FANUC系统故障诊断
- 格式:doc
- 大小:216.00 KB
- 文档页数:28
FANUC系统常见故障诊断与处理方法摘要:介绍日本日立精机、牧野精机、森精机等公司产数控系统,包括了FANUC 16i、18i、21i、18T、21T等系列的故障:如电网闪断停机、内置脉冲编码器通信异常、伺服放大器误差、外围器件损坏等进行了分析逐步查找及处理。
关键词:FANUC系统故障诊断维修一、电网闪断和断电停机后出现的故障1.一台森精机产SH403加工中心,采用FANUC 18iMA系统。
电网闪断恢复后重新开机,显示“EX0557 OIL&AIR LUBRICANTPRESSURE DOWN”(主轴的油气润滑系统压力低下)报警。
检查发现中间继电器未接通,润滑泵无100V电压供给。
检查该中间继电器OK。
利用系统的自诊断功能,检查PMC信号,发现开机时,油气润滑的供油信号输出接点Y6.4接通,但该中间继电器线圈却不得电,于是,怀疑接点所在的I/0模块UNIT1-2的基板有问题。
将该印刷电路板对比调试后,未发现有任何问题,而该模块的其他输出接点均正常,据此判定是该输出接点烧坏。
替代,故障排除。
2.一台牧野产V55立式加工中心,采用FANUC 16 Mi系统。
设备断电停机几小时后再开机时,显示“306 APC ALARM: AXISBATTERY VOLTAGE 0(X);306 APC ALARM:AXIS BATTERYVOLTAGE 0(Y);306 APC ALARM:AXIS BATTERY VOLTAGE 0(Z);“300 APC ALARM: AXIS NEED ZRN (X);300 APC ALARMAXIS NEED ZRN (Y);300 APC ALARM: AXIS NEE D ZRN (Z)”。
这时切勿关断设备电源,将NC后备电池(4节)更换后,按“RESET”键即可消除306报警,然后选定“原点回归”方式,对各轴执行原点回归操作。
各轴回参考点后再按“RESET”键即可消除300报警。
上接《FANUC S系列数字式主轴驱动系统的故障诊断(1)》3、电动机不转或转速不正常当起动主轴驱动系统后,若出现主电动机不转或转速不正常的故障,其可能的原因如下。
(1)主电动机电枢线连接不良或相序不正确。
若在主电动机不转的同时,驱动器显示AL-02报警,则表明指令电压已加入驱动器,但实际电动机转速与给定值不符。
在一般情况下,应重点检查驱动器与主电动机的电枢线连接相序。
若驱动器不显示AL-02报警,应重点检查驱动器指令电压输入。
(2)速度反馈信号不良。
应对照FANUC交流主轴驱动系统的连接图,逐一检查主电动机编码器的连接,并测量PA/PB、PAP/P BP的波形。
(3)参数设定不当。
应重点检查驱动器参数F01、F02的设置。
(4)ROM不良或版本错误。
4、运行时振荡或有噪声引起主电动机运行过程中出现不正常振荡、噪声的原因有:(1)电动机不良,如电枢绕组对地短路或局部短路。
(2)测量反馈信号不良。
对照趴NUC交流主轴驱动系统的连接图,逐一检查主电动机编码器的连接,并测量PA/PB、PAP/PBP的波形。
(3)驱动器控制板不良。
5、电动机制动时有不正常的噪声对于6S~26S主轴驱动系统,由于采用了再生制动方式,使能量回馈至电网。
当制动能量过大时,再生制动电路为了限制制动极限电流,需要改变电动机的电流波形,从而产生不正常的噪声。
减小驱动器参数F20,降低再生制动功率极限,可以减轻并消除电动机制动时的噪声。
6、转速超调或出现振荡当电动机在运转时出现超调或振荡,可能的原因如下:(1)超调:速度环比例增益设定不当,应增加参数F21、F22的设定值。
(2)振荡:速度环比例增益设定不当,应减小参数F21、F22的设定值。
7、切削功率下降引起主轴电动机切削功率下降可能的原因如下:(1)ROM版本不匹配。
(2)转矩极限设定不当或外部转矩极限指令生效。
8、主轴定向准停定位不准引起主轴定向准停定位不准可能的原因如下:(1)主轴定向准停单元的设定与调整不当。
FANUC 法那科法拉克数控系统电源不能接通的故障诊断FANUC 系统是数控机床上使用最广,维修过程中遇到最多的系统,这些系统虽然功能、配置在各机床中各不相同,但由十系统的基本设计思想相同,因此,故障诊断的方法十分相近,根据不同的故障情况,系统诊断的方法如下电源不能接通的故障诊断FANUC公司早期生产的数控系统如(FS6、FS11、FS0等)系统的电源御断控制一般都配套有FANUC 公司生产的独立型“输入单元”模块,(模块号:A14C-0061-B101-B104),通过相应的外部控制信号,通过相应的外部控制信号,进行数控系统、伺服驱动的电源通、断控制。
而在FANUC0系统中,则比较多地采用输入单元与电源集成一体的电源控制模块FANUC AI电源单元。
对于采用独立型“输入单元”模块的FANUC系统.电源不能接通的故障诊断,可以根据输入单兀上的绿色状态指示灯PIL,电源报警红色指示灯ALM的状态,进行如F检查.判断故障原因。
⑴电源指示灯PIL不亮l)CNC 电源未加入,端子TPI上无电源。
应根据机床生产厂家的电气原理图,检查机床中与CNC 电源输入有关的电路2)端子TPI上有电源。
应检查电源输入熔丝Fl、F2是否熔断辅助电源控制回路是否存在故障。
⑵电源指示灯PIL亮,报警指示灯ALM不亮这是电源模块的正常工作状态,如果在这状态下仍然无法接通系统电源,可能的原因有.l)接通电源的条件未满足。
应检查输入单元的电源接通条件,具体如下①电气柜门“互锁”(DOOR1/DOOK2)触点闭合。
②外部电源切断E-OFF (TP2的EOF与COM间)触点闭合。
③MDI/CRT单元上的电源切断OFF按钮触点闭合。
④MDI/CRT单元上的电源接通ON按钮触点短时闭合。
2)输入单元元器件损坏⑶电源指示灯 PIL 、报警指示灯 ALM 同时亮报替指示灯亮,表明系统的控制电源回路或外部存在报警,可能的原因有:1)电源模块的+24V/士15V/+5V电源故障2)CP1-5/6 的连接错误。
发那科数控系统维修发那科是一家知名的数控系统制造商,其产品广泛应用于各种机械加工设备中。
在工业领域,发那科数控系统被广泛使用,因其稳定性和高效性而备受青睐。
然而,即使是高品质的数控系统也可能出现故障,需要及时的维修和保养。
常见故障现象1.显示屏无法正常显示:发那科数控系统的屏幕可能出现无法正常显示的情况,这可能是由于电源问题或者显示屏本身损坏引起的。
2.操作按钮失灵:在操作数控系统时,操作按钮无响应或失灵的情况也是比较常见的故障。
3.系统运行异常:数控系统在运行中突然异常停止或出现错误提示,可能是由于程序错误、电源问题或传感器故障等引起的。
维修方法1. 检查电源首先,应该检查发那科数控系统的电源是否正常。
确保电源插头插好,电源线没有损坏,主机电源开关处于打开状态。
如果发现电源存在问题,应该及时更换或修复。
2. 检查连接线路检查数控系统的连接线路是否正常连接,特别是与机床的连接线路。
确保连接线路没有损坏或松动,重新连接线路并进行测试。
3. 检查传感器数控系统中的传感器是保证系统正常运行的重要组成部分,如果传感器出现故障,会导致系统异常。
检查传感器的连接是否牢固,清洁传感器表面,并根据需要更换或维修传感器。
4. 更新系统软件如果数控系统出现异常,可以尝试更新系统软件。
前往发那科官方网站下载最新的软件版本,按照官方指引进行更新操作。
5. 维护保养定期对发那科数控系统进行维护保养,清洁机箱内部灰尘,保持系统通风良好,定期检查系统各部件的磨损情况,并及时更换损坏的部件。
总结发那科数控系统在工业生产中扮演着重要的角色,保障其正常运行是保障生产效率和质量的关键。
遇到数控系统故障时,应该及时进行排查和维修,以保证生产的顺利进行。
通过定期的维护保养和及时的故障处理,可以延长数控系统的使用寿命,提高生产效率。
以上是关于发那科数控系统维修的一些基本方法和建议,希望对您有所帮助。
如果遇到复杂的故障情况,建议联系发那科官方客服或专业维修人员进行处理。

第三章FANUC进给伺服系统故障诊断与案例分析在日常的数控机床故障维修中,除了外围的系统报警外,我们还会遇到伺服类报警、编码器报警和通信类报警。
FANUC系统为故障的检查和分析提供了许多报警号码和LED报警代码显示。
通过这些报警号码和LED显示的代码,我们就可以从中分析故障的原因,从而采取合理的手段排除故障。
3.1 伺服模块LED报警代码内容分析当伺服单元出现故障时,系统会出现“4# #”报警。
一般伺服模块都有状态显示窗口(LED),则在显示窗口中显示相应的报警代码。
FANUC系统常用的伺服模块有α、αi、β、βi系列。
见图3-1(常用的FANUC伺服驱动装置)α系列伺服单元β系列伺服单元βi系列伺服单元α系列伺服模块αi系列伺服模块图3-1常用的FANUC伺服驱动装置FANUC系统伺服模块输入为交流三相200V,伺服模块电源是电源模块的直流电源300V,电动机的再生能量通过电源模块反馈到电网中,一般主轴驱动装置是串行数字控制装置时,进给轴驱动装置采用伺服模块。
下图3-2是一个标准数控车床驱动装置连接图片。
左边是电源模块,中间是双轴伺服模块,右边是串行数字主轴模块。
图3-3是一个标准数控加工中心驱动装置连接图片。
左边是电源模块,其次是串行数字主轴模块,其他是两块伺服模块。
图3-4是αi系列伺服模块连接原理图。
图3-2数控车床α系列伺服模块连接图3-3 数控加工中心αi系列伺服模块连接图3-4 αi系列伺服模块连接原理图稍微早期的α系列伺服模块和目前广泛使用的αi系列伺服模块的输入都是交流三相200V,伺服模块电源是电源模块的直流电源300V。
α系列伺服模块CNC与模块、模块之间的连接是电缆,而αi系列伺服模块与CNC、模块之间的连接是光缆,采用是FANUC伺服串行总线FSSB。
通过光缆连接取代了电缆连接,不仅保证了信号传输的速度,而且保证了传输的可靠性,并降低了故障率。
3.1.1交流α/αi系列SVM伺服单元故障与解决方法交流α系列SVM伺服单元连接见图3-5,交流αi系列伺服模块连接见图3-6。

项目2:FANUC 0I MATE-D数控系统调试与维修任务1 FANUC 0I MATE-D数控系统的操作任务2 FANUC 0I MATE-D数控系统的连接任务3 FANUC 0I MATE-D数控系统电源故障任务4 FANUC 0I MATE-D数控系统基本参数设置任务5 FANUC 0I MATE-D数控系统报警故障任务1 FANUC 0I MATE-D数控系统的操作 2.1.1 FANUC 0i Mate-D数控系统MDI面板1.MDI键盘区上面四行为字母、数字和字符部分,用于字符的输入;其中“EOB”为分号(;)输入键。
2.SHIFT键:上档键;3.CAN键:退格/取消键;4.INPUT键:写入键;5.ALTER键:替换键;6.INSERT键:插入键;7.DELETE键:删除键;8.PAGE键:翻页键;9.HELP键:帮助键;10.RESET键:复位键;11.方向键;软键区;下页键(NEXT)。
任务1 FANUC 0I MATE-D数控系统的操作2.1.2数控系统和加工操作有关的画面1. 回参考点(REF):进行机床机械坐标系的设定,用机床操作面板上各轴返回参考点用的按钮使刀具沿指定的方向移动。
2. 手动(JOG):按机床操作面板上的进给轴方向选择开关,机床沿选定轴的选定方向移动。
3. 增量进给(INC):按机床操作面板上的进给轴和方向选择开关,机床在选择的轴选方向上移动一步。
4. 手轮进给(HND):通过旋转机床操作面板上的手摇脉冲发生器使机床连续不断地移动。
5. 存储器运行(MEM):程序预先存在存储器中,当选定一个程序并按了机床操作面板上的循环启动按钮时,开始自动运行。
6. MDI运行:在MDI面板上输入10行程序段,可以自动执行,MDI运行一般用于简单的测试操作。
7. 程序编辑(EDIT):进行数控加工程序的编辑、修改、查找等功能。
任务1 FANUC 0I MATE-D数控系统的操作 2.1.3 数控系统和机床维护操作有关的画面1.参数设定画面2.诊断画面3.PMC画面4.伺服监视画面5.主轴监视画面任务2 FANUC 0i Mate-D数控系统的连接 2.2.1 FANUC 0i Mate-D数控系统基本构成C 控制用CP电源回路2.2-4轴控制卡3.LCD 显示控制4.MDI 接口电路5.I/O LINK串行输入输出接口电路6.主轴控制接口7.RS232C接口8.存储卡接口任务2 FANUC 0i Mate-D数控系统的连接 2.2.2 FANUC 0i Mate-D数控系统整体连接2.2.3 FANUC 0i Mate-D控制单元硬件连接图1.图2.2.2.4 FANUC 0i Mate D控制单元接口任务3 FANUC 0i Mate-D数控系统电源故障 2.3.1 数控系统电源接通与切断控制数控系统控制电源不能正常接通,是数控机床维修过程中经常遇到的故障之一,维修时必须从数控机床电源回路工作原理入手。
FANUC系统常见故障诊断与处理方法摘要:介绍日本日立精机、牧野精机、森精机等公司产数控系统,包括了FANUC 16i、18i、21i、18T、21T等系列的故障:如电网闪断停机、内置脉冲编码器通信异常、伺服放大器误差、外围器件损坏等进行了分析逐步查找及处理。
关键词:FANUC系统故障诊断维修一、电网闪断和断电停机后出现的故障1.一台森精机产SH403加工中心,采用FANUC 18iMA系统。
电网闪断恢复后重新开机,显示“EX0557 OIL&AIR LUBRICANTPRESSURE DOWN”(主轴的油气润滑系统压力低下)报警。
检查发现中间继电器未接通,润滑泵无100V电压供给。
检查该中间继电器OK。
利用系统的自诊断功能,检查PMC信号,发现开机时,油气润滑的供油信号输出接点Y6.4接通,但该中间继电器线圈却不得电,于是,怀疑接点所在的I/0模块UNIT1-2的基板有问题。
将该印刷电路板对比调试后,未发现有任何问题,而该模块的其他输出接点均正常,据此判定是该输出接点烧坏。
替代,故障排除。
2.一台牧野产V55立式加工中心,采用FANUC 16 Mi系统。
设备断电停机几小时后再开机时,显示“306 APC ALARM: AXISBATTERY VOLTAGE 0(X);306 APC ALARM:AXIS BATTERYVOLTAGE 0(Y);306 APC ALARM:AXIS BATTERY VOLTAGE 0(Z);“300 APC ALARM: AXIS NEED ZRN (X);300 APC ALARMAXIS NEED ZRN (Y);300 APC ALARM: AXIS NEE D ZRN (Z)”。
这时切勿关断设备电源,将NC后备电池(4节)更换后,按“RESET”键即可消除306报警,然后选定“原点回归”方式,对各轴执行原点回归操作。
各轴回参考点后再按“RESET”键即可消除300报警。
发那克(FANUC)故障与维修经验总结发那克(FANUC)故障与维修经验总结cnc,电脑锣数控机床的故障分析:数控机床的应用越来越广泛,其加工柔性好,精度高,生产效率高,具有很多的优点。
但由于技术越来越先进、复杂,对维修人员的素质要求很高,要求他们具有较深的专业知识和丰富的维修经验,在数控机床出现故障才能及时排除。
我公司有几十台数控设备,数控系统有多种类型,几年来这些设备出现一些故障,通过对这些故障的分析和处理,我们取得了一定的经验。
下面结合一些典型的实例,对数控机床的故障进行系统分析,以供参考。
一、NC系统故障1.硬件故障有时由于NC系统出现硬件的损坏,使机床停机。
对于这类故障的诊断,首先必须了解该数控系统的工作原理及各线路板的功能,然后根据故障现象进行分析,在有条件的情况下利用交换法准确定位故障点。
例一、一台采用德国西门子SINUMERIK SYSTEM3的数控机床,其PLC采用S5─130W/B,一次发生故障,通过NC 系统PC功能输入的R参数,在加工中不起作用,不能更改加工程序中R参数的数值。
通过对NC系统工作原理及故障现象的分析,我们认为PLC的主板有问题,与另一台机床的主板对换后,进一步确定为PLC主板的问题。
经专业厂家维修,故障被排除。
例二、另一台机床也是采用SINUMERIK SYSTEM3数控系统,其加工程序程序号输入不进去,自动加工无法进行。
经确认为NC系统存储器板出现问题,维修后,故障消除。
例三、一台采用德国HEIDENHAIN公司TNC155的数控铣床,一次发生故障,工作时系统经常死机,停电时经常丢失机床参数和程序。
经检查发现NC系统主板弯曲变形,经校直固定后,系统恢复正常,再也没有出现类似故障。
2.软故障数控机床有些故障是由于NC系统机床参数引起的,有时因设置不当,有时因意外使参数发生变化或混乱,这类故障只要调整好参数,就会自然消失。
还有些故障由于偶然原因使NC系统处于死循环状态,这类故障有时必须采取强行启动的方法恢复系统的使用。

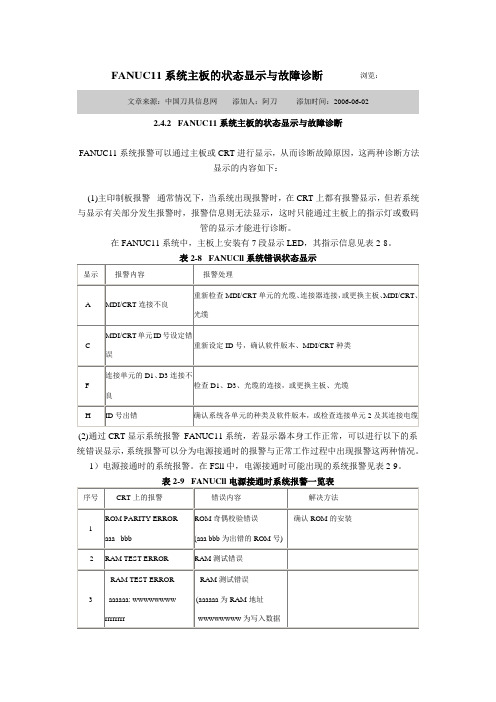
FANUC101112系统故障诊断来源:中国装备维修网添加人:silvre 发布日期:2008-4-1FANUC10/11/12系统在一般情况下出现报警时,显示器屏幕上会显示报警号和报警内容。
但当显示器屏幕没有显示时,可根据主板的LED显示内容来判断故障所在。
序号故障征兆故障原因解决办法1 当主板上数码管显示A时1、显示器/MDI单元连接异常1)确认MDI/显示器单元的连接光缆是否正确。
2)确认连接光缆是否损坏,请更换。
3)确认光缆座是否干净,请清洁。
2 主板上的数码管显示E 显示器/MDI单元与系统不匹配1)MDI/显示器单元有9"、14"等种类,请确认MDI/显示器单元是否与NC 的软件版号匹配。
2)与连接单元的连接是否正确。
3)检查MDI/显示器屏幕的连接电缆。
3 主板上的数码管显示F 连接单元和输入/输出卡D1--D3的连接异常1)连接单元的电缆连接是否正确。
请检查确认其光缆及光缆座。
2)更换连接单元。
3)更换光缆及光缆座。
4)更换主板。
4 主板上的数码管D显示H 连接单元和输入/输出卡D1--D3与NC软件板本不匹配1)请检查确认NC软件的版本号。
2)请检查确认连接单元以及与连接单元的连接的电缆是否正确。
3)更换连接单元。
5 主板上的数码管显示C 通过光缆传输的数据出现错误1)请确认与光缆连接的控制板报警号信息。
2)更换主板。
3)更换MDI/显示器控制板。
4)更换连接单元及输入/输出单元。
5)更换光缆。
6)如果正在调试PC,请更换PCRAM板。
6 主板上数码管显示J 等待PC回应1)请确认系统是否装有PC-ROM盒PCRAM控制板、接口转换板、主板。
2)上述各控制板是否安装正确。
3)更换PMC-ROM盒4)更换接口转换板5)如果正在调试PC,更换PCRAM控制板7 主板上的数码管显示L 等待PC准备1)请确认系统是否装有PC-ROM盒。
2)更换PCROM以及PC-ROM盒。
FANUC系统不能自动运行的状态诊断(一) 当机床在自动工作方式下,系统无报警,“循环起动”指示灯不亮,机床不能执行自动加工程序;或自动加工出现加工中断时,可以借助这些信息,观察故障的原因。
(1)FS0/6 诊断参数地址及意义在FS0/6 系统中,当自动操作方式下的加工过程出现停止时,诊断参数DGN712 的信息指示了自动加工中断,以及“循环起动”灯(STL)关闭可能的原因(如下表)。
注意:DGN712 的状态应在故障发生后即进行检查,若故障发生后系统电源被切断,当电源再次接通时,DGN712 所有位将被清零。
通过各诊断数据的状态组合,可以分析、确定系统实际所处的状态,这些状态的含义见表2-5。
ESP:紧停状态:RRW:输入了复位或倒带信号ERS:外部复位信号接通;RST:系统复位键生效。
(3)FSl5 诊断参数地址及意义在FSl5 系统中,当自动运行方式下的加工出现停止时,诊断参数DGNl005-DGNl010 的信息指示了自动加工中断,以及“循环起动”灯(STL)关闭可能的原因。
诊断参数的显示操作方式同前述,对应位为“1”时的含义如下:DGNl005:bit0:在MDI 方式下,DI 或DO 信号无效;bit1:在重新定位(REPOS)方式下,DI 或DO 无效;bit2:由于其他原因引起的加工中断。
DGNl006:bit0:系统的自动运行停止信号(*SP)生效;bitl:系统存在报警;bit2:系统的程序重新起动信号(SRN)、为“1”;bit3:所选择的程序在后台编辑中;bit4:外部设备未准备好;bit5:MDI 未执行完成;bit6:系统的刀具取消信号(TR ESC)生效;bit7:系统不允许反向执行程序。
DGNl007:bit0:外部报警信息;bit2:系统出现P/S 报警;bit4:伺服报警;bit5:I/O 报警;bit6:修改了需要关机生效的参数;bit7:系统出错。
DGNl008:bit0:后台编辑出现P/S 报警;bitl:程序编辑出现P/S 报警;。

FANUC数控系统故障诊断及参数的恢复调试某厂生产的CK6150数控车床,采用FANUC 0i-mate数控系统,开机后出现报警信息:“970 NMI OCCURRED IN PMCLSI”,机床无法启动。
查阅相关资料知,该报警的含义是:PMCLSI内部发生NMI(非屏蔽中断)或RAM出现奇偶错误,故笔者初步断定数控系统出现故障,需进行诊断与维修。
1 数控系统硬件故障的诊断维修FANUC 0i-mate数控系统采用模块化结构,母板上安装有各种功能的子卡,如轴控制卡、显示卡、CPU卡、FROM/SRAM卡及模拟主轴模块等,系统由输出电压为直流24伏的电源单元供电。
由于本单位有相同类型的数控系统,故维修诊断采用替换法进行。
为确保替换上的板卡不出现意外,笔者对供电模块进行了检查,经测量,该模块供电电压稳定输出在直流24 V,工作正常,可以进行板卡的替换维修工作。
首先替换母板,上电后系统依然报警,无法启动,考虑到系统的显示功能工作正常,接着分别更换了轴卡及CPU卡,上电后,系统终于可以正常启动了,由此确定系统的母板(型号为:A20B-8101-0285/02A)、轴卡(型号为:A20B-3300-0393/02A)、CPU卡(型号为:A20B-3300-029/04C)已损坏,需要更换。
至此,数控系统硬件故障的诊断维修工作初步完成。
2 数控系统用户参数的恢复与调试在更换了数控系统的母板、轴卡、CPU卡后,系统虽然能正常启动,但依然出现了“935”号报警,即用来存储参数和加工程序等数据的SRAM发生了ECC错误。
我们知道,在FROM/SRAM 卡里,存储有CNC系统软件及机床厂家开发的用户程序(PMC梯形图)等,开机后,系统软件和用户软件只有正常登录到DRAM 模块和伺服卡上的RAM后,数控机床才能正常工作。
一般情况下,FANUC系统自带的系统软件用户是无法删除的,出现错误的应是机床厂家开发的用户软件。
造成此错误的可能原因有三个:一是锂电池没电,导致FROM/SRAM卡内的数据丢失;二是FROM/SRAM卡内的数据被破坏,如进行了上电清零操作;三是FROM/SRAM卡本身损坏。

FANUC系统基本诊断功能FANUC系统为了方便维修人员进行故障诊断,开发PMC诊断画面、伺服诊断画面、主轴诊断画面、NC诊断画面等。
通过这些诊断工具可以分析出故障产生的原因,从而采取合理的手段排除故障。
下面就这些诊断功能逐一给予介绍。
7.1 PMC诊断画面诊断画面,给现场维修工程师带来了极大的方便和灵活性。
比如PMC DGN画面可以快速查阅某个信号的输入/输出状态,可以灵活应用PMC PRM画面中的各项功能,如调整其中的定时、计数、数据表和保持型CRT画面在PMC LAD项中查看动态梯形图显示,有效反映出内装型PLC场逻辑分析。
这些特性加快了故障诊断速度,有效降低了设备故障停机时间。
按SYSTEM功能键,按PMC软件键后,就会显示如图5-1所示的PMC画面。
图5-1 PMC画面。
)按SYSTEM功能键,按PMC软件键后,再按PMC LAD 软件键,就会显示5-2图5-2 梯形图显示画面菜单中[TOP]为返回梯形图开头的操作软键;[BOTTOM]为返回梯形图结尾的操作软键;[SRCH]为搜索梯形图中信号触点的操作软键;[W-SRCH]为搜索梯形图中信号线圈的操作软键;[N-SRCH]为搜索系统梯形图的行号的操作软键;[F-SRCH](需要按系统扩展键)为搜索系统梯形图中功能指令的操作软键。
5.1.2 PMC接口诊断画面按SYSTEM功能键,按PMC软件键后,再选择PMCDGN 软件键后,就进入PMC接口诊断画面。
见图5-3图5-3 PMC接口诊断画面下面是PMC接口诊断画面中菜单的详细解释。
TITLE:显示PMC的标题画面,该画面可以显示系统梯形图的名称、PMC的类型、存储器的使用空间、梯形图程序所占的空间、信号注解所占的空间及信息注解所占的空间。
STATUS:显示系统PMC输入/输出信号的状态。
TRACE:系统PMC信号的跟踪画面显示。
信号地址0系统16/18/21/0i/PM T M T M自动循环启动: ST G120/2 G120/2 G7/2 G7/2 进给暂停: *SP G121/5 G121/5 G8/5 G8/5 方式选择: MD1,MD2,MD4G122/0.1.2 G122/0.1.2 G43/0.1.2 G43/0.1.2进给轴方向: +X,-X,+Y,-Y, +Z,-Z,+4,-4(0系统)+J1,+J2,+J3,+J4-J1,-J2,-J3,-J4(16系统类) G116/2.3G117/2.3G116/2.3;G117/2.3G118/2.3G119/2.3G100/0.1.2.3 G102/0.1.2.3手动快速进给:RT G121/6 G121/6 G19/7 G19/7 手摇进给轴选择/快速倍率:HX/ROV1, HY/ROV2, HZ/DRN,H4(0系统) HS1A—JS1D(16系统类)G116/7G117/7G116/7G117/7G118/7G119/7G18/0.1.2.3 G18/0.1.2.3手摇进给轴选择/空运行:HZ/DRN(0); DRN(16)G118/7 G118/7 G46/7 G46/7手摇进给/增量进给倍率: MP1,MP2G117/0G118/0G120/0G120/1G19/4.5 G19/4.5单程序段运行: SBK G116/1 G116/1 G46/1 G46/1 程序段选跳:BDT G116/0 G116/0 G44/0;G45 G44/0;G45 零点返回:ZRN G120/7 G120/7 G43/7 G43/7定向完成: ORARA F281/7 F281/7 F45/7 F45/7 5.1.3 PMC参数画面(PMCPRM)(1)按SYSTEM功能键,按PMC软件键后,再选择PMC PRM 软件键后,就进入PMC的参数画面。
发那科FANUC6系统主板的状态显示与故障诊断来源:数控产品网添加:2008-06-04 阅读:100次[ 内容简介]在不同的系统中,系统主板的状态指示有不同的含义,维修时应根据系统的不同区别对待。
对于常见系统,主板的状态指示含义如下述。
当数控系统发生报警时,通常情况下可以在系统显示器上显示报警号与报警内容,但如果与显示功能有关的部分发生故障时,显示就无法进行,这时必须依靠系统主板或其他部分的指示灯(LED)的状态,进行故障分析、诊断与维修。
在不同的系统中,系统主板的状态指示有不同的含义,维修时应根据系统的不同区别对待。
对于常见系统,主板的状态指示含义如下述。
2.4.1 FANUC6系统主板的状态显示与故障诊断FANUC6系统主板上有五个LED作为系统错误状态指示,其含义如下:1)WDALM:当系统主板上的WDALM指示灯亮时,为系统监控报警。
引起此报警原因一般为系统RAM出错,或者是系统功能参数(PRM 000~005、PRM300~304)设定错误。
当出现以上故障时,在某些场合,一般可以通过RAM的初始化操作进行清除。
2)LED 0~3:指示系统错误,其状态显示见表2-7。
表2-7 FS6系统错误状态显示●:LED不亮;口:LED亮;女:LED闪烁。
注意:在FANUC 6系统中,还可以通过RAM测试操作,检测故障的RAM号。
RAM测试的操作步骤如下:1)确认系统RAM故障。
2)同时按住“-”与“.”,同时起动系统。
3)CRT显示画面:IL—MODE 1、TAPE 2、MEMORY 3、ENPANE 4、BUBBLE 5、PC—LOAD 6、RAMTEST 4) 按数字键6,进入RAM测试状态。
5) 按START键,进行RAM0测试。
6) 再次按START键,进行RAMl测试。
7) 重复按START键,完成对全部(RAM0~RAMl0)的测试,测试结果状态与故障的RAM对应关系见表2-7。
(。
FANUC伺服系统的故障诊断与维修阅读:586伺服系统的故障诊断,虽然由于伺服驱动系统生产厂家的不同,在具体做法上可能有所区别,但其基本检查方法与诊断原理却是一致的。
诊断伺服系统的故障,一般可利用状态指示灯诊断法、数控系统报警显示的诊断法、系统诊断信号的检查法、原理分析法等等。
FANUC伺服驱动系统与FANUC数控系统一样,是数控机床中使用最广泛的伺服驱动系统之一。
从总体上说,FANUC伺服驱动系统可以分为直流驱动与交流驱动两大类。
如前所述,直流驱动又有SCR速度控制单元与PWM速度控制单元两种形式;交流驱动分模拟式交流速度控制单元与数字式交流速度控制单元两种形式。
在1985年以前生产的数控机床上,一般都采用直流伺服驱动,其配套的控制系统有FANUC的FS5、FS6、FS7系统等。
随后生产的数控机床上,一般都采用交流伺服驱动,其配套的控制系统有FANUC 的FS0、FSll、FSl5/16系统等。
5.2.1 FANUC直流伺服系统的故障诊断与维修直流伺服系统一般用于20世纪80年代中期以前生产的数控机床上,这些数控机床虽然距今已经有二十多年,但由于当时数控系统的价格十分昂贵,通常只有在高、精、尖设备中才采用数控,因此,其机床的刚性、可靠性等各方面性能通常都较好,即使在今天,很多设备还是作为企业的关键设备在使用中,故直流伺服系统的维修仍然是今天数控机床维修的重要内容。
1.SCR速度控制单元的常见故障与维修SCR速度控制单元的主要故障与可能的原因,常见的有以下几种。
(1)速度控制单元熔断器熔断造成速度控制单元熔断器烧断的原因有下述几种:1)机械故障造成负载过大。
如:滑动面摩擦系数太大;齿轮啮合不良;工件干涉、碰撞;机械锁紧等。
以上故障可通过测量电动机电流来判断确认。
2)切削条件不合适。
如:机床切削量过大,连续重切削等。
3)控制单元故障。
如:控制单元的元器件损坏,控制板上设定端设定错误,电位器调整不当等。
FANUC系统的疑难故障分析及排除
作者:李汉宝
(一)0 系统故障
(二)16系统类故障
(三)10/11/12/15 系统故障
FANUC10/11/12系统在一般情况下出现报警时,显示器屏幕上会显示报警号和报警内容。
但当显示器屏幕没有显示时,可根据主板的LED显示内容来判断故障所在。
对于FANUC 15A与FANUC 15B相比较而言,在硬件结构设计上,相差很大。
在FANUC 15B 的印刷板的制造中,元器件采用大规模集成电路。
系统的整体结构采用槽式,在每一个槽中分别插上电源、PMC控制板、Main 板、OPT1 板、RISC板等。
而对于15A/E 而言,一般由底板、电源、轴控制板、BASE0、BASE1、BASE2、REMOTE BUFFER板、分离型位置检测板等。
不论是15A/E 或15B ,当系统出现故障时,每一个板上都有报警灯和故障灯显示,因为有故障,系统的显示器不能显示,此时只有根据系统的报警灯和故障灯显示情况来判断故障位置并加以排除,状态灯为绿色,报警灯为红色。
对于15A/E 而言,其报警灯和故障灯的排列方式如下:
对于FANUC 15B ,其报警灯和状态灯的排列方式是:
上边一排是状态显示灯,绿色;下面一排为报警灯,红色。
以下45--57项是关于15A/E 的常见故障的说明。
(四)Power Mate系列故障
Power Mate系列有A、B、C、D、E、F,以下是它们的一些区别:。
FANUCl6/18/160/180系统的状态显示与故障诊断——FANUC 法那科法拉克数控系统FANUCl6/18/160/180系统的状态显示与故障诊断——FANUC 法那科法拉克数控系统 FANUCl6/18/160/80系列系统,根据系统配置、系统规格的不同,其组成模块有较大的区别,其中FSl6/18/160/180B与FSl5/150B类似;FSl6/18/160/180C的组成与FSl5/150B有所区别。
它通常由主板(CPU Board)、DNC接口板(Option l Board)、PMC板(Option 3 Board)、输入控制板(Loader Control Board)、I/O板(I/O Card)等组成。
在FSl6/18/160/180C的各控制板上均安装有4个状态指示灯(STATUS)及3个报警指示灯(ALARM),用于指示各控制板的工作状态,当模块或系统出错时,通过这些状态指示灯,可以指示引起报警的大致原因,以帮助诊断维修。
(1)主板的状态显示与故障诊断FSl6/18/160/180B系统主板上主要安装有主CPU模块、DRAM模块、SRAM模块、FROM/SRAM模块、主轴控制模块、PMC控制模块、CRT文本显示控制模块、6轴伺服控制模块等组件。
主板上安装有4个状态指示灯(STATUS)和3个报警指示灯(ALARM),当系统主板出错时,通过这些状态指示灯与报警灯,可以指示引起报警的大致原因。
当CNC接通电源后,主板上的状态指示灯显示系统的初始化过程,其含义见表2-17,表中“¤”表示灯亮;“●”表示灯灭;“×”表示亮或灭(下同)。
表2-17 FSl6/18/160/180C主板状态显示含义指示灯状态含义STATUS●●●● 电源未接通STATUS¤¤¤¤ 电源接通时的初始化状态(CPU 尚未运行) STATUS¤●¤¤ 等待子CPU的回答(I D设定) STATUS●●¤¤ 检测子CPU的回答(I D设定完成) STATUS¤¤●¤ FANUC总线初始化STATUS●¤●¤ PMC初始化完成STATUS¤●●¤ 全部CPU配置完成STATUS¤¤¤● PMC完成初始化运行STATUS●¤¤● 等待数字伺服初始化STATUS¤●●● CNC完成全部初始化,进入运行状态当系统出现报警时,其状态指示灯及报警灯显示见表2-18。
1、问题:操作面板上的速度倍率最小刻度为10%,如速度参数41号设为800,那么,最低控制速度就为80,但是我单位该台特种设备在某种功能运行状态下需要更低的速度,甚至小到10.而且我也不想通过手动修改NO.41的值来满足这种需求。
请问还有没有别的方法可以解决这个问题?是不是可以通过梯形图MOVN功能指令来调用数据表实现这种高低速的自动转换?如果可以,那个数据表应该发送到哪个地址?(假设Ym,m值为40)回复:速度倍率只能从10%-150%(每隔10%调整)。
只能从参数和倍率上来想办法了,可以通过窗口功能修改参数41号。
2、有台数控车床,O-TD系统。
输入距离和实际走的距离不相等 X轴输入距离0.1mm 实际距离 0.02mmZ轴输入距离 0.1mm 实际距离 0.04mm 丝杠间隙还可以位置画面;相对座标和绝对座标显示的数值是公制机械座标显示的数值是英制(没有任和报警)现在不知从哪儿下手,请专家帮帮忙。
回复:在参数画面前面有个:inch/Mm 改为0就可以。
3、请问,在宣传资料中,经常看到32m,64m等.请问是何涵义,与字节如何换算?可以象电脑一样直接加个硬盘来扩展内存吗?回复: 10米纸带长度程序容量=4K对于i系列系统可以使用ATA卡进行内存扩4、有一台三井16iM系统加工中心,用G68时出010报警,同一条程序在同样的机上就不报此警号,此台机曾有参数丢失,重输入参数后就不能用G68,请问哪里出问题?回复: 010 IMPROPER G-CODE 指定了一个不能用的G 代码或针对某个没有提供的功能指定了某个G 代码。
修改程序。
也就是所G68所对应的功能未打开,请重新确认出厂参数。
5、FAPT LADDER : DOS版的FAPT LADDER在WIN98下如何安装,怎样使用?回复: 1、直接把文件COPY到计算机的硬盘上,双击FLADDER.EXE即可; 2、在config.sys文件中,加入:device=c:\windows\ansi.sys(您在自己的计算机上搜索一下,看ansi.sys文件在哪个目录下,就写上这个路径)6、背隙和坐标系 (0M):关于工件坐标系,丝杠间隙补偿一台数控铣床,FANUC 0m系统,由于丝杠间隙加大,更改535号参数到实测值,加工发现,工件坐标系也偏了。
回原点后加工,发现工件坐标系更改没法实现,改0.001毫米,实际加工时几乎偏了丝杠间隙的量,而不是0.001。
把535改回原来的值,工件坐标系更改就正常了。
改大补偿导致坐标系偏可以理解,导致坐标系改0.001实际偏移0.011不可理解了,请给予解释为感。
那个参数设置不对吗?回复: PRM535范围: 0 - 2550 (0.001mm)更改后需要重新建立工件坐标系,重新对刀。
7、编程和对刀的问题 (BEIJING-FANUC Power Mate O):我公司最近购置了两台贵公司的BEIJING-FANUC Power Mate O 数控车床,我在浏览FANUC系统编程和操作说明书时,发现有很多问题都跟贵公司的机械有关。
比如移动指令和T代码在同一程序段时,移动指令和辅助功能在同一程序段时,如何动作等。
另外,这两台机床在执行T指令时会移动一个刀具偏置值;G50 X_ Z_ T_ 的详细说明;还有,刀架不在操作者的对面,这跟国际标准相反,不知G02、G03、G41、G42是否严格遵照笛卡儿坐标系和右手定则;介于以上的问题如果没搞清,在调试机床的时候有一定的危险性。
我非常希望得到您们的指导,如果有一两个从图纸到编程到上机的实例请发到我的邮箱,先谢了"。
回复:移动指令和T代码不能在同一程序段,须分开。
移动指令和辅助功能在同一程序段时,依照参数设定,可以先执行移动或同时动作。
另外,这两台机床在执行T指令时会移动一个刀具偏置值,这是对的,T代码本身就是执行刀具偏置的 G50 X_ Z_ T_ 的详细说明看操作说明,那上面说的比较详细;还有,刀架不在操作者的对面,这跟国际标准相反,可设定伺服参数改变X轴移动方向,就可使G02、G03、G41、G42是否严格遵照笛卡儿坐标系和右手定则8、关于光栅尺 (FANUC 16M):机床上各轴安有位置编码器和光栅尺,因某种原因我想暂时不用光栅尺,不知应如何设置系统?回复: 1、 1815#1=02、伺服参数设定画面:Number of velocity pulses: 8192Number of positionpulses: 125003、设定flexible feed gear(N/M)原则:直到移动距离与实际距离一致。
9、咨询一下怎么使用 (FANUC 16i) :请问老师用HANDY FILE将系统内的多套程序一次拷出来如何操作谢谢回复:输入0-9999,再按PUNCH10、请教 (0-C系统) :一、CRT显示的坐标轴现在位置值是控制器的指令值还是坐标轴实际移动值,即编码器反馈值?二、FANUC系统中的SRAM,DRAM。
FROM是什么类型的存储器?三、0-C系统PMC梯形图怎样才能修改?现已有FAPT LADDER,是否还要编辑卡;0-C系统梯形图是否固化在EPROM中,是否还需要专用写入器才能修改?回复: 1、实际值。
实际上,指令值与实际值相等。
2、SRAM:静态RAMDRAM:动态RAMFROM:Flash Rom,可读写,不用电池保持;3、修改条件:1)编辑卡2)写入器及电缆3)PMC程序固化在EPROM中11、机床联网 (FANUC 16iM):您好:我们单位现有15台加工中心,全部使用的是FANUC系统。
分别为:FANUC16M、FANUC18M、FANUC16iM、FANUC18iM,它们是不是都有内置的以太网卡,假如我现在想对他们进行联网,还需用什么软件。
硬件方面如何连接。
回复:如果是16/18IMB 本身都带内置网卡,其他的就看有没有网卡了,你可以观察一下又没有标准网卡插口,如果有,就可以联网,如果没有,可以追加一个网卡就可以了,软件有很多,看你们的需要,比如有BOP(BASIC OPERATION PACKAGE),CNC SCREEN DISPLAY 等12、机床精度的调整 (0i-Mate-MB): 1。
电气参数调整前需要机械做哪些工作,需要达到哪些指标; 2。
伺服参数调整,需要达到那些指标,可以通过哪些仪器进行检验; 3。
主轴参数调整,需要达到哪些指标,可以通过哪些仪器进行检验。
回复:这个问题不太好回答机械涉及到的问题比较多,有机械精度,刚度,间隙,都有相应的标准。
伺服参数调整,有很多检测手段,1。
通过系统本身的伺服诊断功能,伺服波形显示。
2。
专门的伺服调试软件:servo guide. 3。
加工实际测量工件。
主轴参数调整现主要是速度,刚性攻丝等,调整所要达到的指标,严格说应该参照相应标准,但现在基本都是参照用户的实际加工需要,(就是加工出来的工件符合要求就可以。
)13、关于CF卡 (FANUC 0i A) : CF卡传输参数是不是要先进行格式化,请详细叙述 CF卡传输pmc过程。
谢谢回复:一起按下软键右端的2个键,并同时接通电源1 从SYSTEM MONITOR MAIN MENU中选择"7.MEMORYCARD FORMAT"。
2 系统显示以下确认信息。
请按〔YES〕键。
3 格式化时显示如下信息。
4 正常结束时,显示以下信息。
请按〔SELECT〕键。
详见维修说明书附录C14、关于主轴定角度的问题! (180is MB):请问专家修改主轴(串行)定角度的参数是哪个?M19指令的后面加什么参数能控制主轴定角度的度数?谢谢!!回复:你问的问题是不是主轴定向?一般换刀时需主轴定向,机床厂出厂时已调整好了,如果发生偏差可调参数4077Spindle orientation stop position shiftM19不要加任何参数,只是定向。
15、闭环和半闭环切换 (0M和0i) :我单位一台加工中心采用的是0M系统现Z轴出现振动现象我想把它改为半闭环方式把37号参数的第二位改为0后重新上电,Z轴不能移动画面数字变化我想问是否还需要更改别的参数特咨询有关专家希望尽快给予回答,另外顺便问一下,0I系统闭环和半闭环切换方法因为我单位好几台新的加工中心采用的是0I系统.只更改1815号参数能否行不.回复:改为半闭环方式不能只改37和1815,要根据螺距大小,电机传动比重新计算CMR DMR 柔性齿轮比及参考计数器容量16、请问PMC-SA1类型编写的梯图在FLADDER 111软件中怎样转化成SB7类型的? (0i MC)回复:你好,请按下述步骤就可以了. (1)运行FANUC"FAPT LADDER_Ⅲ"编程软件。
(2)点击[File]栏,选择[Open Program]项,打开一个希望改变PC种类的Windows版梯形图的文件(PMC-SA1)。
(3)选择工具栏[Tool]中助记符转换项[Mnemonic Convert],则显示[Mnemonic Conversion]页面。
其中,助记符文件(Mnemonic File)栏需新建中间文件名,含文件存放路径。
转换数据种类(Convert DataKind)栏需选择转换的数据,一般为ALL。
(4)完成以上选项后,点击[OK]确认,然后显示数据转换情况信息,无其他错误后关闭此信息页,再关闭[Mnemonic Conversion]页面。
(5)点击[File]栏,选择[New Program]项,新建一个目标Windows版的梯形图,同时选择目标Windows版梯形图的PC种类(PMC-SB7)。
(6)选择工具栏[Tool]中源程序转换项[Source Program Convert],则显示[Source Program Conversion]页面。
其中,中间文件(Mnemonic File)栏需选择刚生成的中间文件名,含文件存放路径。
(7)完成以上选项后,点击[OK]确认,然后显示数据转换情况信息,"All thecontent of the source program is going to be lost. Do you replace it?",点击[是]确认,无错误后关闭此信息页,再关闭[Source Program Conversion]页面。
这样便完成了Windows版下同一梯形图不同PC种类之间的转换,例如将PMC_SA1的D梯形图转换为PMC_SA3的D梯形图,并且转换完后的D梯形图与D梯形图的逻辑关系相同。
17、建议 (0i-b\0i-c等):请问: 关于FAUNC系统,能否对参数写保护加以控制,因经常碰到参数被改现象.如对这一现象进行控制,将会减少机床厂很多不必要的麻烦.谢谢回复: 1.一般写保护为PMC 中KEY信号处理。