小型制冷压缩机研究-----毕业设计外文翻译
- 格式:doc
- 大小:86.50 KB
- 文档页数:23

制冷压缩机毕业设计制冷压缩机毕业设计在工程类专业中,毕业设计是学生们展示自己专业技能和知识的重要机会。
对于制冷与空调专业的学生来说,设计一台高效、可靠的制冷压缩机是一个具有挑战性和有意义的任务。
本文将探讨制冷压缩机毕业设计的一些关键方面。
首先,制冷压缩机的设计必须考虑能效。
能效是现代制冷技术发展的重要方向,因为能源消耗和环境影响已经成为全球关注的焦点。
在设计过程中,需要选择合适的制冷剂和工作流体,以确保高效的热交换和能量转移。
此外,优化压缩机的结构和运行参数也是提高能效的关键。
例如,采用可变频率驱动器可以调节压缩机的运行速度,以适应不同负荷条件,从而节约能源。
其次,制冷压缩机的设计还需要考虑制冷剂的环境影响。
由于某些传统制冷剂对臭氧层破坏和全球变暖有负面影响,国际社会已经提出了一系列环保要求。
因此,在设计过程中要选择低全球变暖潜势和低臭氧破坏潜势的制冷剂,以减少对环境的影响。
同时,设计中还需要考虑制冷剂的安全性,以防止意外泄漏和对人体健康的危害。
另外,制冷压缩机的设计需要考虑可靠性和耐久性。
制冷压缩机通常需要长时间连续运行,因此需要具备良好的耐久性和可靠性。
在设计过程中,需要选择高质量的材料和组件,并进行充分的测试和验证。
此外,还需要考虑维修和保养的方便性,以降低维修成本和停机时间。
在制冷压缩机的设计中,还可以考虑一些创新的技术和功能。
例如,可以引入智能控制系统,实现自动化的运行和监测。
这样可以提高系统的稳定性和效率,并减少人工干预。
此外,还可以考虑噪音控制和振动减少的技术,以提高用户的舒适性和体验。
最后,制冷压缩机的设计需要进行全面的性能评估和测试。
在设计完成后,需要进行各种性能测试,以验证设计的可行性和性能指标是否满足要求。
这些测试可以包括制冷能力、能效比、噪音水平等方面的测试。
通过这些测试,可以对设计进行优化和改进,以提高性能和满足用户需求。
综上所述,制冷压缩机的毕业设计是一个具有挑战性和意义的任务。
毕业设计(论文)外文翻译Fuzzy Control of The Compressor Speed in aRefrigeration plant制冷压缩机速度的模糊控制制冷压缩机速度的模糊控制摘要在这篇文章里,所提到的是在通常应用于商业上的蒸汽压缩制冷装之中,用模糊控制算法控制制冷压缩机的速度使之达到最有效的速度来控制冷气的温度。
它主要的目标是根据模糊控制算法,通过变换器对压缩机速度进行连续调控,并估算节能效果;不同于传统恒温控制,这里通过控制压缩机冷藏容量,施加给控制压缩机50Hz的开关运转频率。
通过控制压缩机的电动机的供电电流达到的速度变化范围是30-50Hz,由于转动频率过低会有因飞溅系统而出现的润滑问题,现今所提供的压缩机转动频率一般不考虑小于30Hz的。
在这个范围,在二个最适当的工作流体之中,可以代替R22有很多,例如R407C (R32/R125/R134a 23/25/52%组)和R507 (R125/R143A 50/50%组)比较好。
压缩机速度模糊控制与传统的温度控制相比,更多的用于冷藏和其他制冷系统。
实验结果表明,当R407C 作为工作流体时,可以达到显著的节能效果,( 13%)。
值得注意的是,从节能观点看,当压缩机速度变化时可以达到的最佳的效果。
另外,考虑到变换器费用问题,回收期要比可接受的产品型号更具有决定性。
关键词:压缩系统; 冷室; 活塞式压缩机; 易变的速度; 章程; 模糊逻辑;R407C; R5071引言蒸气压缩冷却装置,虽则被设计满足最大载荷,但为了延长寿命,通常在部分装载下工作,并通过开关周期调控,在50 Hz的频率下运作,这样就决定了高能消耗量的恒温控制。
而且,制冷时耗电量低被认为间接的释放了温室气体; 改进上述的系统的能量转换效率可以减少这种排放物。
各种各样的冷藏容量控制方法和部分装载理论表明压缩机速度变异是最高效率的技术。
[1,2]。
冷藏容量控制这个方法在最近3–10年已经被分析研究,包括提高压缩机的速度以不断的达到制冷效果。
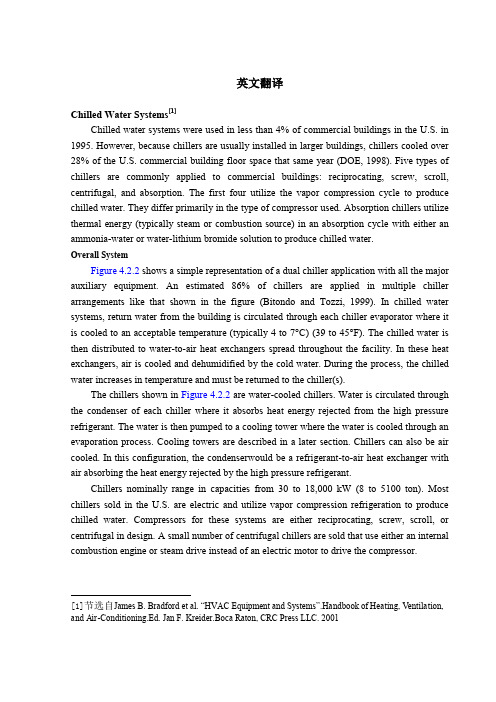
英文翻译Chilled Water Systems[1]Chilled water systems were used in less than 4% of commercial buildings in the U.S. in 1995. However, because chillers are usually installed in larger buildings, chillers cooled over 28% of the U.S. commercial building floor space that same year (DOE, 1998). Five types of chillers are commonly applied to commercial buildings: reciprocating, screw, scroll, centrifugal, and absorption. The first four utilize the vapor compression cycle to produce chilled water. They differ primarily in the type of compressor used. Absorption chillers utilize thermal energy (typically steam or combustion source) in an absorption cycle with either an ammonia-water or water-lithium bromide solution to produce chilled water.Overall SystemFigure 4.2.2 shows a simple representation of a dual chiller application with all the major auxiliary equipment. An estimated 86% of chillers are applied in multiple chiller arrangements like that shown in the figure (Bitondo and Tozzi, 1999). In chilled water systems, return water from the building is circulated through each chiller evaporator where it is cooled to an acceptable temperature (typically 4 to 7°C) (39 to 45°F). The chilled water is then distributed to water-to-air heat exchangers spread throughout the facility. In these heat exchangers, air is cooled and dehumidified by the cold water. During the process, the chilled water increases in temperature and must be returned to the chiller(s).The chillers shown in Figure 4.2.2 are water-cooled chillers. Water is circulated through the condenser of each chiller where it absorbs heat energy rejected from the high pressure refrigerant. The water is then pumped to a cooling tower where the water is cooled through an evaporation process. Cooling towers are described in a later section. Chillers can also be air cooled. In this configuration, the condenserwould be a refrigerant-to-air heat exchanger with air absorbing the heat energy rejected by the high pressure refrigerant.Chillers nominally range in capacities from 30 to 18,000 kW (8 to 5100 ton). Most chillers sold in the U.S. are electric and utilize vapor compression refrigeration to produce chilled water. Compressors for these systems are either reciprocating, screw, scroll, or centrifugal in design. A small number of centrifugal chillers are sold that use either an internal combustion engine or steam drive instead of an electric motor to drive the compressor.[1]节选自James B. Bradford et al. “HVAC Equipment and Systems”.Handbook of Heating, Ventilation, and Air-Conditioning.Ed. Jan F. Kreider.Boca Raton, CRC Press LLC. 2001FIGURE 4.2.2 A dual chiller application with major auxiliary systems (courtesy of Carrier Corporation).The type of chiller used in a building depends on the application. For large office buildings or in chiller plants serving multiple buildings, centrifugal compressors are often used. In applications under 1000 kW (280 tons) cooling capacities, reciprocating or screw chillers may be more appropriate. In smaller applications, below 100 kW (30 tons), reciprocating or scroll chillers are typically used.Vapor Compression ChillersTable 4.2.5 shows the nominal capacity ranges for the four types of electrically driven vapor compression chillers. Each chiller derives its name from the type of compressor used in the chiller. The systems range in capacities from the smallest scroll (30 kW; 8 tons) to the largest centrifugal (18,000 kW; 5000 tons).Chillers can utilize either an HCFC (R-22 andR-123) or HFC (R-134a) refrigerant. The steady state efficiency of chillers is often stated as a ratio of the power input (in kW) to the chilling capacity (in tons). A capacity rating of one ton is equal to 3.52 kW or 12,000 btu/h. With this measure of efficiency, the smaller number is better. As seen in Table 4.2.5, centrifugal chillers are the most efficient; whereas, reciprocating chillers have the worst efficiency of the four types. The efficiency numbers provided in the table are the steady state full-load efficiency determined in accordance to ASHRAE Standard 30 (ASHRAE, 1995). These efficiency numbers do not include the auxiliary equipment, such as pumps and cooling tower fans that can add from 0.06 to 0.31 kW/ton to the numbers shown (Smit et al., 1996).Chillers run at part load capacity most of the time. Only during the highest thermal loadsin the building will a chiller operate near its rated capacity. As a consequence, it is important to know how the efficiency of the chiller varies with part load capacity. Figure 4.2.3 shows a representative data for the efficiency (in kW/ton) as a function of percentage full load capacity for a reciprocating, screw, and scroll chiller plus a centrifugal chiller with inlet vane control and one with variable frequency drive (VFD) for the compressor. The reciprocating chiller increases in efficiency as it operates at a smaller percentage of full load. In contrast, the efficiency of a centrifugal with inlet vane control is relatively constant until theload falls to about 60% of its rated capacity and its kW/ton increases to almost twice its fully loaded value.FIGURE 4.2.3 Chiller efficiency as a function of percentage of full load capacity.In 1998, the Air Conditioning and Refrigeration Institute (ARI) developed a new standard that incorporates into their ratings part load performance of chillers (ARI 1998c). Part load efficiency is expressed by a single number called the integrated part load value (IPLV). The IPLV takes data similar to that in Figure 4.2.3 and weights it at the 25%, 50%,75%, and 100% loads to produce a single integrated efficiency number. The weighting factors at these loads are 0.12, 0.45, 0.42, and 0.01, respectively. The equation to determine IPLV is:Most of the IPLV is determined by the efficiency at the 50% and 75% part load values. Manufacturers will provide, on request, IPLVs as well as part load efficiencies such as those shown in Figure 4.2.3.FIGURE 4.2.4 Volume-pressure relationships for a reciprocating compressor.The four compressors used in vapor compression chillers are each briefly described below. While centrifugal and screw compressors are primarily used in chiller applications, reciprocating and scroll compressors are also used in smaller unitary packaged air conditioners and heat pumps.Reciprocating CompressorsThe reciprocating compressor is a positive displacement compressor. On the intake stroke of the piston, a fixed amount of gas is pulled into the cylinder. On the compressionstroke, the gas is compressed until the discharge valve opens. The quantity of gas compressed on each stroke is equal to the displacement of the cylinder. Compressors used in chillers have multiple cylinders, depending on the capacity of the compressor. Reciprocating compressors use refrigerants with low specific volumes and relatively high pressures. Most reciprocating chillers used in building applications currently employ R-22.Modern high-speed reciprocating compressors are generally limited to a pressure ratio of approximately nine. The reciprocating compressor is basically a constant-volumevariable-head machine. It handles variousdischarge pressures with relatively small changes in inlet-volume flow rate as shown by the heavy line (labeled 16 cylinders) in Figure 4.2.4. Condenser operation in many chillers is related to ambient conditions, for example, through cooling towers, so that on cooler days the condenser pressure can be reduced. When the air conditioning load is lowered, less refrigerant circulation is required. The resulting load characteristic is represented by the solid line that runs from the upper right to lower left of Figure 4.2.4.The compressor must be capable of matching the pressure and flow requirements imposed by the system. The reciprocating compressor matches the imposed discharge pressure at any level up to its limiting pressure ratio. Varying capacity requirements can be met by providing devices that unloadindividual or multiple cylinders. This unloading is accomplished by blocking the suction or discharge valves that open either manually or automatically. Capacity can also be controlled through the use of variable speed or multi-speed motors. When capacity control is implemented on a compressor, other factors at part-load conditions need to considered, such as (a) effect on compressor vibration and sound when unloaders are used, (b) the need for good oil return because of lower refrigerant velocities, and (c) proper functioning of expansion devices at the lower capacities.With most reciprocating compressors, oil is pumped into the refrigeration system from the compressor during normal operation. Systems must be designed carefully to return oil to the compressor crankcase to provide for continuous lubrication and also to avoid contaminating heat-exchanger surfaces.Reciprocating compressors usually are arranged to start unloaded so that normal torque motors are adequate for starting. When gas engines are used for reciprocating compressor drives, careful matching of the torque requirements of the compressor and engine must be considered.FIGURE 4.2.5 Illustration of a twin-screw compressor design (courtesy of CarrierCorporation).Screw CompressorsScrew compressors, first introduced in 1958 (Thevenot, 1979), are positive displacement compressors. They are available in the capacity ranges that overlap with reciprocating compressors and small centrifugal compressors. Both twin-screw and single-screw compressors are used in chillers. The twin-screw compressor is also called the helical rotary compressor. Figure 4.2.5 shows a cutaway of a twin-screw compressor design. There are two main rotors (screws). One is designated male (4 in the figure) and the other female (6 in the figure).The compression process is accomplished by reducing the volume of the refrigerant with the rotary motion of screws. At the low pressure side of the compressor, a void is created when the rotors begin to unmesh. Low pressure gas is drawn into the void between the rotors. As the rotors continue to turn, the gas is progressively compressed as it moves toward the discharge port. Once reaching a predetermined volume ratio, the discharge port is uncovered and the gas is discharged into the high pressure side of the system. At a rotation speed of 3600 rpm, a screw compressor has over 14,000 discharges per minute (ASHRAE, 1996).Fixed suction and discharge ports are used with screw compressors instead of valves, as used in reciprocating compressors. These set the built-in volume ratio — the ratio of the volume of fluid space in the meshing rotors at the beginning of the compression process to the volume in the rotors as the discharge port is first exposed. Associated with the built-in volume ratio is a pressure ratio that depends on the properties of the refrigerant being compressed. Screw compressors have the capability to operate at pressure ratios of above 20:1 (ASHRAE, 1996). Peak efficiency is obtained if the discharge pressure imposed by the system matchesthe pressure developed by the rotors when the discharge port is exposed. If the interlobe pressure in the screws is greater or less than discharge pressure, energy losses occur but no harm is done to the compressor.Capacity modulation is accomplished by slide valves that provide a variable suction bypass or delayed suction port closing, reducing the volume of refrigerant compressed. Continuously variable capacity control is most common, but stepped capacity control is offered in some manufacturers’ machines. Variable discharge porting is available on some machines to allow control of the built-in volume ratio during operation.Oil is used in screw compressors to seal the extensive clearance spaces between the rotors, to cool the machines, to provide lubrication, and to serve as hydraulic fluid for the capacity controls. An oil separator is required for the compressor discharge flow to remove the oil from the high-pressure refrigerant so that performance of system heat exchangers will not be penalized and the oil can be returned for reinjection in the compressor.Screw compressors can be direct driven at two-pole motor speeds (50 or 60 Hz). Their rotary motion makes these machines smooth running and quiet. Reliability is high when the machines are applied properly. Screw compressors are compact so they can be changed out readily for replacement or maintenance. The efficiency of the best screw compressors matches or exceeds that of the best reciprocating compressors at full load. High isentropic and volumetric efficiencies can be achieved with screw compressors because there are no suction or discharge valves and small clearance volumes. Screw compressors for building applications generally use either R-134a or R-22.译文冷水机组1995年,在美国,冷水机组应用在至少4%的商用建筑中。
┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊摘要钢铁厂在生产出成品钢材后必须在短时间内将其卖出,使用钢材的单位在购入钢材后需要及时的对钢材表面进行处理,达到防锈的目的。
实践表明,钢材表面不做任何防锈处理,7到10天左右,表面就开始出现锈点,之后会以这些锈点为核心,表面快速生锈,进而锈蚀到内部,影响钢材性能。
在现阶段,钢材市场比较萎靡,很多钢材厂家面临着困境:生产出钢材短期内卖不掉,时间长了就会生锈,不生产钢材,就面临着倒闭。
基于此种状况,一种钢铁表面防锈剂被开发了出来,此种药剂可在钢材上冷床之前喷在其表面,达到防锈目的,一般情况下,防锈时间可以达到未处理钢材的8倍左右,这样就能为钢材厂家提供足够的缓冲时间,同时,表面不生锈也能成为其一大卖点。
然而处理钢材表面是在进入冷床冷却之前,其表面温度达到450℃左右,回收的处理液温度也会很高,导致整个药箱内温度不断提升,最终会使防锈剂碳化失效,因此,需要对药箱进行降温。
本课题的目的就在于设计出的制冷系统能使得要向内部温度恒定,制冷量必须和余热量平衡,且随着钢材生产速度变化,制冷量也能够相应自动控制。
关键词:制冷系统双温双控自动控制系统┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊ABSTRACTSteel plant must sell the finished steel products in a short period of time, the units which use steel require timely processing of steel surface in the purchase of steel products, achieving the purpose of rust. Practice shows that the rust points on the steel surface with no rust treatment began to appear in 7 to 10 days. Then the steel surface rust rapidly taking the rust points as core, even corrode the internal steel, which impact properties of steel.At present, the steel market is sluggish. Many steel manufacturers are faced with a dilemma: if producing steel products can not sell out in the short term, it will rust after a long time, if not producing steel, the Steel plant is faced with collapse. Based on this condition, a rust inhibitor for steel surfaces has been developed, this potion can spray on the surface before the steel cooling bed, so as to achieve anti-rust purposes, under normal circumstances, the anti-rust time can be achieved around eight times as long as untreated steel, so that it can offer enough buffer time for steel manufacturers, at the same time, the surface being not rust can become one big selling point.Steel surface is, however, before entering the cooling bed, the surface temperature reaches 450℃or so, and the collection of fluid temperature will be also very high, which lead to rising temperature in the whole cabinet. Eventually that will make anti- rust inhibitor carbide lose efficacy. Therefore, they need to cool medicine cabinet.The purpose of this subject is to design the refrigeration system that can make the internal temperature of medicine cabinet constant , refrigerating capacity and residual heat must be in a balance. What is more, with changes in the rate of steel production, the refrigerating capacity can be also a corresponding automatic control.Keywords: refrigeration system; double temperature double control; automatic control system┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊目录1 绪论 (1)1.1课题研究目的 (1)1.2制冷机简介 (1)1.2.1工作原理 (2)1.2.2制冷机的种类 (3)1.2.2.1压缩式制冷机 (3)1.2.2.2吸收式制冷机 (4)1.3小型制冷机发展现状及新技术 (4)1.3.1压缩机 (4)1.3.2换热器 (5)1.4小型制冷机自动测试系统的组成 (5)1.5制冷机的启动 (6)1.5.1 压缩机电机工作原理 (6)1.5.2 单相电机常用启动型式 (6)1.5.2.1 电阻分相启动(RSIR) (6)1.5.2.2 电容分相启动(CSIR) (6)1.5.2.3 电容启动、电容运转型(CSR) (7)1.5.3 现有启动方式比较及其与启动继电器的配合 (7)1.5.3.1 三种启动方式比较 (7)1.5.3.2 与启动继电器的配合 (7)1.5.3.2.1 弹力式启动继电器 (7)1.5.3.2.2 重锤式启动继电器 (7)1.5.3.2.3 PTC 启动继电器 (8)1.6制冷机的腐蚀与保护 (8)1.7制冷机低温泵的故障及排除 (9)1.8关于小型制冷装置的模拟研究 (11)1.9小型制冷机的发展方向 (11)┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊2 制冷方法和系统的选择 (13)2.1制冷方法的选择 (13)2.1.1压缩式制冷 (13)2.1.2热电制冷 (13)2.1.3扩散-吸收式制冷 (15)2.2制冷系统的选择 (16)3 钢铁防锈剂药箱箱体的设计计算 (17)3.1小型制冷装置的分类 (17)3.2箱体设计要求及形式 (18)3.3箱体厚度设计及外表面温度校核 (18)3.3.1钢铁防锈剂药箱保温层设计 (18)3.3.2药箱外表面温度校核 (20)4 小型制冷机冷凝器设计计算 (22)4.1制冷机组冷凝器作用及种类介绍 (22)4.2冷凝器热负荷的确定 (23)4.3空冷式冷凝器的设计计算 (23)5 小型制冷机蒸发器设计计算 (31)5.1蒸发器在制冷循环中的作用及常用类型 (31)5.2蒸发器的设计计算 (32)6 小型制冷机压缩机的选择 (38)6.1制冷压缩机的分类 (38)6.2主要制冷压缩机的功能介绍 (39)6.2.1往复式制冷压缩机 (39)6.2.2转子式制冷压缩机 (40)6.2.3涡旋式压缩机 (40)6.2.4螺杆式压缩机 (41)6.3压缩机的选择和主要参数的确定 (41)7 小型制冷机毛细管的选型 (44)7.1节流装置的选择 (44)┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊7.2毛细管型号的确定 (46)8 小型制冷机辅助设备的选择 (47)8.1回热器的设计选型 (47)8.1.1 循环回热器作用分析 (49)8.1.2制冷系统的回热器计算 (49)8.3干燥过滤器的选型 (52)8.4贮液器的选型 (53)8.5制冷剂最佳充注量的确定 (54)9 蒸发器温度的自动控制 (56)9.1方案的论证与比较 (57)9.1.1温度采集方案 (57)9.1.2 显示界面方案 (57)9.1.3 电源部分 (58)9.1.4 键盘部分 (58)9.2系统组成 (58)9.2.1系统框图 (58)9.2.2 DS18B20温度测量部分 (58)9.2.2.1 DS18B20的结构及原理 (58)9.2.2.2利用DS18B20的实时温度测量电路的设计 (61)9.2.3控制电路 (61)9.2.4按键电路 (62)9.2.5电源电路 (63)10 设计总结 (64)参考文献 (65)致谢 (66)附件1 翻译原文附件2 有无回热器的CO2亚临界和跨临界循环效率的研究┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊1 绪论1.1课题研究目的钢铁厂在生产出成品钢材后必须在短时间内将其卖出,使用钢材的单位在购入钢材后需要及时的对钢材表面进行处理,达到防锈的目的。

英文原文Screw CompressorThe Symmetric profile has a huge blow-hole area which excludes it from any compressor applicat -ion where a high or even moderate pressure ratio is involved. However, the symmetric profile per -forms surprisingly well in low pressure compressor applications.More details about the circular p -rofile can be found in Margolis, 1978.2.4.8 SRM “A” ProfileThe SRM “A” profile is shown in Fig. 2.11. It retains all the favourable features of the symmetric profile like its simplicity while avoiding its main disadvantage,namely, the large blow-hole area. The main goal of reducing the blow hole area was achieved by allowing the tip points of the main and gate rotors to generate their counterparts, trochoids on the gate and main rotor respectively. T -he “A” profile consists mainly of circles on the gate rotor and one line which passes through the gate rotor axis.The set of primary curves consists of: D2C2, which is a circle on the gate rotor with the centre on the gate pitch circle, and C2B2, which is a circle on the gate rotor, the centre of whi ch lies outside the pitch circle region.This was a new feature which imposed some problems in the generation of its main rotor counterpart, because the mathematics used for profile generation at tha -t time was insufficient for general gearing. This eccentricity ensured that the pressure angles on th -e rotor pitches differ from zero, resulting in its ease of manufacture. Segment BA is a circle on th -e gate rotor with its centre on the pitch circle. The flat lobe sides on the main and gate rotors weregenerated as epi/hypocycloids by points G on the gate and H on the main rotor respectively. GF2 is a radial line at the gate rotor. This brought the same benefits to manufacturing as the previously mentioned circle eccentricity onFig. 2.11 SRM “A” Profile2.4 Review of Most Popular Rotor Profiles 31 the opposite lobe side. F2E2 is a circle with the cent -re on the gate pitch and finally, E2D2 is a circle with the centre on the gate axis.More details on t -he “A” profile are published by Amosov et al., 1977 and by Rinder, 1979.The “A” profile is a go od example of how a good and simple idea evolved into a complicated result. Thus the “A” pro file was continuously subjected to changes which resulted in the “C” profile. This was mainly gen erated to improve the profile manufacturability. Finally, a completely new profile, the“D” profile was generated to introduce a new development in profile gearing and to increase the gate rotor tor -que.Despite the complexity o f its final form the “A” profile emerged to be the most popular scre -w compressor profile, especially after its patent expired.2.4.9 SRM “D” ProfileThe SRM “D” profile, shown in Fig. 2.12, is generated exclusively by circles with the centres off the rotor pitch circles.Similar to the Demonstrator, C2D2 is an eccentric circle of radius r3 onthe gate rotor. B1C1 is an eccentric circle of radius r1, which, together withthe small circular arc A1J1 of radius r2, is positioned on the main rotor. G2H2is a small circular arc on the gate rotor and E2F2 is a circular arc on the gaterotor. F2G2 is a relatively large circular arc on the gate rotor which produces a corresponding curve of the smallest possible curvature on the main rotor.Both circular arc, B2C2 and F2G2 ensure a large radius of curvature in the pitch circle area. This avoids high stresses in the rotor contact region.Fig. 2.12 SRM “D” ProfileThe “G” profile was introduced by SRM in the late nineteen nineties as a replacement for the “D” rotor and is shown in Fig. 2.13. Compared with the“D” rotor, the “G” rotor has the unique feature of two additional circles in the addendum area on both lobes of the main rotor, close to the pitch circle.This feature improves the rotor contact and, additionally, generates shorter sealing lines. This can be seen in Fig. 2.13, where a rotor featuring “G” profile characteristics only on its flat side through segment H1I1 is presented.Fig. 2.13 SRM “G” Profile2.4.11 City “N” Rack Generated Rotor Profile“N” rotors are calculated by a rack generation procedure. This distinguishes them from any others. In this case, the large blow-hole area, which is a characteristic of rack generated rotors, is overcome by generating the high pressure side of the rack by means of a rotor conjugate procedure. This undercuts the single appropriate curve on the rack. Such a rack is then used for profiling both the main and the gate rotors. The method and its extensions were used by the authors to create a number of different rotor profiles, some of them used by Stosic et al., 1986, and Hanjalic and Stosic, 1994. One of the applications of the rack generation procedure is described in Stosic, 1996.The following is a brief description of a rack generated “N” rotor profile,typical of a family of rotor profiles designed for the efficient compression of air,common refrigerants and a number of process gases. The rotors are generated by the combined rack-rotor generation procedure whose features are such that it may be readily modified further to optimize performance for any specific application.2.4 Review of Most Popular Rotor Profiles 33The coordinates of all primary arcs on the rack are summarized here relative to the rack coordinate system. The lobe of the rack is divided into several arcs. The divisions between the profile arcs are denoted by capital letters and each arc is defined separately, as shown in the Figs.2.14 and 2.15 where the rack and the rotors are shown.Fig. 2.14 Rack generated “N” ProfileFig. 2.15 “N” rotor primary curves g iven on rack34 2 Screw Compressor GeometryAll curves are given as a “general arc” expressed as: axp + byq = 1. Thus straight lines, circles, parabolae, ellipses and hyperbolae are all easily described by selecting appropriate values for parameters a, b, p and q.Segment DE is a straight line on the rack, EF is a circular arc of radius r4,segment FG is a straight line for the upper involute, p = q = 1, while segment GH on the rack is a meshing curve generated by the circular arc G2H2 on the gate rotor. Segment HJ on the rack is a meshing curve generated by the circular arc H1J1 of radius r2 on the main rotor. Segment JA is a circular arc of radius r on the rack, AB is an arc which can be either a circle or a parabola, a hyperbola or an ellipse, segment BC is a straight line on the rack matching the involute on the rotor round lobe and CD is a circular arc on the rack, radius r3.More details of the “N” profile can be found in Stosic, 1994.2.4.12 Characteristics of “N” ProfileSample illustrations of the “N” profile in 2-3, 3-5, 4-5, 4-6, 5-6, 5-7 and 6-7 configurations are given in Figs. 2.16 to Fig. 2.23. It should be noted that all rotors considered were obtained automatically from a computer code by simply specifying the number of lobes in the main and gate rotors, and the lobe curves in the general form.A variety of modified profiles is possible. The “N” profile design is a compromise between full tightness, small blow-hole area, large displacement.Fig. 2.16 “N” Rotors in 2-3 configurationFig. 2.17 “N” Rotors in 3-5 configurationFig. 2.18 “N” Rotors in 4-5 configurationFig. 2.19 “N” Rotors in 4-6 configurationFig. 2.20 “N” Rotors compared with “Sigma”, SRM “D” and “Cyclon” rotorsFig. 2.21 “N” Rotors in 5-6 configurationFig. 2.22 “N” Rotors in 5-7 configurationFig. 2.23 “N” rotors in 6/7 configurationsealing lines, small confined volumes, involute rotor contact and proper gate rotor torque distribution together with high rotor mechanical rigidity.The number of lobes required varies according to the designated compressor duty. The 3/5 arrangement is most suited for dry air compression, the 4/5 and 5/6 for oil flooded compressors with a moderate pressure difference and the 6/7 for high pressure and large built-in volume ratio refrigeration applications.Although the full evaluation of a rotor profile requires more than just a geometric assessment, some of the key features of the “N” profile may be readily appreciated by comparing it with three of the most popular screw rotor profiles already described here, (a) The “Sigma” profile by Bammert,1979, (b) the SRM “D” profile by Astberg 1982, and (c) the “Cyclon” profile by Hough and Morris, 1984. All these rotors are shown in Fig. 2.20 where it can be seen that the “N” profiles have a grea ter throughput and a stiffer gate rotor for all cases when other characteristics such as the blow-hole area, confined volume and high pressure sealing line lengths are identical.Also, the low pressure sealing lines are shorter, but this is less important because the corresponding clearance can be kept small.The blow-hole area may be controlled by adjustment of the tip radii on both the main and gate rotors and also by making the gate outer diameter equal to or less than the pitch diameter. Also the sealing lines can be kept very short by constructing most of the rotor profile from circles whose centres are close to the pitch circle. But, any decrease in the blow-hole area will increasethe length of the sealing line on the flat rotor side. A compromise betweenthese trends is therefore required to obtain the best result.2.4 Review of Most Popular Rotor Profiles 39Rotor instability is often caused by the torque distribution in the gate rotor changing direction during a complete cycle. The profile generation procedure described in this paper makes itpossible to control the torque on the gate rotor and thus avoid such effects. Furthermore, full involute contact between the “N” rotors enables any additional contact load to be absorbed more easily than with any other type of rotor. Two rotor pairs are shown in Fig. 2.24 the first exhibits what is described as “negative” gate rotor torque while the second shows the more usual “positive” torque.Fig. 2.24 “N” with negative torque, left and positive torque, right2.4.13 Blower Rotor ProfileThe blower profile, shown in Fig. 2.25 is symmetrical. Therefore only one quarter of it needs to be specified in order to define the whole rotor. It consists of two segments, a very small circle on the rotor lobe tip and a straight line. The circle slides and generates cycloids, while the straight line generates involutes.Fig. 2.25 Blower profile中文译文螺杆压缩机螺杆压缩机的几何形状对称分布有一个巨大的吹孔面积不包括它任何压缩机应用在高或中等压力比参与。

英文原文1 IntroductionThe screw compressor is one of the most common types of machine used to compress gases. Its construction is simple in that it essentially comprises only a pair of meshing rotors, with helical grooves machined in them, contained in a casing, which fits closely round them. The rotors and casing are separated by very small clearances. The rotors are driven by an external motor and mesh like gears in such a manner that, as they rotate, the space formed between them and the casing is reduced progressively. Thus, any gas trapped in this case is compressed. The geometry of such machines is complex and the flow of the gas being compressed within them occurs in three stages. Firstly, gas enters between the lobes, through an inlet port at one end of the casing during the start of rotation. As rotation continues, the space between the rotors no longer lines up with the inlet port and the gas is trapped and thus compressed. Finally, after further rotation, the opposite ends of the rotors pass a second port at the other end of the casing, through which the gas is discharged. The whole process is repeated between successive pairs of lobes to create a continuous but pulsating flow of gas from low to high pressure.These machines are mainly used for the supply of compressed air in the building industry, the food, process and pharmaceutical industries and, where required, in the metallurgical industry and for pneumatic transport.They are also used extensively for compression of refrigerants in refrigeration and air conditioning systems and of hydrocarbon gases in the chemical industry. Their relatively rapid acceptance over the past thirty years is due to their relatively high rotational speeds compared to other types of positive displacement machine, which makes them compact, their ability to maintain high efficiencies over a wide range of operating pressures and flow rates and their long service life and high reliability. Consequently, they constitute a substantial percentage of all positive displacement compressors now sold and currently in operation.The main reasons for this success are the development of novel rotor profiles, which have drastically reduced internal leakage, and advanced machine tools, which can manufacture the most complex shapes to tolerances of the order of 3 micrometers at an acceptable cost. Rotor profile enhancement is still the most promising means of further improving screw compressors and rational procedures are now being developed both to replace earlier empirically derived shapes and also to vary the proportions of the selected profile to obtain the best result for the application for which the compressor is required. Despite their wide usage, due to the complexity of their internal geometry and the non-steady nature of the processes within them, up till recently, only approximate analytical methods have been available to predict their performance. Thus, although it is known that their elements are distorted both by the heavy loads imposed by pressure induced forces and through temperature changes within them, no methods were available to predict the magnitude of these distortions accurately, nor how they affect the overall performance of the machine. In addition, improved modelling of flow patterns within the machine can lead to better porting design. Also, more accurate determination of bearing loads and how they fluctuate enable better choices of bearings to be made. Finally, if rotor and casing distortion, as a result of temperature and pressure changes within the compressor, can be estimated reliably, machining procedures can be devised to minimise their adverse effects.Screw machines operate on a variety of working fluids, which may be gases, dry vapour or multi-phase mixtures with phase changes taking place within the machine. They may involve oil flooding, or other fluids injected during the compression or expansion process, or be without any form of internal lubrication. Their geometry may vary depending on the number of lobes in each rotor, the basic rotor profile and the relative proportions of each rotor lobe segment. It follows that there is no universal configuration which would be the best for all applications. Hence, detailed thermodynamic analysis of the compression process and evaluation of the influence of the various design parameters on performance is more important to obtain the best results from these machines than from other types which could be used for the same application. A set of well defined criteria governed by an optimisation procedure is therefore a prerequisite for achieving the best design for each application. Such guidelines are also essential for the further improvement of existing screw machine designs and broadening their range of uses. Fleming et al., 1998 gives a good contemporary review of screw compressor modelling, design and application.A mathematical model of the thermodynamic and fluid flow processes within positive displacement machines, which is valid for both the screw compressor and expander modes of operation, is presented in this Monograph. It includes the use of the equations of conservation of mass, momentum and energy applied to an instantaneous control volume of trapped fluid within the machine with allowance for fluid leakage, oil or other fluid injection, heat transfer and the assumption of real fluid properties. By simultaneous solution of these equations, pressure-volume diagrams may be derived of the entire admission, discharge and compression or expansion process within the machine. A screw machine is defined by the rotor profile which is here generated by use of a general gearing algorithm and the port shape and size. This algorithm demonstrates the meshing condition which, when solved explicitly,enables a variety of rotor primary arcs to be defined either analytically or by discrete point curves. Its use greatly simplifies the design since only primary arcs need to be specified and these can be located on either the main or gate rotor or even on any other rotor including a rack, which is a rotor of infinite radius. The most efficient profiles have been obtained from a combined rotor-rack generation procedure.The rotor profile generation processor, thermofluid solver and optimizer,together with pre-processing facilities for the input data and graphical post processing and CAD interface, have been incorporated into a design tool in the form of a general computer code which provides a suitable tool for analysis and optimization of the lobe profiles and other geometrical and physical parameters. The Monograph outlines the adopted rationale and method of modelling, compares the shapes of the new and conventional profiles and illustrates potential improvements achieved with the new design when applied to dry and oil-flooded air compressors as well as to refrigeration screw compressors.The first part of the Monograph gives a review of recent developments in screw compressors.The second part presents the method of mathematical definition of the general case of screw machine rotors and describes the details of lobe shape specification. It focuses on a new lobe profile of a slender shape with thinner lobes in the main rotor, which yields a larger cross-sectional area and shorter sealing lines resulting in higher delivery rates for the same tip speed.The third part describes a model of the thermodynamics of the compression-expansion processes, discusses some modelling issues and compares the shapes of new and conventional profiles. It illustrates the potentialimprovements achievable with the new design applied to dry and oil-flooded air compressors as well as to refrigeration screw compressors. The selection of the best gate rotor tip radius is given as an example of how mathematical modelling may be used to optimise the design and the machine’s operating conditions.The fourth part describes the design of a high efficiency screw compressor with new rotor profiles. A well proven mathematical model of the compression process within positive displacement machines was used to determine the optimum rotor size and speed, the volume ratio and the oil injection position and jet diameter. In addition, modern design concepts such as an open suction port and early exposure of the discharge port were included, together with improved bearing and seal specification, to maximise the compressor efficiency. The prototypes were tested and compared with the best compressors currently on the market. The measured specific power input appeared to be lower than any published values for other equivalent compressors currently manufactured. Both the predicted advantages of the new rotor profile and the superiority of the design procedure were thereby confirmed.1.1 Basic ConceptsThermodynamic machines for the compression and expansion of gases and vapours are the key components of the vast majority of power generation and refrigeration systems and essential for the production of compressed air and gases needed by industry. Such machines can be broadly classified by their mode of operation as either turbomachines or those of the positive displacement type.Turbomachines effect pressure changes mainly by dynamic effects, related to the change of momentum imparted to the fluids passing through them. These are associated with the steady flow of fluids at high velocities and hence these machines are compact and best suited for relatively large mass flow rates. Thus compressors and turbines of this type are mainly used in the power generation industry, where, as a result of huge investment in research and development programmes, they are designed and built to attain thermodynamic efficiencies of more than 90% in large scale power production plant. However, the production rate of machines of this type is relatively small and worldwide, is only of the order of some tens of thousands of units per annum.Positive displacement machines effect pressure changes by admitting a fixed mass of fluid into a working chamber where it is confined and then compressed or expanded and, from which it is finally discharged. Such machines must operate more or less intermittently. Such intermittent operation is relatively slow and hence these machines are comparatively large. They are therefore better suited for smaller mass flow rates and power inputs and outputs. A number of types of machine operate on this principle such as reciprocating, vane, scroll and rotary piston machines.In general, positive displacement machines have a wide range of application, particularly in the fields of refrigeration and compressed air production and their total world production rate is in excess of 200 million units per annum. Paradoxically, but possibly because these machines are produced by comparatively small companies with limited resources, relatively little is spent on research and development programmes on them and there are very few academic institutions in the world which are actively promoting their improvement.One of the most successful positive displacement machines currently in use is the screw or twin screw compressor. Its principle of operation, as indicated in Fig. 1.1, is based on volumetric changes in three dimensions rather than two. As shown, it consists, essentially, of a pair of meshing helical lobed rotors, contained in a casing.The spaces formed between the lobes on each rotor form a series of working chambers in which gas or vapour is contained. Beginning at the top and in front of the rotors, shown in the light shaded portion of Fig. 1.1a, there is a starting point for each chamber where the trapped volume is initially zero. As rotation proceeds in the direction of the arrows, the volume of that chamber then increases as the line of contact between the rotor with convex lobes, known as the main rotor, and the adjacent lobe of the gate rotorFig. 1.1. Screw Compressor Rotorsadvances along the axis of the rotors towards the rear. On completion of one revolution i.e. 360◦by the main rotor, the volume of the chamber is then a maximum and extends in helical form along virtually the entire length of the rotor. Further rotation then leads to reengagement of the main lobe with the succeeding gate lobe by a line of contact starting at the bottom and front of the rotors and advancing to the rear, as shown in the dark shaded portions in Fig. 1.1b. Thus, the trapped volume starts to decrease. On completion of a further 360◦of rotation by the main rotor, the trapped volume returns to zero.The dark shaded portions in Fig. 1.1 show the enclosed region where therotors are surrounded by the casing, which fits closely round them, while the light shaded areas show the regions of the rotors, which are exposed to external pressure. Thus the large light shaded area in Fig. 1.1a corresponds to the low pressure port while the small light shaded region between shaft ends B and D in Fig. 1.1b corresponds to the high pressure port.Exposure of the space between the rotor lobes to the suction port, as their front ends pass across it, allows the gas to fill the passages formed between them and the casing until the trapped volume is a maximum. Further rotation then leads to cut off of the chamber from the port and progressive reduction in the trapped volume. This leads to axial and bending forces on the rotors and also to contact forces between the rotor lobes. The compression process continues until the required pressure is reached when the rear ends of the passages are exposed to the discharge port through which the gas flows out at approximately constant pressure. It can be appreciated from examination of Fig. 1.1, is that if the direction of rotation of the rotors is reversed, then gas will flow into the machine through the high pressure port and out through the low pressure port and it will act as an expander. The machine will also work as an expander when rotating in the same direction as a compressor provided that the suction and discharge ports are positioned on the opposite sides of the casing to those shown since this iseffectively the same as reversing the direction of rotation relative to the ports. When operating as a compressor, mechanical power must be supplied to shaft A to rotate the machine. When acting as an expander, it will rotate automatically and power generated within it will be supplied externally through shaft A.The meshing action of the lobes, as they rotate, is the same as that of helical gears but, in addition, their shape must be such that at any contact position, a sealing line is formed between the rotors and between the rotors and the casing in order to prevent internal leakage between successive trapped passages. A further requirement is that the passages between the lobes should be as large as possible, in order to maximise the fluid displacement per revolution. Also, the contact forces between the rotors should be low in order to minimise internal friction losses.A typical screw rotor profile is shown in Fig. 1.2, where a configuration of 5–6 lobes on the main and gate rotors is presented. The meshing rotors are shown with their sealing lines, for the axial plane on the left and for the cross-sectional plane in the centre. Also, the clearance distribution between the two rotor racks in the transverse plane, scaled 50 times (6) is given above.Fig. 1.2. Screw rotor profile: (1) main, (2) gate, (3) rotor external and (4) pitch circles, (5) sealing line, (6) clearance distribution and (7) rotor flow area between the rotors and housingOil injected Oil FreeFig. 1.3. Oil Injected and Oil Free CompressorsScrew machines have a number of advantages over other positive displacement types. Firstly, unlike reciprocating machines, the moving parts all rotate and hence can run at much higher speeds. Secondly, unlike vane machines, the contact forces within them are low, which makes them very reliable. Thirdly, and far less well appreciated, unlike the reciprocating, scroll and vane machines, all the sealing lines of contact which define the boundaries of each cell chamber, decrease in length as the size of the working chamber decreases and the pressure within it rises. This minimises the escape of gas from the chamber due to leakage during the compression or expansion process.1.2 Types of Screw CompressorsScrew compressors may be broadly classified into two types. These are shown in Fig. 1.3 where machines with the same size rotors are compared:1.2.1 The Oil Injected MachineThis relies on relatively large masses of oil injected with the compressed gas in order to lubricate the rotor motion, seal the gaps and reduce the temperature rise during compression. It requires no internal seals, is simple in mechanical design, cheap to manufacture and highly efficient. Consequently it is widely used as a compressor in both the compressed air and refrigeration industries.1.2.2 The Oil Free MachineHere, there is no mixing of the working fluid with oil and contact between the rotors is prevented by timing gears which mesh outside the working chamber and are lubricated externally. In addition, to prevent lubricant entering the working chamber, internal seals are required on each shaft between the working chamber and the bearings. In the case of process gas compressors, double mechanical seals are used. Even with elaborate and costly systems such as these, successful internal sealing is still regarded as a problem by established process gas compressor manufacturers. It follows that such machines are considerably more expensive to manufacture than those that are oil injected.Both types require an external heat exchanger to cool the lubricating oil before it is readmitted to the compressor. The oil free machine requires an oil tank, filters and a pump to return the oil to the bearings and timing gear.The oil injected machine requires a separator to remove the oil from the high pressure discharged gas but relies on the pressure difference between suction and discharge to return the separated oil to the compressor. Theseadditional components increase the total cost of both types of machine but the add on cost is greater for the oil free compressor.1.3 Screw Machine DesignSerious efforts to develop screw machines began in the nineteen thirties, when turbomachines were relatively inefficient. At that time, Alf Lysholm, a talented Swedish engineer, required a high speed compressor, which could be coupled directly to a turbine to form a compact prime mover, in which the motion of all moving parts was purely rotational. The screw compressor appeared to him to be the most promising device for this purpose and all modern developments in these machines stem from his pioneering work. Typical screw compressor designs are presented in Figs. 1.4 and 1.5. From then until the mid nineteen sixties, the main drawback to their widespread use was the inability to manufacture rotors accurately at an acceptable cost. Two developments then accelerated their adoption. The first was the development of milling machines for thread cutting. Their use for rotor manufacture enabled these components to be made far more accurately at an acceptable cost. The second occurred in nineteen seventy three, when SRM, in Sweden, introduced the “A” profile, which reduced the internal leakage path area, known as the blow hole, by 90%. Screw compressors could then be built with efficiencies approximately equal to those of reciprocating machines and, in their oil flooded form, could operate efficiently with stage pressure ratios of up to 8:1. This was unattainable with reciprocating machines. The use of screw compressors, especially of the oil flooded type, then proliferated.Fig. 1.4. Screw compressor mechanical partsFig. 1.5. Cross section of a screw compressor with gear boxTo perform effectively, screw compressor rotors must meet the meshing requirements of gears while maintaining a seal along their length to minimise leakage at any position on the band of rotor contact. It follows that the compressor efficiency depends on both the rotor profile and the clearances between the rotors and between the rotors and the compressor housing.Screw compressor rotors are usually manufactured on pecialized machines by the use of formed milling or grinding tools. Machining accuracy achievable today is high and tolerances in rotor manufacture are of the order of 5 μm around the rotor lobes. Holmes, 1999 reported that even higher accuracy was achieved on the new Holroyd vitrifying thread-grinding machine, thus keeping the manufacturing tolerances within 3 μm even in large batch production. This means that, as far as rotor production alone is concerned, clearances betweenthe rotors canbe as small as 12 μm.中文译文1 引言螺杆式压缩机是一种最常见的用来压缩气体的机器。

Chemical and Petroleum Engineering, Vol. 40, Nos. 11–12, 2004COMPRESSORS, PUMPS, REFRIGERATION ENGINEERING UPDATING PISTON PUMPS FOR OILPRODUCTIONB. S. Zakharov,1 G. N. Sharikov,2and E. G. Kormishin2The three-plunger acid treatment pump SIN32 and the two-cylinder double-acting pump NPTs-32 with four working chambers (for cementing units) have been updated to control pump delivery. The fluid delivery diagrams for pumps of various designs are examined and the test results are reported.In drilling and oil production, single-acting three-plunger (triplex) pumps or double-acting two-cylinder (duplex) pumps are used.In injecting reagents (clay drilling mud, water, cement, acid, etc.) into wells, depending on the technology applied,it is required to inject the fluid in amounts ranging from the maximum to the minimum in a single operation. If the bed accepts the injected fluid well, it becomes necessary to maximize pump delivery for quick completion of the operation. If on the other hand, the bed does not accept the fluid well, it becomes necessary to reduce pump delivery so as to restrict the injection pressure to the safe limit. At present, because of wear of well (down-hole) equipment, the permissible injectionpressure is not higher than 10–15 MPa..The delivery of a piston (reciprocating) or a plunger (displacement) type of pump can be controlled in the following ways:• by installing several pumps with identical or different pumping capacities;• by changing the drive rotation speed;• by using cylinders (plungers) of the required size;• by channeling a part of the fluid into a bypass; and• by dismounting one or several valves.The first version is used essentially in drilling. In oil production, generally all versions are used either individually or in some combination.All pumping units designed for injection of various fluids (fluidal materials) for cementing, hydraulic formation fracturing, hydraulic sand-jet flushing of sand bridges, and other flushing operations in oil and gas wells are mounted on the chassis of motor vehicles (trucks), tractors, caterpillar (tracked) carriers, and specially made carriages.The operating parameters of the pumps (delivery and injection pressure) depend on the power of the drive and maximum and minimum speed of the engine and the pump. The pump delivery can be changed by changing the number of pump strokes without stopping the engine with the help of a gearbox (by gear shifting) and with stopping of the engine by installing cylinders of the required size. Replacement of the cylinders takes a lot of time and is not always possible in a continuous echnological process. In the existing pumping plants, the delivery variation range is inadequate. At the minimum rotation speed and cylinder diameter, the delivery remains extremely high, and for injecting the fluid into the bed the pressure has to be raised above what is permissible.Assigned by NGDU Zainskneft’, Ékogermet carried out updating of two types of pumps, namely, SIN32 and NPTs-32.In the three-plunger (triplex) acid treatment pump SIN32, for reducing the minimum delivery down to 1.0 m3/h,plungers having a diameter of 125 mm were replaced with plungers having a diameter of 55 mm. As a result, the theoretical pump delivery was reduced from 16 down to 3.3 m3/h. Further reduction of the pump delivery was achieved by reducing the rotation speed of the vehicle engine to the possible minimum (500–600 rpm).Simultaneously with this, a new design of packing glands (sealing devices) of plungers of the UPN55 type was developed.It was based on Zakharov mechanical seal [1], which demonstrated high reliability and durability in sucker-rod (oil) pumps. The sealing units and the pistons with a diameter of 55 mm were made for the SIN32 pump by ÉLKAMneftemash in Perm. Its finishing and testing were done by Ékogermet jointly with NGDU Zainskneft’.The design of the UPN55-type plunger seal is shown in Fig. 1. The combined seal consists of the main threestage mechanical seal 4 and an elastic sealingcollar 2. Each stage of the mechanical seal consists of ten rings that are elastically pressed against each other and simultaneously against the plunger surface. The rings are pressed against theplunger in pairs from the opposite sides. The next pair is turned relative to the preceding one by 90º. The rings are pressed in the axial direction by rubber rings of round cross section and in the radial direction, by rubber girdles with eccentric collars. The plunger 5 is made of steel 45 and is chromium-plated and the sealing rings are of bronze. Threecartridges with mechanical seals were installed in the housing bore 3 with a clearance that helps self-centering of the seals relative to the plunger. The cartridges are pressed together by a round nut 1 through a bushing with the sealing collar 2. There are holes in the housing for injecting oil and draining out the overflow into the receiving (suction) line of the pump.In contrast to the well-known elastic glands, the mechanical seal does not require periodic adjustments and ensures reliable operation of the assembly over a long period [2]. Use of the updated SIN32 pump having a UPN55 type of mechanical plunger seals confirmed that the proposed design operationally fit.From August through December 2003, NGDU Zainskneft’ carried out s even bottom-hole treatments (BHT) of six wells using the updated SIN32 pump. Different types of technological operations were carried out in the wells: mud acid BHT, muriatic (hydrochloric) acid BHT, injection of the reagents SNPKh-9021, MIAPROM, and RMD, for which SIN32 and ATs-32 pumping units were generally used. If acid or any other reagent could not be forced through (injected) at 12–15 MPa pressure, a low-capacity unit was connected with the SIN32 pump. In that case, the injection pressure dropped by 2–4 MPa。
附录B 英文翻译THERMODYNAMICS AND REFRIGERATION CYCLES THERMODYNAMICS is the study of energy, its transformations, and its relation to states of matter. This chapter covers the application of thermodynamics to refrigeration cycles. The first part reviews the first and second laws of thermodynamics and presents methods for calculating thermodynamic properties. The second and third parts address compression and absorption refrigeration cycles, two common methods of thermal energy transfer.THERMODYNAMICSA thermodynamic system is a region in space or a quantity of matter bounded by a closed surface. The surroundings include everything external to the system, and the system is separated from the surroundings by the system boundaries. These boundaries can be movable or fixed, real or imaginary. Entropy and energy are important in any thermodynamic system. Entropy measures the molecular disorder of a system. The more mixed a system, the greater its entropy; an orderly or unmixed configuration is one of low entropy. Energy has the capacity for producing an effect and can be categorized into either stored or transient forms.Stored EnergyThermal (internal) energy is caused by the motion of molecules and/or intermolecular forces.Potential energy (PE) is caused by attractive forces existing between molecules, or the elevation of the system.mgzPE=(1)wherem =massg = local acceleration of gravityz = elevation above horizontal reference planeKinetic energy (KE) is the energy caused by the velocity of molecules and is expressed as22m VKE=(2)whereV is the velocity of a fluid stream crossing the system boundary.Chemical energy is caused by the arrangement of atoms composing the molecules.Nuclear (atomic) energy derives from the cohesive forces holding protons and neutrons together as the atom’s nucleus.Energy in TransitionHeat Q is the mechanism that transfers energy across the boundaries of systems with differing temperatures, always toward the lower temperature. Heat is positive when energy is added to the system (see Figure 1).Work is the mechanism that transfers energy across the boundaries of systems with differing pressures (or force of any kind),always toward the lower pressure. If the total effect produced in the system can be reduced to the raising of a weight, then nothing but work has crossed the boundary. Workis positive when energy is removed from the system (see Figure 1).Mechanical or shaft work W is the energy delivered or absorbed by a mechanism, such as a turbine, air compressor, or internal combustion engine.Flow work is energy carried into or transmitted across the system boundary because a pumping process occurs somewhere outside the system, causing fluid to enter the system. It can bemore easily understood as the work done by the fluid just outside the system on the adjacent fluid entering the system to force or push it into the system. Flow work also occurs as fluid leaves the system.Flow work =pv (3)where p is the pressure and v is the specific volume, or the volume displaced per unit mass evaluated at the inlet or exit.A property of a system is any observable characteristic of the system. The state of a system is defined by specifying the minimum set of independent properties. The most common thermodynamic properties are temperature T, pressure p, and specific volume v or density ρ. Additional thermodynamic properties include entropy, stored forms of energy, and enthalpy.Frequently, thermodynamic properties combine to form other properties. Enthalpy h is an important property that includes internal energy and flow work and is defined as≡(4) pvh+uwhere u is the internal energy per unit mass.Each property in a given state has only one definite value, and any property always has the same value for a given state, regardless of how the substance arrived at that state.A process is a change in state that can be defined as any change in the properties of a system. A process is described by specifying the initial and final equilibrium states, the path (if identifiable), and the interactions that take place across system boundaries during theprocess.A cycle is a process or a series of processes wherein the initial and final states of the system are identical. Therefore, at the conclusion of a cycle, all the properties have the same value they had at the beginning. Refrigerant circulating in a closed system undergoes acycle.A pure substance has a homogeneous and invariable chemical composition. It can exist in more than one phase, but the chemical composition is the same in all phases.If a substance is liquid at the saturation temperature and pressure,it is called a saturated liquid. If the temperature of the liquid is lower than the saturation temperature for the existing pressure, it is called either a subcooled liquid (the temperature is lower than the saturation temperature for the given pressure) or a compressed liquid (the pressure is greater than the saturation pressure for the given temperature).When a substance exists as part liquid and part vapor at the saturation temperature, its quality is defined as the ratio of the mass of vapor to the total mass. Quality has meaning only when the substance is saturated (i.e., at saturation pressure and temperature).Pressure and temperature of saturated substances are not independent properties.If a substance exists as a vapor at saturation temperature and pressure, it is called a saturated vapor. (Sometimes the term dry saturated vapor is used to emphasize that the quality is 100%.)When the vapor is at a temperature greater than the saturation temperature, it is a superheated vapor. Pressure and temperature of a superheated vapor are independent properties, because the temperature can increase while pressure remains constant. Gases such as air at room temperature and pressure are highly superheated vapors.FIRST LAW OF THERMODYNAMICSThe first law of thermodynamics is often called the law of conservation of energy. The following form of the first-law equation is valid only in the absence of a nuclear or chemical reaction.Based on the first law or the law of conservation of energy for any system, open or closed, there is an energy balance asNet amount of energy Net increase of stored=added to system energy in systemor[Energy in] – [Energy out] = [Increase of stored energy in system]Figure 1 illustrates energy flows into and out of a thermodynamic system. For the general case of multiple mass flows with uniform properties in and out of the system, the energy balance can be written=-++++-+++∑∑W Q gz V pv u m gz V pv u m out out in in )2()2(22 []system i i f f gz V pv u m gz V pv u m )2()2(22++-++ (5)where subscripts i and f refer to the initial and final states,respectively.Nearly all important engineering processes are commonly modeled as steady-flow processes. Steady flow signifies that all quantities associated with the system do not vary with time. Consequently,0)2()2(22=-+++-++∑∑W Q gz V h m gz V h m leavingstream all entering stream all (6)where h = u + pv as described in Equation (4).A second common application is the closed stationary system for which the first law equation reduces to[]system i f u u m W Q )(-=- (7)SECOND LAW OF THERMODYNAMICSThe second law of thermodynamics differentiates and quantifies processes that only proceed in a certain direction (irreversible) from those that are reversible. The second law may be described in several ways. One method uses the concept of entropy flow in an open system and the irreversibility associated with the process. The concept of irreversibility provides added insight into the operation of cycles. For example, the larger the irreversibility in a refrigeration cycle operating with a given refrigeration load between two fixed temperature levels, the larger the amount of work required tooperate the cycle. Irreversibilities include pressure drops in lines andheat exchangers, heat transfer between fluids of different temperature, and mechanical friction. Reducing total irreversibility in a cycle improves cycle performance. In the limit of no irreversibilities, a cycle attains its maximum ideal efficiency. In an open system, the second law of thermodynamics can be described in terms of entropy asdI s m s m dS e e i i T Q system +-+=δδδ(8)wheredS = total change within system in time dt during process systemδm s = entropy increase caused by mass entering (incoming)δm s = entropy decrease caused by mass leaving (exiting)δQ/T = entropy change caused by reversible heat transfer between system and surroundings at temperature TdI = entropy caused by irreversibilities (always positive)Equation (8) accounts for all entropy changes in the system. Rearranged, this equation becomes []I d dS s m s m T Q sys i i e e -+-=)(δδδ (9)In integrated form, if inlet and outlet properties, mass flow, and interactions with the surroundings do not vary with time, the general equation for the second law isI ms ms T Q S S out in revsystem i f +-+=-∑∑⎰)()(/)(δ (10)In many applications, the process can be considered to operate steadily with no change in time. The change in entropy of the system is therefore zero. The irreversibility rate, which is the rate of entropy production caused by irreversibilities in the process, can be determined by rearranging Equation (10):∑∑∑--=surrin out T Q ms ms I )()( (11) Equation (6) can be used to replace the heat transfer quantity.Note that the absolute temperature of the surroundings with which the system is exchanging heat is used in the last term. If the temper-ature of the surroundings is equal to the system temperature, heat istransferred reversibly and the last term in Equation (11) equals zero.Equation (11) is commonly applied to a system with one mass flow in, the same mass flow out, no work, and negligible kinetic or potential energy flows. Combining Equations (6) and (11) yields []surr inout in out T h h s s m I ---=)( (12)In a cycle, the reduction of work produced by a power cycle (or the increase in work required by a refrigeration cycle) equals the absolute ambient temperature multiplied by the sum of irreversibilities in all processes in the cycle. Thus, the difference in reversible and actual work for any refrigeration cycle, theoretical or real, operating under the same conditions, becomes∑+=I T W W reversible actual 0 (13)THERMODYNAMIC ANAL YSIS OFREFRIGERATION CYCLESRefrigeration cycles transfer thermal energy from a region of low temperature T to one of higher temperature. Usually the higher-T R temperature heat sink is the ambient air or cooling water, at temperature T 0, the temperature of the surroundings.The first and second laws of thermodynamics can be applied to individual components to determine mass and energy balances and the irreversibility of the components. This procedure is illustrated in later sections in this chapter.Performance of a refrigeration cycle is usually described by a coefficient of performance (COP), defined as the benefit of the cycle (amount of heat removed) divided by the required energy input to operate the cycle:Useful refrigerating effectCOP ≡Useful refrigeration effect/Net energy supplied from external sources (14)Net energy supplied from external sources For a mechanical vapor compression system, the net energy supplied is usually in the form of work, mechanical or electrical, and may include work to the compressor and fans or pumps. Thus,net evapW Q COP = (15)In an absorption refrigeration cycle, the net energy supplied is usually in the form of heat into the generator and work into the pumps and fans, ornet gen evapW Q Q COP += (16)In many cases, work supplied to an absorption system is very small compared to the amount of heat supplied to the generator, so the work term is often neglected.Applying the second law to an entire refrigeration cycle shows that a completely reversible cycle operating under the same conditions has the maximum possible COP. Departure of the actual cycle from an ideal reversible cycle is given by the refrigerating efficiency:tev R COP COP)(=η (17)The Carnot cycle usually serves as the ideal reversible refrigeration cycle. For multistage cycles, each stage is described by a reversible cycle.工程热力学和制冷循环工程热力学是研究能量及其转换和能量与物质状态之间的关系。

PRODUCTION TECHNICAL TRAINING生产培训PRESENTS课程介绍MODULE: Compressors模块:压缩机DESIGNED FORENHANCING OPERATIONS KNOWLEDGE & SKILLS适用于提高操作知识和技能STUDENT PACKAGE学生部分TABLE OF CONTENTS目录If viewing this TOC on a computer, you can move directly to a subject area by pointing with your cursor and single clicking.如果要在计算机上观察这种TOC(目录表),你可以利用光标指点和单击,直接移动到主题区。
I.INTRODUCTION: (6)I.引言II.GAS COMPRESSION AND METHODS OF COMPRESSION (6)II.气体压缩和压缩方法A.C OMPRESSION B ASICS (6)A.压缩基本知识1)Gas Physics (6)1) 气体的物理性质2)Centrifugal Compressor Head Curve (7)2)离心式压缩机压头曲线B.P URPOSES OF C OMPRESSING G AS IN C HEMICAL P ROCESS S YSTEMS (7)B.化学工艺系统中压缩气体的目的C.C OMMON T YPES OF C OMPRESSORS AND T HEIR O PERATION (8)C.常用类别的压缩机及其运转III.CENTRIFUGAL AND AXIAL FLOW COMPRESSORS (9)III. 离心和轴流压缩机A.C ENTRIFUGAL C OMPRESSORS (9)A.离心压缩机1)Uses (9)1)用途2)Major Components and Operation (10)2)主要零部件和运转B.A XIAL F LOW C OMPRESSORS (10)B.轴流压缩机1)Uses (10)1)用途2)Design and Operation (11)2)设计和运转C.C ENTRIFUGAL C OMPRESSOR S EALING/L UBRICATION AND C OMPONENTS..............C.离心压缩机密封/润滑和零部件1)Non-contact Shaft Seals (12)1)非接触轴封a)Labyrinth Seal (12)a)迷宫式密封b)Ported Labyrinth Seal (3)b)带排出孔的迷宫式密封c)Restrictive Ring Seal (4)c)阻流环密封2)Contact Shaft Seals (5)2)接触轴封a)Mechanical Contact Shaft Seal (5)a)机械接触轴封b)Liquid-Film Shaft Seal (6)b)液膜轴封c)Overhead Seal Tank (7)c)高位密封油箱3)Bearings (8)3)轴承a)Journal Bearing (9)a)支持轴承b)Thrust Bearing (9)b)推力轴承c)Tilting-Pad Journal Bearing (9)c)可倾瓦块支持轴承d)Balancing Drums (10)d)平衡盘4)Lube-Oil Systems (13)4)润滑油系统D.C OMMON O PERATING P ROBLEMS IN C ENTRIFUGAL AND A XIAL F LOW C OMPRESSORS C OMPRESSORS (15)D.离心和轴流压缩机的常见运转问题1)Surge Problems (15)1)喘振问题a)Causes of Surge (15)a)喘振原因b)Methods of Correcting Surge (16)b)纠正喘振的方法2)Vibration Problems (16)2)振动问题a)Definitions and General Physics (17)a)定义和一般物理性质b)Monitoring Systems (20)b)监视系统c)Radial Vibration (21)c)径向振动d)Axial Displacement (22)d)轴向位移e)Temperature (23)e)温度f)Vibrating Alarm Systems (23)f)振动报警系统g)Transducer-Failure Alarm (24)g)传感器故障报警h)High-Radial-Vibration Alarm (24)h)大径向振动报警i)Axial-Position Alarm (24)i)轴向位移报警j)High-Temperature Alarm (24)j)高温报警3)Lube and Seal-Oil Systems and Problems (25)3)润滑和密封油系统及问题a)Typical Lube Oil System (25)a)典型的润滑油系统b)Typical Seal Oil System (28)b)典型的密封油系统IV.POSITIVE DISPLACEMENT COMPRESSORS (30)IV. 容积式压缩机A.R ECIPROCATING C OMPRESSORS (30)A.往复式压缩机1)Design Characteristics (30)1)结构特点2)Double-Acting Reciprocating Compressor (39)2)双作用往复式压缩机3)Operation (39)3)操作B.R OTARY C OMPRESSORS (40)B.旋转式压缩机1)Rotary Sliding Vane Compressors (40)1)旋转滑动叶片压缩机2)Rotary Two-Impeller (Lobed) Compressors (41)2)旋转式双叶轮(叶形轮)压缩机3)Rotary Screw Compressor (42)3)旋转式螺杆压缩机4)Rotary Liquid Piston Compressors (43)4)旋转液体活塞压缩机VI.SUMMARY (47)VI.摘要I.INTRODUCTION:引言Compressors are similar in construction to pumps, but operate on different principles since gases are compressible and liquids are not. The primary purpose of compressors is to move air or gases from one place to another and to increase its pressure. Centrifugal and reciprocating compressors are found in many plants. As a Technician, you must be familiar with the design and basic operation of these pieces of equipment and how gases behave when they are compressed.压缩机的结构与泵的类似,但以不同的原理运转,原因是气体可压缩,但液体不能。

毕业设计外文资料翻译附件1:外文资料翻译译文一维多级轴流压缩机性能的解析优化摘要 对多级压缩机的优化设计模型,本文假设固定的流道形状以入口和出口的动叶绝对角度,静叶的绝对角度和静叶及每一级的入口和出口的相对气体密度作为设计变量,得到压缩机基元级的基本方程和多级压缩机的解析关系。
用数值实例来说明多级压缩机的各种参数对最优性能的影响。
关键词 轴流压缩机 效率 分析关系 优化1 引言轴流式压缩机的设计是工艺技术的一部分,如果缺乏准确的预测将影响设计过程。
至今还没有公认的方法可使新的设计参数达到一个足够精确的值,通过应用一些已经取得新进展的数值优化技术,以完成单级和多级轴流式压缩机的设计。
计算流体动力学(CFD )和许多更准确的方法特别是发展计算的CFD 技术,已经应用到许多轴流式压缩机的平面和三维优化设计。
它仍然是使用一维流体力学理论用数值实例来计算压缩机的最佳设计。
Boiko 通过以下假设提出了详细的数学模型用以优化设计单级和多级轴流涡轮:(1)固定的轴向均匀速度分布(2)固定流动路径的形状分布,并获得了理想的优化结果。
陈林根等人也采用了类似的想法,通过假设一个固定的轴向速度分布的优化设计提出了设计单级轴流式压缩机一种数学模型。
在本文中为优化设计多级轴流压缩机的模型,提出了假设一个固定的流道形状,以入口和出口的动叶绝对角度,静叶的绝对角度和静叶及每一级的入口和出口的相对气体密度作为设计变量,分析压缩机的每个阶段之间的关系,用数值实例来说明多级压缩机的各种参数对最优性能的影响。
2 基元级的基本方程考虑图1所示由n 级组成的轴流压缩机, 其某一压缩过程焓熵图和中间级的速度三角形见图2和图3,相应的中间级的具体焓熵图如图4,按一维理论作级的性能计算。
按一般情况列出轴流压缩机中气体流动的能量方程和连续方程,工作流体和叶轮的速度。
在不同级的轴向流速不为常数,即考虑i j u u ≠,i j c c ≠ (i j ≠) 时的能量和流量方程。
小型制冷冰箱毕业设计小型制冷冰箱毕业设计在现代社会中,制冷冰箱已经成为了人们生活中不可或缺的电器之一。
随着人们对生活品质的要求不断提高,对冰箱的需求也越来越多样化。
为了满足不同人群的需求,小型制冷冰箱应运而生。
本文将探讨小型制冷冰箱的毕业设计。
首先,我们需要明确小型制冷冰箱的定义。
小型制冷冰箱通常指的是容积在100升以下的冰箱。
这种冰箱体积小巧,适合单身或者小家庭使用,也可以作为办公室、宿舍等场所的备用冰箱。
小型制冷冰箱的设计需要兼顾容量和功能,确保在空间有限的情况下,能够提供足够的冷藏和冷冻空间。
其次,小型制冷冰箱的毕业设计需要考虑节能和环保。
随着人们对环保意识的提高,制冷冰箱的能耗和环境影响成为了设计的重要考虑因素。
毕业设计可以通过采用高效制冷技术、优化冷藏结构、增加隔热层等方式,来提高冰箱的能效比和降低能耗。
同时,可以选择环保制冷剂和材料,减少对大气层臭氧层的破坏和环境的污染。
第三,小型制冷冰箱的毕业设计还需要考虑用户体验和智能化。
在现代社会中,人们对便利性和智能化的需求越来越高。
因此,毕业设计可以考虑在小型制冷冰箱中加入智能控制系统,通过手机APP或者语音控制等方式,实现远程监控、温度调节等功能。
同时,设计师还可以考虑增加人性化的设计,如抽屉式冷藏室、可调节的层板高度等,提升用户的使用体验。
除了以上几个方面,小型制冷冰箱的毕业设计还可以考虑以下几个方向:1. 多功能设计:可以在小型制冷冰箱中加入烤箱、微波炉等功能,提供更多的烹饪和加热选项,满足用户多样化的需求。
2. 健康保鲜设计:可以在小型制冷冰箱中加入UV杀菌灯、负离子发生器等设备,提高食品的保鲜效果,延长食品的保质期。
3. 节省空间设计:可以设计出可折叠、可拆卸的冷藏室和冷冻室,以便用户根据需要调整冰箱的容量和空间布局。
4. 美观外观设计:可以通过采用时尚、简约的外观设计,使小型制冷冰箱成为家居装饰的一部分,提升整体空间的美感。
总之,小型制冷冰箱的毕业设计需要综合考虑容量、功能、节能环保、用户体验和智能化等多个因素。
常用各类压缩机常用专业词汇及英文对照一、压缩机类别:往复式压缩机(活塞式压缩机) reciprocating compressor 回转式压缩机rotary compressor滑片式压缩机 sliding vane compressor 单滑片回转式压缩机 single vane rotary compressor 滚动转子式压缩机 rolling rotor compressor 三角转子式压缩机 triangle rotor compressor 多滑片回转式压缩机 multi-vane rotary compressor 旋转活塞式压缩机 rolling piston compressor 涡旋式压缩机scroll compressor斜盘式压缩机(摇盘式压缩机) swash plate compressor 螺杆式压缩机 screw compressor单螺杆压缩机 single screw compressor无油压缩机 oil free compressor膜式压缩机 diaphragm compressor活塞式压缩机 reciprocating compressorle acting compressor 单作用压缩机 sing双作用压缩机 double acting compressor 双效压缩机 dual effect compressor双缸压缩机 twin cylinder compressor闭式曲轴箱压缩机 closed crankcase compressor 开式曲轴箱压缩机 open crankcase compressor 顺流式压缩机 uniflow compressor逆流式压缩机 return flow compressor干活塞式压缩机 dry piston compressor双级压缩机 compound compressor多级压缩机 multistage compressor差动活塞式压缩机 stepped piston compound compressor, differential piston compressor串轴式压缩机 tandem compressor, dual compressor 升压压缩机 booster compressor立式压缩机 vertical compressor卧式压缩机 horizontal compressor角度式压缩机 angular type compressor对称平衡型压缩机 symmetrically balanced type compressor 移动式防爆螺杆式空气压缩机 Mobile explosion-proof screw rod type air compressor理想压缩机Ideal compressor曲轴活塞压缩机Crankshaft piston reciprocating compressor无曲轴压缩机Reciprocating compressor without crankshaft轴活塞压缩机Shaft piston compressor膜片压缩机Diaphragm compressor气体压缩机Gas compressor空气压缩机Air compressor工艺流程用压缩机Process compressor 船用压缩机Compressor for ship purpose 冲瓶用压缩机Filling compressor 摩托压缩机Motor compressor 整体压缩机Integral compressor 微型压缩机Minitype compressor 固定式压缩机Stationary compressor 移动式压缩机Portable compressor 撬装式压缩机Skid mounted compressor 无基础压缩机No-foundation compressor 水冷压缩机Water-cooled compressor 空冷压缩机Air-cooled compressor 混冷式压缩机Mixed cooling compressor 有十字头式压缩机compressor with crosshead 无十字头式压缩机compressor without crosshead往复式压缩机Reciprocating compressor 二、压缩机部件:机身frame曲轴箱crankcase油底壳oil pan呼吸器breather主轴承main bearing主轴瓦main bearing liner主轴承盖main bearing cap连杆connecting rod连杆轴瓦crankpin bearing连杆大头盖connecting rod cap连杆小头衬套connecting rod bushing 连杆杆身connecting rod body 主副连杆master and articulated connecting rod十字头crosshead十字头滑板crosshead shoe十字头销crosshead pin十字头滑道crosshead guide浮动十字头销floating crosshead pin 十字头销衬套crosshead pin bushing 活塞杆piston rod贯穿活塞杆through piston rod盘形活塞disk piston筒形活塞trunk piston锥形活塞conic piston级差活塞differential piston迷宫活塞labyrinth piston 组合活塞composite piston 柱塞plunger 活塞销piston pin浮动活塞销floating piston pin 活塞销衬套piston pin bushing 活塞环piston ring气环compression ring 油环oil ring导向环,支撑环rider ring 气缸cylinder级差气缸differential cylinder动力缸power cylinder 缸体cylinder block 缸盖cylinder head缸套cylinder liner 余隙阀clearance valve 余隙缸clearance cylinder 阀罩valve cage端轴承end bearing定位轴承location bearing 中体distance piece 端体tail piece阻油圈oil retainer甩油环oil slinger挡油盘oil slinger ring 溅油杆oil dipper槽状阀channel valve 碟状阀dish valve多层阀multistoried valve 环状阀ring valve网状阀disk valve条状阀leaf valve菌状阀mushroom valve 组合阀combined valve 直流阀direct-flow valve 舌簧阀reed valve舌簧阀flap valve气垫阀cushion valve 升程限制器valve stop/valve guard缓冲片cushion plate 缓冲片damper plate导片guide plate气阀弹簧valve spring刮油器oil wiper packing 填料盒packing case填函stuffing前置填函pre-stuffing安装垫mounting pad密封环packing ring刮油环oil wiper ring均压圈equalizing ring平面调料rectangle packing 梯形填料tapered packing 填料压盖packing gland膜片diaphragm基座base plate滑片 blade涡旋盘 scroll固定涡旋盘 stationary scroll, fixed scroll驱动涡旋盘 driven scroll, orbiting scrollwash plate 斜盘 s摇盘 wobble plate阴转子 female rotor阳转子 male rotor主转子 main rotor闸转子 gate rotor截止阀 line valve, stop valve 排气截止阀 discharge line valve 吸气截止阀 suction line valve 部分负荷旁通口 partial duty port 能量调节器energy regulator 容量控制滑阀 capacity control slide valve 容量控制器 capacity control 消声器 muffler联轴节 coupling曲轴箱 crankcase曲轴箱加热器 crankcase heater 轴封 crankcase seal, shaft seal 填料盒stuffing box轴封填料 shaft packing 机械密封 mechanical seal 波纹管密封 bellows seal转动密封 rotary seal迷宫密封 labyrinth seal 轴承 bearing滑动轴承 sleeve bearing 偏心环 eccentric strap滚珠轴承 ball bearing 滚柱轴承 roller bearing 滚针轴承 needle bearing 止推轴承 thrust bearing 外轴承 pedestal bearing 臼形轴承footstep bearing 轴承箱 bearing housing 止推盘 thrust collar 偏心销eccentric pin 曲轴平衡块 crankshaft counterweight, crankshaft balance weight曲柄轴 crankshaft偏心轴 eccentric type crankshaft曲拐轴 crank throw type crankshaft连杆 connecting rod 连杆大头 crank pin end 连杆小头 piston pin end 曲轴 crankshaftjournal 主轴颈 main曲柄 crank arm, crank shaft曲柄销 crank pin曲拐 crank throw曲拐机构 crank-toggle 阀盘 valve disc阀杆 valve stem阀座 valve seat阀板 valve plate阀盖 valve cage阀罩 valve cover阀升程限制器 valve lift guard 阀升程 valve lift阀孔 valve port吸气口 suction inlet 压缩机气阀 compressor valve 吸气阀 suction valve 排气阀 delivery valve 圆盘阀 disc valve环片阀 ring plate valve 簧片阀 reed valve舌状阀 cantilever valve条状阀 beam valve提升阀 poppet valve菌状阀 mushroom valve 杯状阀 tulip valve缸径 cylinder bore余隙容积 clearance volume附加余隙(补充余隙) clearance pocket 塞排量 swept volume, piston displacement理论排量 theoretical displacement 实际排量 actual displacement 实际输气量 actual displacement, actual output of gas气缸工作容积 working volume of the cylinder活塞行程容积 piston displacement 气缸 cylinder气缸体 cylinder block气缸壁 cylinder wall水冷套 water cooled jacket气缸盖(气缸头) cylinder head安全盖(假盖) safety head假盖 false head活塞环 piston ring气环 sealing ring刮油环 scraper ring油环 scrape ring活塞销 piston pin活塞 piston三、技术相关:活塞行程 piston stroke吸气行程 suction stroke膨胀行程 expansion stroke压缩行程 compression stroke 排气行程 discharge stroke输气量capacity of a compressor 标准输气量standard capacity旋转速度rotational speed外死点outer dead point内死点inner dead point行程stroke行程容积stroke volume扫气容积swept volume余隙容积clearance volume相对余隙容积relative clearance volume 工作容积、气缸容积work volume/cylinder volume平衡容积balancing volume行程缸径比stroke bore ratio曲柄半径crank radius连杆长度length of connecting rod 连杆比ratio of crank radius to length of connecting rod活塞平均速度mean piston speed 容积效率、输气系数coefficient of capacity压力系数pressure coefficient 指示图indicator diagram平均指示压力mean indicated effective pressure活塞力piston rod load曲柄转角crank rotation angle 活塞力图piston rod load diagram 切向力tangential force法向力normal force平均切向力mean tangential force 平衡重counterweight技术条件Specification主机Bare compressor介质Compressed medium级Stage列Throw主机Bare compressor原动机,驱动机Driver附属设备Auxiliary equipment 机体部分Frame and moving parts 喷液冷却Liquid injecting cooling 性能参数performance parameter 结构参数constructional parameter 进气压力suction pressure排气压力discharge pressure 额定压力rated pressure名义压力,公称压力nominal pressure 级压力比stage pressure ratio 总压力比overall pressure ratio 压力损失pressure loss实际压力actual pressure排气量capacity。

微型制冷压缩机的设计与热力学性能分析随着科技的不断进步和人们对生活质量的追求,微型制冷技术在冷藏、空调等领域得到了广泛应用。
微型制冷压缩机作为制冷系统的核心设备,其设计和热力学性能的分析对于提高制冷效果至关重要。
本文将围绕微型制冷压缩机的设计和热力学性能展开讨论。
首先,我们来介绍一下微型制冷压缩机的设计原理。
微型制冷压缩机主要包括压缩机本体、压缩机电机、冷凝器、蒸发器和节流装置等组成部分。
其工作原理是通过电机带动压缩机本体,使制冷剂在压缩机内部进行压缩、冷凝、膨胀和蒸发等过程,从而实现制冷效果。
在微型制冷压缩机的设计中,需要考虑到多个因素,如制冷量、功率消耗、效率等。
制冷量是指单位时间内制冷系统从低温区吸收热量的能力,通常以单位为千瓦(KW)来表示。
而功率消耗则是指制冷系统在工作过程中消耗的电能,通常以单位为瓦(W)来表示。
在设计微型制冷压缩机时,需要寻找一个合理的制冷量与功率消耗之间的平衡点,以实现高效的制冷效果。
除此之外,还需要考虑微型制冷压缩机的循环效率。
循环效率是指制冷系统通过一次循环所实现的制冷量与电能消耗之间的比值。
循环效率越高,代表着同样的功率消耗下所实现的制冷量越大,从而提高了系统的制冷效果。
因此,在微型制冷压缩机的设计中,提高循环效率也是一个关键因素。
为了提高微型制冷压缩机的循环效率,可以从减小能量损失和优化部件设计两方面入手。
首先,在减小能量损失方面,可以通过改进密封材料、减少传热损失以及降低压缩过程中的不可逆损失等方式来实现。
而在优化部件设计方面,可以针对不同的制冷系统需求,对压缩机本体、冷凝器和蒸发器等部件进行优化设计,以提高系统的整体性能。
此外,微型制冷压缩机的设计还需要考虑到可靠性和耐用性。
可靠性指的是制冷系统在长时间运行过程中的稳定性和可靠程度,而耐用性则是指制冷系统在面对各种环境和工况下的使用寿命和稳定性。
为了提高微型制冷压缩机的可靠性和耐用性,可以采用高质量的材料和先进的制造工艺,加强对系统的监测和维护,以及进行合理的质量控制和检测等。

外文翻译中文空调工作过程和节能技术的研究摘要:一台空调基本上是没有被隔离的箱子的一个冰箱。
它象氟里昂一样利用冷媒的蒸发提供冷却.在一台空调里氟里昂蒸发循环的过程和冰箱里的相同。
关键词:水塔、改变气候、压缩机、节能当外面的温度开始上升时,很多人寻找室内的空调的极好的安慰。
象水塔和电源线一样,空调是我们每天看见但是很少注意的那些东西之一。
它将不是很高兴的知道这些不可缺少的机器怎样运转他们的魔术吗?在这篇文章里,我们将检查空调–从微观到宏观–以使你对你所看见的知道得更多!低温的各个方面.空调的定型是各种尺寸,冷却能力和价格。
我们经常看见的一种类型是窗式空气调节器.窗式空气调节器是冷却一个小的区域的一种容易和节约的方法。
居住在郊区的地区的大多数人通常在他们的后院有这些中之一:如果你住在一座公寓大厦里,这或许是一个熟悉的情景:大多数商业和办公楼在他们的屋顶上有冷凝装置,并且当你飞到上空时,仓库和商业区可能让人把10 或者20 套冷凝装置隐藏在他们的屋顶上:当你徘徊在很多医院,大学和办公室联合企业的周围时,你会找到连接空气调节系统的大的冷却塔:即使这些机器中的每个都有一个相当清楚的外表,他们全部以相同的原理工作。
让我们近距离地看一下。
基本的想法,一台空调基本上是没有被隔离的箱子的一个冰箱。
它象氟里昂一样利用冷媒的蒸发提供冷却.在一台空调里氟里昂蒸发循环的过程和冰箱里的相同。
根据在线梅里厄姆织工字典,氟里昂一般“用于任何各种各样的调节器”。
根据在线梅里厄姆织工字典,氟里昂一般”用于作为致冷剂和作为气溶胶推进者使用的任何各种各样的不易燃的碳氟化合物。
”这就是在一台空调里的蒸发循环是怎么样工作(看出冰箱怎样为关于这个系列的完整的细节工作):1。
压缩机压缩低温的氟里昂气体,产生高温,高压氟里昂气体.2. 这种高温气体通过一套线圈,因此它能使它的热消散, 并且它凝结成一种液体。
3。
氟里昂液体充满一个膨胀阀, 并且在这个过程里蒸发变得低温,低压氟里昂气体。
螺杆压缩机外文文献翻译、中英文翻译、外文翻译英文原文Screw CompressorsN. Stosic I. Smith A. KovacevicScrew CompressorsMathematical Modellingand Performance CalculationWith 99 FiguresABCProf. Nikola StosicProf. Ian K. SmithDr. Ahmed KovacevicCity UniversitySchool of Engineering and Mathematical SciencesNorthampton SquareLondonEC1V 0HBU.K.e-mail:n.stosic@/doc/d6433edf534de518964bcf 84b9d528ea81c72f87.htmli.k.smith@/doc/d6433edf534de51896 4bcf84b9d528ea81c72f87.htmla.kovacevic@/doc/d6433edf534de51 8964bcf84b9d528ea81c72f87.htmlLibrary of Congress Control Number: 2004117305ISBN-10 3-540-24275-9 Springer Berlin Heidelberg New York ISBN-13 978-3-540-24275-8 Springer Berlin Heidelberg New YorkThis work is subject to copyright. All rights are reserved, whether the whole or part of the material is concerned, specifically the rights of translation, reprinting, reuse of illustrations, recitation, broadcasting, reproduction on microfilm or in any other way, and storage in data banks. Duplication of this publication or parts thereof is permitted only under the provisions of the German Copyright Law of September 9, 1965, in its current version, and permission for use must always be obtained from Springer. Violations are liable for prosecution under the GermanCopyright Law.Springer is a part of Springer Science+Business Media/doc/d6433edf534de518964bcf84b9d 528ea81c72f87.html_c Springer-Verlag Berlin Heidelberg 2005Printed in The NetherlandsThe use of general descriptive names, registered names, trademarks, etc. in this publication does not imply,even in the absence of a specific statement, that such names are exempt from the relevant protective laws and regulations and therefore free for general use.Typesetting: by the authors and TechBooks using a Springer LATEX macro packageCover design: medio, BerlinPrinted on acid-free paper SPIN: 11306856 62/3141/jl 5 4 3 2 1 0PrefaceAlthough the principles of operation of helical screw machines, as compressors or expanders, have been well known for more than 100 years, it is only during the past 30 years thatthese machines have become widely used. The main reasons for the long period before they were adopted were their relatively poor efficiency and the high cost of manufacturing their rotors. Two main developments led to a solution to these difficulties. The first of these was the introduction of the asymmetric rotor profile in 1973. This reduced the blowhole area, which was the main source of internal leakage by approximately 90%, and thereby raised the thermodynamic efficiency of these machines, to roughly the same level as that of traditional reciprocating compressors. The second was the introduction of precise thread milling machine tools at approximately the same time. This made it possible to manufacture items of complex shape, such as the rotors, both accurately and cheaply.From then on, as a result of their ever improving efficiencies, high reliability and compact form, screw compressors have taken an increasing share of the compressor market, especially in the fields of compressed air production, and refrigeration and air conditioning, and today, a substantial proportion of compressors manufactured for industry are of this type.Despite, the now wide usage of screw compressors and the publication of many scientific papers on their development, only a handful of textbooks have been published to date, which give a rigorous exposition of the principles of their operation and none of these are in English.The publication of this volume coincides with the tenth anniversary of the establishment of the Centre for Positive Displacement Compressor Technology at City University, London, where much, if not all, of the material it contains was developed. Its aim is to give an up to date summary of the state of the art. Its availability in a single volume should then help engineers inindustry to replace design procedures based on the simple assumptions of the compression of a fixed mass of ideal gas, by more up to date methods. These are based on computer models, which simulate real compression and expansion processes more reliably, by allowing for leakage, inlet and outlet flow and other losses, VI Preface and the assumption of real fluid properties in the working process. Also, methods are given for developing rotor profiles, based on the mathematical theory of gearing, rather than empirical curve fitting. In addition, some description is included of procedures for the three dimensional modelling of heat and fluid flow through these machines and how interaction between the rotors and the casing produces performance changes, which hitherto could not be calculated. It is shown that only a relatively small number of input parameters is required to describe both the geometry and performance of screw compressors. This makes it easy to control the design process so that modifications can be cross referenced through design software programs, thus saving both computer resources and design time, when compared with traditional design procedures.All the analytical procedures described, have been tried and proven on machines currently in industrial production and have led to improvements in performance and reductions in size and cost, which were hardly considered possible ten years ago. Moreover, in all cases where these were applied, the improved accuracy of the analytical models has led to close agreement between predicted and measured performance which greatly reduced development time and cost. Additionally, the better understanding of the principles of operation brought about by such studies has led to an extension of the areas of application of screw compressors and expanders.It is hoped that this work will stimulate further interest in an area, where, though much progress has been made, significant advances are still possible.London, Nikola StosicFebruary 2005 Ian SmithAhmed KovacevicNotationA Area of passage cross section, oil droplet total surfacea Speed of soundC Rotor centre distance, specific heat capacity, turbulence model constantsd Oil droplet Sauter mean diametere Internal energyf Body forceh Specific enthalpy h = h(θ), convective heat transfer coefficient betweenoil and gasi Unit vectorI Unit tensork Conductivity, kinetic energy of turbulence, time constant m Massm˙ Inlet or exit mass flow rate m˙ = m˙ (θ)p Rotor lead, pressure in the working chamber p = p(θ)P Production of kinetic energy of turbulenceq Source term˙Q Heat transfer rate between the fluid and the compressor surroundin gs˙Q= ˙Q(θ)r Rotor radiuss Distance between the pole and rotor contact points, control volume surfacet TimeT Torque, Temperatureu Displacement of solidU Internal energyW Work outputv Velocityw Fluid velocityV Local volume of the compressor working chamber V = V (θ)˙VVolume flowVIII Notationx Rotor coordinate, dryness fraction, spatial coordinatey Rotor coordinatez Axial coordinateGreek Lettersα Temperature dilatation coefficientΓ Diffusion coefficientε Dissipation of kinetic energy of turbulenceηi Adiabatic efficiencyηt Isothermal efficiencyηv Volumetric efficiencySpecific variableφ Variableλ Lame coefficientμ Viscosityρ Densityσ Prand tl numberθ Rotor angle of rotationζ Compound, local and point resistance coefficientω Angular speed of rotationPrefixesd differentialΔ IncrementSubscriptseff Effectiveg Gasin Inflowf Saturated liquidg Saturated vapourind Indicatorl Leakageoil Oilout Outflowp Previous step in iterative calculations SolidT Turbulentw pitch circle1 main rotor, upstream condition2 gate rotor, downstream conditionContents1Introduction. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ………………………. . . . . . . . . . . . . . . 1 1.1 Basic Concepts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. .. . . . . . . . . 4 1.2 Types of Screw Compressors . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . ….. . . . . . . .7 1.2.1 The Oil Injected Machine . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . …... . .71.2.2 The Oil Free Machine . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . ….... .7 1.3 Screw Machine Design . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . .8 1.4 Screw Compressor Practice . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . .101.5RecentDevelopments . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12 1.5.1RotorProfiles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . 13 1.5.2CompressorDesign . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17 2ScrewCompressorGeometry. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 192.1 The Envelope Method as a Basis for the Profiling of Screw CompressorRotors . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ………………………….. . . . . ….. . . . . . . . 19 2.2 Screw Compressor Rotor Profile s . . . . . . . . . . . . . . . . . . . . …. . . . . . . . . . . . . . . . . . . ….. . . 20 2.3 Rotor ProfileCalculation . . . . . . . . . . . . . . . . . . . . . . . . . . . …………………………. . . . . .23 2.4 Review of Most Popular Rotor Profiles . . . . . . . . . . . . . . . ………………………….. . . . . . 23 2.4.1 Demonstrator Rotor Profile (“N” Rotor Generated) . . ………………………………….. . 24 2.4.2 SKBK Profile . . . . . . . . . . . . . . . . . . . . . . . . . . . ……………………………... . . . . . . . . .26 2.4.3 Fu Sheng Profile . . . . . . . . . . . . . . . . . . . . . . . . . ………………………………. . . . . . . . .27 2.4.4 “Hyper”Profile . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ………………………………. . .27 2.4.5 “Sigma” Profile . . . . . . . . . . . . . . . . . . . . . . .. . . . . . ………………………………. . . . . .28 2.4.6 “Cyclon” Profile . . . . . . . . . . . . . . . . . . . . . . . . . . . . ………………………………. . . . . .28 2.4.7 Symmetric Prof ile . . . . . . . . . . . . . . . . . . . . . . . . . . . ……………………………… . . . . .29 2.4.8 SRM “A” Profile . . . . . . . . . . . . . . . . . . . . . . . . . . ……………………………… . . . . . . .30 2.4.9 SRM “D” Profile . . . . . . . . . . . . . . . . . . . . . . . . . . . ……………………………… . . . . . .31 2.4.10 SRM “G” Profile . . . . . . . . . . . . . . . .. . . . . . . . …………………………….. . . . . . . . . .32 2.4.11 City “N” Rack Generated Rotor Profile . . . . . . . . . . . ………………………………… . . 32 2.4.12 Characteristics of “N” Profile . . . . . . . . . . . . . . . . . . . ………………………………. . . . 34 2.4.13 Blower Rot or Profile . . . . . . . . . . . . . . . . . . . . …………………………….. . . . . . . . . . . 39 X Contents2.5 Identification of Rotor Positionin Compressor Bearings . . . . . . . . . . . . . . . . . . . . . . . . . . …………………………….. . . . . . . .40 2.6 Tools for Rotor Manufacture . . . . . . . . . . . . . . . . . . . . . . …………………………. . . . . . . .45 2.6.1 Hobbing Tools . . . . . . . . . . . . . . . . . . . . . . . . . . ………….…..………………. . . . . . . . . .45 2.6.2 Milling and Grinding Tools . . . . . . . . . . . . . . . . . . . ……………………………….... . . . . 482.6.3 Quantification of ManufacturingImperfections . . . . . ……………………………….... . . 483 Calculation of Screw Compressor Performance . . . . . . . . . . ………………………………. . . 49 3.1 One Dimensional Mathematical Model . . . . . . . . . . . . . . …………………………... . . . . . .49 3.1.1 Conservation Equationsfor Control Volume and Auxiliary Relationships . . . . ............................................... . . 50 3.1.2 Suction and Discharge Ports . . . . . . . . . . . . . . . . . . . ....................................... . . . . 53 3.1.3 Gas Leakages . . . . . . . . . . . . . . . . . . . . . . . . . . .................................... . . . . . . . . . .54 3.1.4 Oil or Liquid Injection . . . . . . . . . . . ...................................... . . . . . . . . . . . . . . . . . 55 3.1.5 Computation of Fluid Properties . . . . . . . . ........................................ . . . . . . . . . . . 57 3.1.6 Solution Procedure for Compressor Thermodynamics . (58)3.2 Compressor Integral Parameters . . . . . . . . . . . . . . . . . . . ………………………….. . . . . . . . 59 3.3 Pressure Forces Actingon Screw Compressor Rotors . . . . . . . . . . . . . . . . . . . . . . ................................... . . . . . . . 61 3.3.1 Calculation of Pressure Radial Forces and Torque . . . . .. (61)3.3.2 Rotor Bending Deflections . . . . . . . . . . . . . . . . . . . . . ……………………………….. . . . 64 3.4 Optimisation of the Screw Compressor Rotor Profile,Compressor Design and Operating Parameters . . . . . . . . . . ……………………………….. . . . 65 3.4.1 OptimisationRationale . . . . . . . . . . . . . . . . . . . . . . . . ……………………………….. . . . 65 3.4.2 Minimisation Method Usedin Screw CompressorOptimisation . . . . . . . . . . . ……………………………………… . . . . . . 67 3.5 Three Dimensional CFD and Structure Analysisof a Screw Compressor . . . . . . . . . . . . . . . . . . . . . . . . . …………………………….. . . . . . . . .71 4 Principles of Screw Compressor Design. . . . . . . . . . . …………………………… . . . . . . . . 77 4.1 Clearance Management. . . . . . . . . . . . . . . . . . . . . . . . ………….….………… . . . . . . . . . .78 4.1.1 Load Sustainability . . . . . . . . . . . . . . . . . . . . . . . . . . . . ………….………………….. . . .79 4.1.2 Compressor Size and Scale . . . . . . . . . . . . . . ………………………………. . . . . . . . . . . 80 4.1.3 RotorConfiguration . . . . . . . . . . . . . . . . . . . . . . . ……………………………... . . . . . . .82 4.2 Calculation Example:5-6-128mm Oil-Flooded Air Compressor . . . . . . . . . . . . . . . ……………………………... . . . 824.2.1 Experimental Verification of the Model . . . . . . . . . . . ………………………………. . . . 845 Examples of Modern Screw Compressor Designs . . . . . . . ……………………………… . . . 89 5.1 Design of an Oil-Free Screw CompressorBased on 3-5 “N” Rotors . . . . . . . . . . . . . . . . . . . . . . . . . . ……………………………. . . . . . . 90 5.2 The Design of Familyof Oil-Flooded Screw Compressors Basedon 4-5 “N” Rotors . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . …………………………… . . . . . . .93 Contents XI.5.3 Design of Replacement Rotorsfor Oil-FloodedCompressors . . . . . . . . . . . . . . . . . . . . . . . . . . . ................................. . .96 5.4 Design of Refrigeration Compressors . . . . . . . . . . . . . . . .............................. . . . . . . 100 5.4.1 Optimisation of Screw Compressors for Refrigeration . . . (102)5.4.2 Use of New Rotor Profiles . . . . . . . . . . . . . . . . . . . . . . . . . . (103)5.4.3 Rotor Retrofits . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ……………………………. . . 103 5.4.4 Motor Cooling Through the Superfeed Port in Semihermetic Compressors . . . . . . . . . . . . . . . . . . . …………………………………… . . . 103 5.4.5 Multirotor Screw Compressors . . . . . . . . . . . . . . . . . …………………………….... . . . . 104 5.5 Multifunctional Screw Machines . . . . . . . . . . . . . . . . . . ……………………….. . . . . . . . . 108 5.5.1 Simultaneous Compression and Expansionon One Pair of Rotors . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................ . 108 5.5.2 Design Characteristics of Multifunctional Screw Rotors .. (109)5.5.3 Balancing Forces on Compressor-Expander Rotors . …………………..……………. . . 1105.5.4 Examples of Multifunctional Screw Machines . . . . . . . . (111)6Conclusions. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . …………………… . . . . . . . . . 117A Envelope Method of Gearin g . . . . . . . . . . . . . . . . . . . . . . . . ………………………… . . . . . 119B Reynolds TransportTheorem. . . . . . . . . . . . . . . . . . . . . . . …………………………. . . . . . . 123C Estimation of Working Fluid Propertie s . . . . . . . . . . . . . . . …………………………….. . . . 127 Re ferences. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ………………… . . . . . . . . . . 133中文译文螺杆压缩机N.斯托西奇史密斯先生A科瓦切维奇螺杆压缩机计算的数学模型和性能尼古拉教授斯托西奇教授伊恩史密斯博士艾哈迈德科瓦切维奇工程科学和数学北安普敦广场伦敦城市大学英国电子邮件:n.stosic@/doc/d6433edf534de518964bcf 84b9d528ea81c72f87.htmli.k.smith@/doc/d6433edf534de51896 4bcf84b9d528ea81c72f87.htmla.kovacevic@/doc/d6433edf534de51 8964bcf84b9d528ea81c72f87.html国会图书馆控制号:2004117305isbn-10 3-540-24275-9 纽约施普林格柏林海德堡isbn-13 978-3-540-24275-8 纽约施普林格柏林海德堡这项工作是受版权保护,我们保留所有权利。
Small COMPRESSORCompressor refrigeration system is the core and heart of its decision to the refrigeration system capabilities and features. This paper not only energy efficient, noise and vibration and refrigeration agent analyzed small refrigeration compressor technical performance, Analysis also have appeared in recent years, the new, special small compressor main feature for us small refrigeration compressor future development trend of laying a technological foundation.As we all know, the compressor refrigeration system is the core and heart. Compressor and decided that the cooling system capacity and features. In a sense, the cooling system design and matching of the compressor is the ability demonstrated. Therefore, countries in the world are all in the refrigeration industry refrigeration compressor research invested a tremendous amount of energy, new research direction, and research results continue to emerge. Compressor technology and performance level with each passing day.1.A compressor Efficiency StudyCompressor refrigeration system is the core energy components, improve the efficiency of refrigeration systems of the most direct and effective means is to increase the efficiency of the compressor, It will bring the energy consumption decreased significantly. Moreover, can only avoid the system take measures (such as simply increasing heat exchanger area, etc.) caused by the consumption of materials increased. In recent years, as world energy shortage situation worsens day by day, more and more attention to various energy-saving work the energy efficiency of products made by the ever-increasing demands. Due to losses such as friction, leakage, harmful heat, the electrical loss, flow resistance, noise vibration of existence, Compressor work far below the actual efficiency of theoretical efficiency. Therefore, from a theoretical point of view, any reduction in a loss of arbitrary measures toimprove the efficiency of the compressor. The objective facts have led to the energy saving compressor scope, direction, width, research topics and results varied.On the current international energy-efficient compressors research concentrated mainly in a few areas : research lubrication properties Compressor parts of the friction bearings to reduce friction characteristics of power, improve the efficiency of the compressor; reduce leakage losses to improve the efficiency of the compressor; using frequency modulation technology or refrigeration system through the effort with the user load to match the best energy saving In this regard the particular frequency technology has been relatively mature well known and not repeat them here. Valve Research is an old topic but it is also an eternal topic, Improvement of the valve designed to improve the efficiency of the compressor also Nagamochi endless harvest. Research in this area many times, from the valve material, sports law, optimizing the structure of the applicable theory, exhaustive testing methods. In short, energy-saving compressors on the research in recent years has become one of the refrigeration industry first hot issues.In recent years, domestic refrigeration compressor industry to studyenergy-saving products are also giving great concern. Progress larger products mainly refrigerator compressor industry. In China efficient refrigerators GEF projects to promote and support, both the enterprises for energy-efficient products is the understanding of the performance of refrigerator compressors have a qualitative leap. At present, domestic enterprises refrigerator compressor products of the highest energy efficiency has reached 1.95%. Refrigerator compressor domestic enterprises to take a lot of technical measures such as high efficiency motors or synchronous motor, concave valves, Plane thrust bearing, low viscosity lubricants, the new Getter muffler, reducing friction losses, and achieved great results. The main problem is the lack of domestic enterprises currently free technology, the technology has to imitate the line mainly, Most of the enterprises to build their own technology infrastructure alsounconscious, nor the interest, and this restricts the development of technological capacity.Relative to the refrigerator compressor industry, domestic energy-efficientair-conditioning compressor study it was not perturbed, Over the years the efficiency of the compressor is no substantive change, greater market demand makes most of the air-conditioning compressor enterprises will concentrate on expanding production on. With the nation on the air conditioner energy efficiency standards set for the further improvement of China's air conditioner exports various perils of showing, domestic air-conditioning compressor of this short-sighted enterprises will be unable to adapt to the energy-saving development of the situation. Enterprise also on the follow-up is weak.2. Compressor noise and vibration studyCurrently, the noise has been regarded as one of the serious pollution. Household refrigeration equipment as the source of power and heart, refrigeration compressor noise, to be a measure of its performance as an important indicator. In fact, to a compressor speaking, Most of the noise is due to shell by some noise from the source excitation (such as springs, refrigerant pressure pulsation, exhaust pipe, lubricants etc. excited). But compressor noise sources and pathways complex and diverse, which gives the compressor noise silencer brought great difficulties.On the compressor noise, vibration and foreign scholars have conducted a large number of long-term research. Here in this regard to the main research results are summarized below :The main refrigeration compressor noise Exaggerative inlet, exhaust radiation aerodynamic noise, mechanical moving parts of machinery noise and noise-driven motor three components :2.1 Aerodynamic noiseCompressor inlet airflow noise is due to the intake manifold pressure pulsation in the elections. Inlet-frequency noise and the intake manifold gas Lane same frequency pulsating with the speed of the compressor. Compressor exhaust noise is due to air in the exhaust pipe caused by fluctuating pressures. Exhaust noise than the inlet noise weak, so the compressor aerodynamic noise generally Inlet mainly noise2.2 Mechanical NoiseCompressor mechanical noise, including members of the general impact and friction, the piston vibration, noise impact of the valve, These noise with randomness, was puted.2.3Electromagnetic noiseCompressor electromagnetic noise is generated by the motor. Motor noise and aerodynamic noise and mechanical noise is weaker compared. Noise source compressor inlet, exhaust, aerodynamic noise, the strongest, followed by mechanical noise and electromagnetic noise. Through in-depth studies, we can further that the main compressor noise from the vibration (from the Department of spring, Refrigeration medium pressure pulsation and smoke exhaust pipe and lubricants have incentive) to the ambient medium spread formation noise. On the effort to reduce compressor noise, much of the literature (abbreviated) proposed a series of measures and the Noise and Vibration Reduction program :① increase rigid shell structure to improve the overall resonance frequency reduces vibration amplitude;② curvature of the shell to avoid mutation, the surface, and the natural frequency is inversely proportional to the radius of curvature. shell shape it should be the smallest curvature radius;③ spring bearing flags will be moved to higher rigid position;④ shell should be used as little as possible of the plane; bending stress and the stress coupling membrane (just on the surface) will shell itself is fairly rigid. Therefore compressor shell to be used as little as possible planar structure;⑤ avoid the exhaust pipe and condenser incentive, optimizing exhaust flow pulsation, Exhaust pipe used in the introduction of additional volume to the elimination of pressure fluctuation spectrum of high-order harmonics;⑥ non-symmetric shell shape; Symmetrical three-dimensional structure means that the axis, along the main axis biggest stress of least resistance. Therefore it is asymmetrical shell structure means that the compressor can be greatly reduced along the axis direction of a force while the probability;⑦ set inlet, exhaust muffler, the closed Compressor Muffler generally muffler. It uses Cross Section, resonant cavity caused acoustic impedance changes in reflectivity or sound energy consumption. or use acoustic-acoustic send phase difference of 180 degrees to offset the muffler of noise. Shell compressor in the lateral closed Unicom a Helmholtz resonator, namely : Helmholtz resonator from the chamber through the neck hole and shell compressor connected into the internal cavity, to reduce compressor cavity stimulated acoustic modal amplitude. The results showed : resonator resonance frequency modulation of the actual compressor cavity stimulated the greatest vibration modes, will be substantially reduced resonance peak response spectrum and lead to significant change. However, it will affect the appearance andthe compressor refrigerator settings, the research results are not yet applied to products.Lubricants and residual volume-coil motor windings will lead to the same types of bulk compressor levels between different (from levels average). By changing the shell external support to increase torsional stiffness and reduce vibration surface; Noise study the complex requirements of researchers has strong theory, the enterprise has good skills base and the need for greater investment and a longer timeframe. This is domestic enterprises compressor one of the weak links, which is now basically in the qualitative phase of experimental research, Along with a great chance and randomness.3. new refrigerants ApplicationBased on the new environmental requirements of refrigerant compressor refrigeration industry is a hot issue. As for the refrigerator product R22 refrigerant substitutes the end of the work, new refrigerant compressor in the past few years mainly concentrated in the air conditioning industry. Apart from the now relatively mature R410A, R407C the study, The largest is the hot issue of CO2 compressor. This is the only issue for a briefing.CO2 currently on the research and application of concentrated mainly in three aspects : one is the most urgent need of alternative refrigerants applications, such as automotive air conditioning, as refrigerant emissions, environmental harm, must be adopted as soon as possible without endangering the environment refrigerants; the other is to consider the characteristics of CO2 cycle, the most favorable to the use of this cycle of occasions, If heat pump water heater is to supercritical CO2 in hot conditions decentralization there is a significant temperature slip will help heat Water heated to a higher temperature characteristics of the focus of public attention; another one is CO2 into account the nature of heat transfer properties and characteristics of using CO2 as a refrigerant, taking into account CO2 good cold flow properties andheat transfer characteristics, use it as a cascade refrigeration cycle cryogenic stage refrigerants.Compressor transcritical carbon dioxide as an air conditioning system efficiency and reliability of the most affected parts, It should be fully integrated supercritical carbon dioxide cycle specific characteristics of a new design. Like ammonia and CO2, the adiabatic exponent K value higher, up 1.30, it may result in the compressor discharge temperature high, However, as the needs of CO2 compressor pressure ratio small, there is no need for cooling the compressor itself. Adiabatic index is high pressure over the small, I can reduce the gap compressor further expansion of the volume losses to the higher volume efficiency compressors. After experimental and theoretical research, Jurgen Horst SUB and found Kruse, reciprocating compressor is a good film sliding seal as the preferred CO2 system. 8:3 its carbon dioxide compressor exhaust valve for improved Exhaust improved compressor efficiency of carbon dioxide increased by 7%.As the carbon dioxide pressure is far greater than the traditional critical circulatory pressure, compressor shaft seal design requirements than the original compressor is much higher, compressor shaft seal leakage over a period of time is still hampered Actually, the main reason.Danfoss, Denso, ZEXEL such as carbon dioxide compressor has entered the stage of small batch production.The IEA in March 1999, the Joint Japan, Norway, Sweden, Britain and the United States to activate the "Selected Issue on CO2 as working fluid Compression Systems in the "three-year project.Beginning in 1994, BMW, DAIMLERBENZ VOL O, Germany's Volkswagen and Danfoss. Péchiney and other European companies launched the famous "RACE"to the joint project, the Joint European well-known universities, automotive air conditioning manufacturers and other developed CO2 automotive air-conditioning system. Subregion Motor Company has production equipment CO2 carair-conditioning systems of cars, Germany KONVECTA production to the quality of CO2 in the air-conditioned Buses run from 1996 to date. DANFOSS, the Obrist Austria, the United Kingdom have developed a carbon dioxide compressor motor. Japan DENSO, ZEXEL CO2 compressor has entered the stage of mass production.With major manufacturers inputs, the type of CO2 compressor with ordinary motor compressor trend line major swing to determine the displacement swashplate, scroll and the main variable displacement.4. New principle of refrigeration compressorsIn recent years, the new structure and working principle of refrigeration compressor made a more progress, mainly linear compressor, Elliptic compressors, compressor rotor Swing, spiral vane compressor, in the past, the author has been described in the article, here will not repeat it.Linear compressor which is the domestic refrigerator compressor industry the focus of attention. In 2004 the International Compressor Engineering Conference has five linear compressor on the article. LG and researchers still Sunpower two main companies. The past two years, several domestic enterprises in the refrigerator compressor to the development of the linear compressor, However, enterprises have the technical foundation for the domestic financial strength and the limitations of scientific research institutions, believe in a short period of time can not enter the stage of industrialization.5 the classification of the refrigeration compressor5.1 reciprocating compressorReciprocating compressor is a kind of traditional refrigeration compressor, the biggest characteristic is to achieve the capacity and pressure than any of the design. Although it is widely applied, but the market share is gradually reduced.So far, the fridge (including small freezing and cold storage device) host compound compressor is ever to give priority to. Through the optimal design of valve structure, friction pair, reciprocating refrigerator compressor refrigeration coefficient of power refrigerating capacity (units) by 1.0 (w/w) of the early ninety s to today's 1.8 or so; In addition to the energy saving technology progress, and environmental protection is closely related to the refrigerant alternative technology has also made gratifying progress, refrigerator system in our country has a large number of using R600 hydrocarbons, such as small refrigeration device is also used the new working substance such as everything. To further improve the efficiency of the reciprocating compressor refrigerator, to reduce the system noise is still the development direction of it.5.2 linear compressorStill make reciprocating linear compressor, due to the linear motion of the motor can be directly drives the piston reciprocating motion, so as to avoid the complexity of the crank connecting rod mechanism and the resulting mechanical power consumption. Linear compressor assembly as the refrigerator system has appeared, the refrigeration coefficient of linear refrigerator compressor has more than 2.0 (w/w), market prospects look good. The main problem is the design of the compressor oil system and the effective control of linear motor displacement limit point and the corresponding anti-collision cylinder technology.5.3 the swash plate compressorSwash plate compressor is also a kind of variant structure of reciprocating compressor, is mainly used in automotive air conditioning system at present. After decades of development, the swash plate compressor has become a very mature model, in possession of more than 70 of the automotive air conditioning compressor market. In spite of this, because it still belongs to the series of reciprocating structure, so in thecar air conditioning system can effect comparing (refrigeration coefficient) and only around 1.5, weight and volume is big, big. Because of the mature of swashplate automobile air conditioning compressor technology, combined with technology, further improvement in the foreseeable future, will continue to maintain a certain market share, but in a certain displacement range by substituting is inevitable.5.4 rotor compressorRotor compressor in the 1970 s by the attention of domestic, it represents the structure including the rolling piston type, sliding-vane, etc. On the rolling piston type is widely used in household air conditioner at present, there are also some applications on the refrigerator. This kind of compressor don't need air suction valve, make it suitable for variable speed operation, which can improve system performance by frequency conversion control. In order to ensure high power (3 p) of the motor output power in the performance of the rolling piston compressor, the domestic research and development and the end of last century, double rotor rolling piston compressor, is now on the market. Double rotor on the rolling piston compressor structure has two advantages: (1) force of the rotating system be improved, the machine vibration and noise is reduced; (2) increase the standalone swept volume and improve the output power of the motor.Below 3 p air conditioning unit, temporarily can not replace a good model of the rolling piston compressor. So improve the efficiency of the compression process, reduce noise and motor speed control and the R410A and other related technical issues after new refrigerating agent, etc., is a research direction of the rolling piston compressor.Sliding vane compressor is a kind of rotor compressor, mainly used to provide compressed air, displacement is in commonly 0.3-3 m3 / min, the market share is low. Rotary vane compressor sliding vane compressor is a kind of transition structure, because of its better starting performance, the compression process torque change is not big, at present is mainly used for miniature cars and some smaller displacementplumbing vehicle air conditioning system. The dynamic characteristics under high speed is the main technology of this compressor research direction.5.5 screw compressorScrew compressor with small size, light weight, easy to maintenance etc., is a model of the fast development in refrigeration compressor. On the one hand, the screw type line, structural design has made considerable progress, on the other hand, the introduction of special screw rotor milling especially grinding, improve the machining precision and machining efficiency of key parts, makes the performance of screw compressor has been effectively improved, industrialization production of the necessary hardware also has the safeguard. At present, the screw compressor is given priority to with compressed air, in medium ReBengShi air conditioning has successful application in the system. Due to increasing the reliability of the screw compressor work within the scope of the medium refrigerating capacity has gradually replace of reciprocating compressor and occupied most of the centrifugal compressor market. 5.6 scroll compressorScroll compressor has been rapid development in the past ten years, the structure of the basic theory, research and development to achieve large-scale industrial production, industrial prototype constitutes the compressor technology development new luminescent spot. The development of numerical control processing technology to realize the mass production, the vortex compressor incomparable performance advantage is the precondition of its vast in the market. A few short years, has been in the field of cabinet air conditioning holds an absolute advantage. In cabinet air conditioning system, scroll compressor refrigeration coefficient has amounted to 3.4 (w/w); In the field of automotive air conditioning, the refrigeration coefficient of scroll compressor has amounted to 2.0 (w/w), and shows strong competition potential. The development of the vortex compressor is to enlarge its range of refrigerating capacity, further improve the efficiency, using alternative working medium and lower the manufacturing cost, etc.Since there is no valve, compression force and torque and small changes in the structure make it more suitable for the advantages of frequency control of motor speed operation, it also become the main direction of scroll compressor technology development. Development of scroll compressor of variable displacement mechanism is the key point of the development of the technology. At present, the use of axial sealing technology, "flexible" theory can realize cooling/heating capacity of 10% to 100% within the scope of the regulation.Due to the vortex compressor suction exhaust characteristic of almost continuous, low starting torque and liquid impact resistance, created the condition for parallel use of vortex compressor. In parallel with the vortex compressor can greatly increase the cooling capacity of the unit, can increase from the current single 25 horsepower to single unit 100 horsepower (4 sets of single parallel), and makes the cold quantity adjustment is more reasonable, give full play to the single machine with the highest efficiency. But single in parallel, one of the biggest problems is the oil return is not the average of the unit when using single machine burning phenomenon.3.1.5 centrifugal compressorAt present in large quantity of cold (greater than 1500 kw) remain within the scope of advantage, this is mainly benefited from the cold quantity range, it has incomparable system overall efficiency. The movement of the centrifugal compressor parts little and simple, and its manufacturing precision is much lower than the screw compressor, these are the characteristics of the manufacturing cost is relatively low, and reliable. Relatively speaking, the development of centrifugal compressor is slow, due to the challenges of the screw compressor and absorption chiller. Centrifuge market capacity is around 700 ~ between 1200, because under the premise that the current technology, the machine is mainly used for air conditioning of large buildings, demand is limited. In recent years because of the large infrastructure projects are built, the centrifugal refrigeration and air conditioning compressor is becoming a hot spot of attention again. Solve surge phenomenon, improve the volume adjustment and theadaptability to change with working condition, miniaturization technology is the main development direction of the centrifugal compressor technology.3.1.6 other structure formsSingle tooth of the compressor, some structures, such as cross slider compressor unique positive displacement compressor also has a certain degree of development, but has not been formed in the domestic production capacity.5. Special refrigeration compressorsAlthough domestic enterprises household refrigeration compressors long accustomed to large-scale production mode, we are accustomed to the number of effectiveness. However, the fierce price competition situation, as products become increasingly lower profit margins, When the production of millions of compressors can only make a few million dollars of profit, some on special refrigeration compressors can be regarded as a way out. Special refrigeration compressor exhaustive, it is impossible in this enumeration. But their common feature is their production scale is small, a single high-profit products faster transition, In most cases the need for the user's requirements designed. These products lead to more and more domestic enterprises to the compressor. If the number of domestic enterprises are developing or already have production capacity of the refrigerator compressor truck翻译小型制冷压缩机研究压缩机是制冷系统的核心和心脏,它决定了制冷系统的能力和特征。