污痕,划伤,砸伤,利边锐角,电镀层是否有磨损,压花. 检查灯脚和电源上盖铆压后是否不垂直于上盖端面,灯脚之间是否平行,灯脚的脚距是否合格,可用灯头量具检查. 检查经过灌胶后,灯脚顶部被快压夹具压住后会否出现上述不良.可用灯头量具检查或按图纸检验.2.电源上下盖为塑胶PC,表面光面,颜色为象牙白,灌胶后结合在一起.检查时注意胶件本身是否有缩水,批锋,拉白,拖花,污痕等不良.塑胶颜色上下盖是否有色差,同一批货是否有色差.检查灌胶后是否有污痕,划伤,电源上下盖接合处是否有缝隙,是否对平.3.铝合金灯杯材料为铝合金,喷砂后上银色烤漆.检查时注意灯杯本身是否有污痕, 划伤,砸伤,利边锐角,漆层是否有磨损,压花..同一批货是否有色差.4.铝合金装饰环材料为锌合金,电镀银色.要特别注意其是否有起泡,拖花,划伤,变形,利边锐角. 同一批货是否有色差.5.透镜材料为透明PMMA,注意检查透镜本身是否有气泡,异物,刮伤,缩水,夹水纹,污痕.组装后是否会松动,透镜表面和灯杯表面装饰环是否对齐3.3.外观检查:3-3-1烤漆/喷漆测试:(此项主要用于铝合金灯杯和铝基板上的烤漆)1、百格测试:1)在100mm2之区域以美工刀每隔1mm划一条线(深度须见底材),交叉刻画100个方格,以3M#600 Scotch胶布或与其兼容的胶布粘贴于刻画测试区, 将胶带以垂直方向瞬间并快速撕离,测试面上的漆不可有5%以上的脱落(不含)。

文件名称:外观检验标准制订者/日期:文件编号:审查者/日期:版本:核准者/日期:
备注:
1.透鏡外觀異物檢驗與判定:
在純白背景下距透鏡30cm檢視透鏡正,側兩面, 各5秒.
邊轉動邊檢視,5秒未發現明顯異物可判定ok.
5秒內發現異物時則須依大小與位置判定,
原則上輕微異常發現在外圈可忽略不記.
內圈輕微異物則試點亮看光線輸出是否完整無陰影黑點.
依此原則找出限度樣品,以方便判定.
1.色温检验标准:
单颗LED色温不一致时需分开包装同时并用相应的色点注明。
2----6颗的LED时的灯具最多只可有两颗LED色温有轻微的差异
6颗以上的LED的灯具内的色温不一致最多不可以超过3颗色温不一致的且色温的差异为轻微的。
4.有关照LED变化是否同步的判断:
当灯具连续工作12小时不可有着颜色变化不同步,若不同步应为时间间隔少于1秒。
PCB半成品外观不良记录表
检验员:确认:审核:。

五项LED外延片及其衬底和测试方法国家标准发布GB/T 30854-2014《LED发光用氮化镓基外延片》,发布日期:2014-07-24,实施日期:2015-04-01。
由全国半导体设备和材料标准化技术委员会归口,由中国科学院半导体研究所起草。
GB/T 30855-2014《LED外延芯片用磷化镓衬底》》,发布日期:2014-07-24,实施日期:2015-04-01。
由全国半导体设备和材料标准化技术委员会归口,由中国科学院半导体研究所、有研光电新材料有限公司、云南中科鑫圆晶体材料有限公司起草。
GB/T 30856-2014《LED外延芯片用砷化镓衬底》,发布日期:2014-07-24,实施日期:2015-04-01。
由全国半导体设备和材料标准化技术委员会归口,由中国科学院半导体研究所、有研光电新材料有限公司、云南中科鑫圆晶体材料有限公司起草。
GB/T 30857-2014《蓝宝石衬底片厚度及厚度变化测试方法》,发布日期:2014-07-24,实施日期:2015-04-01。
由全国半导体设备和材料标准化技术委员会归口,由协鑫光电科技控股有限公司、中国科学院上海光机所、浙江昀丰新能源科技有限公司起草。
GB/T 30858-2014《蓝宝石单晶衬底抛光片》,发布日期:2014-07-24,实施日期:2015-04-01。
由全国半导体设备和材料标准化技术委员会归口,由协鑫光电科技控股有限公司、中国科学院上海光机所、浙江昀丰新能源科技有限公司、浙江上城科技有限公司、江苏吉星新材料有限公司起草。

LED贴片灯检验规范LED灯检验规范一.外观检验1.检查LED的两端点(两脚)及灯丝是否发黑发黄)氧化)氧化程度,尺寸规格是否与样品或技术文件符合要求。
2. 数量与包装是否符合要求,是否有出厂合格证明。
二.功能检验 (LED直插灯此项可省略)1.准备好电烙铁)万用表)温度计2.把电烙铁温度调到300?5?度(注:用温度计测量——要求是电烙铁实际温度而不是电烙铁刻度表上的温度)3.用万用表正极表笔与负极表笔分别接LED灯的正极端与负极端,目测灯的亮度与颜色。
颜色是否与名牌上的标识颜色一致,亮度是否正常。
4.用电烙铁嘴(烙铁嘴不能带锡)去烫LED灯的正极端与负极端(注:烫的总时间控制在5?1秒内)。
5. 用万用表正极表笔与负极表笔分别接LED灯的正极端与负极端,检查LED 是否能正常发光及目测灯的亮度与颜色,对比之前所测出的亮度与颜色是否有区别。
(注:如果灯不亮或灯的颜色与亮度有区别,说明此LED灯耐高温不合格)。
三.参数测试1.用LED光电参数测试仪测量LED灯的各项参数。
如亮度)电压)电流等。
用卡尺测量LED灯的规格尺寸。
2.测试仪的使用操作如下几个步骤:2.1、接上对应插座,打开电源预热5分钟;2.2、选LED(或光通量)测头,并接好;2.3、工作电流设定:“正向/反向”键置“正向”,LED插座上插入LED,电流选择键置“IF1”或“IF2”,并调节对应的调节旋钮,确定要求的正向工作电流IF1或IF2,一般选10mA或20mA; 2.4、反向电压设置,“正向/反向”键置“反向”,中窗显示的即为反向电压VR,调节VR使显示值为要求值,如VR= ,10V,去掉LED,对IR进行调零。
2.5、LED光强测量:(选光强测头)(1)“Φ/Iv”键置“IV”,并对IV进行调零;(2)插入LED,“正向/反向”键置“正向”,LED亮(若不亮,将LED管脚换个位置)。
这时右窗显示出电流值;(3)中窗显示的即为该LED的正向压降值;(4)左窗显示的即为该LED的光强值(×量程); (5)转动角度架,可得要求角度下的光强值IV;找到一个最大光强IM,再向左转动角度架,找到半强度0.5IM所对应的角度θ1,再向右转动角度架,找到另一个半强度0.5IM所对应的角度θ2,θ1+θ2即为该LED的角度。
LED 外延片介绍及辨别质量方法
外延片的生产制作过程是非常复杂,展完外延片,接下来就在每张外延片随意抽取九点做测试,符合要求的就是良品,其它为不良品(电压偏差很大,波长偏短或偏长等)。
良品的外延片就要开始做电极(P 极,N 极),接下来就用激光切割外延片,然后百分百分捡,根据不同的电压,波长,亮度进行全自动化分检,也就是形成led 晶片(方片)。
然后还要进行目测,把有一点缺陷或者电极有磨损的,分捡出来,这些就是后面的散晶。
此时在蓝膜上有不符合正常出货要求的晶片,也就自然成了边片或毛片等。
不良品的外延片(主要是有一些参数不符合要求),就不用来做方片,就直接做电极(P 极,N 极),也不做分检了,也就是目前市场上的LED 大圆片(这里面也有好东西,如方
片等)。
半导体制造商主要用抛光Si 片(PW)和外延Si 片作为IC 的原材料。
20 世纪80 年代早期开始使用外延片,它具有标准PW 所不具有的某些电学特性并消除了许多在晶体生长和其后的晶片加工中所引入的表面/近表面缺陷。
历史上,外延片是由Si 片制造商生产并自用,在IC 中用量不大,它需要在单晶Si 片表面上沉积一薄的单晶Si 层。
一般外延层的厚度为2~20μm,而衬底Si 厚度为610μm(150mm直径片和725μm(200mm片)。
外延沉积既可(同时)一次加工多片,也可加工单片。
单片反应器可生产出
质量最好的外延层(厚度、电阻率均匀性好、缺陷少);这种外延片用于
150mm“前沿”产品和所有重要200 mm 产品的生产。
外延产品。
L E D检验标准(总13页)本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.March2.0Define the products inspection criteria, Unified and Standardize different organizations inspectionincluding contract manufacture, supplier and QC team etc. /确定产品的检验标准,在供应商,制造厂及客户 QC 之间统一标准,确保产品符合客户消费者的要求。
3.0.0 Scope / 范围This document is apply for LED /适用于LED产品。
4.0Defect Classification Definition /缺陷定义:5.0 Critical Defect (CR): Should effect and endanger user’s life symptom. /致命缺陷(CR): 影响和危害用户生命的现象。
6.0 Major defect (Maj): Any failure, intermittent electrical or mechanical functionality which shouldeffect user bad impression. /严重缺陷(MA): 性能时好时坏或者结构功能性缺陷,给用户留下不良印象的外观缺陷。
7.0 Minor Defect (Min): Defect which does not result in failure of the expected functions duringnormal usage, or Doesn’t hinder the operation of the product; however, does not comply with the cosmetic requirements./轻微缺陷(MI): 不减少产品的可用性/功能,不阻碍产品使用,属于轻微的外观缺陷。


外延片的测试标准主要包括以下几个方面:
1. 外观检测:对外延片的表面进行目视或光学显微镜检查,以确保表面无缺陷、无杂质。
2. 尺寸检测:使用测量工具对外延片的尺寸进行测量,以确保其满足规格要求。
3. 结构分析:通过X射线衍射、电子衍射或光电子能谱等方法对晶体结构进行分析,以确定外延片的晶体结构、相组成等。
4. 表面成分分析:使用光谱分析、质谱分析或X射线荧光等方法对外延片的表面成分进行分析,以确定表面元素组成。
5. 电阻率测试:通过四探针法、霍尔效应等方法测量外延片的电阻率,以评估其导电性能。
6. 少子寿命测试:通过光电导衰减、瞬态光伏等方法测量少子寿命,以评估外延片的质量。
7. 翘曲度测试:使用翘曲度测量仪对外延片的翘曲度进行测量,以评估其平整度。
8. 机械性能测试:对外延片的硬度、韧性、抗拉强度等机械性能进行测试,以评估其可靠性。
9. 环境适应性测试:对外延片进行耐温、耐湿、耐氧化等环境适应性测试,以评估其在不同环境下的性能表现。
10. 光学性能测试:对外延片的光学性能进行测试,如反射率、透过率、发光波长等,以评估其在光学领域的应用效果。
总之,外延片的测试标准需要根据具体的应用场景和性能要求进行选择和制定,以确保外延片的质量和可靠性。
LED灯具外观检验标准
1、目的
规范LED灯具检验流程,确保出货产品满足客户的需求;不断的提升品质,提高客户的满意度,模拟客户对产品的验证。
2、适用范围
适用于本公司所有LED 灯具材料、产品入库及出货检验。
3、职责
检验员负责AQL抽样计划的执行。
4、定义
4.1. AQL:(Acceptance Quality Limit)接收质量限,是供方能够保证稳定达到的实际质量水平,是用户能接受的产品质量水平。
4.2. CR:(Critical)致命缺陷。
4.3. Ma:(Major)严重缺陷,也称主要缺陷。
4.4. Mi:(Minor)轻微缺陷,也称次要缺陷。
4.5缺陷级别定义
4.6 A面:灯具的正前面、上表面(在使用过程能直接看到的表面)。
4.7 B面:灯具的侧面(需将视线偏转45°~90°才能看到的四周边)。
4.8 C面:灯具的背面及底面(正常使用时看不到的背面及底面)。
5、检验标准
抽样标准MIL-STD-105E表
正常检验单次抽样计划表1 样本量字码
表2 正常检验一次抽样方案
——使用箭头下面的第一个抽样方案。
如果样本量等于或超过批量,则执行100%检验。
——使用箭头上面的第一个抽样方案。
Ac ——接收数。
Re ——拒收数。

LED 外观检验基准规范文件编号版本制(修订单位QCS02 A 品保部发行日期修订日期发行编号2004年12月29日2009年04月21日核准审查制(修订表单编号:BPP01-F01A1 规格:A4发行日期 2004年12月29日修订日期年月日1.碗变形……………………………………………………………….……4-12.碗缘不整………………………………………………………………….4-23.碗缘毛头………………………………………………………………….4-34.碗船型…………………………………………………………………….4-45.同心圆…………………………………………………………………….4-56.碗底不平………………………………………………………………….4-67.碗底粗糙………………………………………………………………….4-78.碗壁受损………………………………………………………………….4-89.碗壁粗糙………………………………………………………………….4-9 10.碗未成形…………………………………………………………………..4-10 11.焊点切痕………………………………………………………………..4-11 12.焊点拉断面不良……………………………………………………… 4-12 13.焊点不平………………………………………………………………..4-13 14.焊点马蹄形……………………………………………………………..4-14 15.焊点粗糙………………………………………………………………..4-15 16.上BAR 脚倾斜…………………………………………………………4-16 17.下BAR 脚变形………………………………………………………….4-17 18.脚内弯…………………………………………………………………..4-18 19.脚外弯…………………………………………………………………..4-19 20.刮伤……………………………………………………………………..4-20 21.生锈…………………………………………………………… ……… 4-21 22.压伤…………………………………………………………………… 4-22 23.凸点………………………………………………………………… …4-23 24.露铁……………………………………………………………………4-24 25.露铜……………………………………………………………………4-25页次主题:LED 外观检验基准规范 1-2目录页次发行日期 2004年12月29日修订日期年月日26.切断毛头…………………………………………………………………4-26 27.毛头、毛边………………………………………………………………4-27 28.字模不明…………………………………………………………… ..4-28 29.弧形………………………………………………………………………4-29 30.排列不一…………………………………………………………………4-30 31.伞形………………………………………………………………… ..4-31 32.电镀变色…………………………………………………………………4-32 33.镀层不均…………………………………………………………………4-33 34.异物附着…………………………………………………………………4-34 35.污染……..………………………………………………… ……………4-35 36.电镀起泡………………………………………………………… ….….4-36 37.电镀脱皮………………………………………………….…… ……….4-37 38.电镀粗糙…………………………………………………… .………….4-38 39.电镀白雾…………………………………………………… .………….4-39 40.电镀烧焦…………………………………………………… ….……….4-40 41.电镀铜变色………………………………………………… …….…….4-41 42.电镀水痕…………………………………………… …….…………….4-42 43.电镀银渣…………………………………………… ………….……….4-43 44.上BAR 脚磨痕……………………………………… ………………..4-44 45.数量短少…………………………………………………………………4-45 46.特征不明…………………………………………………………………4-46页次主题:LED 外观检验基准规范 1-3目录页次发行日期 2004年12月29日修订日期 2009年04月21日 NO 检验项目说明重要度备注1碗变形表面状况:碗缘呈内凹、外翻、扁平状影响:投光允收规格:1.不可有2.逃碗不完全、但未伤及内碗壁可允收拒收规格:1.碗有变形主缺图示:页次主题:LED 外观检验基准规范4-1发行日期 2004年12月29日修订日期 2009年04月21日 NO 检验项目说明重要度备注2碗缘不整表面状况:碗缘呈波浪、尖形或不规则状影响:发光角度、外观拒收规格:不可有主缺图示:页次主题:LED 外观检验基准规范4-2发行日期 2004年12月29日修订日期 2009年04月21日 NO 检验项目说明重要度备注3碗缘毛头表面状况:碗缘部位出现毛头影响:影响电镀药水残留、外观允收规格﹕冲压≦0.02mm 电镀≦0.03mm 拒收规格﹕大于以上规格值主缺图示:页次主题:LED 外观检验基准规范4-3发行日期 2004年12月29日修订日期 2009年04月21日 NO 检验项目说明重要度备注4碗船型表面状况:碗壁部位出现凹陷影响:影响投光亮度、打线及外观。

贴片led检验标准贴片LED检验标准。
贴片LED是一种非常常见的电子元件,广泛应用于各种电子产品中。
在生产过程中,对贴片LED的质量进行严格的检验是非常重要的,以确保产品的稳定性和可靠性。
本文将介绍贴片LED的检验标准,帮助生产厂家和质量管理人员更好地了解和掌握贴片LED的质量检验方法。
首先,贴片LED的外观检验是非常重要的一步。
在外观检验中,需要检查LED的表面是否有划痕、氧化、裂纹等缺陷,同时还需要检查LED的焊点是否焊接牢固、引线是否完整等。
外观检验可以直观地了解LED的质量状况,对于产品的质量控制起到了至关重要的作用。
其次,电性能检验也是贴片LED检验的重要环节之一。
在电性能检验中,需要使用专业的测试仪器对LED的电压、电流、亮度等参数进行测试,以确保LED 的电性能符合要求。
同时,还需要对LED的反向漏电流、击穿电压等参数进行测试,以确保LED在实际使用中能够正常工作。
另外,环境适应性检验也是贴片LED检验的重要内容之一。
LED作为一种电子元件,需要在各种环境条件下能够正常工作。
因此,在环境适应性检验中,需要对LED在高温、低温、高湿度、低湿度等环境条件下的性能进行测试,以确保LED在各种环境条件下都能够正常工作。
最后,对于贴片LED的包装和运输也需要进行相应的检验。
在包装和运输过程中,LED很容易受到挤压、震动等影响,因此需要对LED的包装是否完好、是否能够有效地保护LED进行检验,同时还需要对LED在运输过程中是否受到损坏进行检验,以确保LED在到达用户手中时仍然保持良好的状态。
总之,贴片LED的检验标准涉及到外观检验、电性能检验、环境适应性检验以及包装和运输检验等多个方面,需要综合运用各种检验手段和测试方法,以确保LED的质量符合要求。
只有通过严格的检验,才能够生产出高质量的贴片LED产品,为客户提供更好的使用体验。

外观等级不正常: 此外观发生异常时则直接判定为Y品
1.外延片表面经过倾斜不同角度目测时,发现发黑区域仍固定于原位,则判定表面异常。
2.外延片PL量测Wd相差大于10nm,则判定表面异常。
(如下图示说明)
更改标记更改单编号更改员
说明:
1. particle数量判定说明:一个区段里面,单一个显微镜的屏幕上所显现的最大数量而非整个区域累加的数量范例说明图一:
2.hillocks数量判定说明: 显微镜以10x10的倍率来检测, 检测区域如下图二所示
(图一) (圖二)
检验标准
产品型号或材料代号工艺代号生效日期替代版本/ /
3.Particle之目视判定如下图:采与外延片表面目视夹角<30度所见之突起颗粒视为
Particle
更改标记更改单编号更改员日期更改标记更改单编号更改员日期拟编审核标准化批准
合肥彩虹蓝光科技有限公司技术文件 2 附:文件履历表。