004材料检验报告
- 格式:pdf
- 大小:98.38 KB
- 文档页数:2

模具外协毛坯铸件质量检验标准1 外观铸件表面应清理干净,修整飞边毛刺,去除补贴、粘砂、氧化铁皮及内腔残余物等。
应无影响使用的气孔、砂眼、夹渣、缩孔、缩松、裂纹、偏心、变形等缺陷。
毛坯如果出现缺陷,供应商应将缺陷的实际情况书面告知豪迈科技公司,由豪迈科技公司判定是否可以让步使用,工件毛坯面未经豪迈公司许可严禁焊补,详见“毛坯异常情况处理程序”。
2 外形尺寸有毛坯图的依据毛坯图进行检验。
有零件图的依据JB/T 5000.6-2007,检验余量大小。
3 硬度(HBS)将工作面磨去氧化皮得一光滑平坦表面后(粗糙度一般不低于Ra1.6um),检测硬度值,试验力作用方向应与试验面垂直。
4 理化分析4.1中国GB标准:一般工程用铸造碳钢件[GB/T 11352—2009]4.2中国GB标准:焊接结构用碳素钢铸件[GB/T 7659--2010]4.3中国GB标准:一般工程与结构用低合金铸钢件[GB/T14408—1993]4.4中国JB标准:大型低合金钢铸件[JB/T 6402-2006]4.5中国GB标准:球墨铸铁件[GB/T 1348-2009]4.6中国JB标准:重型机械通用技术条件(第6部分:铸钢件)[JB/T 5000.6-2007]5产品内部缺陷检验5.1铸件内部应无影响使用的气孔、砂眼、夹渣、缩孔、缩松等缺陷。
5.2中国JB标准:重型机械通用技术条件(第14部分:铸钢件无损探伤)[JB/T 5000.14-2007]6 拉伸试验与冲击试验6.1供应商发货时,提供与工件规格数量相对应的质量证明。
6.2在一般(无特殊要求说明)情况下,每炉次号提供1件随件Y形试块,以备检测时使用,注意将试样标识清楚。
另在毛坯采购时,特殊标明需要试棒的,按采购单提供试棒。
6.3在设计科特殊要求或重要零件难于控制质量的情况下,随工件提供“附铸试块”。
在“材料采购报表”中注明“附铸试块”字样。
7 标志与质量证明书7.1供应商锻坯供货标识应按豪迈公司指定方式进行。
原(粮)材料检验规程批准人分发号实施日期原(粮)材料检验规程1 工作职责及人员设置1.1 人员设置:由检验人员负责对原(粮)材料进行质量检验,外形尺寸、重量及外标识检验计量工作人员负责对原谅进行计量检查。
1.2 原粮质量控制1.2.1 凡采购到本公司的原(粮)材料,首先由质量储运部到供货单位采样检验或货到检验。
确定合格后,填写原(粮)质量检验报告或原材料报告,到有关部门方可入库。
1.2.2 零星收购及兑换原粮,由工作人员感观检验,确定等级。
必要时可进行技术检验。
1.3 原粮计量控制1.3.1 凡采购到本公司的,以加工为目的的原粮均应进行计量检查,以保证计量准确。
2 执行标准2.1 GB1351-19992.2 GB2715-20052.3 GB/T8947-19962.4 GB2760-19963 判定规则3.1 判定原则:根据原(粮)材料符合加工工艺程度及对产品质量性能的影响,分为合格原(粮)材料、一般不合格原(粮)材料和不合格原(粮)材料。
3.2 包装材料,应符合外型尺寸、重量要求、版面整洁,无差错。
3.3 添加剂外标识与合格证一致,提货单位应具有合法性。
3.4 判定规则3.4.1 合格原(粮)材料A、符合GB1351—1999标准,重750g/L以上。
B、容重750g/L以上,虫食粒≤1%,霉变粒≤1%,发芽粒≤2%。
C、包装材料:外型尺寸:普通带 47×88cm,重量≥50g;覆膜袋47×88cm,重量≥85g,清洁卫生,无差错。
D、添加剂,标识明显,供货单位应具有合法性。
3.4.2 一般不合格原(粮)材料A、容量 750g/L 以上,霉变粒<3%,杂质>1%。
(其中异种粮粒≤0.5%),发芽粒≤3%,经处理,符合加工工艺要求,不影响产品质量的原(粮)材料。
B、可进行搭配加工的原(粮)材料。
3.4.3 不合格原(粮)的材料经处理不合格加工工艺要求,影响产品质量的原(粮)材料。
度大于15cm,焊缝为三条。
(2)热熔垫片位置准确,拱部间距为0.5~0.8m,边墙间距为0.8~1m。
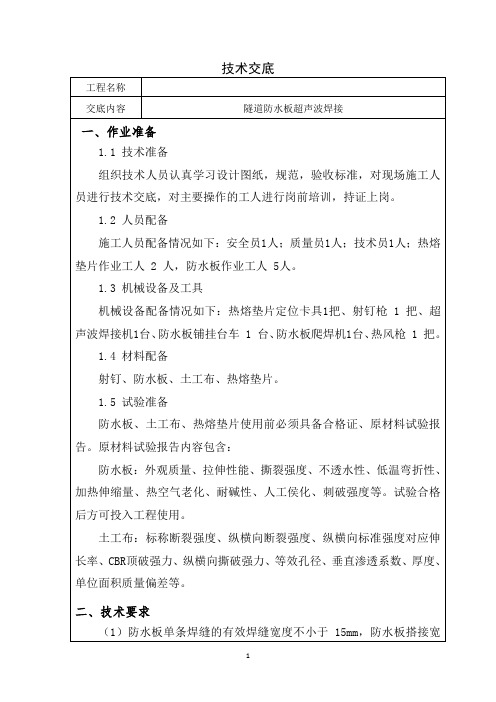
三、施工程序与工艺流程3.1 施工工艺流程作业准备→铺设土工布→固定热熔垫片→铺设防水板→超声波焊接防水板和垫片→爬焊机焊接防水板接缝→检查破损情况→补救措施3.1.2 工艺流程见图:四、施工要求4.1 作业准备人员机具到位,隧道初支面凹凸不平的部位使用电镐凿平,露出的钢筋头使用角磨机切割,避免刺破土工布及防水板。
初期支护表面应平整,无空鼓、裂缝、松酥,并用喷射混凝土或砂浆对基面进行找平处理。
初期支护表面平整度应符合D/L≤1/10的要求(D 为初期支护基面相邻两凸面凹进去的深度;L为基层相邻两凸面间的距离,且L≤1m)。
初支表面处理示意图4.2 铺设土工布及固定热熔垫片4.2.1 铺设土工布人工配合防水板铺挂台车进行土工布铺设,土工布之间采用搭接法进行连接,搭接宽度为5cm,搭接缝部位使用射钉枪配热熔垫片固定。
土工布从边墙搭接处向拱顶开始铺设,土工布铺设时应与初支面密贴。
4.2.2 热熔垫片安装(1)固定卡具采用铝合金制作,根据设计及规范要求加工矩形框尺寸。
(2)卡具定位首先由技术人员测量放样出一条基准线,由作业人员根据确定的基准线,用固定卡具定位出热熔垫片的位置并进行标记,通过已标记定位点定位出其余热熔垫片位置,下一幅施工按照上一幅已完成的定位点为基准进行定位。
具体详见《热熔垫片定位卡具操作步骤示意图》。
热熔垫片定位卡具操作步骤示意图(3)安装热熔垫片根据标记的位置由另一名作业人员进行热熔垫片安装。
热熔垫片安装完成后,必须检查热熔垫片有无遗漏,有遗漏的及时补设。
技术参数:额定电压:190~230V(电源电压在额定电压范围内)额定频率:50/60HZ 额定功率:800W 频率:20KHZ 焊接时间:0.01~9.99S 外形尺寸:360×230×140mm 整机重量:8KG通过固定尺寸的卡具,控制热熔垫片的间距,布置线性规范,确保了定位的准确。


辅料检验报告辅料检验报告G.P制表:审核:复审:辅料检验报告GP制表:审核:批准:辅料检验报告GP辅料检验报告GP辅料检验报告GP辅料检验报告GP辅料检验报告GP下面是赠送的广告宣传方案不需要的朋友可以下载后编辑删除!!!!!广告宣传方案每个人在日常生活中都有意、无意的接受着广告的洗礼,继而有意或无意的购买、使用广告中的产品和服务。
这是每个厂家所希望的,也是他们做广告的初衷。
当今社会的广告媒体大致分为:电视媒体、、电台媒体、报纸报刊媒体、网站媒体、户外广告媒体,以及最新的网吧桌面媒体。
那么,到底哪种媒体的宣传效果性价比最高呢,我们来做个分析;首先我们大概了解下各个媒体的宣传方式:电视媒体:优势:将广告直接插播在电视剧当中,是强迫式使受众接受,受众为了能够完整的看完自己所喜欢的节目,不得不浏览其中插播的广告,其二,由于小孩在懵懂的成长时期,易于接受颜色绚丽,变换节奏快的事物,电视广告更容易被小孩子所接受,这是电视广告的高明之处,也是其客户多,利润大的主要原因。
劣势:随着网络的发展,以及年轻人的生活方式的改变,电视广告的优势在日益削减。
当今月来越多的年轻人开始接受速食文化,篇幅过长的电视连续剧的受众逐渐衰减,由于年轻人的思维快捷,逐渐掌握了电视广告的播出时间,往往在广告播出的时间转换频道,避开广告的冲击。
电台媒体和户外广告就不用多做分析,大家想想你记住了几个电台的广告,记住了几个路边的广告就清楚了。
对于报纸报刊的广告,相信只有那些闲了没事的或者找工作的才会刻意去浏览广告。
宣传效果可以想象。
至于网站的广告,相信很多人会在电脑上设置软件直接将其屏蔽掉。
网站的广告过多也会直接影响到受众的心理,进而降低其网站的竞争力。
其次我们大致由高到低排列一下以上媒体的广告费用的名次(受众派名基本和费用排名一致):电视媒体——户外广告——网站媒体——报纸报刊媒体——电台媒体最后来了解一下最新的网吧桌面媒体。
桌面广告的优势1、目标受众群体针对性强网吧媒体的受众主要是年轻一代,接受其信息的多为在校学生(大学生居多)和有一定经济收入的白领阶层,其主要特征是消费观和价值观趋于统一,追求时尚,消费能力集中,且具有很强的消费欲望,界定在感性消费,而非理性消费群体范畴。

质量记录清单
月质量报表
产品初检记录表
编号:XXXX/JL—ZJ—002
日期:日期:日期:
原材料进场检验记录
采购员: 检验员:主管审核: 日期:日期: 日期:
原材料检验单
监视与测量设备周期检定情况记录表
监视和测量记录表
产品合格证
编号:XXXX/JL—ZJ—007
纠正和预防措施处理单
外协件检验记录表
原材料进厂检验报告
半成品检验记录
编号:XXXX/JL—ZJ—013
遥测终端机出厂检验报告
装配工序检验记录表编号:XXXX/JL—ZJ—011
不合格品报告编号:XXXX/JL—ZJ-012
质量管理考核记录
编号:XXXX/JL-ZJ—015 被考核部门:水利信息化部。

来料检验规范修订记录Shenzhen Rongxun Xingye Technology Co.,Ltd.1.目的规范来料检验过程及处理方法,确保满足客户需求。
2.范围适用于客户提供的所有来料和公司自行采购之物料。
3权责3.1品质部负责对来料按标准进行检验,对结果进行记录和反馈,同时对来料状态进行标识;并跟踪物料上线生产情况,督促客户对不合格物料进行改进。
3.2物控部负责对客户提供的物料进行核对、验收和送检,并按《仓储管理程序》进行管理。
3.3工程部负责对特采物料制定加工检验作业指导书,并负责培训。
3.4制造部负责对特采物料按要求进行挑选和检验。
3.4物控部货仓负责对不良物料的退料工作,并跟催客户退补料。
4.定义特采:对非功能性不良、而生产又急需的批物料,标准放宽或在经过挑选和简单的加工后满足质量要求而特别处理的一种方法。
5.作业内容5.1物控部在接到客户送来的物料时,首先由物控部管理员根据BOM核实物料名称、物料编码、规格、数量、颜色、供应商名称和供应商出货检验报告(如果存在),验收合格后,将来料放入待检区。
5.2由物控部物料员及时填写《来料检验报告》,并交品质部IQC 。
5.3 IQC根据《来料检验报告》中的送检物料情况准备相关检验资料、检验标准、客户样品及规格书、检验工具、测试仪器等;并根据GB/T2828-2012-Ⅱ确定抽样方案。
5.4品质部IQC检验员在物控部待检区随机按照开箱数=√来料箱数+ 1 抽取样品,然后按标准或客户提供的样品检验,并将不良品数量记录在《来料检验报告》中,不良品用红色箭头标识并标识不良原因。
5.5 由IQC检验员根据抽样中的不良品数量判定该批来料是否合格,并将不良数量和不良现象在《来料检验报告》中作备注。
5.6 如该批判定合格,则将《来料检验报告》交IQC组长审核,品质主管或经理批准,然后由IQC组长通知物控部将该批物料从待检区转入合格品区域内,并在来料包装外箱上盖“合格”印章或贴上合标绿色标签,印章要求清晰,同时反馈给相关部门和客户代表。

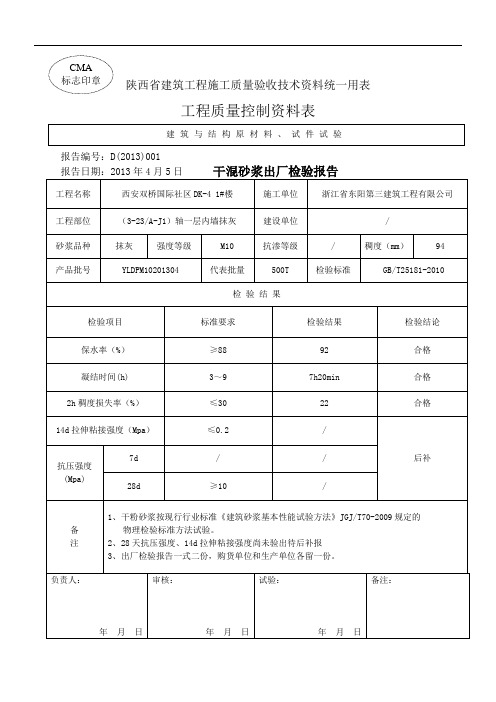
陕西省建筑工程施工质量验收技术资料统一用表
工程质量控制资料表
报告编号:D(2013)001
报告日期:2013年4月5日
陕西省建筑工程施工质量验收技术资料统一用表
工程质量控制资料表
报告编号:SJ(2013)001
报告日期:2013年4月5日 陕
ZSJ-1017
陕西省建设工程质量安全监督总站编印.
陕西省建筑工程施工质量验收技术资料统一用表
工程质量控制资料表
报告编号:C(2013)004
报告日期:2013年4月5日 水泥复检报告 陕
ZSJ-1006
陕西省建设工程质量安全监督总站编印.
陕西省建筑工程施工质量验收技术资料统一用表
工程质量控制资料表
报告编号:C(2013)004
报告日期:2013年4月5日 水泥安定性试验报告 陕ZSJ-1007
陕西省建筑工程施工质量验收技术资料统一用表
工程质量控制资料表
报告编号:S(2013)004
报告日期:2013年4月5日砂检验报告陕ZSJ-1012
陕西省建设工程质量安全监督总站编印.P.
工程质量控制资料表
报告编号:C(2013)004
报告日期:2013年4月5日粉煤灰试验报告陕ZBZ-10805A
陕西省建筑工程施工质量验收技术资料统一用表
工程质量控制资料表
报告编号:C(2013)004
报告日期:2013年4月5日 稠化粉试验报告 陕ZBZ-10805B
质量控制资料
工程名称:
工程部位:
施工单位:
报告日期:
陕西懿蕾实业有限责任公司临潼分公司。

注塑成型工序验证报告
注塑成型操作人员资格确认表
DXC001
原材料明细一览表
DXC002
原材料使用性验证确认表
DXC 003
原材料使用性验证确认表
DXC 004
原材料使用性验证确认表
DXC005
原材料使用性验证确认表
DXC006
原材料使用性验证确认表
DXC007
注塑设备一览表
DXC008
注塑机安装验证相关资料确认表
DXC013
注塑机安装验证相关资料确认表
DXC010
旋臂式机械手安装验证相关资料确认表
DXC011
注塑机相关文件资料验收明细表
DXC012
验证人:审核人:日期:13.02.16
注塑成型机安装确认表
DXC013
机械手安装试运行确认表
DXC014
注塑成型机试运行确认表
DXC015
注塑成型机技术参数验收情况确认表
DXC016
注塑成型机技术参数验收情况确认表
DXC017
注塑成型机技术参数验收情况确认表
DXC018
注塑成型机技术参数验收情况确认表
DXC019
注塑成型机技术参数验收情况确认表
DXC020
DXC021
DXC022
计量器具确认表
DXC023
注塑使用模具一览表
注塑模具安装试运行确认表
注塑零部件一览表 DXC027。

确认文件确认项目:标准品溶液或对照品溶液贮存期限确认编号:16-YZ-FF-004类别:贮存期限确认合格证签发日期:xxxxx有限公司目录一、确认方案起草、审核、批准二、确认小组成员三、确认方案四、确认报告五、确认结果的评价与建议六、确认报告的审批七、确认证书确认方案起草、审核、批准确认小组人员名单确认方案方案名称:标准品溶液或对照品溶液贮存期限确认方案编号:16-YZ-FF-004方案制定人:方案制定日期:1适用范围本确认方案适用于标准品溶液或对照品溶液贮存期限的确认。
2目的为了保证药品检验结果的量值溯源和准确性,了解标准品溶液或对照品溶液在贮存期的变化,为标准品溶液或对照品溶液贮存期限确定提供准确依据,以便于标准品溶液或对照品溶液的正确使用。
3概述使用期限的时间,直接影响到含量检测结果的准确性,为减少检验偏差的产生,故应在使用前对对照品溶液的贮存期限进行必要确认,以确保对照品溶液的贮存期限可在本实验室实施。
为了保证标准品溶液或对照品溶液的贮存,对贮存的条件及环境在不变的情况下,进行对标准品溶液或对照品溶液贮存期限的一个确认。
4 职责4.1 确认委员会4.1.1 负责确认方案的批准。
4.1.2 负责确认的协调工作,保证本确认方案规定项目的顺利实施。
4.1.3 负责确认数据及结果的审核。
4.1.4 负责确认报告的审批。
4.1.5 负责发放合格证书。
4.2 确认小组4.2.1 负责制定确认方案。
4.2.2 负责确认的实施。
4.2.3 负责拟订确认仪器监测项目及确认期限。
4.2.4 负责收集各项确认、试验记录。
4.2.5 负责制定确认报告。
4.3 质量监控部4.3.1 负责确认工作协调,参与确认方案的制定。
4.3.2 负责仪器、仪表的校准确认。
4.3.3 负责对确认的程度和范围进行风险评估。
4.3.4 负责确认方案的审核。
4.3.5 负责确认的检验工作、数据收集并出具报告。
4.3.6 负责按岗位和设备的操作程序具体操作。

常州里戈勃劳伊特新亚电机有限公司采购规范RS/JSGF004铸铝转子2006-10-25发布2006-10-28实施常州里戈勃劳伊特新亚电机有限公司发布REV:A/2前言铸铝转子是交流异步电动机的主要部件之一,其质量对电动机的起动性能和运行性能影响很大。
为使电机用铸铝转子的材料、结构合理,工艺稳定,从而提高电机性能,降低生产制造成本,特制定本采购规范。
本采购规范是在总结多年来电机生产过程中铸铝转子的制造、使用的经验基础上制定的,通过本采购规范的制定,规定了本公司电机用铸铝转子的技术要求,作为公司产品设计、外协、外购、检验的基本依据,有利于提高产品质量和促进技术交流。
本采购规范由本公司技术部提出并负责起草。
本采购规范主要起草人:管伟。
本采购规范批准人:王定诚。
铸铝转子1范围本采购规范规定了电机用铸铝转子的材料、技术要求、检验方法、检验规则、标志、包装与贮存的要求。
本采购规范适用于本公司生产的电机使用铸铝转子。
2引用文件GB/T1804一般公差未注公差的线性和角度尺寸的公差GB/T2828逐批检查计数抽样程序及抽样表RS/JSGF002定、转子冲片采购规范RS/JSGF003定、转子铁芯采购规范3要求3.1一般要求铸铝转子应符合本采购规范的要求,并按经规定程序批准的图样及技术文件制造。
3.2.1转子铁芯应符合RS/JSGF003《定、转子铁芯采购规范》的规定,其中转子冲片的材质及性能应符合RS/JSGF002《定、转子冲片采购规范》的规定。
3.2.2铸造用铝锭的材质及性能应符合以下规定。
铝的级别为特一级,代号为AL99.7,含铝量不小于99.7%,杂质总含量不大于0.30%。
其中铁含量不大于0.16%,硅含量不大于0.13%,铁、硅总含量不大于0.26%,其它杂质含量不大于0.10%。
3.2.3铸铝后铝质的杂质含量允许高于铝锭原材料,但铁含量不得大于0.4%,硅含量不得大于0.35%。
3.2.4水口料的使用:允许按新料50%加上50%水口料。