FANUC01数控车削仿真系统对刀方法的探讨
- 格式:pdf
- 大小:1.57 MB
- 文档页数:3

Fanuc系统数控车床设置工件零点常用方法一,直接用刀具试切对刀1.用外园车刀先试车一外园,记住当前X坐标,测量外园直径后,用X坐标减外园直径,所的值输入offset界面的几何形状X值里。
2.用外园车刀先试车一外园端面,记住当前Z坐标,输入offset界面的几何形状Z值里。
二,用G50设置工件零点1.用外园车刀先试车一外园,测量外园直径后,把刀沿Z轴正方向退点,切端面到中心(X 轴坐标减去直径值)。
2.选择MDI方式,输入G50 X0 Z0,启动START键,把当前点设为零点。
3.选择MDI方式,输入G0 X150 Z150 ,使刀具离开工件进刀加工。
4.这时程序开头:G50 X150 Z150 …….。
5.注意:用G50 X150 Z150,你起点和终点必须一致即X150 Z150,这样才能保证重复加工不乱刀。
6.如用第二参考点G30,即能保证重复加工不乱刀,这时程序开头G30 U0 W0 G50 X150 Z1507.在FANUC系统里,第二参考点的位置在参数里设置,在Yhcnc软件里,按鼠标右键出现对话框,按鼠标左键确认即可。
三,用工件移设置工件零点1.在FANUC0-TD系统的Offset里,有一工件移界面,可输入零点偏移值。
2.用外园车刀先试切工件端面,这时Z坐标的位置如:Z200,直接输入到偏移值里。
3.选择“Ref”回参考点方式,按X、Z轴回参考点,这时工件零点坐标系即建立。
4.注意:这个零点一直保持,只有从新设置偏移值Z0,才清除。
四,用G54-G59设置工件零点1.用外园车刀先试车一外园,测量外园直径后,把刀沿Z轴正方向退点,切端面到中心。
2.把当前的X和Z轴坐标直接输入到G54----G59里,程序直接调用如:G54X50Z50……。
3.注意:可用G53指令清除G54-----G59工件坐标系。
====================================================FANUC系统确定工件坐标系有三种方法。

数控车床对刀方法数控车床是一种使用计算机控制系统进行加工的机器工具。
在数控车床的加工过程中,对刀是非常重要的一步。
对刀不仅影响加工质量和效率,还涉及到加工操作的安全问题。
因此,掌握数控车床对刀方法对于正确使用和维护数控车床具有重要意义。
一、数控车床对刀的意义数控车床对刀可以让机床的刀具在可控的位置上与工件接触,预留出正确的刀具走刀路径,有利于提高加工精度和生产效率。
此外,正确的对刀方式可以保证加工过程的安全性,防止因刀具掉落、碰撞等问题对操作人员造成危害。
二、数控车床对刀的方法1.准备工作在进行对刀之前,需要先进行准备工作。
(1)检查机床各部件、刀具和刀架是否牢固安装,以及机床的润滑和冷却系统是否正常。
(2)使用长度计、千分尺等工具测量工件的尺寸,保证对刀的精度。
2.确定固定点固定点是指在数控下处理的零点的位置,即要加工工件的原点。
通常,固定点需要根据手册或数控系统的参数手动输入。
在数控系统中,固定点可以利用修正处理实现校准。
3.选择刀具选择合适的刀具对于加工的质量和效率影响很大。
刀具的选择需要考虑加工件材质、表面形状、线速度、切削用量和切削液条件等。
在选择刀具的时候需要尽量避免出现中心偏差,以保证对刀的准确性。
4.调整刀具位置刀具需要在机床上调整到正确的位置,以保证加工质量和效率。
具体来说,以下两种对刀方式常见:(1)刮刀法:在使用前,需要将刀具调整到靠近工件的位置,打开机床手轮,然后用刀片轻轻的刮掉工件上的涂层。
当涂层刮净后,可以逐渐调整刀具的出刀量,将刀具调整到最佳位置。
(2)对刀仪法:在使用对刀仪的时候,需要在工件和刀具之间放置对刀仪,测量靠近工件的刀具尖端和对刀仪的距离,然后根据测量结果调整刀具的位置。
5.校正刃口补偿值在数控车床加工过程中,刃口补偿值是一个很重要的参数。
为了保证刃口补偿值的准确性,需要根据实际情况和手册要求进行校正。
通常在进行磨刀后需要重新校正刃口补偿值,以确保机床的加工精度。


数控机床对刀步骤Fanuc系统数控车床设置工件零点常用方法一,直接用刀具试切对刀1.用外园车刀先试车一外园,记住当前X坐标,测量外园直径后,用X坐标减外园直径,所的值输入offset界面的几何形状X值里。
2.用外园车刀先试车一外园端面,记住当前Z坐标,输入offset界面的几何形状Z值里。
二,用G50设置工件零点1.用外园车刀先试车一外园,测量外园直径后,把刀沿Z轴正方向退点,切端面到中心(X轴坐标减去直径值)。
2.选择MDI方式,输入G50 X0 Z0,启动START键,把当前点设为零点。
3.选择MDI方式,输入G0 X150 Z150 ,使刀具离开工件进刀加工。
4.这时程序开头:G50 X150 Z150 …….。
5.注意:用G50 X150 Z150,你起点和终点必须一致即X150 Z150,这样才能保证重复加工不乱刀。
6.如用第二参考点G30,即能保证重复加工不乱刀,这时程序开头 G30 U0 W0 G50 X150 Z1507.在FANUC系统里,第二参考点的位置在参数里设置,在Yhcnc软件里,按鼠标右键出现对话框,按鼠标左键确认即可。
三,用工件移设置工件零点1.在FANUC0-TD系统的Offset里,有一工件移界面,可输入零点偏移值。
2.用外园车刀先试切工件端面,这时Z坐标的位置如:Z200,直接输入到偏移值里。
3.选择“Ref”回参考点方式,按X、Z轴回参考点,这时工件零点坐标系即建立。
4.注意:这个零点一直保持,只有从新设置偏移值Z0,才清除。
四,用G54-G59设置工件零点1.用外园车刀先试车一外园,测量外园直径后,把刀沿Z轴正方向退点,切端面到中心。
2.把当前的X和Z轴坐标直接输入到G54----G59里,程序直接调用如:G54X50Z50……。
3.注意:可用G53指令清除G54-----G59工件坐标系。
FANUC系统确定工件坐标系有三种方法。
第一种是:通过对刀将刀偏值写入参数从而获得工件坐标系。
数控机床对刀步骤法兰克加工中心机床一、主轴转速的设定○1、将工作方式置于“MDI”模式;○2、按下“程序键”;○3、按下屏幕下方的“MDI”键;○4、输入转速和转向(如“S500M03;”后按“INSRT”);○5、按下启动键。
二、分中1、意义:确定工件X、Y向的坐标原点。
2、X、Y平面原点的确定。
○1、四面分中○2、两面分中,碰单边○3、单边碰数3、抄数○1、意义:将分中后的机械值输入工件坐标系中,借以建立与机床坐标原点的位置关系。
○2、方法:→ 切换到工件坐标系:OFS / SET → 坐标系→ 选择具体的工件坐标系(如G54、G55、G56、G57、G58、G59等)→ 输入“X0”后按屏幕下方的“测量”键(或直接输入机械坐标值)。
4、分中的类型○1、四面分中○2、单边碰数○3、X轴分中,Y轴碰单边○4、Y轴分中,X轴碰单边○5、有偏数工件原点的确定,如X30Y205、分中的方法试切分中如果分中的要求不高,或工件为毛坯料,而且外形均可铣去,为了方便操作,可采用加工时所用的刀具直接进行碰刀,从而确定工作原点,其步骤如下(一四面分中为例):○1、将所要用到的铣刀装在主轴上,并使主轴中速旋转;○2、手动移动铣刀沿X方向靠近工件被测边,直到铣刀刚好切削刀工件材料即可;○3、保持X、Y不变将Z轴沿+Z方向升起,并在相对值处将X轴置零;归零方法:按下X后按屏幕下方的“起源”或“归零”;○4、将X轴移动到工件另一边,同样用刀具刚好切到工件材料即可;○5、将主轴沿+Z方向升起;○6、将X轴移到此时X轴相对值的1/2处(口算、心算或计算器);○7、利用相同的方法测Y轴;○8、抄数。
注:试切分中虽然比较简单,但会在工件表面留有刀痕,所以常用于铝和铜等毛坯料的分中。
6、分中棒分中:○1、原理:采用离心力的原理。
○2、方法及步骤:◎、将分中棒装在主轴上,初测端在下方;◎、将主轴转速设定在350~600r/min左右;◎、手动将分中棒沿X轴方向慢慢靠近工件侧面,而分中棒逐渐由摆动较大变小到重合,继续移动到分中棒刚到重新分开时并要回到合拢,将手轮倍率调至0.01mm处,并靠近工件移动至刚好重新分开即可;◎、将主轴沿+Z方向升起,并移到工件另一侧,用同样的方法触碰工件;◎、将主轴沿+Z方向升起,并将X轴移至相对值1/2处,归零;◎、同样的方法测得Y轴;◎、抄数。


实验一数控机床对刀仿真实验
【实验目的】通过数控车床、数控铣床的仿真对刀实验,进一步理解数控机床对刀的原理、方法和步骤;
【实验设备】仿真计算机、数控仿真加工软件
【实验内容】
1、以配备FANUC 0i数控系统的数控车床,自定义工件和刀具(最好两把刀具),
完成其对刀,并设计一手工程序验证对刀结果的正确性;
2、以配备FANUC 0i数控系统的数控铣床,自定义工件和刀具,完成其对刀,
并设计一手工程序验证对刀结果的正确性。
【实验记录】
1、数控车床对刀过程记录:
2、数控铣床对刀过程记录:
【实验问答】
1、对刀的目的是什么?
2、数控车对刀完成后,设定加工坐标系的方法有哪些?
3、试说明仿真系统对刀和实际机床对刀有哪些不同点?
4、试分析手工对刀的精度影响的主要因素有哪些?【实验小结】。

数控车工FANUC 系统对刀操作
课题:FANUC 系统试切法对刀操作
课时:6课时
课型:实训课
教学目标:
1、熟悉FANUC系统试切法对刀操作步骤
2、熟悉FANUC系统试切法对刀操作方法
教学重点:
FANUC系统试切法对刀的种类及其方法;
教学难点
1、试切法单刀对刀的方法及步骤;
2、对刀操作及应用时的注意事项
教学过程:
一、试切法对刀的方法及步骤
1、Z向对刀
Z向对刀:手轮模式,启动机床,转速800,以1号刀为例,将T0101刀具刀尖移动到工件端面上,按刀补键(OFS/SET)—按刀偏键(或补正
键)—按形状键,光标移动到G001刀号上,输入Z0,按测量键,Z对刀完成
图2-69offset界面
2、x向对刀
X向对刀:启动机床,转速800,试切一外圆直径,原路返回,X向不动,主轴停止,测量一外圆直径(假如外圆测量值是φ39.08) ,按刀补键(OFS/SET)—光标移动到G001刀号上,输入X39.08,按测
量键,X对刀完成
注意事项:对刀时一定是选择按刀补键(OFS/SET)—按刀偏键(或补正键)—按形状键,在G001时输入
二、教学总结
1、熟悉FANUC系统试切法对刀操作步骤
2、熟悉FANUC系统试切法对刀操作方法
3、FANUC系统试切法对刀的种类及其方法;。

Fanuc数控车床对刀操作步骤简介Fanuc数控车床是一种广泛应用于制造业的自动化设备,用于加工金属工件。
对刀操作是使用数控车床的基本步骤之一,它确保刀具正确安装位置,以便进行精确的切削加工。
本文将介绍Fanuc数控车床的对刀操作步骤。
步骤下面是Fanuc数控车床对刀的具体操作步骤:步骤一:选择刀具根据加工工件的要求,选择合适的刀具。
刀具应具备适当的切削能力和形状,以确保加工质量和效率。
步骤二:安装刀具将选定的刀具固定在车刀架上。
确保刀具安装牢固,不松动。
步骤三:选择对刀工具选择适当的对刀工具,通常是一个刀具预设尺寸的金属条或块。
对刀工具用于定位刀具在车床运行时的绝对位置。
步骤四:装夹对刀工具将对刀工具装夹在刀具架上,确保其位置准确无误。
步骤五:进入对刀模式在Fanuc数控车床的控制界面上,选择对刀模式。
进入该模式后,可以进行对刀操作。
步骤六:坐标轴调整根据Fanuc数控车床操作手册的说明,按照要求逐步调整X、Z轴坐标,使刀具与对刀工具相互接触并进行微调,以确保刀具的准确位置。
步骤七:刀具测量使用测量工具,对刀具进行测量,确认其在X、Z轴上的准确位置。
步骤八:存储刀具补偿值根据测量结果,将刀具的补偿值输入到数控车床的控制系统中。
这样,在后续的加工过程中,系统能够根据补偿值对刀具进行修正,确保加工尺寸的精确性。
步骤九:退出对刀模式完成对刀操作后,退出对刀模式,系统将保存设置的刀具补偿值。
步骤十:检查对刀结果进行加工前,对刀具位置进行检查,确保刀具与工件之间的距离和角度符合要求。
结论Fanuc数控车床的对刀操作步骤是确保刀具正确安装位置的关键步骤。
通过选择合适的刀具、正确安装刀具和对刀工具,并进行坐标轴调整和刀具测量,能够保证后续的加工过程中切削的精确性和加工尺寸的准确性。
合理进行对刀操作,能够提高生产效率和产品质量。

数控车床对刀原理及对刀方法分析数控车床作为一种由程序指令控制的自动化机床,能够有效地按照图纸要求加工零件,尤其是解决了一些复杂和精密零件的加工问题,是现代技术发展中不可或缺的机电一体化产品。
数据车床作为加工精密零件的重要设备,其刀具的位置至关重要,对刀工作是保证数控车床正常运行的重要项目。
在实际操作中,深入了解对刀的原理和方法,有利于操作者理清思路,减少因机械原因造成的零件报废。
本文主要讨论对刀的原理,并对对刀的方法进行探究,旨在进一步完善数控车床的加工精确度。
标签:数控车床对刀原理对刀方法分析探究一、引言数控车床对刀工作是进行零件和仪器加工前必不可少的重要步骤,其实质的目的是在车床中建立刀具的坐标系,以此掌握刀具的位置,才能对需要加工的零件进行合理的切割。
对刀不正确会导致加工时零件报废,甚至会发生撞刀的事故。
因此操作员学习并掌握对刀的原理和方法是数控车床操作中的重要内容。
只有充分掌握对刀原理,熟练对刀方法才能保障对刀的水平和质量,减少错误的发生,避免数控车床本身和加工零件的损坏。
二、数控车床对刀原理数控车床的对刀问题已经成为数控车床加工和设备调整的难点,阻碍了加工的精确度和效率。
其实,对刀就是确定刀具位置的坐标系,也就是求偏差值。
因此对刀原理围绕着求偏差值展开。
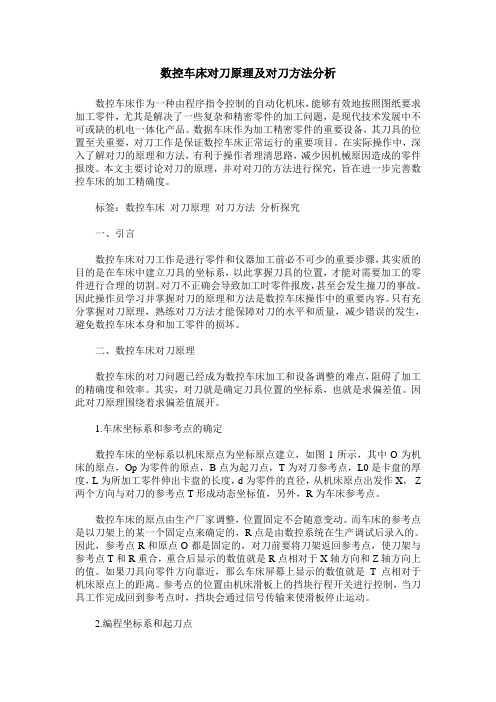
1.车床坐标系和参考点的确定数控车床的坐标系以机床原点为坐标原点建立,如图1所示,其中O为机床的原点,Op为零件的原点,B点为起刀点,T为对刀参考点,L0是卡盘的厚度,L为所加工零件伸出卡盘的长度,d为零件的直径,从机床原点出发作X,Z 两个方向与对刀的参考点T形成动态坐标值,另外,R为车床参考点。
数控车床的原点由生产厂家调整,位置固定不会随意变动。
而车床的参考点是以刀架上的某一个固定点来确定的,R点是由数控系统在生产调试后录入的。
因此,参考点R和原点O都是固定的,对刀前要将刀架返回参考点,使刀架与参考点T和R重合,重合后显示的数值就是R点相对于X轴方向和Z轴方向上的值。

数控机床F A N U C系统对刀步骤Last updated on the afternoon of January 3, 2021数控机床对刀步骤法兰克加工中心机床一、主轴转速的设定○1、将工作方式置于“MDI”模式;○2、按下“程序键”;○3、按下屏幕下方的“MDI”键;○4、输入转速和转向(如“S500M03;”后按“INSRT”);○5、按下启动键。
二、分中1、意义:确定工件X、Y向的坐标原点。
2、X、Y平面原点的确定。
○1、四面分中○2、两面分中,碰单边○3、单边碰数3、抄数○1、意义:将分中后的机械值输入工件坐标系中,借以建立与机床坐标原点的位置关系。
○2、方法:→切换到工件坐标系:OFS/SET→坐标系→选择具体的工件坐标系(如G54、G55、G56、G57、G58、G59等)→输入“X0”后按屏幕下方的“测量”键(或直接输入机械坐标值)。
4、分中的类型○1、四面分中○2、单边碰数○3、X轴分中,Y轴碰单边○4、Y轴分中,X轴碰单边○5、有偏数工件原点的确定,如X30Y205、分中的方法试切分中如果分中的要求不高,或工件为毛坯料,而且外形均可铣去,为了方便操作,可采用加工时所用的刀具直接进行碰刀,从而确定工作原点,其步骤如下(一四面分中为例):○1、将所要用到的铣刀装在主轴上,并使主轴中速旋转;○2、手动移动铣刀沿X方向靠近工件被测边,直到铣刀刚好切削刀工件材料即可;○3、保持X、Y不变将Z轴沿+Z方向升起,并在相对值处将X轴置零;归零方法:按下X后按屏幕下方的“起源”或“归零”;○4、将X轴移动到工件另一边,同样用刀具刚好切到工件材料即可;○5、将主轴沿+Z方向升起;○6、将X轴移到此时X轴相对值的1/2处(口算、心算或计算器);○7、利用相同的方法测Y轴;○8、抄数。
注:试切分中虽然比较简单,但会在工件表面留有刀痕,所以常用于铝和铜等毛坯料的分中。
6、分中棒分中:○1、原理:采用离心力的原理。
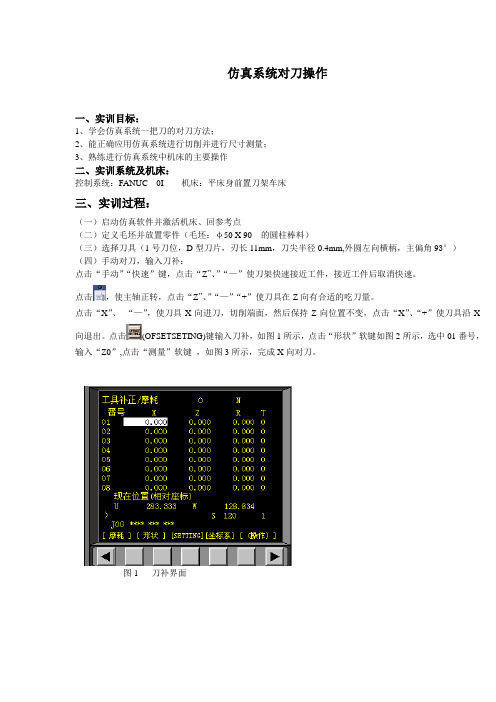
仿真系统对刀操作一、实训目标:1、学会仿真系统一把刀的对刀方法;2、能正确应用仿真系统进行切削并进行尺寸测量;3、熟练进行仿真系统中机床的主要操作二、实训系统及机床:控制系统:FANUC---0I 机床:平床身前置刀架车床三、实训过程:(一)启动仿真软件并激活机床、回参考点(二)定义毛坯并放置零件(毛坯:φ50 X 90 的圆柱棒料)(三)选择刀具(1号刀位,D型刀片,刃长11mm,刀尖半径0.4mm,外圆左向横柄,主偏角93°)(四)手动对刀,输入刀补:点击“手动”“快速”键,点击“Z”、”“—”使刀架快速接近工件,接近工件后取消快速。
点击,使主轴正转,点击“Z”、”“—”“+”使刀具在Z向有合适的吃刀量。
点击“X”、“—”,使刀具X向进刀,切削端面,然后保持Z向位置不变,点击“X”、“+”使刀具沿X 向退出。
点击(OFSETSETING)键输入刀补,如图1所示,点击“形状”软键如图2所示,选中01番号,输入“Z0”,点击“测量”软键,如图3所示,完成X向对刀。
图1 刀补界面图2 刀补形状界面图3 Z向刀补输入移动刀架使刀具在X向有一定的吃刀量,使主轴正转,点击“Z”、“—”使刀具沿Z向移动,进行外圆切削,然后保持X向位置不变,Z向退出刀具。
如图4所示图4 X向对刀切削外圆点击“测量”菜单,选择“剖面图测量”如图5所示。
2、进入数控加工仿真系统方法一:点击“快速登录”直接进入,画面如图2所示方法二:输入用户名和密码,再点击“确定”(考试方式下使用),进入仿真系统界面。
(用户名为8位数字)仿真系统界面上部第一行为菜单栏,包括文件、视图、机床、零件、塞尺检查、测量、互动教学、系统管理、帮助9个菜单;第二行为工具图标。
图2 数控加工仿真系统界面3、系统和机床的选择方法:点击菜单“机床”选中“选择机床”弹出“选择机床”对话框,如图3所示,在对话框中选择所使用的控制系统和机床类型,最后点击“确定”按钮完成系统和机床的选择。
浅析数控机床的对刀操作摘要:数控机床的对刀操作是数控加工中重要而关键的环节,对刀精度的高低直接影响零件的加工质量,而对刀效率也与数控加工效率密切相关。
本文阐述了数控机床的各种误差,介绍了数控对刀的操作方法及原理。
关键词:数控机床对刀点刀位点对刀1、引言数控加工作为一种新技术,在许多加工企业得到了应用。
为了使学生适应现代生产的需要,各类技校近年来开设了数控加工专业。
在数控实习中,最重要的一个内容就是对刀。
尽管同学们已经学习了对刀的理论知识,但站在数控机床面前,还是显得束手无策。
众所周知,加工一个零件往往需要几把不同的刀具。
如数控车床,每把刀具安装在不同的位置,在转至切削方位时,其刀尖所处的位置并不相同,而系统要求在加工一个零件时,无论使用哪一把刀具,其刀尖位置在切削前应处于同一点。
否则,零件加工程序很难编制。
为使零件加工程序不受刀具安装位置而给切削带来的影响。
必须在加工程序执行前,调整好每把刀的刀尖位置,使刀架在转位后,每把刀的刀尖位置都重合在同一点。
2、数控车床的对刀原理深入理解数控车床的对刀原理对于操作者保持清晰的对刀思路、熟练掌握对刀操作以及提出新的对刀方法都具有指导意义。
对刀的目的是为了建立工件坐标系,直观的说法是,对刀是确定工件在机床工作台中的位置,实际上就是求对刀点在机床坐标系中的坐标。
2.1机床坐标系和工件坐标系数控机床坐标系——是指以机床原点为坐标原点所建立的坐标系。
数控机床的机床原点在出厂之前已经调整好,一般不允许用户变动。
其它坐标系的建立都以机床原点为基准。
数控机床每次开机、断电、故障和图形模拟后都要进行一次手动“回零”的操作。
“回零”后使刀架或工作台返回机床参考点,数控机床回到参考点后,机床坐标系才能回到正常的状态。
数控车床的机床原点通常在卡盘前端面与主轴中心线的交点处。
2.2刀位点和对刀点数控加工是数控机床通过NC程序控制刀具和工件的相对运动来完成的。
编写NC程序是以工件坐标系或编程坐标系为基准,刀具加工工件是在机床坐标系下进行的。

FANUC数控车仿真实验指导书一、实验设计方案:1、对刀练习:选择机床——启动机床——机床回零——手动和手轮模式控制刀架的移动——MDI 启动主轴——手动控制(JOG、手轮)——装夹工件——装夹刀具——手动切削和工件测量——对刀练习(G54对刀、刀具偏移对刀)2、程序编辑:进入编辑模式——新建程序——录入程序(手工录入、程序传输)——编辑程序——调用程序3、启动机床——机床回零——MDI启动主轴——程序录入、检查——装夹工件——装夹刀具——对刀——调试程序(空运行、单步运行)——自动运行——检测、调整二、实验操作指导1、选择机床类型打开菜单“机床/选择机床…”,在选择机床对话框中选择控制系统类型和相应的机床并按确定按钮,此时界面如下图所示。
如图,选择大连机床厂CKA6136i数控车床。
2、激活车床(开机)点击“系统启动”按钮,系统总电源开。
检查“急停”按钮是否松开至状态,若未松开,点击“急停”按钮,将其松开。
3、车床回参考点(回零)1)检查操作面板上的回零按钮指示灯是否亮,若指示灯已亮,则已进入回零模式;否则点击按钮使系统进入回零模式。
2)在回零模式下,先将X轴回原点,点击操作面板上的“X正方向”按钮,此时X轴将回原点,CRT上的X坐标变为“600.00”。
同样,再点击“Z正方向”按钮,点击,Z轴将回原点,CRT上的Z坐标变为“1010.00”。
本仿真软件必须进行前述1、2、3步骤操作后,才能开始实现对机床的运动控制。
4、手动和手轮模式控制刀架的移动1)点击中的按钮,机床进入手动操作模式,此时,分别点击中的对应按钮,控制机床的移动方向和坐标轴。
点击按钮系统进入手动快速移动。
此时应确认指示灯是否亮,如亮则应该使其关闭,否则机床不能运动。
2)点击中的按钮,切换至手轮控制模式,此时,鼠标对准手轮,点击左按钮或右按钮,精确控制机床的移动。
分别点击中的对应按钮,可以实现对运动速度的快慢控制。
点击按钮实现X、Z轴控制的切换,该按钮上指示灯亮状态为控制Z 轴移动,灯暗为控制X轴移动。
题目:数控车床的对刀原理及对刀方法摘要本文分析了数控车床的对刀原理,并从实用角度分析介绍了几种常用的对刀方法。
关键词:数控车床;坐标系;参考点;对刀法目录1数控车床的对刀原理 (1)1.1概述 (1)1.2数控车床坐标系与数控车床参考点 (1)1.3工件坐标系与起刀点 (2)1.3.1工件坐标系(又称为编程坐标系) (2)1.3.2起刀点B(又称程序起点) (3)1.3.3工件坐标系建立 (3)1.4对刀参考点及对刀过程 (3)1.4.1对刀参考点T (3)1.4.2对刀过程 (4)1.5刀具位置补偿及刀偏值的设定原理 (4)1.5.1刀具位置补偿 (4)1.5.2刀偏值的设定原理 (5)2对刀方法 (6)2.1试切对刀法 (6)2.2对刀仪自动对刀法 (7)3刀偏值的修改 (7)结论 (8)参考文献: (9)致谢 (10)1数控车床的对刀原理1.1概述数控车床的对刀问题一直是一个难题,这一问题已成为数控加工中的“瓶颈”,阻碍了数控加工效率和质量的提高。
为此,本文分析了数控车床的对刀原理,并从实用角度介绍了几种常用的对刀方法。
所谓对刀,就是在数控车床进行切削加工之前要确定每一把刀具的刀位点在工件坐标系和数控车床需坐标系中的位置,也就是求刀偏值。
1.2数控车床坐标系与数控车床参考点数控车床坐标系———是指以机床原点为坐标原点所建立的坐标系。
数控车床的机床原点通常取在卡盘前端面与主轴中心线交点处(如图1中O点)。
一般机床原点在数控车床出厂前由生产厂家已经调整好,一般不允许用户随意变动。
如图1中XOZ 为机床坐标系。
数控车床参考点———是指刀架上某一固定点,即对刀参考点 T(如图1中T 点)退离距机床原点O最远的一个固定点R点(如图1中R点)。
该R点在机床出厂时也由生产厂家调试好,并将数据输入到数控系统中。
因此机床参考点R对机床原点O的坐标是一个已知数,一个固定值。
一般对刀之前,必先使数控车床进行“回零”操作(即使刀架返回参考点操作),就是使刀架上对刀参考点T与机床参考点R重合。

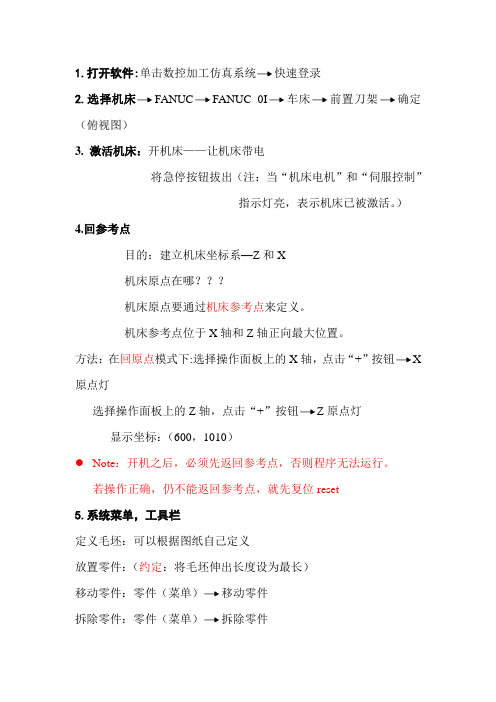
1.打开软件:单击数控加工仿真系统快速登录2.选择机床FANUC FANUC 0I车床前置刀架确定(俯视图)3. 激活机床:开机床——让机床带电将急停按钮拔出(注:当“机床电机”和“伺服控制”指示灯亮,表示机床已被激活。
)4.回参考点目的:建立机床坐标系—Z和X机床原点在哪???机床原点要通过机床参考点来定义。
机床参考点位于X轴和Z轴正向最大位置。
方法:在回原点模式下:选择操作面板上的X轴,点击“+”按钮X 原点灯选择操作面板上的Z轴,点击“+”按钮Z原点灯显示坐标:(600,1010)Note:开机之后,必须先返回参考点,否则程序无法运行。
若操作正确,仍不能返回参考点,就先复位reset5.系统菜单,工具栏定义毛坯:可以根据图纸自己定义放置零件:(约定:将毛坯伸出长度设为最长)移动零件:零件(菜单)移动零件拆除零件:零件(菜单)拆除零件选择刀具:刀位刀片刀柄1#--外圆车刀2#--切槽刀(切断刀)--根据图纸选择≤槽宽3#--螺纹刀6.MDI面板()POS——显示机床当前坐标PROG——显示与程序相关的内容OFFSET——显示刀具偏置设置界面Reset(复位键)—可以终止加工程序的执行,也可恢复参数设置急停键——紧急情况下停止机床运动INSERT键的功能是插入,ALTER键的功能是替换,DELETE键的功能是删除。
程序管理:(1)新建程序(在状态下PROG Oxxxx;);(2)编辑程序(INSERT键,ALTER键,DELETE键,CAN键)(3)存储程序(在编辑状态下PROG操作>PUNCH)注:存储的文件为(__.NC)(4)程序调用(在编辑状态下PROG Ox(/INSERT键)注:调用的程序为系统中存在的程序名。
*(5)DNC传送导入程序:操作READ DNC传送Ox EXEC(导入系统)注:调用的程序形式为(__.NC)或(__.txt)(6)显示数控程序目录:在编辑状态下PROG LIB●模块管理:(1)导入模块:文件打开文件。
对刀对机床加工的重要性和对刀方法介绍数控车床对刀是加工中的重要技能,对刀的准确性决定了零件的加工精度,对刀效率直接影响零件的加工效率,对刀对机床加工操作非常重要。
数控车床开机后,必须进行回零(参考点)操作,其目的是建立数控车床进行位置测量、控制、显示的统一基准,也就是刀具回到机床原点,机床原点通常在刀具的最大正行程处,它的位置由机床位置传感器决定。
机床回零后,刀具(刀尖)的位置与机床原点的距离是固定不变的,因此,为便于对刀和加工,可将机床回零后刀尖的位置看作机床原点。
对刀就是在数控机床的机床坐标系中建立工件坐标系,并使工件坐标系原点与编程原点重合的操作过程。
通过试切或非接触方法测量出机床坐标系中的刀尖编程点距加工原点X和Z方向的距离,并把数值设置到机床参数中,通过程序调用,建立工件坐标系,程序中基点的绝对坐标值就是以建立的工件坐标系的原点为原点的,加工出零件的轮廓。
数控车床上对刀方法很多,工作中常用试切法,下面介绍FANUC-0I数控车床常用对刀方法。
1、测量、输入刀具偏移量方式(1)用所选刀具试切工件外圆,X向对刀。
手动操作模式下,试切外圆,X方向保持不动,刀具沿Z轴方向退出,用游标卡尺测量切出外圆的直径值α,点击“OFFSETSETING”键进入形状补偿参数设定界面,光标移至刀补X位置,输入Xα,点软键[测量],数控系统自动计算出当前刀尖在机床坐标系中X方向的坐标,X方向完成对刀。
(2)用所选刀具切削端面,Z向对刀。
手动操作模式下,刀具切削工件端面至中心。
然后Z方向保持不动,刀具沿X方向退出。
进入形状补偿参数设定界面,将光标移到刀具补偿Z坐标相应的位置,输入Z0,按[测量]软键,对应的刀具偏移量自动输入,对刀完成。
此种方法是把加工原点设在工件右端面的圆心上,是一般轴类零件常用的方法。
如果是左右对称零件,需把加工原点设在工件的对称中心,则输入Zβ,β为零件轴向长度的一半。
然后根据刀具的几何尺寸和安装位置输入刀尖圆弧半径R和刀位号T的值,例如:一号刀,刀尖圆弧半径R=0.8mm,将光标移至R下方1号刀对应的位置,键入0.8,在T对应位置输入刀位号,按“INPUT”输入,即可用来加工。